บทนำ: เหตุใดซอฟต์แวร์การจัดการสายการผลิตจึงเข้ามาแทนที่ระบบ MES ขนาดใหญ่สำหรับผู้ผลิตหลายราย
เป็นที่น่าประหลาดใจที่โรงงานจำนวนมากยังคงใช้กระดานไวท์บอร์ด รายการตรวจสอบบนกระดาษ และไฟล์ Excel ที่ไม่เชื่อมต่อกันในการดำเนินการควบคุมประจำวันที่สำคัญ ในหลายโรงงาน นั่นหมายความว่าปัญหาการผลิตจะถูกรายงานล่าช้า รายการดำเนินการถูกมองข้ามระหว่างกะ และหัวหน้างานต้องเสียเวลาหลายชั่วโมงในการติดตามความคืบหน้าแทนที่จะแก้ปัญหา นี่คือเหตุผลว่าทำไม ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต กำลังกลายเป็นสิ่งสำคัญในทางปฏิบัติสำหรับผู้บริหารโรงงานที่ต้องการมองเห็นภาพรวมได้ดียิ่งขึ้น โดยไม่ต้องแบกรับต้นทุนและความซับซ้อนของการติดตั้งระบบ MES อย่างเต็มรูปแบบ.
ในโรงงานผลิตชิ้นส่วนยานยนต์ ผู้จัดการฝ่ายผลิตอาจเห็นแนวโน้ม OEE (ประสิทธิภาพโดยรวมของอุปกรณ์) หลังจากเลิกงานแล้วเท่านั้น ในขณะที่ความเบี่ยงเบนด้านคุณภาพและสาเหตุของการหยุดทำงานยังคงอยู่ในบันทึกแยกต่างหาก หรือลองนึกถึงโรงงานอิเล็กทรอนิกส์ที่การตรวจสอบกระบวนการแบบหลายระดับเสร็จสมบูรณ์บนกระดาษ แต่ไม่มีใครสามารถดูข้อมูลแบบเรียลไทม์เกี่ยวกับมาตรการแก้ไขที่ล่าช้าได้ ช่องว่างเหล่านี้ส่งผลกระทบโดยตรงต่อผลผลิต ของเสีย ประสิทธิภาพแรงงาน และการส่งมอบตรงเวลา โดยเฉพาะอย่างยิ่งเมื่อการหยุดทำงานโดยไม่คาดคิดอาจทำให้ผู้ผลิตต้องเสียค่าใช้จ่าย หลายพันดอลลาร์สหรัฐต่อชั่วโมง.
บทความนี้อธิบายว่าซอฟต์แวร์การจัดการสายการผลิตคืออะไร แตกต่างจาก MES อย่างไร เหมาะกับงานประเภทใดมากที่สุด และผู้ซื้อควรให้ความสำคัญกับคุณสมบัติใดบ้าง หากคุณเป็นผู้จัดการโรงงาน ผู้จัดการฝ่ายผลิต หรือผู้อำนวยการฝ่ายปฏิบัติการ คู่มือนี้จะช่วยให้คุณประเมินเส้นทางที่คล่องตัวและรวดเร็วยิ่งขึ้นสู่การเปลี่ยนสายการผลิตให้เป็นระบบดิจิทัล.

ปัญหาการดำเนินงานที่ระบบการจัดการสายการผลิตควรแก้ไข
ระบบการจัดการสายการผลิตควรแก้ไขช่องว่างในการดำเนินงานประจำวันที่ทำให้ผลผลิตช้าลง ซ่อนความเสี่ยง และทำให้หัวหน้างานเสียเวลาไปกับการค้นหาข้อมูลมากกว่าการปรับปรุงประสิทธิภาพ ในโรงงานหลายแห่ง ปัญหาที่แท้จริงไม่ใช่การขาดข้อมูล แต่เป็นเพราะข้อมูลมาถึงช้าเกินไป อยู่ในรูปแบบที่ไม่ถูกต้อง หรือไม่มีการระบุผู้รับผิดชอบที่ชัดเจน นั่นคือเหตุผลที่ความต้องการระบบการจัดการสายการผลิตจึงสูงขึ้น ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต ระบบนี้กำลังเติบโตอย่างต่อเนื่องในกลุ่มผู้ผลิตที่ต้องการการตัดสินใจที่รวดเร็วยิ่งขึ้น โดยไม่ต้องเสียค่าใช้จ่ายและความซับซ้อนของระบบ MES เต็มรูปแบบ หากคุณกำลังพิจารณา... ทางเลือก MES, เริ่มต้นด้วยการพิจารณาถึงอุปสรรคในการปฏิบัติงานที่ทีมของคุณต้องเผชิญในทุกกะการทำงาน.
การรายงานด้วยเอกสารกระดาษทำให้การตอบสนองในแนวหน้าช้าลง
แบบฟอร์มกระดาษยังคงสร้างความล่าช้าอย่างมากในสภาพแวดล้อมการผลิตที่ความเร็วเป็นสิ่งสำคัญ พนักงานอาจบันทึกผลผลิต ของเสีย งานแก้ไข และสภาวะผิดปกติด้วยมือ แต่ข้อมูลมักจะค้างอยู่ที่สายการผลิตจนถึงสิ้นสุดกะหรือแม้กระทั่งสิ้นสุดวัน เมื่อผู้จัดการฝ่ายผลิตตรวจสอบตัวเลขแล้ว ชุดงานที่มีปัญหาอาจผลิตเสร็จแล้ว เครื่องจักรอาจทำงานมาหลายชั่วโมงภายใต้สภาวะที่ไม่เสถียร หรือสาเหตุที่แท้จริงของปัญหาอาจถูกลืมไปแล้ว.
ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ การเพิ่มขึ้นอย่างรวดเร็วของข้อบกพร่องในการบัดกรีอาจปรากฏให้เห็นหลังจากรวบรวมรายงานสิ้นกะแล้วเท่านั้น ความล่าช้านั้นหมายความว่าแผงวงจรหลายร้อยแผ่นอาจต้องได้รับการแก้ไขแล้ว ซึ่งจะเพิ่มต้นทุนแรงงานและยืดระยะเวลานำส่งสินค้า การแก้ไขปัญหาในทางปฏิบัติ เครื่องมือบริหารจัดการพื้นที่โรงงาน ควรลดช่องว่างนั้นลงโดยทำให้การรายงานเป็นไปอย่างรวดเร็วและใช้งานได้จริงในการปฏิบัติงาน ไม่ใช่แค่ทำให้การจัดเก็บเอกสารง่ายขึ้น นี่เป็นหนึ่งในขั้นตอนแรกที่พบได้บ่อยที่สุด การเปลี่ยนระบบการผลิตในโรงงานให้เป็นระบบดิจิทัล.
การแจ้งปัญหาล่าช้าทำให้ปัญหาเล็กๆ กลายเป็นความสูญเสียผลผลิต
โรงงานหลายแห่งไม่ได้ประสบปัญหาเพราะปัญหาไม่เคยเกิดขึ้น แต่ประสบปัญหาเพราะปัญหาเหล่านั้นไม่ได้รับการแก้ไขอย่างทันท่วงที ปัญหาเล็กน้อย เช่น การติดขัดของเครื่องป้อนวัสดุ ความไม่ตรงกันของวัสดุ หรือความผันผวนของอุณหภูมิ อาจค้างอยู่กับผู้ปฏิบัติงานหรือหัวหน้าทีมคนใดคนหนึ่งนานเกินไป ก่อนที่ฝ่ายซ่อมบำรุง ฝ่ายคุณภาพ หรือฝ่ายวางแผนการผลิตจะเข้ามาจัดการ ความล่าช้านั้นจะเพิ่มเวลาหยุดทำงาน ของเสีย และการหยุดชะงักของตารางการผลิต โดยเฉพาะอย่างยิ่งในสภาพแวดล้อมที่มีการผลิตสินค้าหลากหลายประเภท ซึ่งทุกชั่วโมงของการสูญเสียกำลังการผลิตจะส่งผลกระทบต่อข้อผูกพันในการส่งมอบสินค้า.
ยกตัวอย่างเช่น ในอุตสาหกรรมการผลิตอาหาร สายการบรรจุอาจเริ่มแสดงสัญญาณเตือนการบรรจุไม่เต็มซ้ำๆ ในช่วงเช้า หากปัญหาดังกล่าวถูกกล่าวถึงด้วยวาจาเท่านั้นและไม่ได้ถูกส่งต่อผ่านขั้นตอนการทำงานที่เป็นระบบ สายการผลิตอาจยังคงผลิตสินค้าที่ไม่ได้มาตรฐานต่อไปจนกว่าจะถึงการตรวจสอบครั้งต่อไปของหัวหน้างาน จากการศึกษาในอุตสาหกรรมพบว่า การหยุดทำงานโดยไม่ได้วางแผนไว้ล่วงหน้าอาจทำให้ผู้ผลิตสูญเสียเงินหลายพันดอลลาร์ต่อชั่วโมง โดยบางภาคส่วนอาจประสบกับการสูญเสียที่สูงกว่านั้นมาก 10,000 ดอลลาร์สหรัฐต่อชั่วโมง ขึ้นอยู่กับมูลค่าของสายผลิตภัณฑ์และส่วนผสมของผลิตภัณฑ์ ที่ดี ซอฟต์แวร์ควบคุมการผลิตในโรงงาน แนวทางดังกล่าวควรทำให้การรายงานความผิดปกติเป็นที่เห็นได้ชัดตั้งแต่เนิ่นๆ เพื่อให้ทีมสามารถดำเนินการแก้ไขได้ก่อนที่ความเสียหายจะทวีคูณ.
การส่งมอบงานที่ไม่ราบรื่นระหว่างกะ ทำให้เกิดความผิดพลาดซ้ำซาก
การส่งมอบงานระหว่างกะเป็นหนึ่งในสาเหตุสำคัญที่มักถูกมองข้ามของความไม่เสถียรในการผลิต เมื่อทีมที่กำลังจะออกงานทิ้งบันทึกที่ไม่สมบูรณ์ การอัปเดตด้วยวาจาแบบไม่เป็นทางการ หรือความคิดเห็นบนกระดานไวท์บอร์ดที่กระจัดกระจาย ทีมที่กำลังจะเข้ากะจะเริ่มต้นกะโดยไม่มีภาพที่ชัดเจนเกี่ยวกับสภาพเครื่องจักร ปัญหาด้านคุณภาพที่ยังไม่ได้รับการแก้ไข การเปลี่ยนงานที่รออยู่ หรือการควบคุมกระบวนการชั่วคราว ผลที่ตามมาคือการแก้ไขปัญหาซ้ำซ้อน การตรวจสอบซ้ำ และการตัดสินใจที่ไม่สอดคล้องกันระหว่างกะ.
ปัญหานี้พบได้บ่อยโดยเฉพาะในอุตสาหกรรมการผลิตเสื้อผ้า ซึ่งสถานะการผลิตสามารถเปลี่ยนแปลงได้อย่างรวดเร็วตามแบบสินค้า ลำดับความสำคัญของคำสั่งซื้อ ความพร้อมของพนักงาน และปัญหาด้านคุณภาพที่พบระหว่างสายการผลิต หากพนักงานกะเย็นไม่ได้บันทึกรายละเอียดอย่างชัดเจนเกี่ยวกับปัญหาการขาดแคลนสินค้า ปัญหาการตั้งค่าเครื่องจักร หรือสินค้าที่ต้องแก้ไข พนักงานกะเช้าจะเสียเวลาในการแก้ไขสถานการณ์ตั้งแต่เริ่มต้น ระบบบริหารจัดการสายการผลิต ควรปรับปรุงความต่อเนื่องเพื่อให้พนักงานกะหนึ่งไม่เสียเวลาชั่วโมงแรกไปกับการค้นพบปัญหาของพนักงานกะก่อนหน้า สำหรับผู้จัดการโรงงาน การส่งมอบงานที่ดีขึ้นมักส่งผลโดยตรงต่อการปฏิบัติตามตารางเวลาที่สูงขึ้นและผลผลิตรายวันที่มีเสถียรภาพมากขึ้น.
การติดตามคุณภาพที่ไม่สม่ำเสมอทำให้ยากต่อการติดตามแนวโน้ม
ปัญหาด้านคุณภาพจะควบคุมได้ง่ายขึ้นเมื่อมีการเก็บข้อมูลอย่างสม่ำเสมอ ณ จุดที่เกิดปัญหา อย่างไรก็ตาม ในโรงงานหลายแห่ง การติดตามข้อบกพร่องแตกต่างกันไปตามสายการผลิต หัวหน้างาน หรือกลุ่มผลิตภัณฑ์ ทำให้ยากต่อการเปรียบเทียบระหว่างกะการทำงานหรือตรวจจับรูปแบบตั้งแต่เนิ่นๆ ทีมงานอาจทราบว่าข้อบกพร่องเพิ่มขึ้น แต่พวกเขาไม่สามารถระบุได้อย่างรวดเร็วว่าสาเหตุมาจากเครื่องจักรเฉพาะ กลุ่มผู้ปฏิบัติงาน ล็อตวัสดุ หรือการเปลี่ยนแปลงกระบวนการใด.
ลองพิจารณาโรงงานผลิตชิ้นส่วนยานยนต์ที่ผลิตโครงยึดแบบปั๊มขึ้นรูปสำหรับซัพพลายเออร์ระดับ Tier 1 หากสายการผลิตหนึ่งบันทึกข้อบกพร่องจากรอยขรุขระตามหมายเลขชิ้นส่วน ในขณะที่อีกสายการผลิตบันทึกเป็นความสูญเสียด้านคุณภาพโดยทั่วไป ทีมควบคุมคุณภาพจะไม่สามารถระบุได้อย่างน่าเชื่อถือว่าการสึกหรอของเครื่องมือส่งผลกระทบต่อชุดแม่พิมพ์ชุดใดชุดหนึ่งหรือเครื่องปั๊มขึ้นรูปหลายเครื่อง นี่คือจุดที่ ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต ควรปรับปรุงระเบียบวินัยในการปฏิบัติงาน ไม่ใช่ด้วยการเพิ่มความซับซ้อน แต่ด้วยการกำหนดมาตรฐานวิธีการบันทึกและแบ่งปันเหตุการณ์ด้านคุณภาพ ข้อมูลคุณภาพที่สม่ำเสมอ มักเป็นตัวชี้วัดความแตกต่างระหว่างการแก้ไขข้อผิดพลาดเพียงครั้งเดียว กับการเกิดข้อบกพร่องซ้ำซากตลอดทั้งสัปดาห์.
การมองเห็นเวลาหยุดทำงานที่จำกัดทำให้มองไม่เห็นการสูญเสียกำลังการผลิตที่แท้จริง
โรงงานส่วนใหญ่บันทึกเวลาหยุดทำงาน แต่หลายแห่งไม่ได้บันทึกรายละเอียดมากพอที่จะนำไปสู่การดำเนินการแก้ไข หัวหน้างานอาจทราบจำนวนนาทีที่สูญเสียไปทั้งหมดในแต่ละวัน แต่ยังขาดข้อมูลที่ชัดเจนว่าการหยุดชะงักนั้นเกิดจากการเปลี่ยนสายการผลิต การหยุดเล็กน้อย การรอวัสดุ การชำรุด หรือการปรับกระบวนการ หากปราศจากข้อมูลดังกล่าว การพูดคุยเรื่องเวลาหยุดทำงานก็จะยังคงเป็นไปตามความคิดเห็นส่วนตัว และทีมปรับปรุงก็จะลงเอยด้วยการโต้เถียงกันเรื่องสาเหตุแทนที่จะแก้ไขปัญหา.
สายการบรรจุภัณฑ์ในโรงงานผลิตเครื่องดื่มเป็นตัวอย่างที่ดี รายงานประจำวันอาจแสดงให้เห็นว่า 85 นาที เวลาที่สูญเสียไป แต่ถ้าหากรวมนาทีเหล่านั้นไว้ในหมวดหมู่ "หยุดรถ" เดียวกัน ก็จะไม่มีใครเห็นความแตกต่าง 40 นาที เกิดจากความล่าช้าในการเปลี่ยนม้วนฉลากและ 25 นาที เกิดจากความผิดพลาดของเซ็นเซอร์ที่เกิดขึ้นซ้ำๆ น้ำหนักเบา เครื่องมือบริหารจัดการพื้นที่โรงงาน ควรช่วยให้ทีมสามารถบันทึกสาเหตุของการหยุดทำงานในลักษณะที่สะท้อนให้เห็นถึงการทำงานจริงของสายการผลิต ระดับความโปร่งใสเช่นนี้มักเป็นสิ่งที่แยกความแตกต่างระหว่างการแก้ไขปัญหาเฉพาะหน้ากับการปรับปรุงอย่างต่อเนื่องที่วัดผลได้.
การส่งคำขอซ่อมบำรุงที่ไม่เชื่อมต่อจะทำให้ปัญหาของอุปกรณ์ยืดเยื้อนานเกินไป
ปัญหาการบำรุงรักษามักจะค้างคาอยู่นานกว่าที่ควรจะเป็น เพราะผู้ปฏิบัติงาน หัวหน้างาน และช่างเทคนิคทำงานจากระบบที่แตกต่างกัน หรือไม่มีระบบใด ๆ เลย ผู้ปฏิบัติงานรายงานปัญหาการสั่นสะเทือนด้วยวาจา หัวหน้างานจดบันทึกในสมุด และผู้รับผิดชอบการวางแผนการบำรุงรักษาจะทราบเรื่องนี้ในอีกหลายชั่วโมงต่อมา แม้ว่าการซ่อมแซมจะเสร็จสิ้นแล้ว ก็มักจะไม่มีบันทึกแบบครบวงจรที่เชื่อมโยงความผิดพลาด เวลาตอบสนอง การดำเนินการแก้ไข และการเกิดซ้ำ.
สำหรับโรงงานที่พยายามปรับปรุง OEE (ประสิทธิภาพโดยรวมของอุปกรณ์) ความไม่สอดคล้องกันนี้ถือเป็นจุดอ่อนในการดำเนินงานที่ร้ายแรง งานวิจัยจาก Deloitte แสดงให้เห็นว่ากลยุทธ์การบำรุงรักษาที่ไม่ดีสามารถลดกำลังการผลิตลงได้ 5% ถึง 20%, นับเป็นการสูญเสียครั้งใหญ่ในโรงงานที่มีตารางการผลิตที่เข้มงวดและมีพนักงานจำกัด ในทางปฏิบัติ ซอฟต์แวร์ควบคุมการผลิตในโรงงาน การตั้งค่าควรเชื่อมโยงความผิดปกติในการผลิตกับการติดตามการบำรุงรักษา เพื่อป้องกันไม่ให้ปัญหาของอุปกรณ์หายไประหว่างแผนกต่างๆ นี่เป็นเหตุผลหนึ่งที่ผู้ผลิตหลายรายมองหา... ทางเลือก MES ซึ่งมีน้ำหนักเบาในการใช้งาน แต่แข็งแกร่งพอที่จะเชื่อมโยงการรายงานจากแนวหน้าเข้ากับการรับผิดชอบในการดำเนินการ.
วิธีการประเมินซอฟต์แวร์ควบคุมการผลิตในโรงงานและทางเลือก MES ที่มีน้ำหนักเบา
การเลือก ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต ไม่ใช่แค่เรื่องรายการคุณสมบัติเท่านั้น สำหรับผู้ผลิตส่วนใหญ่ คำถามที่แท้จริงคือ ระบบนั้นสามารถปรับปรุงการควบคุมการผลิตได้เร็วพอหรือไม่ เข้ากับขั้นตอนการทำงานปัจจุบันได้หรือไม่ และขยายขนาดได้โดยไม่สร้างภาระด้านไอทีใหม่หรือไม่ หากคุณกำลังเปรียบเทียบ ซอฟต์แวร์ควบคุมการผลิตในโรงงาน, a ระบบบริหารจัดการสายการผลิต, หรือไฟแช็ก ทางเลือก MES, การประเมินควรเน้นไปที่ประสิทธิภาพของเครื่องมือในการปฏิบัติงานจริงในโรงงาน.
เริ่มต้นด้วยการพิจารณาเวลาที่ใช้ในการสร้างมูลค่าและความเร็วในการปรับใช้
ระบบที่ดีควรแสดงผลลัพธ์ที่วัดได้ภายในไม่กี่สัปดาห์ ไม่ใช่หลังจากวงจรการติดตั้งที่ยาวนาน ในโรงงานขนาดกลางหลายแห่ง โดยเฉพาะอย่างยิ่งโรงงานที่ดำเนินงานแบบผสมผสานระหว่างแรงงานคนและกึ่งอัตโนมัติ สิ่งสำคัญอันดับแรกคือการเปลี่ยนระบบรายงานการผลิต การบันทึกเวลาหยุดทำงาน การตรวจสอบคุณภาพ และการส่งมอบงานระหว่างกะให้เป็นระบบดิจิทัล โดยไม่ต้องรอ 6 ถึง 12 เดือนสำหรับการติดตั้งระบบ MES อย่างเต็มรูปแบบ นั่นคือเหตุผลที่ความเร็วในการติดตั้งใช้งานเป็นเกณฑ์การตัดสินใจซื้อหลัก ไม่ใช่เกณฑ์รอง.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานบรรจุอาหารที่ต้องการตรวจสอบข้อมูลแบบเรียลไทม์เกี่ยวกับผลผลิต การแก้ไขงาน และการหยุดชะงักรายชั่วโมงของสายการผลิตทั้งสามสาย อุปกรณ์น้ำหนักเบาชิ้นนี้จึงเหมาะสมอย่างยิ่ง เครื่องมือบริหารจัดการพื้นที่โรงงาน ระบบ MES มักสามารถกำหนดค่าได้อย่างรวดเร็วโดยใช้แบบฟอร์มดิจิทัล การป้อนข้อมูลผ่านมือถือ ขั้นตอนการอนุมัติ และแดชบอร์ด ทำให้หัวหน้างานสามารถเริ่มบันทึกข้อมูลได้ภายในไม่กี่วัน ในทางตรงกันข้าม ระบบ MES แบบดั้งเดิมอาจมีฟังก์ชันการทำงานที่กว้างกว่า แต่โดยปกติแล้วจะมีวงจรการทำแผนที่กระบวนการ การบูรณาการ และการตรวจสอบความถูกต้องที่ยาวนานกว่า.
ประเมินความยืดหยุ่นของเวิร์กโฟลว์เทียบกับการดำเนินงานจริงของคุณ
โรงงานหลายแห่งไม่ได้ใช้กระบวนการมาตรฐานเดียวกันในทุกสายการผลิต ทุกกะ หรือทุกกลุ่มผลิตภัณฑ์ ระบบที่ตายตัวอาจกลายเป็นคอขวดได้ หากเส้นทางการแจ้งปัญหา กฎการอนุมัติ จุดตรวจสอบ หรือตรรกะการรายงานการผลิตมีการเปลี่ยนแปลงบ่อยครั้ง เรื่องนี้มีความสำคัญอย่างยิ่งสำหรับโรงงานที่ผลิตสินค้าหลากหลายประเภท มีขั้นตอนการทำงานเฉพาะสำหรับลูกค้า หรือมีการเปลี่ยนแปลงเพื่อการปรับปรุงอย่างต่อเนื่อง.
ตัวอย่างเช่น โรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์อาจต้องการระบบรายงานข้อมูลแบบหนึ่งสำหรับสายการผลิต SMT อีกแบบสำหรับสายการประกอบด้วยมือ และอีกแบบสำหรับขั้นตอนการทดสอบขั้นสุดท้ายและการบรรจุหีบห่อ ในกรณีเช่นนั้น วิธีที่ดีที่สุดคือ ซอฟต์แวร์ควบคุมการผลิตในโรงงาน ควรอนุญาตให้ทีมปฏิบัติการปรับแต่งแบบฟอร์ม ตัวกระตุ้น และเวิร์กโฟลว์ข้อยกเว้นได้โดยไม่ต้องรอโครงการเขียนโค้ดแบบกำหนดเอง นี่คือจุดที่แพลตฟอร์มแบบไม่ต้องเขียนโค้ดหรือเขียนโค้ดน้อยเข้ามามีบทบาท ทางเลือก MES อาจเหมาะสมกว่าระบบที่ซับซ้อนกว่าซึ่งสร้างขึ้นโดยใช้แม่แบบกระบวนการแบบตายตัว.
ตรวจสอบความง่ายในการใช้งานสำหรับหัวหน้างาน ผู้ปฏิบัติงาน และทีมงานด้านการปรับปรุงอย่างต่อเนื่อง
ความใช้งานง่ายเป็นสิ่งสำคัญ เพราะแม้แต่ซอฟต์แวร์ที่ทรงประสิทธิภาพก็อาจล้มเหลวได้หากการป้อนข้อมูลทำให้ขั้นตอนการทำงานช้าลง หัวหน้างานต้องการการบันทึกข้อผิดพลาดที่รวดเร็ว พนักงานฝ่ายปฏิบัติการต้องการหน้าจอที่ใช้งานง่ายบนมือถือหรือแท็บเล็ต และทีมปรับปรุงอย่างต่อเนื่องต้องการโครงสร้างข้อมูลที่สม่ำเสมอซึ่งพวกเขาสามารถวิเคราะห์ได้ในภายหลัง หากผู้ใช้ต้องคลิกมากเกินไป ต้องได้รับการฝึกอบรมมากเกินไป หรือต้องเข้าถึงได้เฉพาะบนเดสก์ท็อปเท่านั้น การใช้งานก็จะลดลงอย่างรวดเร็ว.
คุณควรทดสอบงานทั่วไประหว่างการประเมิน เช่น การบันทึกเหตุการณ์เครื่องหยุดทำงาน การส่งรายงานตรวจสอบผลผลิตรอบแรก การแจ้งปัญหาข้อบกพร่อง การปิดรายการดำเนินการ และการตรวจสอบตัวชี้วัดประสิทธิภาพการทำงาน (KPI) ของแต่ละกะ จากการศึกษาด้านการแปลงเป็นดิจิทัลในอุตสาหกรรมหลายฉบับ พบว่าการใช้งานซอฟต์แวร์ในระดับปฏิบัติการเพิ่มขึ้นอย่างมีนัยสำคัญเมื่อหน้าจอการป้อนข้อมูลแบ่งตามบทบาทและใช้งานง่ายบนมือถือ แทนที่จะออกแบบเป็นอินเทอร์เฟซขนาดใหญ่แบบอเนกประสงค์ ในทางปฏิบัติแล้ว อินเทอร์เฟซที่มีน้ำหนักเบา ระบบบริหารจัดการสายการผลิต ควรให้ความรู้สึกเหมือนแอปพลิเคชันสำหรับการทำงานแบบมีคำแนะนำ มากกว่าเครื่องมือจัดการงานเบื้องหลังที่ซับซ้อนขององค์กร.
พิจารณาการรายงานและการนำไปปฏิบัติอย่างละเอียด
ระบบการรายงานควรทำมากกว่าแค่แสดงผลรวมของเมื่อวาน ระบบควรช่วยให้หัวหน้างานและผู้อำนวยการฝ่ายปฏิบัติการเห็นว่าต้องดำเนินการอะไรบ้างในระหว่างกะการทำงาน โดยแยกตามสายการผลิต ตามผลิตภัณฑ์ และตามประเภทของการสูญเสียที่เกิดขึ้นซ้ำๆ หากระบบการรายงานของคุณไม่สามารถเชื่อมโยงข้อมูลการผลิตกับเหตุการณ์ด้านคุณภาพ การตรวจสอบ หรือการดำเนินการแก้ไขได้ คุณอาจยังคงต้องบริหารจัดการโรงงานผ่านทางสเปรดชีตอยู่ดี.
แข็งแกร่ง ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต ระบบควรแสดงแดชบอร์ดแบบเรียลไทม์ มุมมองแนวโน้ม และความสามารถในการเจาะลึกข้อมูลสำหรับตัวชี้วัดต่างๆ เช่น การบรรลุเป้าหมายผลผลิต อัตราของเสีย การใช้แรงงาน การเสร็จงานตรงเวลา และความผิดปกติที่ยังไม่ได้รับการแก้ไข สำหรับผู้นำด้านการปรับปรุงอย่างต่อเนื่อง (CI) เครื่องมือนี้ยังมีประโยชน์อย่างยิ่งหากเชื่อมโยงเหตุการณ์ในสายการผลิตโดยตรงกับ A3, 8D หรือการติดตามผลการตรวจสอบแบบหลายระดับ การเชื่อมต่อดังกล่าวจะเปลี่ยน... การเปลี่ยนระบบการผลิตในโรงงานให้เป็นระบบดิจิทัล เปลี่ยนเป็นการบริหารจัดการระบบแทนที่จะเป็นเพียงการรายงานผล.
การบูรณาการมีความสำคัญมากกว่าปริมาณฟีเจอร์
โรงงานส่วนใหญ่ไม่ได้เปลี่ยนระบบทุกอย่างพร้อมกัน เครื่องมือที่คุณเลือกควรใช้งานร่วมกับระบบ ERP ระบบบำรุงรักษา ซอฟต์แวร์คลังสินค้า เวิร์กโฟลว์บาร์โค้ด และบางครั้งอาจรวมถึงแหล่งข้อมูลจากเครื่องจักรด้วย ดังนั้น การประเมินจึงควรรวมถึงความง่ายในการแลกเปลี่ยนข้อมูลหลัก คำสั่งผลิต สถานะสินค้าคงคลัง และข้อมูลป้อนกลับเมื่อเสร็จสิ้นการผลิต กับระบบที่คุณใช้งานอยู่แล้วด้วย.
ลองพิจารณาผู้ผลิตเสื้อผ้าที่รับคำสั่งผลิตจากระบบ ERP ติดตามการเคลื่อนย้ายของสินค้าในสายการผลิต และรายงานผลผลิตไปยังฝ่ายวางแผนเมื่อสิ้นสุดแต่ละกะ ระบบที่มีน้ำหนักเบาเช่นนี้ ทางเลือก MES จะมีประโยชน์ก็ต่อเมื่อสามารถดึงใบสั่งงานจากระบบ ERP บันทึกความคืบหน้าในระดับสายการผลิตแบบดิจิทัล และส่งข้อมูลการเสร็จสิ้นกลับไปโดยไม่ต้องป้อนข้อมูลซ้ำด้วยตนเอง แต่ถ้าการบูรณาการไม่แข็งแรง แม้แต่ระบบที่ออกแบบมาอย่างดีก็อาจไม่มีประโยชน์ เครื่องมือบริหารจัดการพื้นที่โรงงาน อาจก่อให้เกิดการป้อนข้อมูลซ้ำซ้อนและบั่นทอนความไว้วางใจของผู้ปฏิบัติงาน.
ตรวจสอบการกำกับดูแล ความปลอดภัย และการควบคุมหลายไซต์
ทีมปฏิบัติการมักให้ความสำคัญกับความเร็วเป็นอันดับแรก แต่การกำกับดูแลจะมีความสำคัญมากขึ้นเมื่อการใช้งานขยายตัว คุณจำเป็นต้องมีระบบการอนุญาตตามบทบาท ประวัติการอนุมัติ บันทึกการตรวจสอบ การควบคุมเวอร์ชันสำหรับแบบฟอร์ม และการกำหนดผู้รับผิดชอบที่ชัดเจนสำหรับการเปลี่ยนแปลงเวิร์กโฟลว์ สิ่งนี้มีความสำคัญอย่างยิ่งในโรงงานที่ดำเนินการภายใต้ข้อกำหนด ISO 9001 หรือ ISO 45001 ซึ่งการตรวจสอบย้อนกลับและกระบวนการควบคุมมีความสำคัญ.
สำหรับผู้ผลิตระดับภูมิภาคที่มีหลายโรงงานในเอเชียตะวันออกเฉียงใต้ การกำกับดูแลยังรวมถึงการกำหนดมาตรฐานแม่แบบที่มีความยืดหยุ่นในระดับท้องถิ่น ทีมงานส่วนกลางอาจต้องการระบบจำแนกประเภทการหยุดทำงานทั่วโลกแบบเดียวและแดชบอร์ดการจัดการรายวันทั่วไปเพียงอันเดียว ในขณะที่แต่ละโรงงานอาจต้องการโครงสร้างสายการผลิตหรือกฎการแจ้งปัญหาที่แตกต่างกัน ที่เหมาะสม ซอฟต์แวร์ควบคุมการผลิตในโรงงาน ควรสนับสนุนทั้งการกำหนดมาตรฐานและการปรับตัวอย่างมีระบบ.
เปรียบเทียบต้นทุนรวมในการเป็นเจ้าของ ไม่ใช่แค่ราคาใบอนุญาต
ค่าสมัครใช้งานที่ต่ำกว่าไม่ได้หมายความว่าต้นทุนโดยรวมจะต่ำกว่าเสมอไป คุณควรเปรียบเทียบต้นทุนซอฟต์แวร์กับความพยายามในการติดตั้ง การสนับสนุนด้านไอทีที่จำเป็น เวลาในการฝึกอบรม ต้นทุนการขอเปลี่ยนแปลง และผลกระทบต่อการดำเนินงานจากการปรับเปลี่ยนที่ล่าช้า ในหลายกรณี ค่าใช้จ่ายแฝงที่ใหญ่ที่สุดไม่ใช่ตัวซอฟต์แวร์เอง แต่เป็นความพยายามที่ต้องใช้ทุกครั้งที่ตรรกะการผลิตเปลี่ยนแปลง.
โครงการ MES แบบดั้งเดิมอาจเกี่ยวข้องกับการให้คำปรึกษา การทำงานด้านการเชื่อมต่อ และความพยายามในการตรวจสอบความถูกต้องอย่างมาก โดยเฉพาะอย่างยิ่งในหลายสายการผลิตหรือหลายไซต์งาน แต่โครงการที่เบากว่านั้นอาจเกี่ยวข้องกับการให้คำปรึกษา การทำงานด้านการเชื่อมต่อ และความพยายามในการตรวจสอบความถูกต้องอย่างมาก ระบบบริหารจัดการสายการผลิต อาจช่วยลดต้นทุนเหล่านั้นได้ เมื่อความต้องการหลักของคุณคือการดำเนินการแบบดิจิทัล การรายงาน และการควบคุมเวิร์กโฟลว์ มากกว่าการจัดการเครื่องจักรอย่างลึกซึ้ง สำหรับโรงงานขนาดกลางหลายแห่ง ความแตกต่างนี้สามารถกำหนดได้ว่าโครงการจะคืนทุนภายในปีแรกหรือไม่.
เมื่อใดที่ทางเลือก MES ที่มีน้ำหนักเบาจึงเหมาะสม
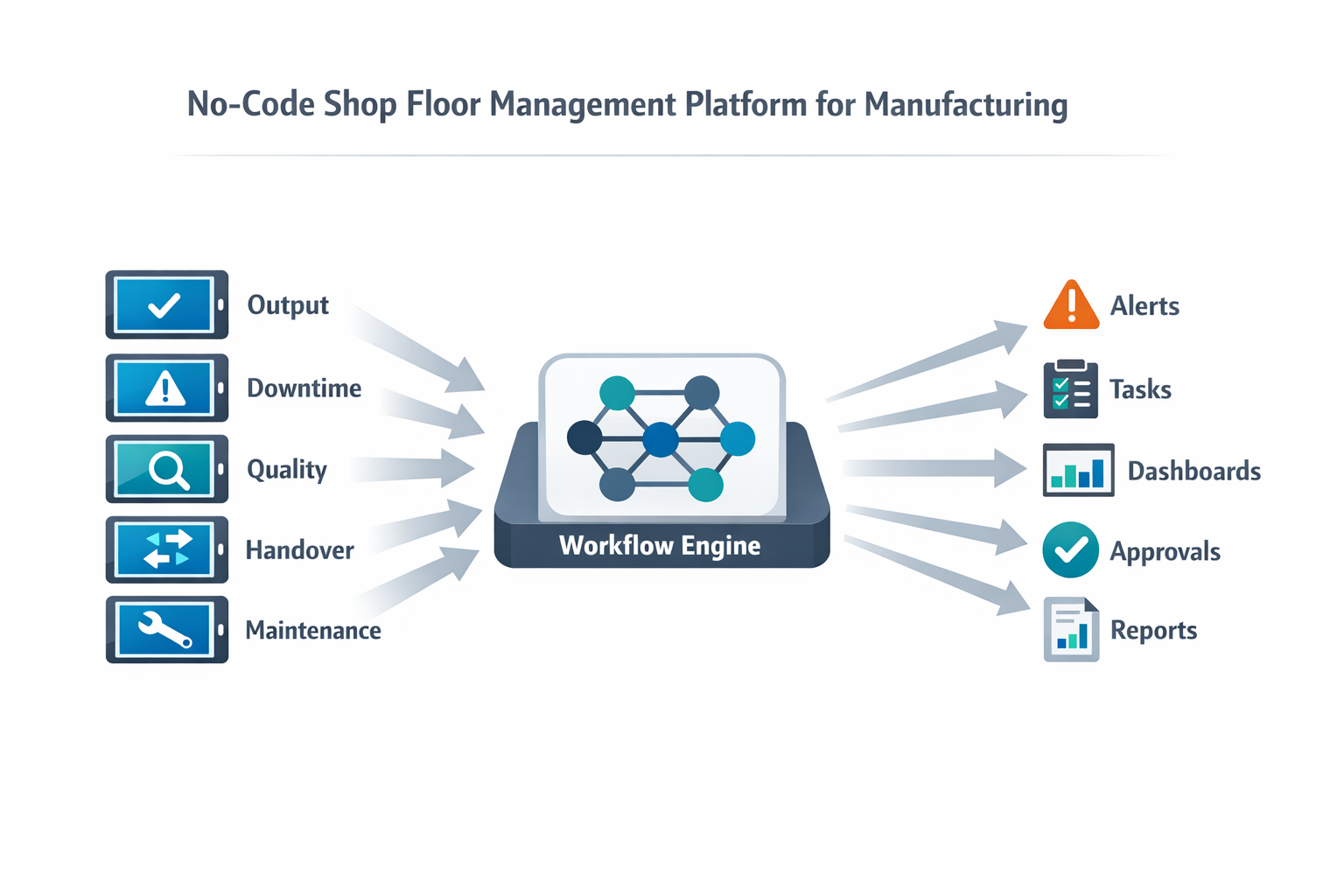
น้ำหนักเบา ทางเลือก MES มักเป็นตัวเลือกที่เหมาะสมเมื่อคุณต้องการความรวดเร็ว การเปลี่ยนระบบการผลิตในโรงงานให้เป็นระบบดิจิทัล สำหรับกระบวนการที่ขับเคลื่อนด้วยบุคลากร ซึ่งรวมถึงการรายงานการผลิตแบบดิจิทัล การตรวจสอบหลายระดับ การตรวจสอบคุณภาพ การส่งมอบงานระหว่างกะ การติดตามการดำเนินการ การแจ้งข้อผิดพลาด และการมองเห็นภาพรวมของแดชบอร์ดข้ามสายงานหรือแผนกต่างๆ โดยเฉพาะอย่างยิ่งมีประโยชน์เมื่อช่องว่างในปัจจุบันของคุณอยู่ที่การกำหนดมาตรฐานเวิร์กโฟลว์และการมองเห็นภาพรวมการดำเนินงาน มากกว่าการควบคุมระบบอัตโนมัติขั้นสูง.
แนวทางนี้เหมาะสำหรับผู้ผลิตที่ใช้ระบบ ERP อยู่แล้ว แต่ต้องการระบบการทำงานที่ยืดหยุ่นมากขึ้นในสายการผลิต นอกจากนี้ยังเหมาะกับโรงงานที่มีการเปลี่ยนแปลงกระบวนการบ่อย และทีมปฏิบัติการตรวจสอบต้องการปรับปรุงขั้นตอนการทำงานโดยไม่ต้องรอคิวการพัฒนาจากฝ่ายไอทีเป็นเวลานาน ในกรณีเหล่านี้, ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต ทำหน้าที่เป็นสะพานเชื่อมระหว่างการปฏิบัติงานด้วยมือกับระบบองค์กรขนาดใหญ่ได้อย่างมีประสิทธิภาพ.
ในกรณีที่คุณอาจยังคงต้องการระบบ MES แบบดั้งเดิม โมดูล ERP หรือเลเยอร์เครื่องจักร
ระบบ MES แบบดั้งเดิมยังคงเป็นตัวเลือกที่ดีกว่าเมื่อคุณต้องการการประสานงานระหว่างเครื่องจักรกับระบบอย่างละเอียด คำสั่งการทำงานอิเล็กทรอนิกส์ที่เชื่อมโยงกับการตรวจสอบย้อนกลับแบบอนุกรม การบังคับใช้สูตรการผลิต หรือการควบคุมแบบเรียลไทม์อย่างเข้มงวดในสายการผลิตอัตโนมัติระดับสูง อุตสาหกรรมที่มีข้อกำหนดด้านกฎระเบียบหรือการตรวจสอบย้อนกลับในระดับหน่วยอาจต้องการระบบ MES ที่ซับซ้อนกว่า โดยเฉพาะอย่างยิ่งเมื่อทุกขั้นตอนการผลิตต้องได้รับการบังคับใช้และบันทึกทางอิเล็กทรอนิกส์ ในสภาพแวดล้อมเหล่านั้น ระบบที่มีขนาดเล็กเพียงอย่างเดียวอาจไม่ให้การควบคุมที่ลึกซึ้งเพียงพอ.
คุณอาจจำเป็นต้องใช้โมดูลการผลิต ERP เมื่อช่องว่างหลักอยู่ที่การวางแผนการผลิต การคำนวณต้นทุน MRP การจัดซื้อ หรือการบูรณาการทางการเงิน มากกว่าการดำเนินการในสายการผลิต และหากสิ่งที่คุณให้ความสำคัญคือสัญญาณอุปกรณ์แบบเรียลไทม์ เช่น จำนวนรอบ การทำงาน การหยุดชั่วคราว หรือ OEE จาก PLC และเซ็นเซอร์ เลเยอร์การตรวจสอบเครื่องจักรอาจเป็นการลงทุนที่เหมาะสมกว่า ในโรงงานหลายแห่ง คำตอบที่ดีที่สุดไม่ใช่การใช้ระบบเดียวมาแทนที่ระบบอื่นๆ ทั้งหมด แต่เป็นสถาปัตยกรรมแบบหลายชั้นที่มีความยืดหยุ่น ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต โซลูชันนี้จัดการขั้นตอนการทำงานของมนุษย์ ในขณะที่ระบบ ERP และระบบเครื่องจักรจัดการการวางแผนและการทำงานอัตโนมัติ.
การเปรียบเทียบซอฟต์แวร์บริหารจัดการสายการผลิต: ประเภท ข้อดีข้อเสีย และสถานการณ์ที่เหมาะสมที่สุด
หากคุณกำลังประเมิน ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต, ตลาดเครื่องมือเหล่านี้อาจดูสับสน เพราะเครื่องมือที่แตกต่างกันมากมักถูกจัดกลุ่มไว้ด้วยกัน ระบบ MES แบบดั้งเดิม แดชบอร์ด OEE โมดูลการผลิตของ ERP และแพลตฟอร์มแอปแบบไม่ต้องเขียนโค้ด อาจอ้างว่าช่วยปรับปรุงการมองเห็นในสายการผลิต แต่เครื่องมือเหล่านี้แก้ปัญหาความต้องการในการดำเนินงานที่แตกต่างกัน การเลือกที่เหมาะสมจึงขึ้นอยู่กับความเสถียรของกระบวนการทำงาน ความเร็วในการปรับใช้ และความถี่ในการเปลี่ยนแปลงเวิร์กโฟลว์ของคุณ มากกว่าปริมาณฟีเจอร์.
สำหรับผู้ผลิตหลายราย การตัดสินใจที่แท้จริงไม่ใช่ “ผู้จำหน่ายรายใดดีที่สุด?” แต่เป็น “ซอฟต์แวร์ประเภทใดเหมาะสมกับรูปแบบโรงงานของเรา?” โรงงานผลิตชิ้นส่วนอิเล็กทรอนิกส์ขนาดใหญ่ที่มีการควบคุมเส้นทางการผลิตอย่างเข้มงวดอาจต้องการฟังก์ชัน MES ที่ซับซ้อนกว่า ในขณะที่โรงงานบรรจุภัณฑ์อาหารที่มีสินค้าหลากหลายอาจต้องการระบบที่มีความยืดหยุ่นมากกว่า ระบบบริหารจัดการสายการผลิต ซึ่งสามารถปรับเปลี่ยนได้ทีละบรรทัด ด้วยเหตุนี้ การเปรียบเทียบหมวดหมู่โดยพิจารณาจากเวลาในการดำเนินการ ความพยายามในการปรับแต่ง การพึ่งพาไอที และความเหมาะสมกับการเปลี่ยนแปลงการดำเนินงานจึงเป็นประโยชน์.
ตารางเปรียบเทียบ: ประเภทหลักของซอฟต์แวร์บริหารจัดการสายการผลิต

| หมวดหมู่ซอฟต์แวร์ | เหมาะสำหรับ | จุดแข็งทั่วไป | ข้อแลกเปลี่ยนหลักๆ | ระยะเวลาดำเนินการ | ความยืดหยุ่นในการปรับแต่ง | การพึ่งพาไอที | เหมาะสำหรับงานที่มีสินค้าหลากหลายและเปลี่ยนแปลงอยู่ตลอดเวลา |
|---|---|---|---|---|---|---|---|
| MES แบบดั้งเดิม | โรงงานที่มีการควบคุมอย่างเข้มงวด ซับซ้อน และมีปริมาณมาก | การตรวจสอบย้อนกลับอย่างละเอียด การควบคุมเส้นทาง การติดตามสินค้าที่อยู่ระหว่างการผลิต การบังคับใช้มาตรฐานคุณภาพ | ต้นทุนสูงกว่า ระยะเวลาดำเนินการนานกว่า เปลี่ยนแปลงยากกว่า | 6–18 เดือน | ความเสี่ยงต่ำถึงปานกลางหลังเปิดใช้งาน | สูง | ปานกลาง |
| ซอฟต์แวร์ควบคุมการผลิตในโรงงาน Point Shop | ทีมงานที่ต้องการเครื่องมือเฉพาะด้านสำหรับการรายงานผลการผลิต การหยุดทำงาน การจัดส่ง หรือรายการตรวจสอบ | การติดตั้งใช้งานรวดเร็วยิ่งขึ้น การยอมรับใช้งานง่ายขึ้น ขอบเขตแคบลง | อาจก่อให้เกิดการทำงานแบบแยกส่วน หากใช้เครื่องมือที่แยกจากกันในการจัดการคุณภาพ การบำรุงรักษา และการดำเนินการ | 4–12 สัปดาห์ | ปานกลาง | ระดับต่ำถึงปานกลาง | ปานกลาง |
| ส่วนเสริม ERP | บริษัทที่ต้องการให้กระบวนการผลิตเชื่อมโยงอย่างใกล้ชิดกับการวางแผน การจัดการสินค้าคงคลัง และการเงิน | การผสานรวมคำสั่งซื้อและสินค้าคงคลังที่แข็งแกร่ง แหล่งข้อมูลหลักเดียว | มักมีความอ่อนแอในด้านขั้นตอนการทำงานแบบเรียลไทม์ของผู้ปฏิบัติงานและการดำเนินการในโรงงานด้วยภาพ | 2–6 เดือน | ระดับต่ำถึงปานกลาง | ระดับปานกลางถึงสูง | ระดับต่ำถึงปานกลาง |
| เครื่องมือ IIoT / OEE | โรงงานที่ให้ความสำคัญกับการตรวจสอบเครื่องจักรและการมองเห็นประสิทธิภาพการทำงาน | การบันทึกข้อมูลอุปกรณ์อัตโนมัติ แดชบอร์ด การวิเคราะห์การสูญเสีย แนวโน้ม OEE | ฟังก์ชันการทำงานด้านการตรวจสอบ การดำเนินการ การอนุมัติ หรือการจัดการผู้ปฏิบัติงานมีข้อจำกัด | 2–10 สัปดาห์ | ระดับต่ำถึงปานกลาง | ปานกลาง | ระดับต่ำถึงปานกลาง |
| แพลตฟอร์มแบบไม่ต้องเขียนโค้ด ในฐานะซอฟต์แวร์ชั้นสำหรับการจัดการสายการผลิต | โรงงานขนาดกลางที่ต้องการเวิร์กโฟลว์ที่ปรับแต่งได้ โดยไม่ต้องมีการพัฒนาซอฟต์แวร์จำนวนมาก | การกำหนดค่าที่รวดเร็ว ความยืดหยุ่นของกระบวนการสูง เวิร์กโฟลว์ข้ามสายงาน แดชบอร์ด แบบฟอร์มบนมือถือ | ต้องอาศัยระเบียบวินัยในการออกแบบกระบวนการและการรับผิดชอบที่ชัดเจน | 2–8 สัปดาห์ | สูง | ระดับต่ำถึงปานกลาง | สูง |
ระบบ MES แบบดั้งเดิม: ควบคุมเข้มงวด เปลี่ยนแปลงช้า
ระบบ MES แบบดั้งเดิมยังคงเหมาะสมกับโรงงานที่ต้องการการบังคับใช้กระบวนการที่มีโครงสร้างสูงในด้านการผลิต คุณภาพ และการตรวจสอบย้อนกลับ ในภาคส่วนที่มีข้อกำหนดด้านการปฏิบัติตามกฎระเบียบที่เข้มงวดหรือเส้นทางการผลิตหลายขั้นตอนที่ซับซ้อน ระบบ MES สามารถให้การติดตามแบบอนุกรม การควบคุมสูตร การกำหนดคำแนะนำการทำงานทางอิเล็กทรอนิกส์ และลำดับวงศ์ตระกูลโดยละเอียด ความละเอียดระดับนี้มีความสำคัญเมื่อทุกชุดการผลิต การกระทำของผู้ปฏิบัติงาน และพารามิเตอร์ของกระบวนการต้องได้รับการควบคุมอย่างเข้มงวด.
ข้อแลกเปลี่ยนคือความเร็วและความสามารถในการปรับตัว โครงการ MES มักต้องมีการทำแผนผังกระบวนการ การบูรณาการ และการจัดการการเปลี่ยนแปลงอย่างมากก่อนที่สายการผลิตแรกจะเริ่มใช้งานจริง หากโรงงานของคุณมีการเปลี่ยนแปลงรูปแบบบรรจุภัณฑ์ ตรรกะการตรวจสอบ หรือขั้นตอนการแก้ไขปัญหาบ่อยครั้ง ระบบ MES ที่สมบูรณ์อาจปรับตัวได้ยากกว่าที่คาดไว้ โดยเฉพาะอย่างยิ่งเมื่อแม้แต่การเปลี่ยนแปลงเล็กน้อยก็ยังต้องใช้ที่ปรึกษาภายนอกหรือทรัพยากรด้านไอทีภายในองค์กร.
ซอฟต์แวร์ควบคุมการผลิตในโรงงาน Point Shop: เพิ่มประสิทธิภาพอย่างรวดเร็วด้วยขอบเขตงานที่จำกัด
Sซอฟต์แวร์ควบคุมพื้นฮอป โดยทั่วไปแล้ว เครื่องมือเหล่านี้จะมุ่งเน้นไปที่ความต้องการด้านการปฏิบัติงานเฉพาะด้าน เช่น การรายงานการผลิต การส่งมอบงานระหว่างกะ การบันทึกเวลาหยุดทำงาน ระบบ Andon ดิจิทัล หรือรายการตรวจสอบของหัวหน้างาน เครื่องมือเหล่านี้สามารถสร้างมูลค่าได้อย่างรวดเร็ว เนื่องจากใช้งานและฝึกอบรมได้ง่ายกว่าแพลตฟอร์มระดับองค์กรขนาดใหญ่ สำหรับผู้จัดการโรงงาน นั่นหมายถึงการมองเห็นภาพรวมได้เร็วขึ้นโดยไม่ต้องรอโครงการเปลี่ยนแปลงครั้งใหญ่.
ข้อจำกัดคือการกระจายตัวของข้อมูล ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานตัดเย็บเสื้อผ้าที่ใช้เครื่องมือหนึ่งสำหรับการติดตามผลผลิตรายชั่วโมง อีกเครื่องมือหนึ่งสำหรับการตรวจสอบคุณภาพ และอีเมลสำหรับการแก้ไขปัญหา เครื่องมือแต่ละอย่างอาจทำงานได้ดีในตัวของมันเอง แต่หัวหน้างานยังคงเสียเวลาในการตรวจสอบความถูกต้องของข้อมูลจากระบบต่างๆ และการดำเนินการปรับปรุงอาจไม่สอดคล้องกับสิ่งที่เกิดขึ้นในสายการผลิต.
ส่วนเสริม ERP: เหมาะสำหรับการจัดการกระแสธุรกรรม แต่ไม่เหมาะสำหรับการปฏิบัติงานในสายการผลิตแบบเรียลไทม์
โมดูลและส่วนเสริมของระบบ ERP สำหรับการผลิตนั้นน่าสนใจ เพราะเชื่อมโยงกิจกรรมการผลิตเข้ากับการสั่งซื้อ สินค้าคงคลัง การจัดซื้อ และการคำนวณต้นทุนโดยตรง ซึ่งเป็นประโยชน์สำหรับบริษัทที่ต้องการระบบบันทึกข้อมูลแบบครบวงจร ตั้งแต่การวางแผนการผลิตไปจนถึงการรับสินค้า ในหลายกรณี ส่วนเสริมของ ERP ทำงานได้ดีสำหรับการดำเนินการตามใบสั่งงานมาตรฐาน ซึ่งให้ความสำคัญกับความถูกต้องของธุรกรรมมากกว่าความยืดหยุ่นของขั้นตอนการทำงานในระดับปฏิบัติการ.
อย่างไรก็ตาม โมดูล ERP ก็ไม่ได้ดีที่สุดเสมอไป เครื่องมือบริหารจัดการพื้นที่โรงงาน สำหรับการดำเนินการแบบเรียลไทม์ หน้าจอการป้อนข้อมูลของผู้ปฏิบัติงาน การตรวจสอบแบบหลายระดับ การยกระดับกะ และการติดตามการดำเนินการ มักจะใช้งานได้ยากกว่าแอปพลิเคชันเฉพาะทางสำหรับโรงงาน ในทางปฏิบัติ โรงงานหลายแห่งมักใช้ ERP สำหรับการทำธุรกรรมคำสั่งซื้อ ในขณะที่ใช้สเปรดชีตหรือแอปส่งข้อความสำหรับการจัดการสายการผลิตในแต่ละวัน.
เครื่องมือ IIoT และ OEE: ยอดเยี่ยมสำหรับเครื่องจักร แต่มีข้อจำกัดสำหรับคนและกระบวนการทำงาน
ระบบ IIoT และ OEE มีคุณค่าอย่างยิ่งเมื่อสิ่งสำคัญอันดับแรกของคุณคือการมองเห็นภาพรวมในระดับเครื่องจักร ระบบเหล่านี้สามารถบันทึกสถานะการทำงาน การสูญเสียความเร็ว สาเหตุของการหยุดทำงาน และแนวโน้มการใช้งานได้โดยอัตโนมัติ ซึ่งมีประโยชน์อย่างยิ่งในสภาพแวดล้อมการทำงานต่อเนื่องหรือกึ่งอัตโนมัติ ตามมาตรฐานอุตสาหกรรม ผู้ผลิตที่ตรวจสอบและดำเนินการตามข้อมูล OEE อย่างสม่ำเสมอ มักจะสามารถปลดล็อกศักยภาพที่สูงขึ้นได้ การเพิ่มความจุจาก 10% เป็น 20% ก่อนที่จะติดตั้งอุปกรณ์ใหม่ ควรพิจารณาจากประสิทธิภาพพื้นฐานและระเบียบวินัยในการบำรุงรักษาเป็นสำคัญ.
แต่การมองเห็นเครื่องจักรนั้นไม่เหมือนกับการมองเห็นอย่างเต็มรูปแบบ การเปลี่ยนระบบการผลิตในโรงงานให้เป็นระบบดิจิทัล. เครื่องมือ OEE อาจบอกคุณว่าสายการผลิตหยุดทำงานเป็นเวลา 18 นาที แต่โดยทั่วไปแล้วจะไม่สามารถจัดการการติดตามผลจากหัวหน้างาน การระบุสาเหตุที่แท้จริง การตรวจสอบกระบวนการแบบหลายระดับ หรือการตรวจสอบว่ามาตรการแก้ไขนั้นได้ผลอย่างต่อเนื่อง ด้วยเหตุนี้ ทีมปฏิบัติการหลายทีมจึงใช้เครื่องมือ OEE ควบคู่ไปกับเครื่องมืออื่นๆ ระบบบริหารจัดการสายการผลิต ซึ่งจัดการขั้นตอนการทำงาน ความรับผิดชอบ และการปิดงานข้ามสายงาน.
แพลตฟอร์มแบบไม่ต้องเขียนโค้ด เป็นทางเลือก MES ที่มีน้ำหนักเบา
แพลตฟอร์มแบบไม่ต้องเขียนโค้ดสามารถทำหน้าที่เป็น ทางเลือก MES เมื่อความต้องการหลักคือการแปลงกระบวนการทำงานด่านหน้าให้เป็นดิจิทัลและเชื่อมต่อกันโดยไม่ต้องแบกรับต้นทุนและความยืดหยุ่นของการติดตั้งระบบ MES เต็มรูปแบบ แทนที่จะบังคับให้โรงงานปรับตัวเข้ากับหน้าจอและเวิร์กโฟลว์ที่ตายตัว โรงงานสามารถกำหนดค่าแอปพลิเคชันสำหรับการรายงานการผลิต การตรวจสอบคุณภาพ การบันทึกเวลาหยุดทำงาน LPA คำขอซ่อมบำรุง และเวิร์กโฟลว์การแจ้งปัญหาในสภาพแวดล้อมเดียว แนวทางนี้มีประโยชน์อย่างยิ่งสำหรับผู้ผลิตที่มีการดำเนินงานเปลี่ยนแปลงเร็วกว่าที่ระบบขององค์กรจะปรับตัวได้ทัน.
ลองพิจารณาโรงงานผลิตอาหารและเครื่องดื่มที่ทำการเปลี่ยน SKU บ่อยครั้งในสายการบรรจุหลายสาย ทีมปฏิบัติการอาจต้องอัปเดตรายการตรวจสอบการเริ่มต้น ขั้นตอนการตรวจสอบสารก่อภูมิแพ้ หมวดหมู่เวลาหยุดทำงาน และขั้นตอนการอนุมัติของหัวหน้างานหลายครั้งต่อไตรมาส ด้วยเลเยอร์แบบไม่ต้องเขียนโค้ด เช่น โจดู, ทีมสามารถสร้างและปรับปรุงขั้นตอนการทำงานเหล่านั้นได้เร็วขึ้น ในขณะที่ยังคงเชื่อมต่อแบบฟอร์ม แดชบอร์ด การแจ้งเตือน และการติดตามการดำเนินการไว้ในระบบเดียว.
วิธีการเลือกสถานการณ์ที่เหมาะสมที่สุด
วิธีที่ง่ายที่สุดในการเลือกคือการจับคู่ประเภทซอฟต์แวร์กับประเภทของการควบคุมการดำเนินงานที่คุณต้องการจริงๆ หากคุณต้องการการตรวจสอบย้อนกลับอย่างละเอียด การกำหนดเส้นทางที่เข้มงวด และธุรกรรมการผลิตที่มีโครงสร้างสูง ระบบ MES อาจเหมาะสมกว่า แต่หากคุณต้องการเพียงแค่การมองเห็นการดำเนินงานที่รวดเร็วขึ้น แบบฟอร์มดิจิทัล การติดตามการดำเนินการ และเวิร์กโฟลว์ของผู้ควบคุมงานที่เชื่อมต่อกัน ระบบที่เบากว่าอาจเหมาะสมกว่า ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต วิธีการนี้มักจะให้ผลลัพธ์ที่คุ้มค่าได้เร็วกว่า.
กฎที่ใช้ได้จริงคือ เลือกใช้ระบบที่มีน้ำหนักเบาที่สุด แต่ยังคงให้การควบคุมในส่วนที่สำคัญ หากกระบวนการของคุณมีความเสถียรและมีการควบคุมอย่างเข้มงวด ระบบที่ซับซ้อนกว่าจะเหมาะสมกว่า แต่หากโรงงานของคุณผลิตสินค้าหลากหลายชนิด มีการเปลี่ยนแปลงทางวิศวกรรมบ่อยครั้ง หรือมีขั้นตอนการทำงานเฉพาะพื้นที่ ระบบที่ปรับแต่งได้จะเหมาะสมกว่า ซอฟต์แวร์ควบคุมการผลิตในโรงงาน แพลตฟอร์มแบบเลเยอร์หรือแบบไม่ต้องเขียนโค้ดมักจะเหมาะสมกว่าในระยะยาว เพราะสามารถพัฒนาไปพร้อมกับการดำเนินงานได้ แทนที่จะทำให้การดำเนินงานช้าลง.
เหตุใด Jodoo จึงเป็นเครื่องมือบริหารจัดการโรงงานที่ยืดหยุ่นสำหรับการเปลี่ยนผ่านสู่ระบบดิจิทัลในสายการผลิต
Jodoo โดดเด่นในฐานะ ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต สำหรับผู้ผลิตที่ต้องการโครงสร้างและความโปร่งใสโดยไม่ต้องแบกรับต้นทุน เวลาในการติดตั้ง และความยืดหยุ่นที่มากเกินไปของระบบ MES เต็มรูปแบบ แทนที่จะบังคับให้โรงงานของคุณต้องใช้ระบบที่กำหนดไว้ล่วงหน้า Jodoo ช่วยให้คุณสร้างระบบของคุณเองได้ เครื่องมือบริหารจัดการพื้นที่โรงงาน โดยคำนึงถึงวิธีการทำงานของทีมผลิต คุณภาพ การบำรุงรักษา และการกำกับดูแลของคุณที่มีอยู่แล้ว ซึ่งเป็นสิ่งสำคัญในโรงงานจริง ที่ซึ่งตารางการทำงานเป็นกะ ขั้นตอนการอนุมัติ ประเภทเวลาหยุดทำงาน และรูปแบบการรายงานมักแตกต่างกันไปตามสายการผลิต กลุ่มผลิตภัณฑ์ หรือสถานที่ตั้ง สำหรับโรงงานขนาดกลางหลายแห่ง นั่นทำให้ Jodoo เป็นเครื่องมือที่ใช้งานได้จริง ทางเลือก MES แทนที่จะเป็นการประนีประนอมแบบลดทอน.
สร้างเวิร์กโฟลว์ที่แผนกของคุณใช้งานจริง
ด้วยเครื่องมือสร้างแอปแบบไม่ต้องเขียนโค้ดของ Jodoo ทีมปฏิบัติการสามารถกำหนดค่าเวิร์กโฟลว์ดิจิทัลสำหรับการติดตามการผลิต การบันทึกเวลาหยุดทำงาน การตรวจสอบคุณภาพ คำขอการบำรุงรักษา การส่งมอบงานระหว่างกะ และการอนุมัติจากหัวหน้างาน โดยไม่ต้องรอโครงการไอทีที่ใช้เวลานาน ผู้จัดการฝ่ายผลิตสามารถสร้างแบบฟอร์มบนมือถือสำหรับผลผลิตรายชั่วโมง ของเสีย และการหยุดทำงานของเครื่องจักร จากนั้นส่งข้อมูลที่ผิดปกติไปยังบุคคลที่เกี่ยวข้องโดยอัตโนมัติ ตัวอย่างเช่น หากสายการผลิตบรรจุภัณฑ์บันทึกข้อมูลมากกว่า เวลาหยุดทำงานโดยไม่คาดคิด 15 นาที, Jodoo สามารถแจ้งเตือนไปยังฝ่ายซ่อมบำรุง แจ้งหัวหน้างาน และอัปเดตแดชบอร์ดแบบเรียลไทม์ได้ทันที ทำให้แอปเก็บข้อมูลพื้นฐานกลายเป็นแอปที่ใช้งานได้จริง ซอฟต์แวร์ควบคุมการผลิตในโรงงาน ชั้นข้อมูลที่สนับสนุนการลงมือปฏิบัติ ไม่ใช่แค่การรายงาน.
ปรับตัวได้เร็วกว่าระบบแบบดั้งเดิม
เหตุผลหนึ่งที่โรงงานหลายแห่งลังเลที่จะนำระบบ MES ขนาดใหญ่มาใช้ก็คือ กระบวนการผลิตเปลี่ยนแปลงเร็วกว่าที่ซอฟต์แวร์ระดับองค์กรจะปรับแต่งได้ทัน รหัสสินค้าใหม่ จุดตรวจสอบคุณภาพที่แก้ไขใหม่ ฟิลด์การติดตามที่เพิ่มเข้ามา หรือลำดับการอนุมัติที่แตกต่างกันสำหรับการแก้ไขงาน ล้วนสามารถทำให้เกิดความล่าช้าได้ หากการเปลี่ยนแปลงทุกอย่างขึ้นอยู่กับที่ปรึกษาภายนอกหรือโค้ดที่เขียนขึ้นเอง Jodoo ช่วยให้ทีมปฏิบัติการและทีมปรับปรุงอย่างต่อเนื่องสามารถปรับแต่งแบบฟอร์ม ตรรกะ เวิร์กโฟลว์ และแดชบอร์ดได้ด้วยตนเอง ซึ่งมีประโยชน์อย่างยิ่งในสภาพแวดล้อมที่มีสินค้าหลากหลาย เช่น การประกอบชิ้นส่วนอิเล็กทรอนิกส์หรือการผลิตตามสัญญา ในแง่นั้น มันจึงทำงานได้ดีในฐานะระบบที่มีน้ำหนักเบา ระบบบริหารจัดการสายการผลิต ซึ่งสามารถพัฒนาไปพร้อมกับพืชได้.
เชื่อมต่อการเก็บรวบรวมข้อมูล กระบวนการทำงาน และการมองเห็นภาพรวมไว้ในที่เดียว
Jodoo Jodoo ไม่ใช่แค่เครื่องมือสร้างแบบฟอร์มดิจิทัลเท่านั้น แต่ยังรวมการเก็บรวบรวมข้อมูล การทำงานอัตโนมัติ แดชบอร์ด และการบูรณาการเข้าไว้ในแพลตฟอร์มเดียว ทำให้ข้อมูลที่รวบรวมได้จากหน้างานสามารถนำไปสู่การดำเนินการติดตามผลและการมองเห็นภาพรวมของการจัดการได้ทันที ลองนึกภาพหัวหน้างานในโรงงานแปรรูปอาหารที่ทำการตรวจสอบสุขอนามัยและการเคลียร์สายการผลิตก่อนเริ่มงานในตอนเช้าบนแท็บเล็ต หากมีจุดใดไม่ผ่านเกณฑ์ Jodoo สามารถบล็อกการลงนามอนุมัติ สร้างงานแก้ไข และแสดงสถานะที่ยังไม่ได้รับการแก้ไขบนแดชบอร์ดการผลิตได้ ซึ่งทำให้... การเปลี่ยนระบบการผลิตในโรงงานให้เป็นระบบดิจิทัล มีประโยชน์มากกว่า เพราะระบบนี้ไม่ได้แค่ทดแทนกระดาษ แต่ยังช่วยสร้างมาตรฐานในการปฏิบัติงานอีกด้วย.
ตัวอย่างที่เป็นรูปธรรมจากโรงงานขนาดกลาง
ลองพิจารณาโรงงานตัดเย็บเสื้อผ้าขนาดกลางแห่งหนึ่งที่ใช้รายงานการผลิตแบบกระดาษ บันทึกการส่งมอบงานระหว่างกะแบบเขียนด้วยมือ และข้อความ WhatsApp เพื่อแจ้งปัญหาในสายการผลิต แต่เมื่อใช้ Jodoo โรงงานแห่งนี้สามารถตั้งค่าแบบฟอร์มการผลิตแบบดิจิทัล บันทึกเวลาหยุดทำงาน ขั้นตอนการทำงานสำหรับการขอซ่อมบำรุง และแดชบอร์ดแบบเรียลไทม์ได้ภายในเวลาไม่กี่สัปดาห์ โดยไม่ต้องพัฒนาซอฟต์แวร์เพิ่มเติมจำนวนมาก หัวหน้างานสามารถดูผลผลิต ข้อบกพร่อง และการหยุดชะงักที่ยังไม่ได้รับการแก้ไขในแต่ละสายการผลิตระหว่างกะได้ ในขณะที่ผู้จัดการจะได้รับการแจ้งเตือนอัตโนมัติเมื่อประสิทธิภาพลดลงต่ำกว่าเป้าหมาย ผลลัพธ์ที่ได้คือการตอบสนองที่รวดเร็วยิ่งขึ้น ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต การตั้งค่าที่ช่วยเพิ่มประสิทธิภาพการมองเห็นได้ทันที โดยไม่ต้องมีภาระงานที่ซับซ้อนของระบบ MES ขนาดใหญ่.
สรุป: วิธีเลือกซอฟต์แวร์บริหารจัดการสายการผลิตที่เหมาะสม และเริ่มต้นใช้งาน Jodoo ได้อย่างไร
การเลือกสิ่งที่ถูกต้อง ซอฟต์แวร์บริหารจัดการพื้นที่การผลิต สรุปแล้ว การตัดสินใจขึ้นอยู่กับคำถามเชิงปฏิบัติสามข้อ ได้แก่ กระบวนการของคุณซับซ้อนแค่ไหน คุณต้องการผลลัพธ์เร็วแค่ไหน และโรงงานของคุณต้องการความยืดหยุ่นมากแค่ไหนในช่วง 12 ถึง 24 เดือนข้างหน้า หากคุณดำเนินงานที่มีการควบคุมอย่างเข้มงวด มีหลายสถานที่ มีการบูรณาการเครื่องจักรอย่างลึกซึ้ง และมีความต้องการด้านลำดับการผลิตขั้นสูง ระบบ MES เต็มรูปแบบอาจยังคงเหมาะสม แต่สำหรับผู้ผลิตขนาดกลางหลายแห่ง ความซับซ้อนระดับนั้นนำมาซึ่งวงจรการติดตั้งที่ยาวนาน ต้นทุนสูง และคุณสมบัติที่โรงงานอาจไม่ได้ใช้ทุกวัน.
ตัวอย่างเช่น ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่ต้องการการส่งมอบงานระหว่างกะแบบดิจิทัล การติดตามข้อบกพร่อง การตรวจสอบกระบวนการแบบหลายระดับ และแดชบอร์ด KPI แบบเรียลไทม์สำหรับสายการผลิตทั้งสามสาย ในกรณีเช่นนี้ ระบบที่มีน้ำหนักเบาและปรับแต่งได้จะสามารถสร้างมูลค่าได้เร็วกว่าระบบ MES แบบดั้งเดิมมาก นี่เป็นเรื่องสำคัญเพราะผู้ผลิตที่เปลี่ยนกระบวนการทำงานด่านหน้าให้เป็นดิจิทัลมักจะเห็นการแจ้งปัญหาที่รวดเร็วขึ้น การตรวจสอบย้อนกลับที่ดีขึ้น และอัตราการปิดการดำเนินการที่แข็งแกร่งขึ้น โดยเฉพาะอย่างยิ่งเมื่อแทนที่เอกสารกระดาษและสเปรดชีตที่ไม่เชื่อมต่อกัน.
หากคุณต้องการเริ่มต้นจากเล็กๆ แล้วค่อยๆ ขยายขนาดขึ้นเรื่อยๆ, Jodoo Jodoo นำเสนอแนวทางปฏิบัติที่เป็นรูปธรรม ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณแปลงการตรวจสอบ การรายงานการผลิต การติดตามไคเซ็น เวิร์กโฟลว์ A3 และแดชบอร์ดให้เป็นดิจิทัลได้โดยไม่ต้องพัฒนาโค้ดเองจำนวนมาก คุณสามารถ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo สามารถผสานเข้ากับการดำเนินงานในโรงงานของคุณได้อย่างไร.