
บทนำ: เหตุใดแผนภูมิพาเรโตจึงมีความสำคัญต่อคุณภาพการผลิต
ในโรงงานส่วนใหญ่ ปัญหาไม่ได้อยู่ที่การขาดข้อมูล แต่เป็นเพราะมีรหัสข้อบกพร่องมากเกินไป มีสาเหตุการหยุดทำงานมากเกินไป และมีปัญหาการแก้ไขงานมากเกินไป ซึ่งแย่งชิงเวลาในการปรับปรุงที่จำกัดเท่ากัน การศึกษาในด้านการดำเนินงานและการจัดการคุณภาพมักแสดงให้เห็นว่าสาเหตุเพียงไม่กี่อย่างเป็นตัวขับเคลื่อนความสูญเสียส่วนใหญ่ ซึ่งเป็นเหตุผลว่าทำไม... แผนภูมิพาเรโต ยังคงเป็นหนึ่งในเครื่องมือที่ใช้งานได้จริงมากที่สุดในโรงงาน.
สำหรับผู้จัดการฝ่ายคุณภาพหรือหัวหน้างานในโรงงาน คุณค่าของกฎ 80/20 นั้นง่ายมาก: แทนที่จะต้องมาถกเถียงกันถึงปัญหาที่เป็นไปได้ 20 ข้อ คุณสามารถดูได้ว่าปัญหาเพียงไม่กี่ข้อไหนที่ก่อให้เกิดของเสีย ข้อร้องเรียน หรือการหยุดชะงักของการผลิตมากที่สุด นั่นคือประโยชน์ที่แท้จริงของกฎ 80/20 ในด้านคุณภาพการผลิต มันไม่ใช่สูตรตายตัว แต่เป็นวิธีการที่จะมุ่งเน้นการแก้ไขในจุดที่จะให้ผลตอบแทนด้านการดำเนินงานที่เร็วที่สุด.
บทความนี้อธิบายวิธีการ แผนภูมิพาเรโต คุณจะได้เรียนรู้เกี่ยวกับการทำงานของแบบจำลอง Pareto วิธีการสร้างแบบจำลองที่ถูกต้องจากข้อมูลการผลิต และวิธีการตีความแบบจำลองโดยไม่ตกอยู่ในข้อผิดพลาดในการวิเคราะห์ทั่วไป นอกจากนี้ คุณจะได้เห็นว่าทีมต่างๆ ใช้การวิเคราะห์ Pareto ในกระบวนการผลิตอย่างไร นอกเหนือจากการนับจำนวนข้อบกพร่อง รวมถึงเวลาหยุดทำงาน การทำงานซ้ำ และปัญหาจากซัพพลายเออร์ เพื่อให้คุณสามารถเปลี่ยนการวิเคราะห์ข้อบกพร่องด้านคุณภาพให้เป็นรายการลำดับความสำคัญในการปรับปรุงที่ชัดเจนได้.
แผนภูมิพาเรโตแสดงอะไรบ้าง และกฎ 80/20 ใช้ได้ผลอย่างไรในสายงานการผลิต
แผนภูมิพาเรโตประกอบด้วยสองส่วน
A แผนภูมิพาเรโต แผนภาพนี้ผสานสองมุมมองเข้าไว้ในภาพเดียว แท่งกราฟแสดงความถี่ในการเกิดปัญหาแต่ละประเภท เรียงลำดับจากมากไปน้อย ขณะที่เส้นกราฟแสดงส่วนแบ่งสะสมของปัญหาทั้งหมดเมื่อเลื่อนจากซ้ายไปขวา รูปแบบนี้ทำให้เห็นได้ง่ายว่าหมวดหมู่ใดบ้างที่ก่อให้เกิดความสูญเสียส่วนใหญ่ แทนที่จะมองว่าทุกปัญหามีความสำคัญเท่ากัน.
ในภาคการผลิต หมวดหมู่ต่างๆ สามารถแสดงถึงประเภทของข้อบกพร่อง สาเหตุของการทิ้งของเสีย สาเหตุของการหยุดทำงาน ปัจจัยที่ทำให้ต้องแก้ไขงาน หรือแม้แต่ความไม่สอดคล้องของซัพพลายเออร์ ผู้จัดการฝ่ายคุณภาพอาจใช้แผนภูมิพาเรโตของข้อบกพร่องเพื่อจัดอันดับรอยบัดกรี ความผิดพลาดด้านขนาด และข้อผิดพลาดด้านบรรจุภัณฑ์ตามความถี่ ผู้จัดการฝ่ายผลิตอาจใช้ตรรกะเดียวกันนี้เพื่อจัดอันดับการหยุดทำงานของเครื่องจักร เช่น ความผิดพลาดของเซ็นเซอร์ การติดขัดของวัสดุ และความล่าช้าในการเปลี่ยนงาน.
ทีมต่างๆ ค้นหา “บุคลากรสำคัญ” ได้อย่างไร”
คุณค่าเชิงปฏิบัติของ แผนภูมิพาเรโต ไม่ใช่แค่แท่งกราฟเท่านั้น แต่เป็นรูปแบบที่แท่งกราฟเหล่านั้นเผยให้เห็น เมื่อหมวดหมู่สามหรือสี่หมวดแรกเป็นตัวขับเคลื่อนส่วนใหญ่ของยอดรวม นั่นหมายความว่าคุณได้ระบุ "“สำคัญไม่กี่คน”สาเหตุที่สมควรได้รับการแก้ไขโดยทันที ส่วนหมวดหมู่ที่เหลือก็มีความสำคัญเช่นกัน แต่โดยทั่วไปแล้วไม่สมควรได้รับทรัพยากรในระดับเดียวกันในรอบการปรับปรุงครั้งแรก”.
นี่คือจุดที่การวิเคราะห์พาเรโตมีประโยชน์ในกระบวนการผลิตสำหรับการตัดสินใจในแต่ละวัน หากพบว่าเซลล์การผลิตหนึ่งเซลล์พบว่าข้อบกพร่องจากเศษโลหะ การสึกหรอของเครื่องมือ และการจัดตำแหน่งอุปกรณ์ที่ไม่ถูกต้อง คิดเป็น 78% ของความไม่สอดคล้องทั้งหมด ทีมงานก็จะมีจุดเริ่มต้นที่ชัดเจนสำหรับการวิเคราะห์ข้อบกพร่องด้านคุณภาพ แทนที่จะเริ่มต้นดำเนินการแก้ไขที่กระจัดกระจายถึงหกอย่าง พวกเขาสามารถมุ่งเน้นการบำรุงรักษา การตรวจสอบกระบวนการ และการฝึกอบรมผู้ปฏิบัติงานใหม่ไปที่ปัจจัยที่ก่อให้เกิดปัญหามากที่สุดก่อน.
กฎ 80/20 หมายความว่าอย่างไรในอุตสาหกรรมการผลิต
กฎ 80/20 ในอุตสาหกรรมการผลิตคือ... หลักการจัดลำดับความสำคัญ, ไม่ใช่สูตรตายตัว ในโรงงานจริง รูปแบบอาจเป็น 70/30, 85/15 หรือ 65/20 ขึ้นอยู่กับกระบวนการ ส่วนผสมของผลิตภัณฑ์ และคุณภาพของข้อมูล ประเด็นสำคัญไม่ใช่การบังคับให้ตัวเลขเท่ากับ 80 และ 20 แต่เป็นการระบุสาเหตุจำนวนน้อยที่สร้างผลกระทบในสัดส่วนที่ไม่สมดุล.
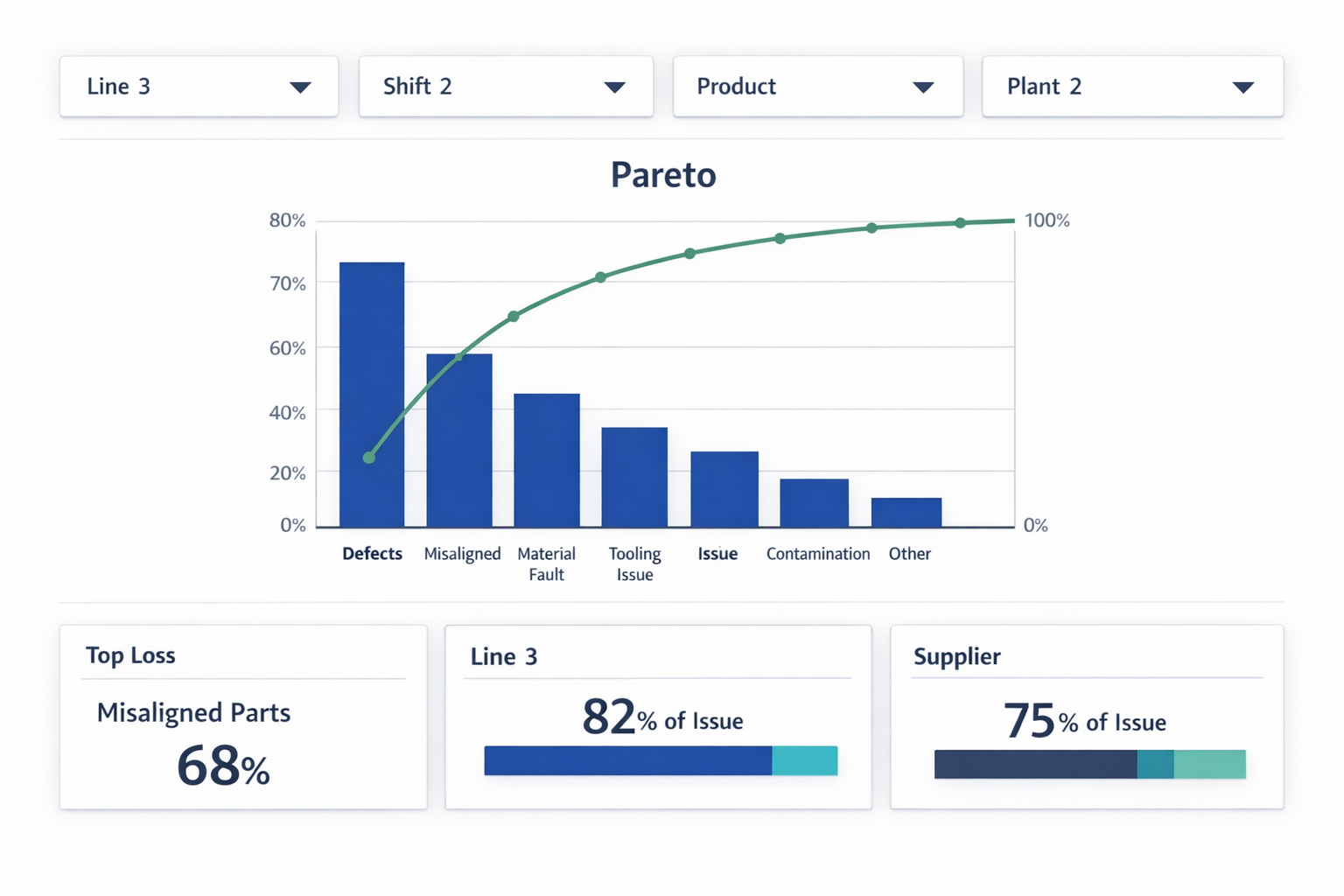
ความแตกต่างนี้มีความสำคัญในสายการผลิต ตัวอย่างเช่น โรงงานปั๊มขึ้นรูปอาจพบว่าสาเหตุของเศษวัสดุสองอย่างก่อให้เกิดต้นทุนเศษวัสดุรวม 68% ในขณะที่ในสายการประกอบ ข้อบกพร่องสี่ประเภทอาจก่อให้เกิดใบสั่งงานแก้ไขทั้งหมด 82% ทั้งสองกรณีเป็นตัวอย่างที่ถูกต้องของแผนภูมิพาเรโต เพราะแผนภูมินี้ช่วยให้ทีมจัดลำดับความสำคัญในการแก้ไขปัญหา ไม่ใช่การพิสูจน์กฎทางคณิตศาสตร์.
การวิเคราะห์พาเรโตเหมาะสมกับการดำเนินงานในโรงงานอย่างไร
การวิเคราะห์พาเรโตมักเกี่ยวข้องกับข้อบกพร่อง แต่การใช้งานนั้นกว้างขวางกว่ามาก ในการวิเคราะห์เวลาหยุดทำงาน แท่งกราฟอาจแสดงถึงสาเหตุของการหยุดชะงัก และเส้นสะสมจะแสดงให้เห็นว่าการหยุดชะงักใดที่ใช้เวลาการผลิตมากที่สุด ในการวิเคราะห์การแก้ไขงาน แผนภูมิอาจเผยให้เห็นว่าข้อผิดพลาดในการประกอบที่เกิดขึ้นซ้ำๆ เพียงเล็กน้อยเป็นสาเหตุหลักที่ทำให้ใช้เวลาแรงงานส่วนใหญ่ในการแก้ไข.
สำหรับผู้บริหารโรงงาน แผนภูมิพาเรโตมีประโยชน์อย่างมากในการตรวจสอบหลายขั้นตอน สามารถใช้สนับสนุนการประชุมคุณภาพรายสัปดาห์ การตรวจสอบการสูญเสียการผลิตรายวัน การพูดคุยเกี่ยวกับประสิทธิภาพของซัพพลายเออร์ และโครงการปรับปรุงอย่างต่อเนื่อง เมื่อใช้ตรรกะเดียวกันอย่างสม่ำเสมอ ทีมงานสามารถเปรียบเทียบลำดับความสำคัญตามสายการผลิต กะการทำงาน กลุ่มผลิตภัณฑ์ หรือช่วงเวลา ก่อนที่จะนำข้อมูลเชิงลึกเหล่านั้นไปรวมไว้ในแดชบอร์ดคุณภาพการผลิตที่ครอบคลุมมากขึ้น.
สิ่งที่แผนภูมิพาเรโตไม่ได้บอกคุณ
A แผนภูมิพาเรโต มันแสดงให้เห็นถึงความเข้มข้นของปัญหา ไม่ใช่สาเหตุที่แท้จริง มันบอกคุณว่าปัญหาใหญ่ที่สุดอยู่ที่ไหน แต่ไม่ได้บอกว่าทำไมมันถึงเกิดขึ้น หรือวิธีการแก้ไขแบบไหนจะได้ผลดีที่สุด นั่นเป็นเหตุผลที่ทีมที่มีประสิทธิภาพสูงใช้มันเป็นเครื่องมือ เครื่องมือคัดกรอง ก่อนที่จะเข้าสู่การวิเคราะห์เชิงลึก เช่น การตรวจสอบเอกสาร การใช้เทคนิค 5 Whys แผนภาพก้างปลา หรือการตรวจสอบกระบวนการ.
นอกจากนี้ แผนภูมิยังไม่สามารถวัดความรุนแรงได้ เว้นแต่คุณจะสร้างหมวดหมู่โดยพิจารณาจากผลกระทบมากกว่าการนับจำนวนเพียงอย่างเดียว ข้อบกพร่องที่เกิดขึ้นไม่บ่อยแต่มีความเสี่ยงสูงต่อลูกค้า ก็ยังอาจสมควรได้รับการแก้ไขอย่างเร่งด่วน แม้ว่าจะปรากฏอยู่ในด้านขวาของแผนภูมิก็ตาม ในทางปฏิบัติ แผนภูมิช่วยให้คุณจัดลำดับความสำคัญในการพูดคุยครั้งแรกได้ แต่ไม่ได้แทนที่ดุลยพินิจของวิศวกร.
ตัวอย่างแผนภูมิพาเรโต: วิธีสร้างแผนภูมิพาเรโตสำหรับการวิเคราะห์ข้อบกพร่อง
ขั้นตอนที่ 1: รวบรวมข้อมูลข้อบกพร่องจากหน้าต่างกระบวนการที่เสถียรหนึ่งหน้าต่าง
ใช้หนึ่งอัน สถานการณ์การผลิตที่สม่ำเสมอ ดังนั้นตัวเลขจึงมีความหมาย ตัวอย่างเช่น สมมติว่าสายการประกอบชิ้นส่วนอิเล็กทรอนิกส์บันทึกข้อบกพร่องในการตรวจสอบขั้นสุดท้ายทั้งหมดสำหรับแผงวงจรพิมพ์ (PCB) จำนวน 1,000 ชิ้นในหนึ่งสัปดาห์บนสายการผลิตที่ 3 ทีมงานจะบันทึกข้อบกพร่องแต่ละรายการโดยใช้รหัสเหตุผลมาตรฐาน เช่น บัดกรีเชื่อมต่อกันผิดปกติ ชิ้นส่วนหายไป ฉลากผิด รอยขีดข่วนเล็กน้อย และขาพินงอ.
ประเด็นสำคัญในขั้นตอนนี้คือ ความสม่ำเสมอ, ไม่ใช่ความซับซ้อน หากผู้ตรวจสอบคนหนึ่งเขียนว่า “บัดกรีไม่ดี” และอีกคนเขียนว่า “บัดกรีลัดวงจร” การวิเคราะห์ข้อบกพร่องด้านคุณภาพของคุณจะแบ่งปัญหาเดียวกันออกเป็นสองหมวดหมู่ย่อยและทำให้ผลลัพธ์อ่อนลง แบบฟอร์มตรวจสอบแบบง่ายๆ หรือแบบฟอร์มตรวจสอบดิจิทัลมักจะเพียงพอ ตราบใดที่ข้อบกพร่องทุกอย่างถูกบันทึกในลักษณะเดียวกัน.
ขั้นตอนที่ 2: กำหนดหมวดหมู่ข้อบกพร่องให้ชัดเจนก่อนนับ
สำหรับข้อบกพร่อง แผนภูมิพาเรโต, หมวดหมู่ควรอธิบายถึง ประเภทข้อบกพร่อง, ไม่ใช่สาเหตุที่สงสัย ในตัวอย่างนี้ “ชิ้นส่วนหายไป” เป็นหมวดหมู่ที่ถูกต้อง แต่ “ความผิดพลาดของผู้ปฏิบัติงาน” ไม่ถูกต้อง เพราะมันข้ามไปถึงสาเหตุหลักก่อนที่ทีมจะตรวจสอบอะไรเลย ควรแยกหมวดหมู่ให้สามารถสังเกตได้และไม่ซ้ำซ้อนกัน เพื่อให้ผู้ตรวจสอบสามารถจำแนกข้อบกพร่องได้อย่างรวดเร็วในโรงงาน.
หลังจากผ่านไปหนึ่งสัปดาห์ ทีมงานได้นับจำนวนชิ้นส่วนที่ชำรุดดังนี้: บัดกรีเชื่อมต่อผิดพลาด 38 ชิ้น, ชิ้นส่วนหาย 27 ชิ้น, ติดฉลากผิด 14 ชิ้น, รอยขีดข่วนเล็กน้อย 11 ชิ้น และขาชิ้นส่วนงอ 10 ชิ้น รวมเป็น 100 ชิ้น ซึ่งทำให้การคำนวณเปอร์เซ็นต์ทำได้ง่าย แต่สามารถใช้วิธีเดียวกันนี้ได้กับจำนวนชิ้นส่วนที่ชำรุดใดๆ ก็ได้ นี่คือพื้นฐานเชิงปฏิบัติของการวิเคราะห์พาเรโตในกระบวนการผลิต: นับก่อน ตรวจสอบทีหลัง.
ขั้นตอนที่ 3: จัดเรียงข้อมูลและคำนวณเปอร์เซ็นต์สะสม
ทีนี้เรียงลำดับหมวดหมู่จากความถี่สูงสุดไปต่ำสุด ในกรณีนี้ ลำดับก็เป็นไปจากความถี่สูงสุดไปต่ำสุดอยู่แล้ว 38, 27, 14, 11 ถึง 10, ดังนั้นขั้นตอนต่อไปคือการแปลงจำนวนแต่ละครั้งให้เป็นสัดส่วนของข้อบกพร่องทั้งหมด แล้วจึงสร้างเส้นเปอร์เซ็นต์สะสม ค่าสะสมจะกลายเป็น 38%, 65%, 79%, 90%, และ 100%.
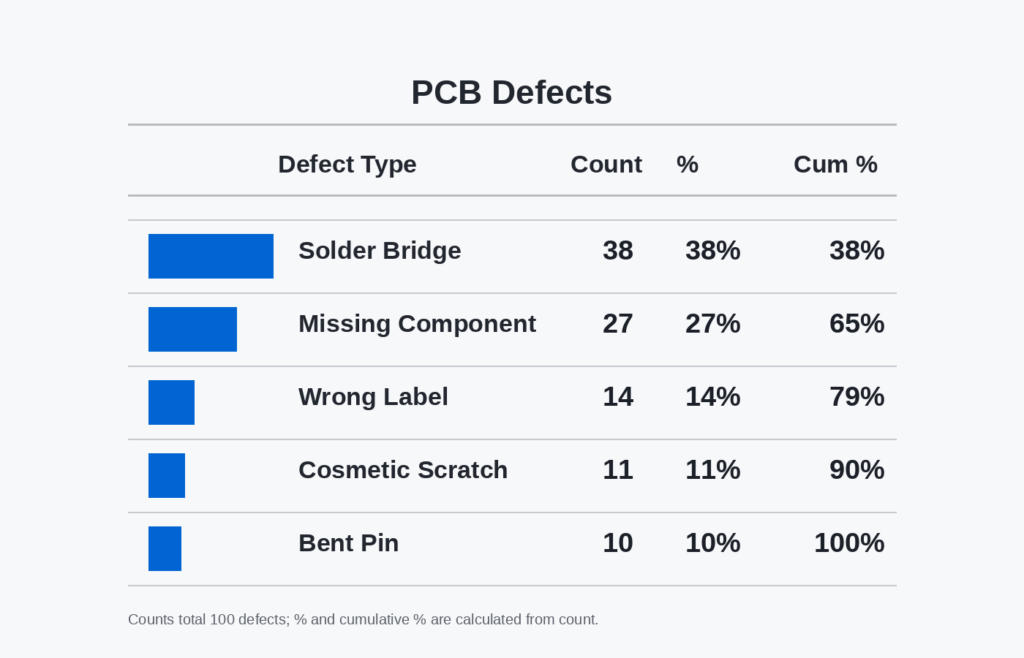
มุมมองที่จัดเรียงนี้คือจุดที่กฎ 80/20 ในภาคการผลิตเริ่มใช้งานได้จริง คุณจะเห็นได้แล้วว่าสองหมวดหมู่แรกคิดเป็นสัดส่วนเท่าใด 65% จากข้อบกพร่องที่บันทึกไว้ทั้งหมด สามข้อแรกคิดเป็นสัดส่วน... 79%, ซึ่งใกล้เคียงพอที่จะระบุ "กลุ่มสำคัญ" ที่ต้องดำเนินการแก้ไขโดยทันที การแบ่งสัดส่วนที่แน่นอนอาจแตกต่างกันไป แต่หลักการยังคงเหมือนเดิม: มุ่งเน้นไปที่หมวดหมู่ไม่กี่หมวดที่ก่อให้เกิดการสูญเสียคุณภาพมากที่สุด.
ขั้นตอนที่ 4: วาดแผนภูมิพาเรโตของข้อบกพร่องให้ถูกต้อง
สร้างแผนภูมิแท่งโดยให้หมวดหมู่ของข้อบกพร่องอยู่บนแกนแนวนอน และจำนวนข้อบกพร่องอยู่บนแกนแนวตั้งด้านซ้าย จากนั้นเพิ่มเส้นแสดงเปอร์เซ็นต์สะสมโดยใช้แกนแนวตั้งด้านขวา โดยกำหนดมาตราส่วนจาก 0% ถึง 100% แท่งกราฟควรเรียงลำดับจากมากไปน้อย เนื่องจากลำดับการจัดอันดับด้วยภาพนี้เองที่ทำให้แผนภูมิมีประโยชน์สำหรับการจัดลำดับความสำคัญ.
หากคุณสร้างแผนภูมิใน Excel, Google Sheets หรือแดชบอร์ดคุณภาพระดับการผลิต ให้ใช้รูปแบบแผนภูมิแบบผสมแทนที่จะใช้ภาพสองแบบแยกกัน วิธีนี้จะช่วยให้ทีมสามารถอ่านทั้งปริมาณข้อบกพร่องและการมีส่วนร่วมสะสมได้ในมุมมองเดียว แผนภูมิที่ชัดเจนควรแสดงให้เห็นได้อย่างรวดเร็วว่าความพยายามในการปรับปรุงส่วนใดจะให้ผลตอบแทนสูงสุด.
ขั้นตอนที่ 5: ตรวจสอบว่าข้อมูลนั้นเพียงพอที่จะนำไปปฏิบัติได้หรือไม่
ก่อนที่จะนำเสนอแผนภูมิให้กับฝ่ายผลิตหรือฝ่ายวิศวกรรม ลองทำแผนภูมิอย่างรวดเร็วสักครั้งก่อน ผ่านการตรวจสอบ. ตรวจสอบให้แน่ใจว่าจำนวนทั้งหมดมาจากจุดตรวจสอบเดียวกัน ช่วงเวลาเดียวกัน และมาตรฐานการกำหนดรหัสข้อบกพร่องเดียวกัน หากข้อมูลปะปนกันระหว่างการตรวจสอบขาเข้า การตรวจสอบระหว่างกระบวนการ และการตรวจสอบคุณภาพขั้นสุดท้าย แผนภูมิอาจดูถูกต้อง แต่จะนำไปสู่การดำเนินการที่ผิดพลาด.
สำหรับสายการผลิตอิเล็กทรอนิกส์นี้ ผลลัพธ์ที่ได้นั้นแข็งแกร่งเพียงพอที่จะสนับสนุนขั้นตอนต่อไปในการตัดสินใจ ทีมงานทราบแล้วว่า การเชื่อมต่อตะกั่วที่ผิดพลาดและชิ้นส่วนที่ขาดหายไปเป็นสาเหตุหลักของข้อบกพร่อง ดังนั้นควรเริ่มปรับปรุงแก้ไขจากจุดเหล่านั้นมากกว่าปัญหาที่เกิดขึ้นไม่บ่อยนัก เช่น รอยขีดข่วนหรือขาพินงอ แผนภูมินี้ไม่ได้แก้ปัญหาทั้งหมด แต่ช่วยให้ทีมงานมีจุดเริ่มต้นที่เป็นระบบในการลดข้อบกพร่อง.
วิธีตีความแผนภูมิพาเรโตของข้อบกพร่องและหลีกเลี่ยงข้อผิดพลาดในการวิเคราะห์ทั่วไป
ควรขีดเส้นแบ่งตรงไหน และควรแก้ไขอะไรก่อน
ข้อบกพร่อง แผนภูมิพาเรโต จะมีประโยชน์ก็ต่อเมื่อคุณนำไปตัดสินใจ ในโรงงานส่วนใหญ่ จุดตัดที่ใช้งานได้จริงคือจุดที่จำนวนข้อบกพร่องสะสมรวมอยู่ที่ประมาณ 70% ถึง 80% เนื่องจากโดยปกติแล้วจุดนั้นจะระบุประเภทข้อบกพร่องไม่กี่ประเภทที่ก่อให้เกิดการสูญเสียคุณภาพมากที่สุด นี่คือตรรกะหลักเบื้องหลัง กฎ 80/20 ในภาคการผลิตไม่ใช่ว่าทุกข้อบกพร่องจะสมควรได้รับความสนใจในระดับเดียวกันพร้อมกัน รายการดำเนินการแรกของคุณควรมาจาก "ส่วนสำคัญไม่กี่อย่าง" ทางด้านซ้ายของจุดตัดนั้น ไม่ใช่จากรายการปัญหาทั้งหมด.
ถึงกระนั้น ข้อบกพร่องที่มีความถี่สูงสุดก็ไม่ได้หมายความว่าจะต้องแก้ไขเป็นอันดับแรกเสมอไป ในการวิเคราะห์ข้อบกพร่องด้านคุณภาพ คุณต้องถามด้วยว่าข้อบกพร่องนั้นควบคุมได้ง่ายหรือไม่ แก้ไขได้ยากและมีค่าใช้จ่ายสูงหรือไม่ หรือมีแนวโน้มที่จะทำให้เกิดการร้องเรียนจากลูกค้าหรือไม่ หมวดหมู่ที่ก่อให้เกิดข้อบกพร่อง 18% อาจสมควรได้รับความสำคัญมากกว่าหมวดหมู่ที่ก่อให้เกิดข้อบกพร่อง 22% หากข้อบกพร่องนั้นทำให้เกิดการส่งคืนสินค้าภายใต้การรับประกัน การหยุดสายการผลิต หรือความเสี่ยงด้านความปลอดภัย การวิเคราะห์ Pareto ที่ดีในภาคการผลิตจะผสมผสานข้อมูลจำนวนนับเข้ากับ... ผลกระทบในการดำเนินงาน, ไม่ใช่แค่การนับข้อมูลเพียงอย่างเดียว.
เชื่อมโยงความถี่เข้ากับต้นทุน ความเสี่ยง และกระแสเงินหมุนเวียน
การอ่านแผนภูมิพาเรโตที่แสดงข้อบกพร่องอย่างชัดเจนจะเชื่อมโยงความถี่กับ ผลกระทบทางธุรกิจ. ตัวอย่างเช่น ผู้ผลิตชิ้นส่วนยานยนต์อาจพบว่ารอยขีดข่วนเล็กน้อยบนพื้นผิวเป็นข้อบกพร่องที่พบบ่อยที่สุด แต่ข้อผิดพลาดในการประกอบที่เกี่ยวข้องกับแรงบิดทำให้เกิดชั่วโมงการทำงานซ้ำและความเสี่ยงต่อลูกค้าสูงที่สุด ในกรณีนั้น แผนภูมิยังคงช่วยในการจัดลำดับความสำคัญ แต่การตัดสินใจต้องพิจารณาถึงความรุนแรง ต้นทุนในการควบคุม และความเสี่ยงที่จะเกิดการรั่วไหล นี่คือจุดที่หลายทีมเปลี่ยนจากพื้นฐานไปใช้แนวทางใหม่ แผนภูมิพาเรโต ตัวอย่างของเครื่องมือการจัดการที่มีประโยชน์.
วิธีการหนึ่งที่ได้ผลคือการตรวจสอบหมวดหมู่ยอดนิยมโดยใช้ตัวกรองสามประการ: จำนวนข้อบกพร่อง ต้นทุนของสินค้าคุณภาพต่ำ และการหยุดชะงักของกระบวนการ. โรงงานผลิตชิ้นส่วนโลหะอาจเห็นรอยขรุขระอยู่ด้านบนสุดของกราฟ แต่ขนาดที่ใหญ่เกินไปอาจเป็นปัญหาใหญ่กว่า เพราะจะทำให้ชิ้นส่วนที่มีมูลค่าสูงต้องทิ้ง และสิ้นเปลืองกำลังการผลิตของเครื่องจักร หากสองประเภทมีความถี่ใกล้เคียงกัน ให้เลือกประเภทที่มีผลกระทบทางการเงินหรือการส่งมอบมากกว่าก่อน วิธีนี้จะทำให้กราฟสอดคล้องกับประสิทธิภาพของโรงงาน ไม่ใช่แค่ผลรวมของการตรวจสอบเท่านั้น.
เปรียบเทียบแผนภูมิที่ดีกับแผนภูมิที่ทำให้เข้าใจผิด
แผนภูมิพาเรโตที่มีโครงสร้างที่ดีจะใช้หมวดหมู่ข้อบกพร่องที่ชัดเจนและไม่ทับซ้อนกัน ช่วงเวลาที่กำหนดไว้ และวิธีการนับที่สม่ำเสมอในทุกกะหรือสายการผลิต แผนภูมิที่ทำให้เข้าใจผิดจะผสมป้ายกำกับกว้างๆ เช่น “ปัญหาการประกอบ” กับป้ายกำกับแคบๆ เช่น “สกรูหลวม” หรือรวมข้อบกพร่องที่เก็บรวบรวมในช่วงเวลาและขนาดตัวอย่างที่แตกต่างกัน ผลลัพธ์ที่ได้คือแผนภูมิที่ดูเหมือนเป็นการวิเคราะห์ แต่ไม่สามารถสนับสนุนการดำเนินการที่เหมาะสมได้ หากหมวดหมู่พื้นฐานอ่อนแอ การจัดอันดับด้วยภาพก็จะอ่อนแอเช่นกัน.

ข้อผิดพลาดทั่วไปที่ทำให้การตีความผิดเพี้ยนไป
รหัสเหตุผลที่ไม่สอดคล้องกันเป็นหนึ่งในสาเหตุของความล้มเหลวที่พบบ่อยที่สุด ในการประกอบชิ้นส่วนแบบแยกชิ้น พนักงานคนหนึ่งอาจบันทึกว่า “ฉลากผิด” อีกคนใช้ “ฉลากไม่ตรงกัน” และคนที่สามเลือก “ปัญหาการพิมพ์” แม้ว่าปัญหาเดียวกันจะเกิดขึ้นก็ตาม สิ่งนี้ทำให้กลุ่มข้อบกพร่องหนึ่งกลุ่มแตกออกเป็นแท่งเล็ก ๆ หลายแท่งและซ่อนลำดับความสำคัญที่แท้จริง ก่อนที่จะเชื่อถือแผนภูมิ ตรวจสอบให้แน่ใจว่าการจำแนกประเภทข้อบกพร่องได้รับการกำหนดมาตรฐาน ณ จุดที่ป้อนข้อมูลแล้ว.
อีกหนึ่งข้อผิดพลาดคือการผสมความรุนแรงและความถี่ไว้ในแผนภูมิเดียวกัน ในการผลิตรถยนต์ ข้อบกพร่องที่เกี่ยวข้องกับเบรกซึ่งเกิดขึ้นไม่บ่อยนัก และข้อบกพร่องด้านความสวยงามที่เกิดขึ้นบ่อยครั้ง ไม่ควรนำมาจัดอันดับร่วมกันโดยปราศจากบริบท เพราะข้อมูลทั้งสองส่วนตอบคำถามที่แตกต่างกัน ความถี่บอกคุณว่าข้อบกพร่องเกิดขึ้นบ่อยที่สุดที่ใด ในขณะที่ความรุนแรงบอกคุณว่าความเสี่ยงสูงสุดอยู่ที่ใด หากทั้งสองอย่างมีความสำคัญ ให้ใช้แผนภูมิพาเรโตสำหรับความถี่ และตรวจสอบความรุนแรงในเลเยอร์แยกต่างหาก เช่น คะแนน FMEA หรือเมทริกซ์การยกระดับปัญหา.
ข้อมูลที่ล้าสมัยยังสร้างลำดับความสำคัญที่ผิดพลาดได้อีกด้วย เซลล์การผลิตอาจยังคงทำงานตาม Pareto ของข้อบกพร่องในไตรมาสที่แล้ว แม้ว่าการเปลี่ยนเครื่องมือและการออกแบบอุปกรณ์จับยึดใหม่จะช่วยขจัดสาเหตุหลักเดิมไปแล้วก็ตาม หากช่วงเวลาของข้อมูลเก่าเกินไป ทีมของคุณอาจเริ่มดำเนินการแก้ไขในปัญหาที่ไม่ใช่ปัญหาหลักอีกต่อไป สำหรับกระบวนการที่เปลี่ยนแปลงอย่างรวดเร็ว รอบการอัปเดตรายสัปดาห์หรือแม้แต่รายวันมักจะมีประโยชน์มากกว่าการตรวจสอบแบบคงที่รายเดือน.
ตัวอย่างขนาดเล็กก็อาจเป็นอันตรายได้เช่นกัน หากการเปิดตัวรุ่นใหม่สร้างตัวอย่างเพียงเล็กน้อย ข้อบกพร่องทั้งหมด 25 รายการ ในช่วงสองสามวันแรก แท่งกราฟที่สูงที่สุดอาจสะท้อนถึงความผันผวนตามปกติในช่วงเริ่มต้นมากกว่ารูปแบบที่คงที่ ในกรณีเช่นนั้น ให้ใช้กราฟเป็นสัญญาณเบื้องต้น ไม่ใช่เป็นหลักฐานยืนยันปัญหาในระยะยาว หลักการที่ดีคือตรวจสอบว่าขนาดของกลุ่มตัวอย่างและระยะเวลาการเก็บข้อมูลนั้นเพียงพอที่จะแสดงถึงสภาวะการผลิตปกติหรือไม่.
เปลี่ยนการตีความให้เป็นการลงมือปฏิบัติ
เมื่อคุณระบุประเภทข้อบกพร่องที่สำคัญที่สุดได้แล้ว ให้กำหนดผู้รับผิดชอบหนึ่งราย การดำเนินการแก้ไขหนึ่งอย่าง และเส้นทางสาเหตุหลักหนึ่งเส้นทาง อย่าเริ่มโครงการปรับปรุงห้าโครงการเพียงเพราะแผนภูมิแสดงแท่งห้าแท่งทางด้านซ้าย โรงงานส่วนใหญ่จะได้ผลลัพธ์ที่ดีกว่าโดยการแก้ไขปัญหาหลักเพียงปัญหาเดียว จากนั้นสร้างแผนภูมิใหม่ด้วยข้อมูลใหม่ วินัยดังกล่าวจะช่วยป้องกันไม่ให้ทีมใช้เวลาด้านวิศวกรรมอย่างไม่ทั่วถึง นอกจากนี้ยังทำให้การทบทวน Pareto ครั้งต่อไปเชื่อมโยงกับผลกำไรที่แท้จริงในด้านของเสีย การทำงานซ้ำ หรือผลผลิตในครั้งแรกได้ง่ายขึ้น.
เมื่อข้อมูลมีความสมบูรณ์มากขึ้น โรงงานหลายแห่งจะติดตามลำดับความสำคัญเหล่านี้ในรูปแบบต่างๆ แผงควบคุมคุณภาพการผลิต เพื่อให้พวกเขาสามารถเปรียบเทียบกะการทำงาน สายการผลิต หรือกลุ่มผลิตภัณฑ์ได้โดยไม่ต้องสร้างการวิเคราะห์ใหม่ด้วยตนเอง แดชบอร์ดไม่ได้มาแทนที่การตีความ แต่ช่วยให้ผู้จัดการเห็นว่าหมวดหมู่หลักเดียวกันนั้นเกิดขึ้นอย่างต่อเนื่อง เกิดขึ้นเฉพาะที่ หรือกำลังดีขึ้นแล้ว นั่นคือเมื่อใด แผนภูมิพาเรโต มันจะไม่ใช่แค่สไลด์รายงานอีกต่อไป แต่จะกลายเป็นเครื่องมือควบคุมแทน.
การนำการวิเคราะห์พาเรโตมาใช้ในการผลิตเพื่อขจัดข้อบกพร่อง
A แผนภูมิพาเรโต การวิเคราะห์พาเรโตจะมีประโยชน์มากที่สุดเมื่อคุณเลิกมองว่ามันเป็นเพียงเครื่องมือสำหรับวิเคราะห์ข้อบกพร่องเท่านั้น ในทางปฏิบัติ การวิเคราะห์พาเรโตในภาคการผลิตช่วยให้ผู้นำฝ่ายต่างๆ จัดลำดับหมวดหมู่ความสูญเสียเพียงไม่กี่ประเภทที่ก่อให้เกิดอุปสรรคในการดำเนินงานของโรงงานมากที่สุด ไม่ว่าอุปสรรคนั้นจะปรากฏในรูปแบบของเวลาหยุดทำงาน ของเสีย การทำงานซ้ำ ปัญหาจากซัพพลายเออร์ หรือข้อร้องเรียนจากลูกค้า นี่คือจุดที่... กฎ 80/20 ในภาคการผลิต เมื่อนำไปปฏิบัติจริงแล้ว ไม่ใช่ทุกหมวดหมู่สมควรได้รับความสนใจเท่ากัน และไม่ใช่ทุกแผนภูมิที่จะนำไปสู่การกระทำแบบเดียวกัน.
สำหรับผู้จัดการฝ่ายผลิต: ให้ความสำคัญกับความสูญเสียจากการหยุดทำงานเป็นอันดับแรก
สำหรับผู้จัดการฝ่ายผลิต มุมมองพาเรโตที่มีค่าที่สุดมักจะเป็นเวลาหยุดทำงานจำแนกตามสาเหตุ มากกว่าจำนวนข้อบกพร่องจำแนกตามประเภท ตัวอย่างเช่น สายการผลิตบรรจุภัณฑ์อาจแสดงให้เห็นว่า การแก้ไขปัญหาการติดขัด ความล่าช้าในการเปลี่ยนกะ และความผิดพลาดของเซ็นเซอร์ ทำให้สูญเสียเวลาไป 781,000 นาที แม้ว่าผู้ปฏิบัติงานจะรายงานสาเหตุการหยุดทำงานที่แตกต่างกันถึงสิบประการตลอดทั้งกะก็ตาม นั่นทำให้การตอบสนองเปลี่ยนจาก “แก้ไขทุกอย่าง” เป็น “แก้ไขปัญหาการหยุดชะงักสามอันดับแรกก่อน”
ในกรณีนี้ ความถี่อย่างเดียวไม่เพียงพอ ดังนั้นแผนภูมิควรใช้เวลาหยุดทำงานทั้งหมดเป็นนาทีเป็นเกณฑ์ในการวัด การหยุดทำงานสั้นๆ ที่เกิดขึ้น 40 ครั้ง อาจมีความสำคัญน้อยกว่าความผิดพลาดที่เกิดขึ้นซ้ำๆ เพียงครั้งเดียวซึ่งกินเวลาสองชั่วโมงต่อวัน ควรใช้แผนภูมิพาเรโตควบคู่ไปกับแบบฟอร์มตรวจสอบอย่างง่ายหรือบันทึกการหยุดเครื่องจักร เพื่อให้สามารถบันทึกรหัสสาเหตุได้อย่างสม่ำเสมอตามสายการผลิตและกะการทำงาน.
สำหรับผู้จัดการแบบลีน: เน้นที่ปัจจัยที่ทำให้เกิดการทำงานซ้ำและการสูญเสียที่ซ่อนเร้นในโรงงาน
ผู้จัดการแบบลีนมักใช้การวิเคราะห์พาเรโตเพื่อเปิดเผยหมวดหมู่ที่ใช้แรงงานมากโดยไม่ปรากฏให้เห็นชัดเจนในตัวเลขของเศษวัสดุสำเร็จรูป ในโรงงานประกอบเครื่องใช้ไฟฟ้า การวิเคราะห์พาเรโตของการแก้ไขงานอาจแสดงให้เห็นว่า การแก้ไขการจัดแนวประตู การเดินสายไฟใหม่ และการขันน็อตให้แน่นขึ้น เป็นกระบวนการที่ใช้เวลาแก้ไขมากที่สุดในการตรวจสอบขั้นสุดท้าย ซึ่งเป็นสัญญาณบ่งชี้การปรับปรุงที่ชัดเจนกว่าการติดตามเฉพาะจำนวนการผ่าน/ไม่ผ่านเท่านั้น.
นี่คือเหตุผลที่แผนภูมิพาเรโตที่อิงตามชั่วโมงแรงงานจึงมีประโยชน์มากกว่าแผนภูมิพาเรโตแบบคลาสสิกที่อิงตามความถี่ของข้อบกพร่อง หมวดหมู่การแก้ไขงานบางประเภทอาจเกิดขึ้นไม่บ่อยนัก แต่กลับใช้เวลาของช่างเทคนิค ความพยายามในการปรับสมดุลสายการผลิต และค่าใช้จ่ายล่วงเวลามากกว่า เมื่อเป้าหมายคือการปรับปรุงแบบลีน แผนภูมิที่ดีที่สุดจะวัดทรัพยากรที่สูญเสียไป ไม่ใช่แค่จำนวนเหตุการณ์ที่เกิดขึ้น.
สำหรับวิศวกรกระบวนการผลิต: แยกสาเหตุของของเสียออกจากประเภทของอาการ
วิศวกรกระบวนการต้องการมุมมองแบบพาเรโตที่ช่วยแยกแยะความไม่เสถียรของกระบวนการ ไม่ใช่แค่จัดเรียงผลลัพธ์ที่มองเห็นได้ ในกระบวนการปั๊มโลหะ “ครีบ” “การบิดเบี้ยว” และ “รอยบนพื้นผิว” อาจปรากฏเป็นประเภทของเสียอันดับต้นๆ แต่สิ่งเหล่านั้นยังคงเป็นเพียงป้ายกำกับอาการเท่านั้น ขั้นตอนต่อไปคือการเชื่อมโยงแผนภูมิกับตัวแปรของกระบวนการ เช่น การสึกหรอของแม่พิมพ์ ความไม่สม่ำเสมอของการหล่อลื่น ความแปรปรวนของขดลวด หรือการจัดแนวเครื่องปั๊ม.
แผนภูมิพาเรโตควรใช้ควบคู่กับเครื่องมือวิเคราะห์สาเหตุหลักมากกว่าใช้เพียงอย่างเดียว ลำดับการใช้งานที่ดีคือ แบบฟอร์มตรวจสอบ → การจัดอันดับพาเรโต → การวิเคราะห์ 5 Whys หรือการวิเคราะห์ก้างปลา → การทดลองและการตรวจสอบความถูกต้อง. หากขาดความต่อเนื่อง ทีมงานอาจสร้างแผนภูมิที่เรียบร้อย แต่ก็ยังไม่สามารถลดของเสียได้อย่างยั่งยืน.
สำหรับผู้จัดการโรงงาน: จัดลำดับความสำคัญของซัพพลายเออร์และประเภทของการร้องเรียน
ในระดับโรงงาน การวิเคราะห์พาเรโตจะกลายเป็นเครื่องมือจัดลำดับความสำคัญแบบบูรณาการข้ามสายงาน ผู้จัดการโรงงานอาจตรวจสอบความไม่สอดคล้องของซัพพลายเออร์โดยพิจารณาจากต้นทุนของเหตุการณ์ ปริมาณสินค้าชำรุดที่เข้ามา หรือการหยุดชะงักของการผลิต ในขณะที่หมวดหมู่การร้องเรียนของลูกค้าอาจจัดอันดับตามปริมาณการส่งคืนหรือมูลค่าการเรียกร้อง จุดประสงค์ไม่ใช่การสร้างแผนภูมิหลักเพียงแผนภูมิเดียวสำหรับทั้งโรงงาน แต่เป็นการเปรียบเทียบว่าหมวดหมู่ "สำคัญไม่กี่หมวด" ใดบ้างที่ส่งผลเสียต่อประสิทธิภาพในแต่ละส่วนของห่วงโซ่คุณค่า.
แดชบอร์ดคุณภาพการผลิตทำให้เรื่องนี้ง่ายขึ้นมาก เพราะตรรกะพาเรโตเดียวกันสามารถแบ่งกลุ่มตามสายการผลิต กะการทำงาน กลุ่มผลิตภัณฑ์ โรงงาน หรือซัพพลายเออร์ได้ แทนที่จะต้องมาถกเถียงกันเรื่องรายงานรายเดือนแบบตายตัว ผู้จัดการสามารถดูได้ว่าปัญหากล่องกระดาษบุบเกิดขึ้นกระจุกตัวอยู่ที่สายการบรรจุใด สายการร้องเรียนเรื่องความสวยงามของสินค้าเกี่ยวข้องกับกลุ่มผลิตภัณฑ์ใด หรือความล้มเหลวในการกำหนดขนาดของสินค้าที่เข้ามานั้นมาจากล็อตสินค้าของซัพพลายเออร์รายใดรายหนึ่งโดยเฉพาะ.
มุมมองแบบแบ่งส่วนนี้มีความสำคัญอย่างยิ่งในการดำเนินงานที่มีหลายสายการผลิตหรือหลายสถานที่ แผนภูมิแบบผสมผสานอาจซ่อนการกระจุกตัวในพื้นที่และทำให้ปัญหาที่ไม่ถูกต้องดูใหญ่กว่าที่เป็นจริง เมื่อทีมใช้แดชบอร์ดเพื่อกรองผลลัพธ์ Pareto แบบไดนามิก พวกเขาจะดำเนินการจากอันดับไปสู่การปฏิบัติได้เร็วขึ้น.
เมื่อใดควรใช้แผนภูมิพาเรโตควบคู่กับเครื่องมืออื่นๆ
ใช้แผนภูมิพาเรโตเมื่อคุณต้องการตัดสินใจ จะเริ่มจากตรงไหนดี, แต่ก็อย่าคาดหวังว่ามันจะบอกคุณว่าปัญหาเกิดขึ้นได้อย่างไรหรือจะควบคุมมันได้อย่างไร สำหรับการวิเคราะห์ข้อบกพร่องด้านคุณภาพที่เกิดขึ้นซ้ำๆ การตรวจสอบเวลาหยุดทำงาน หรือการคัดกรองข้อร้องเรียน มันจะทำงานได้ดีที่สุดในฐานะชั้นการจัดลำดับความสำคัญเหนือการเก็บรวบรวมข้อมูลที่มีโครงสร้าง เมื่อหมวดหมู่หลักชัดเจนแล้ว ทีมควรเปลี่ยนไปใช้เครื่องมือติดตามที่เหมาะสมตามประเภทของปัญหา.
หากปัญหาคือการรายงานที่ไม่สอดคล้องกัน ให้เริ่มต้นด้วยแบบตรวจสอบและกำหนดหมวดหมู่ให้ชัดเจนยิ่งขึ้น หากปัญหาคือความไม่เสถียรของกระบวนการ ให้ใช้การวิเคราะห์หาสาเหตุที่แท้จริงและการตรวจสอบความถูกต้องของกระบวนการ หากปัญหาครอบคลุมหลายสายการผลิต ผลิตภัณฑ์ หรือซัพพลายเออร์ ให้เชื่อมต่อแผนภูมิกับแดชบอร์ดคุณภาพการผลิต เพื่อให้ผู้บริหารสามารถเปรียบเทียบรูปแบบต่างๆ ได้แบบเรียลไทม์ แทนที่จะพึ่งพาแผนภูมิพาเรโตแสดงข้อบกพร่องแบบคงที่เพียงแผนภูมิเดียว.
สรุป: นำหลักการของพาเรโตไปสู่การปฏิบัติจริง
A แผนภูมิพาเรโต ช่วยให้ทีมของคุณหยุดไล่ตามทุกปัญหาพร้อมกัน และหันมาโฟกัสที่สาเหตุหลักที่ก่อให้เกิดความสูญเสียด้านคุณภาพมากที่สุด ซึ่งเป็นสิ่งสำคัญในโรงงานจริง ที่เวลาของวิศวกร ความเอาใจใส่ของหัวหน้างาน และงบประมาณในการแก้ไขปัญหามักมีจำกัด แต่แผนภูมิเองก็เป็นเพียงจุดเริ่มต้นเท่านั้น หากข้อมูลข้อบกพร่องล่าช้า หมวดหมู่ไม่สอดคล้องกัน หรือการดำเนินการไม่ได้รับการติดตาม แม้แต่การวิเคราะห์พาเรโตที่ดีก็จะไม่นำไปสู่การปรับปรุงอย่างยั่งยืน.
Jodoo ช่วยให้ผู้ผลิตเปลี่ยนจากการวิเคราะห์ด้วยตนเองไปสู่เวิร์กโฟลว์คุณภาพที่เชื่อมต่อกัน ทีมงานสามารถใช้แบบฟอร์มที่ไม่ต้องเขียนโค้ดเพื่อบันทึกข้อบกพร่องในสายการผลิต กำหนดมาตรฐานหมวดหมู่ข้อบกพร่องให้ครอบคลุมทุกกะและผลิตภัณฑ์ และป้อนข้อมูลเหล่านั้นลงในรายงาน Pareto แบบเรียลไทม์และแดชบอร์ดคุณภาพการผลิตโดยอัตโนมัติ จากนั้น คุณสามารถเริ่มเวิร์กโฟลว์การแก้ไข กำหนดผู้รับผิดชอบ กำหนดวันครบกำหนด และตรวจสอบสถานะการปิดงานได้ในระบบเดียว.

หากคุณต้องการเปลี่ยนข้อมูลเชิงลึกของ Pareto ให้เป็นการดำเนินการในโรงงานที่รวดเร็วยิ่งขึ้น Jodoo คือแพลตฟอร์มแบบไม่ต้องเขียนโค้ดที่ใช้งานได้จริงสำหรับทีมการผลิตแบบลีน คุณสามารถ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่ามันเข้ากับกระบวนการควบคุมคุณภาพของคุณอย่างไร.

