
เรียกดูตามหมวดหมู่
บทนำ: เหตุใด SMED จึงมีความสำคัญต่อการผลิตสมัยใหม่
การเปลี่ยนสายการผลิตที่ใช้เวลานานไม่ได้แค่ทำให้เครื่องจักรหยุดทำงานเท่านั้น แต่ยังลดกำลังการผลิตที่มีอยู่ ทำให้คำสั่งซื้อล่าช้า เพิ่มเวลาทำงานล่วงเวลา และทำให้การผลิตสินค้าจำนวนน้อยทำได้ยากขึ้นและได้กำไรน้อยลง นั่นคือเหตุผลว่าทำไม สเมด ยังคงมีความสำคัญในสายการผลิตปัจจุบัน SMED ย่อมาจาก การเปลี่ยนลูกเต๋าในเวลาหนึ่งนาที, วิธีการแบบลีนที่ช่วยลดเวลาในการตั้งค่าและเปลี่ยนงาน.
สำหรับผู้จัดการฝ่ายผลิต ผู้นำด้านลีน ผู้จัดการโรงงาน วิศวกรอุตสาหกรรม และทีมงานซ่อมบำรุง การลดเวลาในการตั้งค่าส่งผลโดยตรงต่อ... โออีอี, การปฏิบัติตามกำหนดการ การใช้แรงงานอย่างมีประสิทธิภาพ และเวลาตอบสนองต่อการเปลี่ยนแปลงของความต้องการ แรงกดดันนี้เห็นได้ชัดในหลายภาคส่วน โรงงานผลิตรถยนต์ต้องการการเปลี่ยนรุ่นหรือชิ้นส่วนที่เร็วขึ้น สายการผลิตบรรจุภัณฑ์ต้องเผชิญกับการเปลี่ยนแปลง SKU บ่อยครั้ง โรงงานอิเล็กทรอนิกส์มีวงจรผลิตภัณฑ์ที่สั้นลง และโรงงานผลิตอาหารและเครื่องดื่มต้องเปลี่ยนการผลิตอย่างรวดเร็วโดยไม่กระทบต่อคุณภาพหรือสุขอนามัย แม้แต่การลดเวลาเปลี่ยนการผลิตลง 10-20 นาที ก็สามารถเพิ่มกำลังการผลิตได้หลายชั่วโมงต่อสัปดาห์ในสายการผลิตที่มีสินค้าหลากหลาย.
บทความนี้จะอธิบายว่าอะไร สเมด กล่าวคือ อธิบายวิธีการทำงานของกระบวนการ SMED และเหตุผลที่การแยกการตั้งค่าภายในออกจากการตั้งค่าภายนอกเป็นพื้นฐานของการเปลี่ยนงานที่รวดเร็วยิ่งขึ้น นอกจากนี้ยังแสดงให้เห็นว่าผู้ผลิตสามารถรักษาการปรับปรุงการเปลี่ยนงานแบบลีนได้อย่างยั่งยืนด้วยการดำเนินการแบบดิจิทัลที่เป็นมาตรฐาน แทนที่จะเป็นการปรับปรุงแบบไคเซ็นเพียงครั้งเดียว.
SMED คืออะไร: การตั้งค่าภายในและภายนอก
การตั้งค่าภายในจะหยุดสาย แต่การตั้งค่าภายนอกจะไม่หยุด
ตรรกะหลักของ สเมด มันง่ายมาก: แยกงานตั้งค่าที่ต้องทำในขณะที่เครื่องหยุดทำงาน ออกจากงานที่สามารถทำก่อนหรือหลังเครื่องหยุดทำงานได้ ในการเปลี่ยนแม่พิมพ์ภายในหนึ่งนาที, การตั้งค่าภายใน รวมถึงงานต่างๆ เช่น การถอดปลอกขึ้นรูป การเปลี่ยนก้ามหนีบปิดผนึก หรือการปรับตัวนำทาง ซึ่งจำเป็นต้องหยุดการทำงานของสายการผลิตบรรจุภัณฑ์ชั่วคราว. การตั้งค่าภายนอก ซึ่งรวมถึงการหยิบฟิล์มม้วนถัดไป การจัดเตรียมอุปกรณ์ การตรวจสอบสูตร การอุ่นส่วนประกอบ และการเตรียมฉลากในขณะที่สินค้า SKU ปัจจุบันยังคงวางจำหน่ายอยู่.
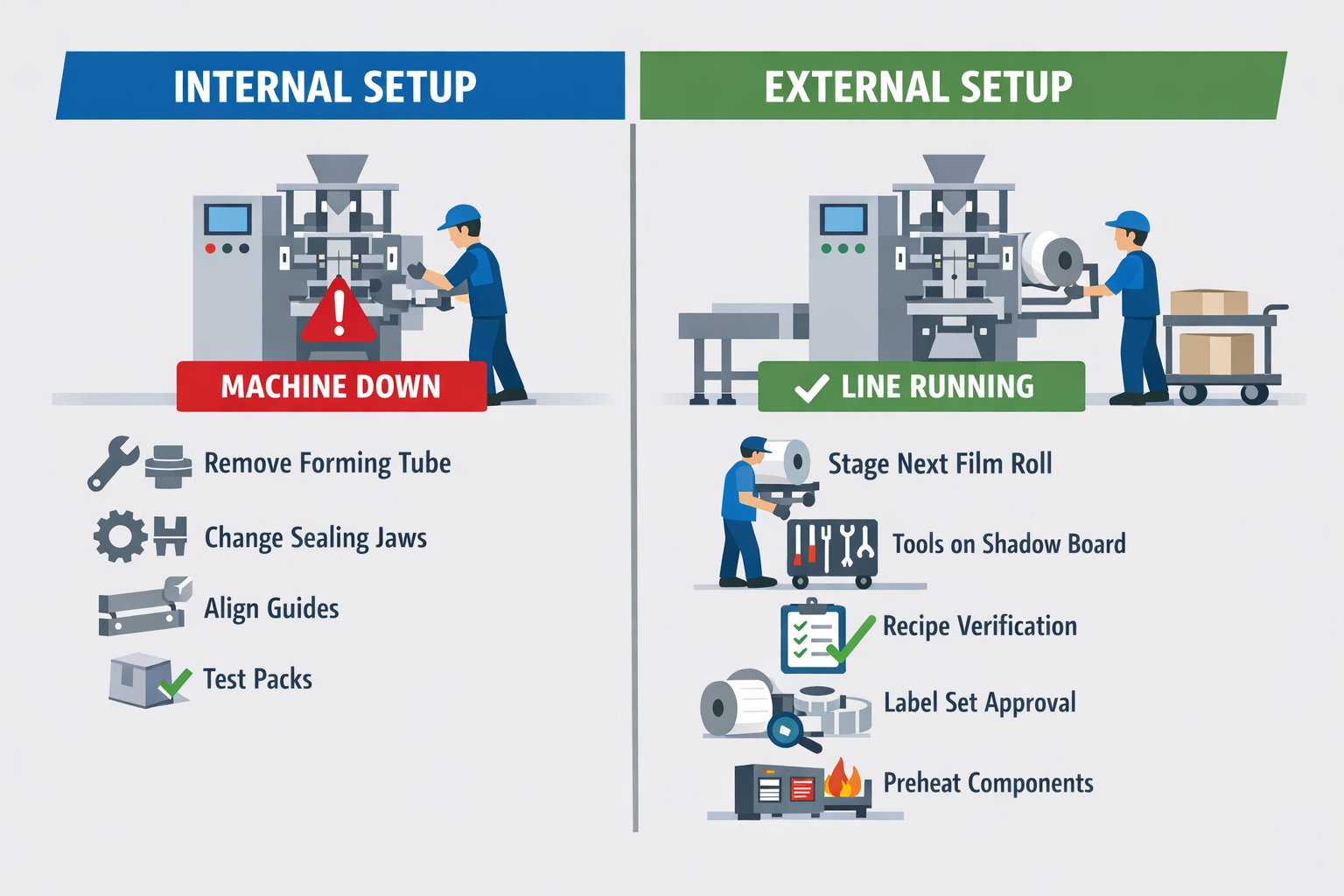
ความแตกต่างนี้มีความสำคัญ เพราะโรงงานหลายแห่งถือว่าการเปลี่ยนงานทั้งหมดเป็นเวลาหยุดทำงานของเครื่องจักร แม้ว่างานส่วนใหญ่จะไม่จำเป็นต้องใช้เวลาหยุดทำงานก็ตาม ในทางปฏิบัติ ผู้ปฏิบัติงานมักจะต้องรอเครื่องมือ ค้นหาชิ้นส่วน ตรวจสอบวัสดุ หรือขออนุมัติก็ต่อเมื่อสินค้าชุดสุดท้ายที่ใช้งานได้ดีออกจากสายการผลิตแล้วเท่านั้น นั่นคือเหตุผลที่ความก้าวหน้าครั้งแรกในกระบวนการ SMED ไม่ใช่การทำงานด้วยประแจที่เร็วขึ้น แต่เป็นการทำให้แน่ใจว่าการรอคอยที่หลีกเลี่ยงได้จะไม่ถูกซ่อนอยู่ภายในเวลาหยุดทำงานอีกต่อไป.
ตัวอย่างสายการผลิตบรรจุภัณฑ์: ที่ซึ่งเวลาสูญเปล่าอย่างแท้จริง
ลองพิจารณาสายการผลิตบรรจุภัณฑ์แบบซองที่เปลี่ยนจากบรรจุภัณฑ์ขนมขบเคี้ยวขนาด 200 กรัม เป็นบรรจุภัณฑ์สำหรับครอบครัวขนาด 500 กรัม ทีมงานบันทึกเวลาการเปลี่ยนผ่านไว้ที่ 42 นาที แต่เวลาดังกล่าวเป็นเวลาการตั้งค่าภายในที่แท้จริงเพียงบางส่วนเท่านั้น เมื่อพวกเขาตรวจสอบการเปลี่ยนผ่าน พวกเขาพบว่าใช้เวลา 11 นาทีในการค้นหาม้วนฟิล์มที่ถูกต้อง ตัวอย่างการพิมพ์ การเปลี่ยนชิ้นส่วน และเครื่องมือขันน็อต ทั้งหมดนี้เกิดขึ้นหลังจากที่เครื่องจักรหยุดทำงานแล้ว.
เสียเวลาไปอีก 7 นาทีเพราะพนักงานต้องเดินไปที่บริเวณร้านค้าสองครั้ง เรียกช่างมาปรับรางนำทางช้า และตรวจสอบคุณภาพฉลากใหม่หลังจากติดตั้งเสร็จแล้วเท่านั้น งานเหล่านี้ไม่ได้จำเป็นต้องหยุดสายการผลิตแต่อย่างใด นี่คือเหตุผลที่ตัวอย่างของ SMED มักแสดงให้เห็นถึงผลลัพธ์ที่รวดเร็วในช่วงแรกๆ เพราะความสูญเปล่าส่วนใหญ่มักเกิดจากการคัดแยกที่ไม่ดี ไม่ใช่แค่การทำงานที่ช้า.
ทีมงานแปลงงานภายในให้เป็นงานภายนอกได้อย่างไร
ในตัวอย่างการออกแบบบรรจุภัณฑ์ ทีมงานเริ่มต้นด้วยการตั้งคำถามเชิงปฏิบัติสำหรับแต่ละงาน: จำเป็นต้องหยุดเครื่องหรือไม่? หากคำตอบคือไม่ งานนั้นควรย้ายออกไปนอกช่วงเวลาเปลี่ยนผ่าน ม้วนฟิล์มถัดไปจะถูกจัดเตรียมไว้ที่สายการผลิต เครื่องมือที่ถูกต้องจะถูกวางไว้บนกระดานแสดงตัวอย่าง ใบสั่งงานของ SKU ถัดไปจะได้รับการตรวจสอบล่วงหน้า และฝ่ายคุณภาพจะลงนามรับรองชุดฉลากก่อนที่การผลิตในรอบปัจจุบันจะสิ้นสุดลง.
การปรับเปลี่ยนเพียงเล็กน้อยนี้สามารถลดเวลาการผลิตที่สูญเสียไปได้หลายนาทีโดยไม่ต้องเปลี่ยนเครื่องจักรเลย งานอย่างเช่น “หาชุดขากรรไกรที่ถูกต้อง” จะกลายเป็น “ตรวจสอบและจัดเตรียมชุดขากรรไกรก่อนหยุด” งานอย่างเช่น “รอการยืนยันจากหัวหน้างาน” จะกลายเป็น “ยืนยันผลิตภัณฑ์ถัดไปและกำหนดตารางเวลาก่อนที่ชุดสุดท้ายจะเสร็จ” นี่คือพื้นฐานของการลดเวลาการตั้งค่าในเครื่องจักร สเมด: จัดการงานที่ค้างอยู่ให้เรียบร้อยก่อน จากนั้นค่อยปรับปรุงงานที่เหลืออยู่.
อะไรที่ยังคงเป็นเรื่องภายใน และทำไมจึงต้องทำให้ง่ายขึ้น
งานบางอย่างจะยังคงเป็นงานภายในเสมอ เพราะต้องเข้าถึงเครื่องจักรโดยตรงในระหว่างการปิดระบบ ในสายการผลิตบรรจุภัณฑ์นั้น รวมถึงการถอดท่อขึ้นรูปปัจจุบัน การติดตั้งชิ้นส่วนเปลี่ยนใหม่ การจัดแนวตัวนำ และการทดสอบบรรจุภัณฑ์ครั้งแรก เมื่อแยกงานเหล่านั้นออกมาแล้ว ทีมงานสามารถปรับปรุงงานเหล่านั้นได้ด้วยวิธีการยึดที่ง่ายขึ้น กฎลำดับขั้นตอนที่ชัดเจน และการทำงานแบบคู่ขนานระหว่างผู้ปฏิบัติงานและช่างเทคนิค.
นี่คือจุดที่ความพยายามลดเวลาในการเปลี่ยนงานหลายอย่างมีความเป็นระบบระเบียบมากขึ้น แทนที่จะให้ผู้ปฏิบัติงานคนเดียวทำทุกอย่างตามลำดับ คนหนึ่งสลับเส้นทางฟิล์ม ในขณะที่อีกคนหนึ่งเปลี่ยนตัวนำและตรวจสอบการตั้งค่า แม้แต่การเปลี่ยนแปลงการออกแบบเล็กๆ น้อยๆ เช่น การใช้แคลมป์แบบปลดเร็วแทนการใช้ตัวยึดแบบขันน็อต ก็สามารถลดเวลาภายในได้อย่างมาก การศึกษาเกี่ยวกับการใช้งาน SMED มักรายงานว่า... ลดเวลาในการตั้งค่าจากรุ่น 30% เป็น 70%, โดยเฉพาะอย่างยิ่งเมื่อโรงงานเริ่มมอบหมายการเตรียมการภายนอกให้ก่อน แล้วจึงปรับปรุงกระบวนการทำงานที่เหลืออยู่ให้มีประสิทธิภาพยิ่งขึ้น.
เหตุใดพืชจึงพลาดผลประโยชน์จาก SMED ที่เกิดขึ้นได้ง่าย
การสูญเสียผลกำไรส่วนใหญ่เกิดจากมาตรฐานการเตรียมงานที่อ่อนแอมากกว่าข้อจำกัดทางวิศวกรรมที่ซับซ้อน หากไม่มีการจัดสรรเครื่องมือ ชิ้นส่วนไม่ได้ถูกจัดเตรียม สูตรการผลิตไม่ได้ถูกตรวจสอบ และความรับผิดชอบไม่ชัดเจน ทีมงานจะรับเอาความไม่เป็นระเบียบนั้นไปในช่วงเวลาที่เครื่องจักรหยุดทำงาน การหยุดทำงานของเครื่องจักรกลายเป็นที่เก็บรวบรวมทุกการตัดสินใจที่ผิดพลาด ชิ้นส่วนที่ขาดหายไป และการส่งมอบงานที่ขาดหายไป.
ในสถานการณ์การบรรจุภัณฑ์ เวลาเปลี่ยนสายการผลิตเดิม 42 นาทีลดลง เนื่องจากทีมงานเลิกมองการตั้งค่าเป็นช่วงเวลาเดียว พวกเขาแยกแขั้นตอนภายนอกออก เปลี่ยนขั้นตอนเหล่านั้นก่อนที่สายการผลิตจะหยุด และเหลือเพียงงานที่จำเป็นต้องทำในขณะที่เครื่องจักรหยุดทำงานไว้ภายในช่วงเวลานั้น นั่นคือสิ่งที่ทำให้การปรับปรุงการเปลี่ยนสายการผลิตแบบลีนเป็นไปได้จริง ไม่ใช่การไล่ตาม "นาทีเดียว" เป็นเพียงสโลแกน แต่เป็นการนำไปใช้จริง สเมด ด้วยวิธีการที่ช่วยลดเวลาที่สูญเสียไปทีละขั้นตอน.
กระบวนการ SMED: แผนงานทีละขั้นตอนเพื่อลดเวลาในการเปลี่ยนงาน
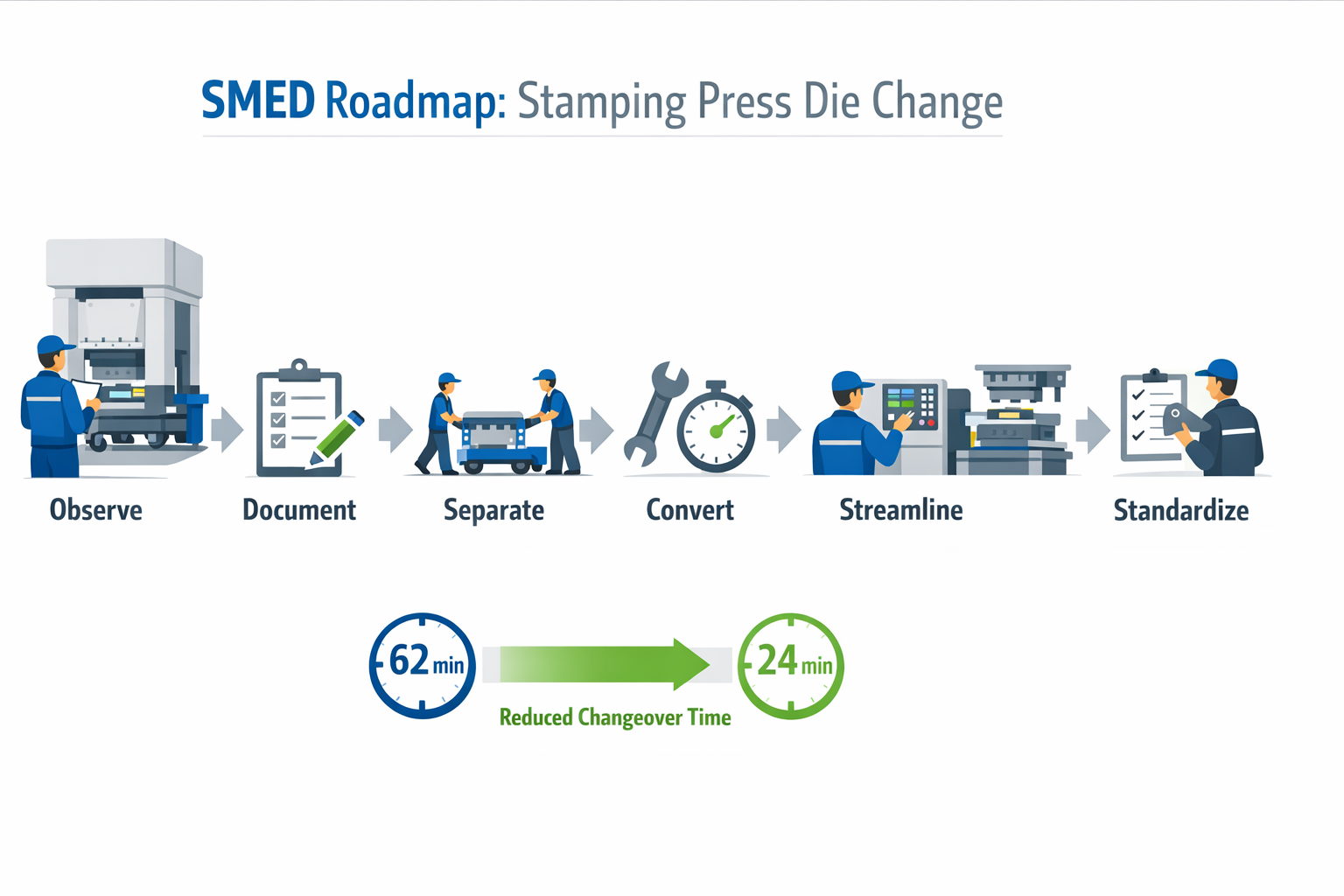
ในทางปฏิบัติ สเมด กระบวนการนี้เป็นไปตามลำดับที่ชัดเจน: สังเกตการเปลี่ยนแปลงในปัจจุบัน บันทึกทุกงานตามลำดับ แยกงานภายในและภายนอก เปลี่ยนงานที่หยุดชะงักให้เป็นงานเตรียมการภายนอกให้มากที่สุดเท่าที่จะเป็นไปได้ ปรับปรุงงานภายในที่เหลืออยู่ให้มีประสิทธิภาพ และสุดท้ายกำหนดมาตรฐานวิธีการใหม่.
ในโรงงานส่วนใหญ่ ผลประโยชน์ที่ยิ่งใหญ่ที่สุดมาจากการใส่ใจในรายละเอียดเล็กๆ น้อยๆ มากกว่าการออกแบบใหม่ครั้งใหญ่เพียงครั้งเดียว เช่น การกำหนดบทบาทล่วงหน้า การจัดเตรียมเครื่องมือล่วงหน้า การใช้กล้องวิดีโอเพื่อเปิดเผยการเคลื่อนไหวที่สูญเปล่า และการตรวจสอบชิ้นส่วนที่ดีชิ้นแรกโดยไม่ล่าช้า ในตัวอย่างงานโลหะด้านล่าง สายการผลิตที่เปลี่ยนจากชิ้นส่วนยึดที่ปั๊มขึ้นรูปชิ้นหนึ่งไปยังอีกชิ้นหนึ่ง ใช้ลำดับขั้นตอนที่แน่นอนนี้เพื่อลดการสูญเสียในการตั้งค่าทีละขั้นตอน แทนที่จะพึ่งพาการลองผิดลองถูก.
สังเกตการเปลี่ยนกระแสไฟฟ้าแบบเรียลไทม์
เริ่มต้นด้วยการสังเกตการเปลี่ยนกะงานจริงโดยตรง ไม่ใช่จากวิธีการที่เขียนไว้ใน SOP (ขั้นตอนการปฏิบัติงานมาตรฐาน) บันทึกเหตุการณ์ทั้งหมดลงในวิดีโอ บันทึกเวลา และจดบันทึกว่าใครทำอะไรบ้าง ตั้งแต่ส่วนที่ดีที่สุดส่วนสุดท้ายของการทำงานครั้งก่อน จนถึงส่วนที่ดีที่สุดส่วนแรกของการทำงานครั้งถัดไป การศึกษาเกี่ยวกับโปรแกรมปรับปรุงการตั้งค่าแสดงให้เห็นอย่างสม่ำเสมอว่า ทีมงานประเมินการเคลื่อนไหวที่สูญเปล่า การรอคอย และการค้นหาต่ำเกินไป จนกว่าพวกเขาจะได้ตรวจสอบการเปลี่ยนกะงานทีละเฟรม.
ในตัวอย่างสายการผลิต ทีมงานได้ถ่ายทำขั้นตอนการเปลี่ยนแม่พิมพ์ที่ใช้เวลา 62 นาที บนเครื่องปั๊มขึ้นรูปขนาด 400 ตัน วิดีโอแสดงให้เห็นว่าผู้ปฏิบัติงานรอรถยก เดินไปหยิบแคลมป์ และหยุดชะงักขณะที่ฝ่ายซ่อมบำรุงกำลังหาประแจวัดแรงบิดที่ถูกต้อง ความล่าช้าเหล่านี้ไม่ได้เพิ่มมูลค่าใดๆ แต่กลับทำให้เวลาการผลิตที่สูญเสียไปเพิ่มขึ้น.
บันทึกทุกขั้นตอนและกำหนดผู้รับผิดชอบ
เมื่อบันทึกขั้นตอนการเปลี่ยนแม่พิมพ์แล้ว ให้แบ่งขั้นตอนนั้นออกเป็นงานย่อยๆ โดยระบุเวลาที่แน่นอน เครื่องมือที่จำเป็น และบทบาทที่รับผิดชอบ หลีกเลี่ยงการใช้คำกว้างๆ เช่น “เตรียมแม่พิมพ์” หรือ “ปรับเครื่องจักร” เพราะคำเหล่านั้นจะซ่อนแหล่งที่มาของความล่าช้าที่สำคัญในงานเปลี่ยนแม่พิมพ์ที่ใช้เวลาเพียงหนึ่งนาที แผนผังกระบวนการ SMED ที่ดีจะแสดงลำดับ ระยะเวลา ผู้รับผิดชอบ และว่าจำเป็นต้องหยุดเครื่องจักรสำหรับแต่ละงานหรือไม่.
สำหรับสายการผลิตแม่พิมพ์ ทีมงานได้ระบุขั้นตอนการทำงานมากกว่า 30 ขั้นตอน รวมถึงการหยิบแม่พิมพ์ชิ้นต่อไป การคลายแคลมป์ การกำจัดเศษวัสดุออกจากแท่นรอง การทำความสะอาดพื้นผิวตัวกำหนดตำแหน่ง การเชื่อมต่อสายลม การป้อนการตั้งค่าสูตร และการทดลองพิมพ์ รายละเอียดในระดับนี้ทำให้มองเห็นได้ง่ายขึ้นว่าผู้ปฏิบัติงาน พนักงานห้องเครื่องมือ และฝ่ายซ่อมบำรุงสามารถทำงานพร้อมกันได้ที่ใดบ้าง แทนที่จะต้องรอซึ่งกันและกัน นอกจากนี้ยังเผยให้เห็นงานที่ทำซ้ำๆ เพียงเพราะไม่มีใครรับผิดชอบอย่างชัดเจน.
งานติดตั้งภายในและภายนอกแยกกัน
ขั้นตอนต่อไปคือการจำแนกประเภทกิจกรรมแต่ละอย่างให้ถูกต้อง งานภายในจะเกิดขึ้นได้ก็ต่อเมื่อเครื่องหยุดทำงานเท่านั้น ในขณะที่งานภายนอกสามารถทำได้ก่อนปิดเครื่องหรือหลังจากรีสตาร์ทโดยไม่ส่งผลกระทบต่อผลผลิต สเมด ตัวอย่างต่างๆ หยุดชะงักตรงนี้เพราะทีมงานจำแนกงานกันอย่างหลวมๆ และปล่อยให้การเตรียมการอยู่ในช่วงเวลาพักผ่อน.
ในตัวอย่างการปั๊มขึ้นรูป การหยิบแม่พิมพ์ถัดไป การตรวจสอบสภาพแม่พิมพ์ การรวบรวมแคลมป์ และการโหลดพารามิเตอร์โปรแกรมถัดไป ล้วนถูกย้ายไปอยู่ในขั้นตอนการเตรียมการภายนอก ส่วนการถอดแม่พิมพ์ การติดตั้งแม่พิมพ์ การล็อคแคลมป์ และการตรวจสอบความปลอดภัยขั้นสุดท้าย ยังคงอยู่ในขั้นตอนภายใน เนื่องจากต้องหยุดเครื่องปั๊มก่อน การแยกส่วนนี้เพียงอย่างเดียวช่วยลดความสับสนและสร้างพื้นฐานสำหรับการลดเวลาในการเปลี่ยนงานได้อย่างแท้จริง.
แปลงงานที่หยุดเวลาไว้ให้เป็นการเตรียมการภายนอก
หลังจากจัดประเภทแล้ว ให้ตั้งคำถามง่ายๆ กับทุกขั้นตอนการทำงานภายในเครื่อง: เครื่องจักรจำเป็นต้องหยุดทำงานเพื่อทำขั้นตอนนี้จริงๆ หรือไม่? หากไม่จำเป็น ให้ย้ายขั้นตอนดังกล่าวออกไปนอกช่วงเวลาปิดเครื่องโดยใช้การเตรียมการล่วงหน้า การเตรียมการแบบออฟไลน์ หรือการทำงานสนับสนุนแบบคู่ขนาน นี่คือจุดที่การลดเวลาในการตั้งค่ามักจะเร็วขึ้น เพราะเวลาหลายนาทีจะหายไปโดยไม่ต้องเปลี่ยนแปลงเครื่องจักรเลย.
ในสายการผลิต เครื่องปั๊มขึ้นรูปจะนำแม่พิมพ์ตัวถัดไปมายังจุดเตรียมการก่อนที่การผลิตชุดสุดท้ายจะสิ้นสุดลง และอุปกรณ์ยึด สลักเกลียว และเกจวัดที่จำเป็นทั้งหมดจะถูกวางไว้บนรถเข็นสำหรับเปลี่ยนแม่พิมพ์โดยเฉพาะ ฝ่ายบำรุงรักษาจะตรวจสอบข้อต่อไฮดรอลิกและจุดหล่อลื่นก่อนที่เครื่องปั๊มจะหยุดทำงาน ในขณะที่ผู้ปฏิบัติงานจะโหลดโปรแกรมชิ้นส่วนและเอกสารคุณภาพที่ถูกต้องล่วงหน้า สิ่งที่เคยเกิดขึ้นในช่วงเวลาหยุดทำงาน ตอนนี้จะเกิดขึ้นในขณะที่งานปัจจุบันยังคงดำเนินอยู่.
ปรับปรุงขั้นตอนการทำงานภายในที่ยังคงเหลืออยู่ให้มีประสิทธิภาพยิ่งขึ้น
เมื่อทำการย้ายงานออกไปภายนอกเสร็จแล้ว ให้ปรับปรุงงานภายในที่ไม่สามารถเคลื่อนย้ายได้ เน้นการลดการเคลื่อนไหว การยึดที่รวดเร็วขึ้น การปรับแต่งที่น้อยลง และการประสานงานที่ดีขึ้นระหว่างบุคคล การปรับปรุงที่พบได้ทั่วไป ได้แก่ แคลมป์แบบปลดเร็ว หมุดกำหนดตำแหน่ง ตัวหยุดที่ตั้งไว้ล่วงหน้า การเชื่อมต่อด้วยรหัสสี และการทำงานแบบคู่ขนานตามบทบาท แทนที่จะให้คนคนเดียวทำทุกอย่างตามลำดับ.
ในตัวอย่างงานโลหะ โรงงานได้เปลี่ยนจากสลักเกลียวแบบเดิมมาใช้แคลมป์แบบปลดเร็ว และทำเครื่องหมายตำแหน่งแม่พิมพ์มาตรฐานเพื่อลดเวลาในการจัดแนว ปัจจุบันมีคนสองคนทำงานพร้อมกันในขั้นตอนภายใน: ผู้ควบคุมเครื่องจักรจัดการการเปลี่ยนแม่พิมพ์และการตั้งค่าเครื่องจักร ในขณะที่ช่างซ่อมบำรุงเชื่อมต่อระบบสาธารณูปโภคและตรวจสอบแรงบิดของแคลมป์ การตรวจสอบชิ้นส่วนที่ดีชิ้นแรกก็เข้มงวดมากขึ้นโดยใช้แบบฟอร์มตรวจสอบที่กำหนดไว้ล่วงหน้า เพื่อไม่ให้ทีมเสียเวลาไปกับการถกเถียงว่าการตั้งค่าเสร็จสมบูรณ์หรือไม่.
กำหนดมาตรฐานวิธีการใหม่และยืนยันชิ้นส่วนที่ดีชิ้นแรก
ขั้นตอนสุดท้ายคือการนำวิธีการปรับปรุงไปใช้ในการปฏิบัติงานประจำวันอย่างถาวร บันทึกลำดับขั้นตอนที่ดีที่สุด เวลาเป้าหมาย รายการเครื่องมือ จุดตรวจสอบ และการมอบหมายบทบาท เพื่อให้ผลลัพธ์ไม่ขึ้นอยู่กับผู้ปฏิบัติงานที่มีทักษะเพียงคนเดียว หากไม่มีการกำหนดมาตรฐาน การปรับปรุงกระบวนการเปลี่ยนผ่านแบบลีนมักจะจางหายไปภายในไม่กี่สัปดาห์ เนื่องจากทีมงานจะกลับไปใช้พฤติกรรมเดิมๆ.
สำหรับเครื่องปั๊มขึ้นรูป มาตรฐานใหม่นี้กำหนดว่าใครเป็นผู้จัดเตรียมแม่พิมพ์ ต้องทำการตรวจสอบภายนอกเมื่อใด ลำดับขั้นตอนภายในที่แน่นอน และเกณฑ์สำหรับการยืนยันชิ้นส่วนที่ดีชิ้นแรก หลังจากการเปลี่ยนแปลงนี้ เวลาในการตั้งค่าลดลงจาก 62 นาทีเหลือ 24 นาที ในขณะที่เศษวัสดุจากการเริ่มต้นการผลิตก็ลดลงเช่นกัน เนื่องจากขั้นตอนการตั้งค่าและการตรวจสอบมีความสม่ำเสมอมากขึ้น นั่นคือเป้าหมายที่แท้จริงของมาตรฐานใหม่นี้ สเมด กระบวนการ: ไม่ใช่แค่การเปลี่ยนงานที่รวดเร็วขึ้นในครั้งเดียว แต่เป็นวิธีการที่ทำซ้ำได้ซึ่งให้ผลลัพธ์ที่เสถียรทุกครั้ง.
วิธีการวัดผลและรักษาความต่อเนื่องของการปรับปรุง SMED
ระบุเวลาเปลี่ยนระบบให้ชัดเจน
ถ้าคุณต้องการ สเมด เพื่อให้ผลลัพธ์คงอยู่ได้นานกว่าแค่ในโรงงานซ่อม คุณจำเป็นต้องมีกฎการกำหนดเวลาที่แม่นยำ ในโรงงานส่วนใหญ่ จุดเริ่มต้นควรเป็นชิ้นส่วนที่ดีที่สุดชิ้นสุดท้ายของการผลิตครั้งก่อน หรือช่วงเวลาที่สายการผลิตเริ่มหยุดทำงานเพื่อเปลี่ยนแม่พิมพ์ และจุดหยุดควรเป็นชิ้นส่วนที่ดีที่สุดชิ้นแรกที่ความเร็วมาตรฐานสำหรับการผลิตครั้งต่อไป เงื่อนไขสุดท้ายนี้มีความสำคัญ เพราะเครื่องจักรที่เริ่มทำงานช้าหรือผลิตข้อบกพร่องเร็วเกินไป แสดงว่ายังเปลี่ยนแม่พิมพ์ไม่เสร็จสมบูรณ์ในเชิงการปฏิบัติงาน กล่าวอีกนัยหนึ่ง การเปลี่ยนแม่พิมพ์ภายในหนึ่งนาทีไม่ได้เป็นเพียงเรื่องของเวลาในการสลับทางกลไกเท่านั้น แต่ยังเกี่ยวกับการฟื้นฟูการผลิตให้มีเสถียรภาพด้วย.
คำจำกัดความนี้ต้องสอดคล้องกันในแต่ละสายการผลิต กลุ่มผลิตภัณฑ์ และกะการทำงาน หากหัวหน้างานคนหนึ่งหยุดนาฬิกาที่ "เครื่องจักรทำงาน" ในขณะที่อีกคนหยุดที่ "ชิ้นส่วนแรกที่ได้รับการอนุมัติ" ข้อมูลของคุณจะแสดงให้เห็นถึงการลดเวลาในการตั้งค่าที่สูงเกินจริง ตัวอย่างเช่น เครื่องบรรจุอาหารและเครื่องดื่มอาจเริ่มทำงานใหม่ได้อย่างรวดเร็ว แต่ยังคงต้องตรวจสอบฉลาก ตรวจสอบการปิดผนึก และยืนยันน้ำหนักก่อนที่ผลผลิตจะพร้อมจำหน่ายอย่างแท้จริง หากไม่มีมาตรฐานเวลาที่ใช้ร่วมกัน การปรับปรุงการเปลี่ยนกะการทำงานแบบลีนจึงยากที่จะเปรียบเทียบระหว่างเหตุการณ์หรือโรงงานต่างๆ.
ติดตามตัวชี้วัด SMED ที่ถูกต้องหลังการใช้งาน
เวลาเปลี่ยนกะโดยเฉลี่ยมีความสำคัญ แต่เพียงอย่างเดียวไม่เพียงพอ หลังจากปรับปรุงกระบวนการด้วย SMED แล้ว คุณควรติดตามอย่างน้อยเวลาการตั้งค่าโดยเฉลี่ย เวลาการตั้งค่าแบบมัธยฐาน เวลาที่ดีที่สุด ความแปรปรวนตามกะ เวลาในการผลิตชิ้นส่วนที่ดีชิ้นแรก ของเสียจากการเริ่มต้น การส่งผลกระทบต่อการบรรลุเป้าหมายตามกำหนดการ และสาเหตุหลักของการผลิตเกินเวลา การวัดเหล่านี้จะแยกความสามารถที่แท้จริงของกระบวนการออกจากความสำเร็จที่เกิดขึ้นเฉพาะในช่วงสัปดาห์ไคเซ็น และแสดงให้เห็นว่าวิธีการใหม่นั้นสามารถทำซ้ำได้ภายใต้สภาวะการทำงานปกติหรือไม่.
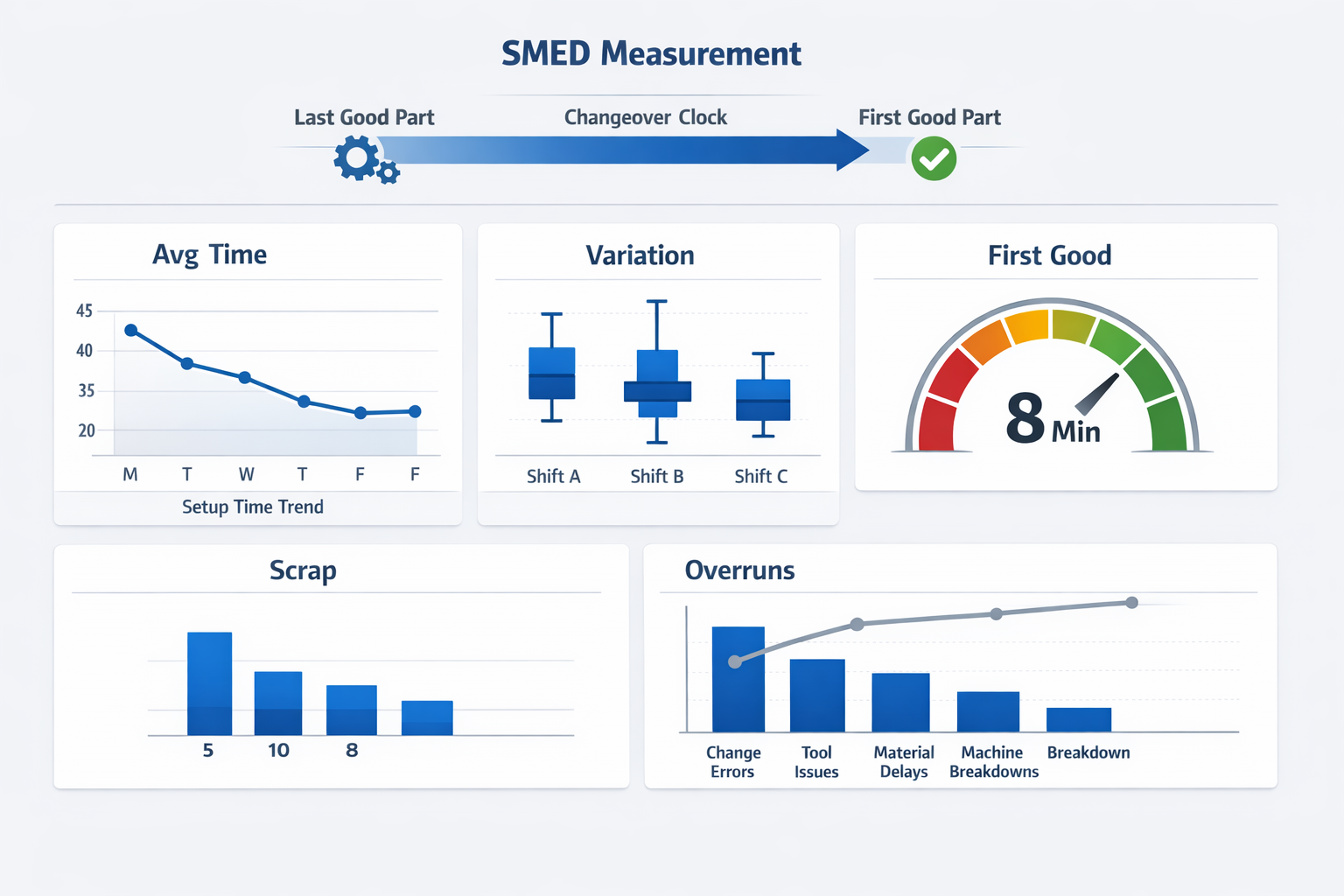
ความแปรผัน บ่อยครั้ง ข้อมูลที่รวดเร็วกว่าค่าเฉลี่ยจะบอกอะไรได้มากกว่านั้น หากสายการผลิต SMT อิเล็กทรอนิกส์ปรับปรุงเวลาเปลี่ยนชิ้นงานเฉลี่ยจาก 42 นาทีเหลือ 28 นาที แต่ยังคงอยู่ในช่วง 22 ถึง 41 นาที ขึ้นอยู่กับความพร้อมของพนักงานควบคุมและเครื่องป้อนชิ้นงาน แสดงว่ากระบวนการยังไม่ได้รับการควบคุม ในทางตรงกันข้าม สายการผลิตที่ลดเวลาเปลี่ยนชิ้นงานจาก 40 นาทีเหลือ 30 ถึง 32 นาทีอย่างคงที่ อาจสร้างคุณค่าในการวางแผนได้มากขึ้น เพราะการกำหนดตารางการผลิต การจัดสรรแรงงาน และข้อผูกพันในการส่งมอบสินค้าจะคาดการณ์ได้ง่ายขึ้น สำหรับผู้จัดการโรงงานแล้ว ความผันแปรที่ลดลงมักมีคุณค่าพอๆ กับค่าเฉลี่ยที่เร็วขึ้น.
แยกการปรับปรุงด้านความเร็วออกจากการปรับปรุงด้านเสถียรภาพ
ตัวอย่าง SMED จำนวนมากเน้นตัวเลขหลัก แต่ละเลยรายละเอียดอื่นๆ ความสม่ำเสมอ. ทีมงานอาจรายงานว่าลดเวลาเปลี่ยนการผลิตได้ 30% แต่ถ้าหากครึ่งหนึ่งของผลประโยชน์ที่ได้รับหายไปในกะกลางคืนหรือกับสินค้าที่มีความซับซ้อน โรงงานก็จะมีประสิทธิภาพการทำงานที่ดีขึ้นเพียงแค่ในกระดาษเท่านั้น นั่นเป็นเหตุผลว่าทำไมการลดเวลาการตั้งค่าจึงควรได้รับการตรวจสอบตามประเภทของผลิตภัณฑ์ ทีมงาน ชุดเครื่องมือ และสภาพของเครื่องจักร แทนที่จะใช้ค่าเฉลี่ยแบบผสม การมุ่งหวังคือวิธีการที่สามารถใช้งานได้ในสภาพการทำงานปกติของโรงงาน ไม่ใช่การสาธิตเพียงครั้งเดียว.
เรื่องนี้สำคัญอย่างยิ่ง โดยเฉพาะอย่างยิ่งในกรณีที่การตรวจสอบคุณภาพในช่วงเริ่มต้นมีความสำคัญ ในอุตสาหกรรมบรรจุภัณฑ์อาหาร การเปลี่ยนรูปแบบอย่างรวดเร็วอาจยังคงนำไปสู่การสูญเสียในช่วงเริ่มต้นที่ยาวนานขึ้น หากการตั้งค่าอุณหภูมิคลาดเคลื่อน การจัดเรียงฟิล์มไม่ถูกต้อง หรือการพิมพ์รหัสต้องแก้ไขใหม่ ในอุตสาหกรรมอิเล็กทรอนิกส์ การเปลี่ยนตัวป้อนอาจเสร็จสมบูรณ์ทางกลไกแล้ว แต่ผลผลิตในรอบแรกอาจลดลงได้หากการตรวจสอบชิ้นส่วนทำอย่างเร่งรีบ ในทั้งสองกรณี ตัวชี้วัดที่แท้จริงของการลดเวลาการเปลี่ยนผ่านคือ ผลผลิตที่เสถียร ไม่ใช่แค่การหยุดทำงานที่สั้นลง.
เหตุใดผลลัพธ์ของ SMED มักจะจางหายไปหลังจากกิจกรรมไคเซ็น
สาเหตุที่พบบ่อยที่สุดที่ทำให้การปรับปรุง SMED ล้มเหลวไม่ใช่ปัญหาทางเทคนิค แต่เป็นเพราะ... การควบคุมที่อ่อนแอ หลังจากนำไปใช้งานแล้ว ทีมงานทำการเปลี่ยนแปลงอย่างชาญฉลาดระหว่างการจัดงาน แต่แล้วก็กลับไปสู่สภาพเดิมเพราะขั้นตอนการทำงานมาตรฐานไม่ชัดเจน กฎการเตรียมการไม่ได้รับการตรวจสอบ และไม่มีใครรับผิดชอบในการติดตามความล่าช้าที่เกิดขึ้นซ้ำๆ เมื่อเวลาผ่านไป เครื่องมือหายไป รถเข็นไม่ได้รับการเติมของ รายการตรวจสอบถูกละเลย และ "วิธีการใหม่" กลายเป็นสิ่งที่ไม่จำเป็น ผลที่ได้คือ กระบวนการ SMED มีอยู่ในสไลด์นำเสนอ แต่ไม่ได้ถูกนำมาใช้ในทางปฏิบัติในชีวิตประจำวัน.
การกำหนดรหัสเหตุผลอย่างมีระเบียบวินัยเป็นหนึ่งในวิธีที่ง่ายที่สุดในการป้องกันการถอยหลัง เมื่อการเปลี่ยนงานที่เกินเป้าหมายทุกครั้งถูกระบุสาเหตุที่เฉพาะเจาะจง เช่น แม่พิมพ์หาย รอการอนุมัติคุณภาพ การปรับแต่งเกินเวลา การทำความสะอาดล่าช้า หรือปัญหาการบำรุงรักษา งานปรับปรุงก็จะกลายเป็นข้อเท็จจริงแทนที่จะเป็นเพียงเรื่องเล่า หลังจากผ่านไปไม่กี่สัปดาห์ รูปแบบต่างๆ มักจะปรากฏขึ้นอย่างรวดเร็ว: เครื่องจักรหนึ่งเครื่อง กลุ่มผลิตภัณฑ์หนึ่งกลุ่ม หรือจุดส่งมอบงานหนึ่งจุดเป็นสาเหตุหลักของการสูญเสียเวลามากที่สุด นั่นคือจุดที่การปรับปรุงการเปลี่ยนงานแบบลีนสามารถจัดการได้.
ผนวกความยั่งยืนเข้ากับการบริหารจัดการประจำวัน
เพื่อให้การปรับปรุงประสิทธิภาพการทำงานคงอยู่ได้ยาวนาน โรงงานจำเป็นต้องมีขั้นตอนการทำงานที่เป็นมาตรฐาน สามารถมองเห็นได้ ตรวจสอบได้ และเชื่อมโยงกับความรับผิดชอบ ซึ่งโดยปกติแล้วหมายถึงลำดับการเปลี่ยนงานที่บันทึกไว้ การกำหนดความรับผิดชอบของงานตามบทบาท เวลาเป้าหมายสำหรับขั้นตอนสำคัญ และการตรวจสอบหลายระดับเพื่อยืนยันว่าได้ปฏิบัติตามวิธีการแล้ว วงจรการตรวจสอบที่สั้นลงก็ช่วยได้เช่นกัน หัวหน้างานไม่ควรต้องรอการประชุม Lean รายเดือนเพื่อตรวจสอบว่าทำไมเวลาจริงจึงคลาดเคลื่อนไปในสัปดาห์ที่แล้ว ยิ่งวงจรการตอบรับเร็วเท่าไหร่ ก็ยิ่งแก้ไขข้อผิดพลาดเล็กๆ น้อยๆ ได้ง่ายขึ้นก่อนที่มันจะกลายเป็นมาตรฐานใหม่.
จังหวะการทบทวนที่ได้ผลดีคือ การตรวจสอบข้อผิดพลาดทุกวัน ทบทวนสาเหตุที่เกิดขึ้นซ้ำๆ ทุกสัปดาห์ และปรับปรุงงานมาตรฐานเฉพาะเมื่อมีหลักฐานสนับสนุนการเปลี่ยนแปลงเท่านั้น วิธีนี้จะสร้างวงจรปิดระหว่างการวัดและการดำเนินการ ซึ่งเป็นสิ่งที่แยกประสิทธิภาพของ SMED ที่ยั่งยืนออกจากความกระตือรือร้นที่เกิดขึ้นเพียงชั่วคราว เมื่อโรงงานทำเช่นนี้ได้ดี ผลตอบแทนจะกว้างกว่าแค่การเปลี่ยนกะที่เร็วขึ้นเพียงอย่างเดียว: ความน่าเชื่อถือของตารางงานดีขึ้น แรงกดดันเรื่องการทำงานล่วงเวลาลดลง และการบำรุงรักษา คุณภาพ และการผลิตจะเริ่มทำงานจากข้อเท็จจริงเดียวกัน.
วิธีการแปลง SMED ให้เป็นรูปแบบดิจิทัลเพื่อการปฏิบัติงานประจำวัน
เปลี่ยนกระบวนการ SMED ให้เป็นเวิร์กโฟลว์ประจำวันที่ควบคุมได้
เมื่อทีมของคุณปรับปรุงวิธีการเปลี่ยนแม่พิมพ์ทางกายภาพแล้ว ขั้นตอนต่อไปคือการทำให้วิธีการนั้นสามารถทำซ้ำได้ ในทางปฏิบัติ โครงการเปลี่ยนแม่พิมพ์ที่ใช้เวลาเพียงหนึ่งนาทีหลายโครงการมักจะสูญเสียแรงผลักดันไป เพราะลำดับขั้นตอนใหม่นั้นถูกบันทึกไว้ในแผ่นกระดาษเคลือบพลาสติก สมุดบันทึกของหัวหน้างาน หรือความรู้เฉพาะกลุ่มในกะทำงานเดียว การแปลงเป็นดิจิทัลจะช่วยได้ สเมด กระบวนการนี้ช่วยเปลี่ยนการปรับปรุงประสิทธิภาพการผลิตแบบลีนจากเหตุการณ์ที่เกิดขึ้นเพียงครั้งเดียว ให้กลายเป็นกิจวัตรการปฏิบัติงานที่มีการควบคุมอย่างเป็นระบบทั่วทั้งสายการผลิต ทีมงาน และโรงงาน.
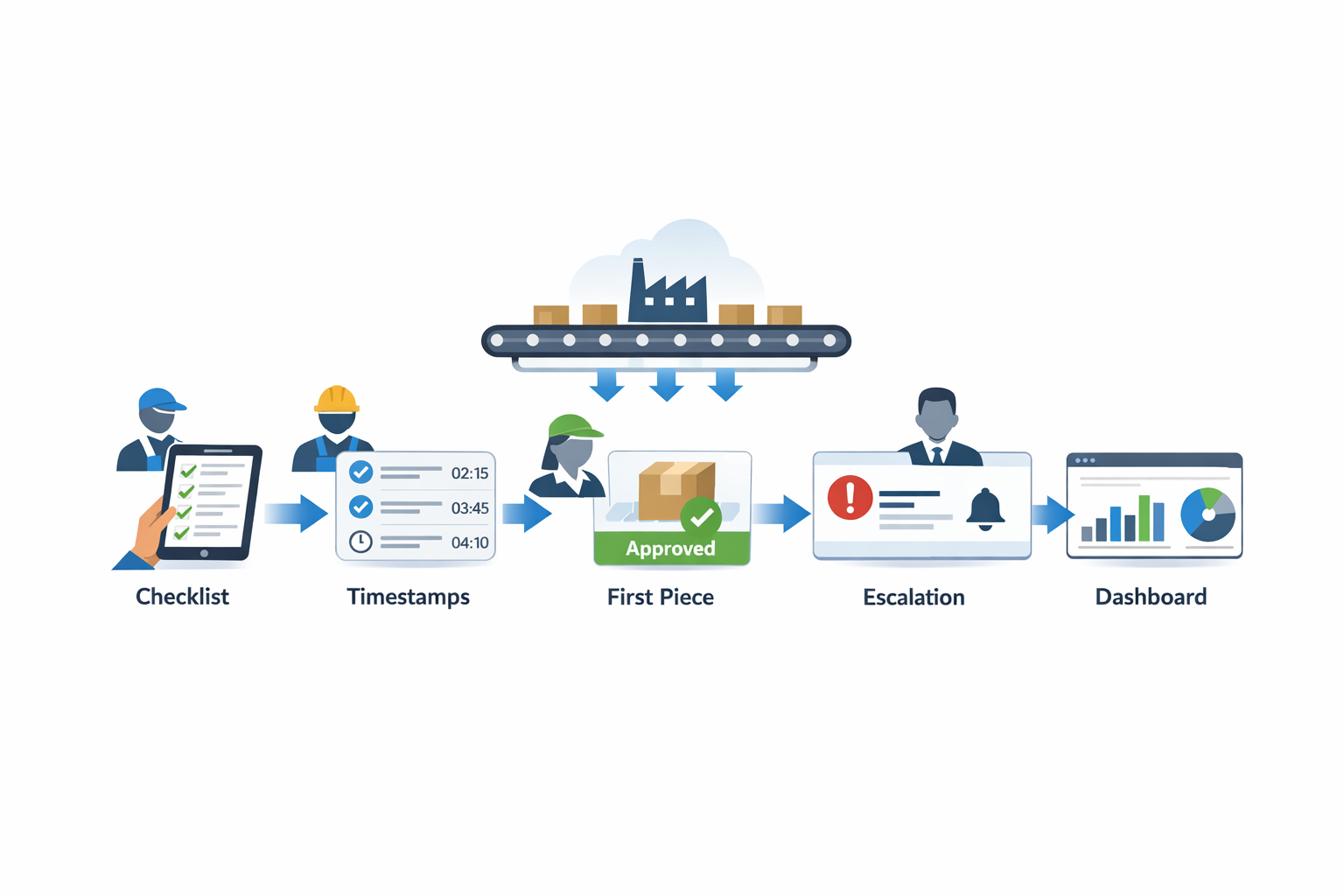
กระบวนการทำงานแบบดิจิทัลควรครอบคลุมเส้นทางการดำเนินการทั้งหมด: การเตรียมการก่อนการเปลี่ยนงาน การดำเนินการตามบทบาท การบันทึกเวลาสำหรับขั้นตอนการตั้งค่าที่สำคัญ การยืนยันชิ้นงานแรก การจัดการข้อผิดพลาด และการรายงานติดตามผล สิ่งนี้สำคัญเพราะการลดเวลาในการตั้งค่าไม่ได้เกิดจากความล้มเหลวครั้งใหญ่เพียงครั้งเดียว แต่ส่วนใหญ่มักเกิดจากความล่าช้าเล็กๆ น้อยๆ เช่น เครื่องมือหาย การทำความสะอาดไม่ครบถ้วน การจัดเตรียมวัสดุล่าช้า หรือการลงนามรับรองคุณภาพที่ไม่ชัดเจน เมื่อขั้นตอนเหล่านั้นถูกบันทึกแบบเรียลไทม์ ผู้จัดการจะสามารถเห็นได้ว่าการลดเวลาในการเปลี่ยนงานหยุดชะงักที่จุดใด และสามารถเข้าไปแก้ไขได้เร็วขึ้น.
กำหนดมาตรฐานรายการตรวจสอบตามบทบาท เครื่องจักร และกลุ่มผลิตภัณฑ์
รายการตรวจสอบ SMED ดิจิทัลที่ดีไม่ใช่แค่แบบฟอร์มกระดาษบนแท็บเล็ตเท่านั้น มันควรสะท้อนลำดับการทำงานจริงตามประเภทเครื่องจักร ประเภทการเปลี่ยนงาน และผู้รับผิดชอบ เพื่อให้ผู้ปฏิบัติงาน ช่างซ่อมบำรุง เจ้าหน้าที่เครื่องมือ และเจ้าหน้าที่ควบคุมคุณภาพแต่ละคนเห็นงานที่เกี่ยวข้องกับตนเอง ซึ่งจะช่วยลดขั้นตอนที่ถูกละเลยและป้องกันไม่ให้ทีมงานปฏิบัติต่อทุกการตั้งค่าราวกับว่ามันเหมือนกันหมด.
ในรูปแบบดิจิทัล คุณสามารถกำหนดเงื่อนไขให้กับงานเหล่านั้นได้ เพื่อให้บรรทัดแสดงเฉพาะขั้นตอนที่จำเป็นสำหรับการเปลี่ยนแปลงนั้น ๆ เท่านั้น ซึ่งจะทำให้ขั้นตอนการทำงานรวดเร็วขึ้นและสร้างข้อมูลที่ชัดเจนยิ่งขึ้นสำหรับการวิเคราะห์ SMED ในภายหลัง.
บันทึกข้อมูลเวลาจากแหล่งที่มา
หากคุณต้องการข้อมูลที่เชื่อถือได้เกี่ยวกับการลดเวลาในการตั้งค่า ผู้ปฏิบัติงานไม่ควรทำการสร้างเวลาใหม่เมื่อสิ้นสุดกะ การตรวจสอบความสำเร็จของงานบนมือถือช่วยให้สามารถยืนยันแต่ละขั้นตอนได้เมื่อทำงานเสร็จสมบูรณ์จริง โดยมีการบันทึกเวลาอัตโนมัติสำหรับการหยุดเครื่องจักร การถอดเครื่องมือ การทำความสะอาด การตรวจสอบการตั้งค่า การทดลองใช้งาน และการอนุมัติชิ้นส่วนที่ดีชิ้นแรก ซึ่งจะสร้างบันทึกที่แม่นยำกว่าการบันทึกด้วยตนเอง โดยเฉพาะอย่างยิ่งในโรงงานที่มีการเปลี่ยนงานย่อยบ่อยครั้ง.
นี่คือจุดที่แพลตฟอร์มแบบไม่ต้องเขียนโค้ดอย่างเช่น เข้ามามีบทบาท Jodoo กลายเป็นประโยชน์ โรงงานสามารถสร้างแบบฟอร์มการเปลี่ยนสายการผลิตเฉพาะ, รายการงานตามบทบาท และหน้าจอป้อนข้อมูลบนมือถือได้โดยไม่ต้องรอการอนุมัติแบบกำหนดเอง เมส โครงการนี้ ทีมปฏิบัติการสามารถปรับเปลี่ยนฟิลด์ ตรรกะ และขั้นตอนการอนุมัติได้ตามที่วิธีการ SMED พัฒนาขึ้น ซึ่งเป็นสิ่งสำคัญเนื่องจากงานมาตรฐานสำหรับการเปลี่ยนผ่านมักจะได้รับการปรับปรุงผ่านการทำซ้ำหลายครั้งก่อนที่จะมีเสถียรภาพ.
เชื่อมโยงการอนุมัติชิ้นงานแรกเข้ากับบันทึกการเปลี่ยนงาน
โรงงานหลายแห่งวัดเวลาสิ้นสุดการเปลี่ยนกะเร็วเกินไป เช่น เมื่อช่างทำการปรับแต่งเสร็จสิ้น แทนที่จะเป็นเมื่อการผลิตถึงชิ้นส่วนแรกที่ได้รับการอนุมัติ การอนุมัติชิ้นงานแรกแบบดิจิทัลจะช่วยลดช่องว่างนั้นลงได้โดยการเชื่อมโยงการตรวจสอบเริ่มต้นเข้ากับบันทึกการเปลี่ยนกะโดยตรง ฝ่ายคุณภาพสามารถตรวจสอบขนาด ความสมบูรณ์ของซีล แรงบิด การลงทะเบียนแบบพิมพ์ หรือพารามิเตอร์ที่สำคัญอื่นๆ ในขั้นตอนการทำงานเดียวกัน พร้อมสถานะผ่าน/ไม่ผ่าน และความคิดเห็นที่แนบมากับเหตุการณ์นั้น.
การเชื่อมต่อดังกล่าวมีคุณค่าอย่างยิ่ง โดยเฉพาะอย่างยิ่งเมื่อมีการสูญเสียในช่วงเริ่มต้นการผลิตสูง หากสายการผลิตสามารถบรรลุเป้าหมายการตั้งค่าทางกลได้อย่างต่อเนื่อง แต่ยังคงเสียเวลา 10 ถึง 15 นาทีในการรอการอนุมัติคุณภาพ โรงงานจะเห็นได้ว่าปัญหาคอขวดไม่ได้อยู่ที่งานทางกลเพียงอย่างเดียว แต่ยังอยู่ที่กระบวนการอนุมัติด้วย กล่าวอีกนัยหนึ่ง การดำเนินการ SMED แบบดิจิทัลช่วยให้โรงงานสามารถจัดการช่วงเวลาการตั้งค่าทั้งหมด ไม่ใช่แค่เวลาที่ใช้ในการซ่อมแซมเท่านั้น.
ใช้กฎการแจ้งเตือนและแดชบอร์ดเพื่อรักษาความต่อเนื่องของการปรับปรุง
กระบวนการทำงาน SMED ดิจิทัลที่มีประสิทธิภาพไม่ควรสิ้นสุดลงเมื่อส่งเช็คลิสต์แล้ว หากเวลาในการเปลี่ยนงานจริงเกินกว่าเป้าหมาย หากขั้นตอนสำคัญถูกข้ามไป หรือหากการอนุมัติชิ้นงานแรกไม่ผ่าน ระบบควรเรียกใช้งานภารกิจตรวจสอบโดยอัตโนมัติสำหรับหัวหน้างาน วิศวกร หรือหัวหน้าฝ่ายซ่อมบำรุงที่เกี่ยวข้อง ซึ่งจะสร้างความรับผิดชอบโดยไม่ต้องให้ใครมาคอยติดตามทุกข้อผิดพลาดด้วยตนเอง.
Jodoo สามารถรองรับสิ่งนี้ได้ด้วยเวิร์กโฟลว์แบบไม่ต้องเขียนโค้ด ซึ่งจะส่งต่อการอนุมัติ ส่งการแจ้งเตือน รวบรวมรหัสเหตุผล และป้อนข้อมูลไปยังแดชบอร์ดแบบเรียลไทม์ ผู้จัดการฝ่ายผลิตสามารถติดตามเวลาเปลี่ยนกะที่วางแผนไว้เทียบกับเวลาจริงตามเครื่องจักร SKU กะ และทีม ในขณะที่ฝ่ายบำรุงรักษาและคุณภาพสามารถดูสาเหตุของความล่าช้าที่เกิดขึ้นซ้ำๆ ในสภาพแวดล้อมข้อมูลเดียวกัน เมื่อเวลาผ่านไป สิ่งนี้จะช่วยให้โรงงานมีพื้นฐานที่แข็งแกร่งขึ้นสำหรับตัวอย่าง SMED ซึ่งได้รับการสนับสนุนจากข้อมูลการดำเนินงานประจำวันมากกว่าผลลัพธ์ไคเซ็นที่แยกออกมา.
ตัวอย่างเช่น โรงงานบรรจุภัณฑ์อาหารแบบหลายสายการผลิตสามารถใช้ Jodoo เพื่อทดแทนเอกสารการเปลี่ยนกะงานแบบกระดาษด้วยเช็คลิสต์บนมือถือที่เชื่อมโยงกับการเปลี่ยน SKU แต่ละรายการ พนักงานจะบันทึกเวลาการตั้งค่าที่วางแผนไว้และเวลาจริง ฝ่ายคุณภาพจะทำการอนุมัติชิ้นงานแรกในขั้นตอนการทำงานเดียวกัน และการเปลี่ยนกะงานที่เกินเป้าหมายใดๆ จะกระตุ้นการตรวจสอบโดยหัวหน้างานโดยอัตโนมัติ พร้อมรหัสการล่าช้า เช่น การทำความสะอาดเกินเวลา ปัญหาเครื่องมือ หรือวัสดุไม่ตรงกัน วิธีนี้ช่วยให้โรงงานมีวิธีการที่ใช้งานได้จริงในการกำหนดมาตรฐานกระบวนการ SMED ในทุกกะงาน พร้อมทั้งสร้างชุดข้อมูลที่ใช้งานได้สำหรับการปรับปรุงการเปลี่ยนกะงานแบบลีนอย่างต่อเนื่อง.
เหตุใด No-Code จึงมีความสำคัญต่อการเปิดตัวผลิตภัณฑ์หลายรายการ
สำหรับผู้ผลิตส่วนใหญ่ ความท้าทายไม่ได้อยู่ที่การออกแบบแบบฟอร์มดิจิทัลเพียงแบบเดียว แต่ความท้าทายอยู่ที่การปรับขนาดมาตรฐานโดยไม่ต้องล็อกทุกสายการผลิตไว้กับแม่แบบที่ตายตัว เพราะอุปกรณ์ บุคลากร และความต้องการด้านการอนุมัติแตกต่างกันไปตามกระบวนการ เลเยอร์ที่ไม่ต้องเขียนโค้ดช่วยให้ทีมปฏิบัติการสามารถกำหนดมาตรฐานการควบคุม SMED หลักได้ ในขณะเดียวกันก็ยังสามารถปรับรายการตรวจสอบและขั้นตอนการทำงานสำหรับเครื่องบรรจุ เครื่องบรรจุกล่อง เครื่องปั๊มขึ้นรูป เซลล์ CNC หรือสถานีประกอบได้.
ความยืดหยุ่นนั้นมีความสำคัญเมื่อโรงงานต้องการเปิดใช้งานระบบอย่างรวดเร็วกว่าที่โครงการซอฟต์แวร์แบบดั้งเดิมจะรองรับได้ ด้วย Jodoo, ทีมงานสามารถสร้างระบบเชื่อมต่อสำหรับการดำเนินการตามรายการตรวจสอบ การบันทึกเวลา การกำหนดเส้นทางการอนุมัติ และการรายงานบนแดชบอร์ดในสภาพแวดล้อมเดียว จากนั้นจึงปรับปรุงระบบเมื่อผู้ปฏิบัติงานและหัวหน้างานระบุช่องว่าง สำหรับโรงงานที่จริงจังกับการลดเวลาการเปลี่ยนกะ การดำเนินการแบบดิจิทัลจึงมีประสิทธิภาพมากกว่าการพึ่งพาสเปรดชีต อีเมล และเอกสารกระดาษที่ไม่เชื่อมต่อกัน.
สรุป: สร้างโปรแกรม SMED ที่ใช้งานได้จริง
สเมด วิธีนี้ได้ผลเพราะมันเปลี่ยนการปรับปรุงการเปลี่ยนกะการทำงานให้เป็นวิธีการที่ทำซ้ำได้ ไม่ใช่ผลลัพธ์จากการอบรมเชิงปฏิบัติการเพียงครั้งเดียว ขั้นตอนนั้นตรงไปตรงมา: ทำความเข้าใจสิ่งที่เกิดขึ้นระหว่างการตั้งค่า แยกงานภายในและภายนอก เปลี่ยนเวลาที่เครื่องจักรหยุดทำงานให้เป็นงานเตรียมการให้มากที่สุดเท่าที่จะเป็นไปได้ จากนั้นลดขั้นตอนภายในที่เหลือให้ง่ายขึ้น เมื่อทีมปฏิบัติตามลำดับนั้นอย่างมีวินัย พวกเขาจะลดเวลาการผลิตที่สูญเสียไป ปรับปรุงความยืดหยุ่นของตารางเวลา และสร้างกำลังการผลิตเพิ่มขึ้นโดยไม่ต้องเพิ่มอุปกรณ์.
ความท้าทายต่อไปคือ ความยั่งยืน. การเปลี่ยนกะที่รวดเร็วจะคงความรวดเร็วไว้ได้ก็ต่อเมื่อคุณกำหนดจุดเวลาอย่างชัดเจน ติดตามประสิทธิภาพการทำงานจริง ตรวจสอบสาเหตุที่เกินเวลา และกำหนดวิธีการใหม่ให้เป็นส่วนหนึ่งของขั้นตอนการทำงานมาตรฐาน โรงงานที่ทำเช่นนี้ได้ดีมักจะให้ความสำคัญไม่เพียงแค่เวลาการตั้งค่าเฉลี่ยเท่านั้น แต่ยังรวมถึงความแปรปรวน คุณภาพการเริ่มต้นทำงาน และสาเหตุที่เกิดขึ้นซ้ำๆ ของความล่าช้าในแต่ละกะและสายการผลิตด้วย.
หากคุณต้องการทำให้การนำ SMED ไปใช้ในระดับใหญ่ทำได้ง่ายขึ้น, Jodoo ระบบนี้ช่วยให้คุณแปลงกระบวนการทำงานให้เป็นดิจิทัลได้อย่างง่ายดายและไม่ต้องเขียนโค้ด คุณสามารถสร้างรายการตรวจสอบการเปลี่ยนงาน บันทึกเวลาการตั้งค่า กำหนดเส้นทางการอนุมัติชิ้นงานแรก มอบหมายงานติดตาม และตรวจสอบผลลัพธ์ในด้านการผลิต การบำรุงรักษา เครื่องมือ และคุณภาพได้ในระบบเดียว หากคุณพร้อมที่จะเปลี่ยนการปรับปรุงการเปลี่ยนงานแบบลีนให้เป็นกระบวนการประจำวันที่ควบคุมได้ คุณสามารถใช้ระบบนี้ได้ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต วันนี้อยู่กับ Jodoo นะ.

