
Einleitung: Was bedeutet Gemba Walk auf dem Fabrikboden?
Eine Fabrik kann ihr tägliches Produktionsziel erreichen und trotzdem schon die Probleme von morgen produzieren. Viele betriebliche Verluste tauchen in den zusammenfassenden Berichten nicht auf, weil Verzögerungen, kleinere Stillstände, unsichere Behelfslösungen und Qualitätsrisiken oft unentdeckt bleiben. Deshalb Gemba-Walk Das spielt immer noch eine Rolle, selbst in Werken mit strengen KPIs, Schichtbesprechungen und digitalen Dashboards.
Einfach ausgedrückt: Gemba-Walk Bei einem strukturierten Rundgang durch die Produktionshalle begeben sich Führungskräfte direkt an den Arbeitsplatz, um sich ein Bild von den Gegebenheiten zu machen, Hindernisse zu erkennen und zu überprüfen, ob die Prozesse wie geplant ablaufen. Es geht nicht darum, Fehler aufzudecken, sondern darum, die Diskrepanz zwischen Soll und Ist zu erkennen, bevor sie zu Ausschuss, Produktionsausfällen, Lieferausfällen oder Sicherheitsvorfällen führt.
Für Werksleiter, Produktionsleiter, Lean-Manager und Vorgesetzte liegt der wahre Wert eines Gemba-Walks darin, dass Früherkennung. Sie suchen nach Anzeichen für Probleme in den Bereichen Sicherheit, Qualität, Materialfluss, Maschinenzustand und Bedienerbelastung, solange noch Handlungsspielraum besteht. In den folgenden Abschnitten erfahren Sie, worauf Sie achten sollten, wie Sie den Begehungsrundgang effektiv durchführen, welche Fragen Sie stellen sollten und wie Sie Ihre Beobachtungen in messbare Verbesserungen umsetzen.
Worauf Führungskräfte bei einem Gemba-Walk achten sollten
Ein nützlicher Gemba-Walk Checkliste Hilft Führungskräften, sich auf das Sichtbare im Arbeitsbereich zu konzentrieren, nicht auf Annahmen aus Berichten. Bei einem Gemba-Walk sind die wichtigsten Beobachtungskategorien üblicherweise: Sicherheitsbedingungen, Einhaltung von Standardarbeitsanweisungen, Materialfluss, Maschinenzustand, visuelles Management, Qualitätsrisiken und Bedienerhindernisse. Zusammengenommen zeigen diese Kategorien, ob der Prozess stabil ist, ob Probleme leicht erkennbar sind und ob das Team sicher und konsistent arbeiten kann. Sie geben auch späteren Analysen Struktur. Gemba-Walk-Fragen ohne den Spaziergang selbst in ein Verhör zu verwandeln.

Sicherheitsbedingungen
Sicherheit steht an erster Stelle, denn unsichere Zustände deuten oft auf mangelnde Prozessdisziplin an anderer Stelle hin. Führungskräfte sollten auf blockierte Gänge, instabile Materialstapel, fehlende Schutzvorrichtungen, schlechte Ergonomie, Öllecks, freiliegende Kabel und unsichere Greif- oder Hebetechniken achten. In vielen Fabriken lassen sich Beinaheunfälle bei einem Rundgang durch die Produktionshalle leichter erkennen als in monatlichen EHS-Berichten, da das Risiko noch im Arbeitsablauf selbst liegt. Eine Schätzung der ILO aus dem Jahr 2023 stellte fest, dass fast 3 Millionen Weltweit sterben jedes Jahr Arbeiter an arbeitsbedingten Ursachen, was unterstreicht, warum die sichtbare Erkennung von Risiken am Arbeitsplatz nach wie vor wichtig ist.
Einhaltung der Arbeitsstandards
Die nächste Kategorie betrifft die Übereinstimmung der tatsächlichen Arbeitsausführung mit der definierten Methode. Führungskräfte sollten auf Abfolge, Zeitmanagement, Übergaben und die Verwendung der vorgesehenen Werkzeuge, Vorrichtungen und Prüfpunkte achten. Ziel ist es zu prüfen, ob der Standard praktikabel, aktuell und im Arbeitsalltag umsetzbar ist. Wenn drei Mitarbeiter dieselbe Arbeit auf drei verschiedene Arten ausführen, liefert der Prozess bereits wichtige Erkenntnisse.
Materialfluss und Bewegung der unfertigen Erzeugnisse
Der Materialfluss gibt Aufschluss darüber, ob die Produktion reibungslos läuft oder ob es Verzögerungen im Lager gibt. Führungskräfte sollten auf übermäßige Halbfertigprodukte, Wartezeiten zwischen den Produktionsschritten, unklare Bereitstellungsbereiche, doppelte Handhabung, lange Laufwege und Teile achten, die zu früh, zu spät oder in der falschen Verpackungsgröße eintreffen. Eine Produktionslinie kann ausgelastet erscheinen, obwohl durch kleine Unterbrechungen im Materialfluss wertvolle Zeit verloren geht. Viele wichtige Erkenntnisse beziehen sich nicht auf Maschinenausfälle, sondern auf Materialien, die sich nicht zum richtigen Zeitpunkt und am richtigen Ort bewegen.
In der diskreten Fertigung kann sich dies beispielsweise durch zwischen Fertigung und Montage geparkte Wagen äußern, ohne klare FIFO-Regelung oder Nachschubsignal. In Automobilzellen zeigt sich ein mangelhafter Materialfluss oft durch Fehlmengen an der Linie, vertauschte Behälter oder Mitarbeiter, die ihren Arbeitsplatz verlassen, um Teile zu suchen. In der Elektronikproduktion ist das Risiko häufig weniger sichtbar, aber genauso schädlich, etwa durch Spulen, Trays oder Bausätze, die ohne klaren Status eintreffen und so Wartezeiten und Fehlmontagen an Stationen mit hoher Produktvielfalt verursachen.
Maschinenzustand und Anlagenstabilität
Der Maschinenzustand beschränkt sich nicht allein darauf, ob die Anlage zum Zeitpunkt der Begehung läuft. Führungskräfte sollten auf Leckagen, ungewöhnliche Geräusche, Vibrationen, provisorische Reparaturen, verschmutzte Sensoren, umgangene Alarme, verschlissene Bauteile, unregelmäßiges Zyklusverhalten und Anzeichen achten, dass Bediener die Stabilität der Anlage kompensieren. Kleine Abweichungen sind wichtig, da sie oft auftreten, bevor Ausfallzeiten im System erfasst werden. In vielen Produktionshallen sind die besten Frühwarnzeichen immer noch das, was man sehen, hören und riechen kann.
Visuelles Management und Problemsichtbarkeit
Gutes visuelles Management macht Abweichungen innerhalb von Sekunden sichtbar. Führungskräfte sollten überprüfen, ob Tafeln, Andon-Signale, Produktionsziele, Fehlerstatus, Umrüstpläne und Eskalationsregeln aktuell, lesbar und vom Team tatsächlich genutzt werden. Eine Tafel voller veralteter Zahlen ist kein visuelles Management, sondern reine Dekoration. Bei einem Rundgang durch die Produktionshalle zeigen sich Schwächen im visuellen Management meist durch Zögern, Nebengespräche oder Unklarheiten über den aktuellen Status.
Der Schwerpunkt variiert je nach Produktionsart. In der diskreten Fertigung konzentriert sich das visuelle Management häufig auf die Einhaltung von Zeitplänen, die WIP-Bereiche und die Positionierung von Werkzeugen oder Vorrichtungen. In der Automobilmontage sind Linienstatus, Fehlereskalation und Reaktionszeiten enger mit der Taktleistung verknüpft. In der Elektronik müssen visuelle Kontrollen oft die Rückverfolgbarkeit, den Revisionsstatus, die Fehlerkennzeichnung und die Trennung von verdächtigem Material unterstützen und dabei kaum Raum für Unklarheiten lassen.
Qualitätsrisiken und Fehleraufdeckung
Führungskräfte sollten nicht nur die Fehler selbst, sondern auch die Bedingungen für deren Entstehung berücksichtigen. Dazu gehören unklare Prüfstandards, mangelhafte Erststückprüfung, fehlende Referenzmuster, gemischte Teilerevisionen, Nacharbeitsstau, nicht gekennzeichnetes fehlerhaftes Material und Anzeichen dafür, dass Bediener Entscheidungen ohne ausreichende Unterstützung treffen. Untersuchungen von ASQ und anderen Qualitätsorganisationen zeigen immer wieder, dass die Kosten mangelhafter Qualität bis zu … betragen können. 15% bis 20% Da in vielen Organisationen Umsatzeinbußen entstehen, verdienen sichtbare Prozessrisiken Beachtung, bevor sie zu Ausschuss oder Reklamationen führen. Gemba-Walk ist eine der schnellsten Möglichkeiten, diese Risikobedingungen im Kontext zu erkennen.
Bedienerhindernisse und Reibung bei der Arbeit
Die letzte Kategorie umfasst Faktoren, die die Arbeit unnötig erschweren. Führungskräfte sollten auf Situationen achten, in denen das Greifen, Suchen, Warten, erneute Dateneingabe, unklare Anweisungen, fehlende Werkzeuge, eine ungünstige Arbeitsplatzgestaltung oder wiederholte Unterbrechungen durch Supportfunktionen notwendig sind. Dies sind keine Kleinigkeiten, sondern operative Hindernisse, die zu Ermüdung, Abweichungen und Zeitverlusten führen. Wenn Mitarbeiter ständig improvisieren müssen, hängt der Prozess vom Aufwand statt von der Planung ab.
Die Art der Reibung variiert je nach Arbeitsumgebung. In der diskreten Fertigung verbringen Bediener unter Umständen Zeit mit der Suche nach gemeinsam genutzten Werkzeugen oder dem Umstellen übergroßer Behälter, die eigentlich anders platziert werden sollten. In der Automobilmontage können bereits wenige Sekunden zusätzlicher Geh- oder Drehbewegungen das Gleichgewicht entlang der Produktionslinie stören. In der Elektronikfertigung zählen zu den Hindernissen oft kleine, aber kostspielige Unterbrechungen wie unklare Arbeitsanweisungen, eine mangelhafte Vergrößerungseinstellung, fehlende Verbrauchsmaterialien oder wiederholte Systemanmeldungen, die die Konzentration beeinträchtigen.
Der Gemba-Walk-Prozess: Wie man einen sinnvollen Rundgang durch die Produktionshalle durchführt
Ein nützlicher Gemba-Walk Der Prozess ist strukturiert, sollte sich aber nicht wie eine Inspektionsrunde anfühlen. Ziel ist es, zu verstehen, wie die Arbeit tatsächlich abläuft, wo es zu Engpässen kommt und welche Unterstützung der Bereich als Nächstes benötigt. In der Praxis verläuft ein effektiver Rundgang durch die Fertigungshalle in einer klaren Reihenfolge: Zweck definieren, Linie oder Zelle auswählen, eine fokussierte Checkliste erstellen, die Arbeit beobachten, Fakten erfassen und Folgemaßnahmen einleiten, bevor die Beobachtungen veralten.

Um das zu verdeutlichen, stellen Sie sich einen Produktionsleiter vor, der einen Gemba-Walk an einer Verpackungslinie durchführt, die seit zwei Wochen die OEE-Ziele verfehlt. Der Ausschuss ist stabil, aber die Produktion sinkt in der zweiten Schicht, und die Umrüstungen dauern länger als geplant. Der Gemba-Walk dient nicht dazu, die Bediener zu beurteilen, sondern dazu, herauszufinden, wo im Prozess Zeit verloren geht und warum.
Beginnen Sie mit einem klaren Ziel
Bevor Sie das Gebiet betreten, legen Sie fest, was dieser Rundgang vermitteln soll. “Die Linie überprüfen” ist zu allgemein, während “verstehen, warum die Umstiege auf der Linie 3 die 18-Minuten-Vorgabe überschreiten” dem Rundgang eine sinnvolle Eingrenzung gibt. Diese Fokussierung bestimmt die Fragen, die Sie während des Rundgangs stellen, die Felder Ihrer Checkliste und die Teilnehmer.
Im Beispiel der Verpackungslinie setzt der Produktionsleiter ein klar definiertes Ziel: die Übergabe von der letzten Charge Produkt A an die erste einwandfreie Einheit Produkt B zu beobachten. Das bedeutet, dass bei dem Rundgang auf die Maschineneinrichtung, die Materialbereitstellung, die Reinigungsschritte, den Werkzeugzugang und die Eskalation bei Verzögerungen geachtet wird. Durch dieses fokussierte Ziel wird verhindert, dass der Rundgang in eine allgemeine Beschwerderunde ausartet.
Wählen Sie den Bereich und die Zeit aus, die zum Problem passen.
Ein produktiver Rundgang findet dort statt, wo das Problem tatsächlich auftritt, nicht dort, wo es am einfachsten zu erreichen ist. Wenn sich Verzögerungen auf die Spätschicht konzentrieren, gibt ein Rundgang am Morgen kein realistisches Bild der Lage wieder. Gute Führungskräfte wählen zudem einen Zeitpunkt für den Rundgang, der es ihnen ermöglicht, den Prozess in Aktion zu erleben, anstatt ihn im Nachhinein zu analysieren.
Der Manager plant den Rundgang 20 Minuten vor dem geplanten Produktwechsel und bleibt bis zur Abnahme des ersten Teils anwesend. Durch diese zeitliche Abstimmung lassen sich Vorbereitung, Durchführung und Neustart beobachten, ohne sich allein auf das Gedächtnis verlassen zu müssen. Außerdem hilft sie, eine tatsächliche Prozessengpassstelle von einem isolierten Ereignis zu unterscheiden.
Checkliste für einen fokussierten Gemba-Walk erstellen
Die Checkliste soll die Beobachtung lenken und den Prüfer nicht dazu verleiten, Kästchen mechanisch abzuhaken. Für diese Art von Begehung könnte die Checkliste Standard-Einrichtungsschritte, tatsächliche Start- und Endzeiten, fehlende Materialien, Wartezeiten, ungewöhnliche Maschinenzustände und die Person, die bei einem Produktionsstillstand benachrichtigt wurde, enthalten. Ein kurzer, zielgerichteter Rundgang ist empfehlenswert. Gemba-Walk Checkliste Funktioniert in der Regel besser als ein langes, allgemeines Formular.
In diesem Beispiel bereitet der Manager Fragen vor wie: Waren alle Wechselteile vor dem Stillstand bereitgestellt? Hat der Bediener die Standardarbeitsreihenfolge eingehalten? Wie lange musste die Linie auf die Freigabe durch die Qualitätssicherung oder die Unterstützung durch den Wartungsdienst warten? Dies sind praxisnahe Fragen für den Gemba Walk, da sie Hindernisse und Fakten aufdecken und nicht nur die Einhaltung von Vorschriften.
Beobachten Sie die Arbeit, ohne sie in eine Prüfung umzuwandeln.
Hier verlieren viele Gemba-Walks an Wert. Wenn Führungskräfte jeden Schritt unterbrechen, die Bediener in Echtzeit kritisieren oder nach einem Schuldigen suchen, verhalten sich die Mitarbeiter gegenüber dem Besucher, anstatt ihre Arbeit selbstständig zu erledigen. Ein schlanker Gemba-Walk sollte respektvoll sein, ruhig genug, um den normalen Arbeitsablauf nicht zu beeinträchtigen, und neugierig genug, um zu verstehen, was der Bediener gerade tut.
Während des Linienumbaus beobachtet die Managerin den Ablauf von der Materialentnahme bis zur Erstinspektion. Sie bemerkt, dass der Maschinenbediener die Maschine zweimal verlässt, um einen fehlenden Schraubenschlüssel zu suchen, und anschließend sechs Minuten auf eine Etikettenrolle wartet, die nicht bereitgestellt war. Solche Beobachtungen sind wichtiger als eine pauschale Aussage wie “Die Disziplin beim Linienumbau ist mangelhaft”.”
Dokumentieren Sie Fakten, nicht Eindrücke.
Der Wert des Rundgangs hängt von der Qualität der Dokumentation ab. Die Notizen sollten Zeiten, Orte, Bedingungen, Abweichungen vom Standardablauf und – falls relevant – direkte Zitate festhalten. Vage Kommentare wie “schlechte Planung” oder “Team nicht vorbereitet” sind schwer umzusetzen und rufen oft Abwehrreaktionen hervor.
Der Manager vermerkt, dass die geplante Umrüstung 18 Minuten dauerte, die tatsächliche Zeit bis zur ersten funktionierenden Einheit jedoch 31 Minuten betrug. Von der 13-minütigen Differenz entfielen vier Minuten auf die Werkzeugsuche, sechs Minuten auf das Warten auf Etiketten und drei Minuten auf das Zurücksetzen eines Sensors nach einer Störung. Diese Detailgenauigkeit macht aus einem Kontrollgang einen Beweis.
Abschluss des Rundgangs mit den Eigentümern und Besprechung der nächsten Schritte
Der Rundgang ist nicht abgeschlossen, sobald man die Linie verlässt. Vor Schichtende sollte die Führungskraft die Fakten überprüfen, bestätigen, welche Maßnahmen sofortige Abhilfe erfordern, und Verantwortliche für die Folgemaßnahmen benennen. Ohne diesen Schritt werden selbst aussagekräftige Gemba-Walks zu bloßen Beobachtungen ohne operative Auswirkungen.
Für die Verpackungslinie sind die Sofortmaßnahmen klar: Der Schichtleiter ist für die Einhaltung der Werkzeugschattentafel verantwortlich, das Lager für die Bereitstellung der Etikettenrollen und die Instandhaltung überprüft die Sensorhalterung, die sich beim Produktwechsel verschoben hat. Der Produktionsleiter legt außerdem für die nächsten drei Produktwechsel einen Überprüfungstermin fest, um festzustellen, ob die Maßnahmen die Ausfallzeiten reduzieren. Das ist der Unterschied zwischen einem Rundgang durch die Produktionshalle, der neue Erkenntnisse liefert, und einem, der lediglich Notizen generiert.
Gemba-Walk-Fragen und Checklistenideen für Fertigungsteams
Ein nützlicher Gemba-Walk Checkliste Es geht um mehr als nur darum, festzustellen, ob ein Zustand gut oder schlecht ist. Es soll Ihnen helfen zu erkennen, was sicheres, stabiles und wiederholbares Arbeiten an der Produktionslinie behindert. Das bedeutet, dass Ihre Fragen beim Gemba-Walk Beobachtungen, Kontext und wahrscheinliche Ursachen anregen müssen, anstatt nur Ja/Nein-Antworten zu sammeln.
Formulieren Sie Fragen, die die Ursachen aufdecken.
Schwache Checklisten klingen oft wie Audits: “PSA getragen?” “Maschine sauber?” “Material vorhanden?” Diese Fragen lassen sich zwar schnell beantworten, geben aber selten Aufschluss darüber, was sich für Vorgesetzte oder Produktionsleiter ändern muss. Eine bessere Checkliste im Rahmen eines Lean Gemba Walks fragt hingegen, womit der Bediener zu tun hat, wo die Abweichung ihren Ursprung hat und was eine schnelle Behebung verhindert.
Anstatt beispielsweise zu fragen: “Gibt es Ausfallzeiten?”, fragen Sie: “Was ist die häufigste Ursache für Ausfallzeiten in diesem Bereich während der aktuellen Schicht, und wie wird damit umgegangen?” Anstatt zu fragen: “Sind Fehler vorhanden?”, fragen Sie: “Wo im Prozess ist das Fehlerrisiko heute am höchsten, und welches Signal deutet frühzeitig darauf hin?” Diese Art der Fragestellung macht den Rundgang durch die Produktionshalle aussagekräftiger, da sie Hindernisse, Ausweichmöglichkeiten und Eskalationslücken aufdeckt.
Gemba-Walk-Fragen nach Betriebskategorien ordnen
Sicherheit
Sicherheitsfragen sollten sich auf Gefährdung, Verhalten und Sofortmaßnahmen konzentrieren, nicht nur auf die Sauberkeit am Arbeitsplatz. Fragen Sie, welche Bedingungen bei normalen Arbeiten, Produktumrüstungen, Reinigungsarbeiten oder Materialtransport zu Verletzungen führen könnten. In einem Stanzbereich ist die Frage “Wo verlassen die Bediener den vorgesehenen Weg oder greifen in Gefahrenbereiche?” aussagekräftiger als “Ist der Bereich sicher?”.”
Qualität
Qualitätsfragen helfen Führungskräften zu erkennen, ob Fehler an der Quelle vermieden oder erst später entdeckt werden. Fragen Sie, wo Fehler am wahrscheinlichsten auftreten, wie sie erkannt werden und ob die Reaktion über alle Schichten hinweg einheitlich ist. In der Elektronikmontage könnten Sie beispielsweise fragen: “An welcher Station ist heute das Nacharbeitsrisiko am höchsten, und welches visuelle Signal signalisiert dem Bediener, dass etwas nicht stimmt?”
Ausfallzeiten und Geräteverluste
Bei Fragen zu Ausfallzeiten sollte zwischen chronischen Verlusten und einmaligen Vorfällen unterschieden werden. Fragen Sie, welche kleineren Stillstände wiederholt auftreten, wie lange die Wiederherstellung dauert und ob das Team zwischen Bedienungs-, Prozess- und Wartungsfehlern unterscheiden kann. In einer Verpackungslinie liefert die Frage “Welcher Stillstand ist diese Woche mehr als einmal aufgetreten und welche temporäre Lösung verwendet das Team?” deutlich mehr Erkenntnisse als eine allgemeine Verfügbarkeitsprüfung.
Umrüstungen und Einrichtung
Wenn in dem Bereich mehrere Artikelnummern (SKUs) geführt werden, sollte die Checkliste prüfen, ob Umrüstungen kontrolliert und wiederholbar sind. Fragen Sie, welche Rüstvorgänge regelmäßig zu Verzögerungen führen, welche Werkzeuge oder Materialien gesucht werden und wo die Freigabe des ersten Teils den Wiederanlauf verzögert. Dies ist besonders hilfreich für Produktionsleiter, die Kleinserien betreuen, wo Umrüstungsverluste einen großen Teil der geplanten Zeit in Anspruch nehmen können.
Materialien und Strömung
Bei Materialbegehungen vor Ort (Gemba Walk) sollten Fragen zur Verfügbarkeit, Bereitstellung, zum Materialfluss und zur Übergabequalität im Fokus stehen. Fragen Sie, wo die Bediener auf Teile warten, wo sich überschüssiges Halbfertigmaterial bildet und ob Nachschubsignale befolgt werden. In einem Fertigungsablauf von der Bearbeitung bis zur Baugruppenmontage kann eine Frage wie “Wo kommt der Materialfluss zum Erliegen, obwohl die vorgelagerte Produktion weiterläuft?” versteckte Ungleichgewichte schnell aufdecken.
Kommunikation und Eskalation von Problemen
Viele tägliche Ausfälle sind nicht auf technische Probleme, sondern auf mangelnde Reaktionsfähigkeit zurückzuführen. Fragen Sie, wie das Team eine Störung meldet, wer für die erste Reaktion zuständig ist und was passiert, wenn das Problem nicht innerhalb einer festgelegten Zeit behoben wird. Für einen Schichtleiter ist die Frage “Welches Problem der letzten zwei Stunden ist noch nicht bearbeitet?” oft aufschlussreicher als die Frage, ob die Kommunikationstafeln aktualisiert sind.
Wandeln Sie Fragenkategorien in praktische Checklistenfelder um
Sobald Sie Ihre gruppiert haben Gemba-Walk Fragen Kategorisiert werden die Beobachtungen in Felder unterteilt, die die Verantwortlichen während des Rundgangs einheitlich ausfüllen können. Eine aussagekräftige Checkliste enthält üblicherweise Bereich, Linie, Schicht, beobachteten Zustand, wahrscheinliche Ursache, Sofortmaßnahmen, Verantwortlicher, Fälligkeitsdatum und Belege wie z. B. Fotos. Diese Struktur erleichtert die Wiederholung des Gemba-Walks und verhindert, dass wichtige Beobachtungen in den Besprechungsprotokollen untergehen.
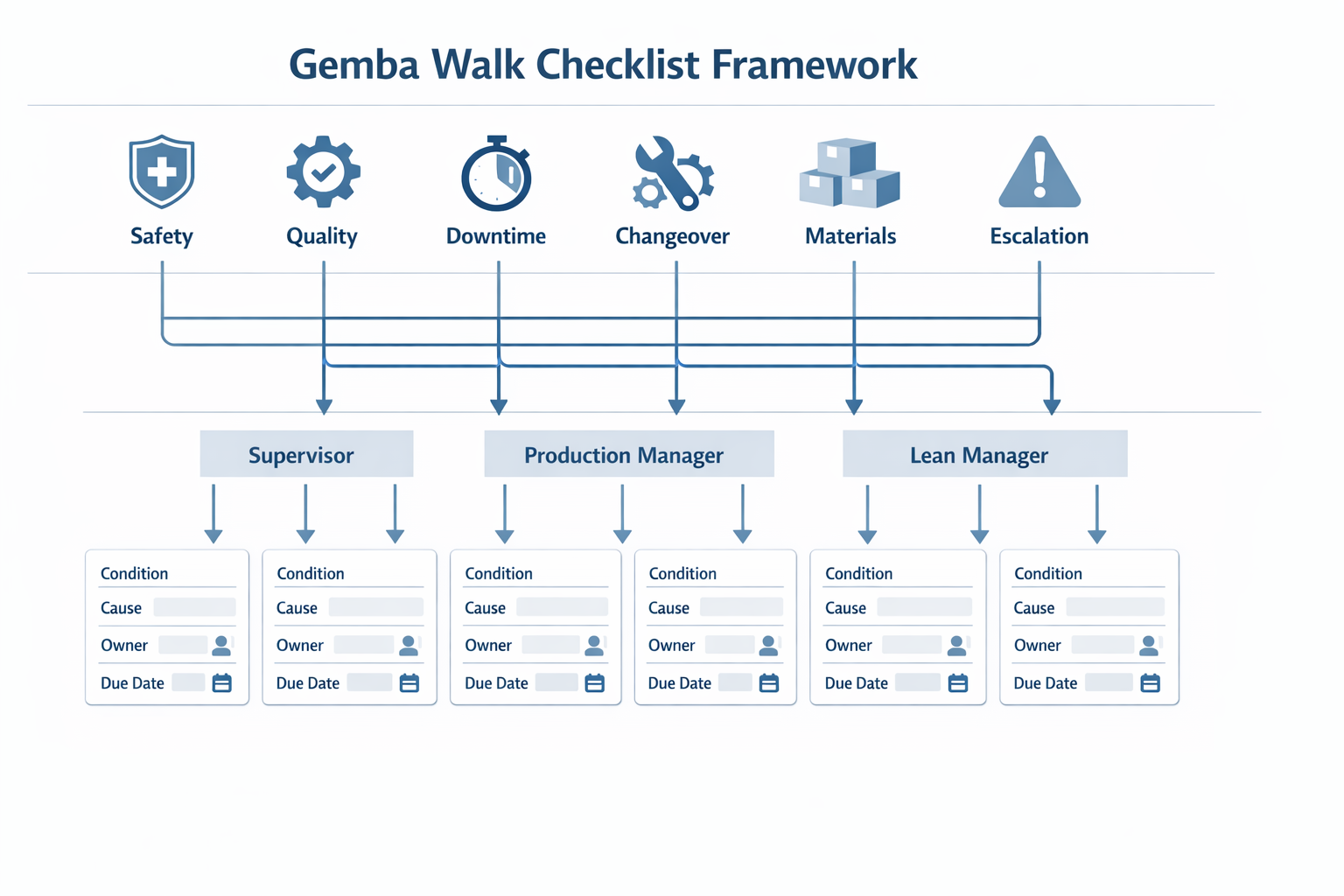
Sie können die gleiche Checklistenlogik auch an verschiedene Rollen anpassen. Ein Schichtleiter benötigt möglicherweise Felder für Abweichungen, Reaktionsstatus und Eskalationsbedarf, während ein Lean Manager Trendkennzeichnungen wie Verschwendungsart, wiederkehrendes Problem oder Abweichungen von der Standardarbeitszeit benötigt. Ein Produktionsleiter benötigt in der Regel beides: genügend Details, um Maßnahmen zuzuweisen, und genügend Struktur, um Muster zwischen den Linien zu vergleichen.
Beispielhafte Checklisten-Gestaltung nach Rolle
Für Schichtleiter
Eine Checkliste für Vorgesetzte sollte schnell genug sein, um sie während eines Rundgangs im laufenden Betrieb zu verwenden, und präzise genug, um vor Schichtende Maßnahmen auszulösen. Der Fokus sollte auf unmittelbaren Hindernissen liegen: blockiertem Materialfluss, fehlendem Werkzeug, unklaren Arbeitsanweisungen, nicht behobenen Sicherheitsrisiken oder wiederholten kleineren Produktionsstopps. Sinnvolle Felder sind beispielsweise: “Was ist die Abweichung?”, “Läuft die Produktion noch?” und “Wer muss jetzt reagieren?”
Für Produktionsleiter
Produktionsleiter benötigen einen umfassenderen Überblick über Produktionsleistung, Personal, Ausrüstung und Koordinationsverluste. Ihre Checkliste sollte lokale Beobachtungen mit der Erreichung des Tagesplans, Terminrisiken und abteilungsübergreifenden Reaktionen verknüpfen. Hilfreiche Fragen sind beispielsweise: “Welches Problem könnte den heutigen Plan beeinträchtigen?”, “Ist dies auch in anderen Schichten vorgekommen?” und “Kann der Bereichsleiter das Problem ohne Unterstützung lösen?”
Für Lean-Manager
Die Checkliste eines Lean-Managers sollte über die sichtbaren Symptome hinausgehen und prüfen, ob der Prozess stabiles Arbeiten ermöglicht. Die Fragen sollten die Einhaltung von Standardarbeitsanweisungen, visuelle Kontrollen, die Wiederholbarkeit von Übergaben und die Nachhaltigkeit von Verbesserungsmaßnahmen umfassen. Hierbei erweisen sich Gemba-Walks als besonders hilfreich, da dasselbe Symptom – wie beispielsweise Wartezeiten – auch durch Layout, Nachschublogik, Planungssignale oder unklare Eskalationsregeln verursacht werden kann.
Die Checkliste sollte kurz genug sein, um sie zu verwenden
Die meisten Fertigungsteams benötigen kein 50-Punkte-Formular für jeden Rundgang durch die Produktionshalle. In der Praxis, 10 bis 15 gezielte Anregungen Führende Personen können die Checkliste in der Regel besser ausfüllen als eine lange, mechanisch ausgefüllte Vorlage. Können die Leiter die Checkliste während der Begehung nicht vollständig bearbeiten, dokumentiert das Formular wahrscheinlich zu viel und erfasst zu wenig.
Der beste Gemba-Walk Checkliste Das ist die Checkliste, die Ihre Führungskräfte tatsächlich nutzen, vergleichen und weiterverfolgen werden. Formulieren Sie die Aufgaben rollenspezifisch, fordern Sie sachliche Notizen an und machen Sie die Verantwortlichkeiten für die einzelnen Schritte transparent. So erhalten Sie eine Checkliste, die den Begehungsprozess selbst unterstützt, anstatt ihn in Papierkram zu verwandeln.
Häufige Beispiele für Gemba-Walks und warum statische Templates oft fehlschlagen
Wiederholte Wartezeiten zwischen Bearbeitung und Montage
Ein häufiger Befund bei einem Rundgang durch die Fertigungshalle ist nicht etwa ein Maschinenausfall, sondern ein Problem im Materialfluss zwischen den Prozessen. In einem Metallteilewerk kann ein Vorgesetzter beispielsweise beobachten, dass fertig bearbeitete Bauteile 20 bis 30 Minuten in Behältern liegen, bevor die Montage beginnt, obwohl beide Bereiche ihre jeweiligen Produktionsziele erreichen. Diese Beobachtung deutet eher auf eine Diskrepanz bei der Losgröße, den Übergabezeiten oder den Materialnachschubregeln hin als auf ein einfaches Kapazitätsproblem. In der Praxis deckt ein solcher Rundgang vor Ort diese Problematik schnell auf, da sie direkt in der Halle sichtbar ist, bevor sie in den wöchentlichen OEE- oder Produktionsplanungsberichten deutlich wird.
Unklare Fehlerkennzeichnung in der Elektronikproduktion
In einer Elektronikfertigungslinie geht es möglicherweise weniger um den Materialfluss als vielmehr um die Transparenz der Qualität. Ein Manager könnte beispielsweise feststellen, dass Ausschussplatinen im selben Fach wie Nachbearbeitungseinheiten liegen und handschriftliche Etiketten mit unterschiedlichen Fehlercodes von Schicht zu Schicht verwenden. Das birgt Risiken, die weit über eine einzelne Station hinausgehen, da Reparaturtechniker, Qualitätsingenieure und Vorgesetzte denselben Fehler unterschiedlich interpretieren können. Erfolgreiche Gemba-Walks wirken auf den ersten Blick oft einfach, decken aber Schwachstellen in der Kontrolle auf, die Ausschussdaten verfälschen, die Fehlerbehebung verzögern und wiederkehrende Ursachen verschleiern können.
Unsichere Materialbereitstellung in einer Automobilzelle
In einer Automobil-Vormontagezelle kann das Problem in der Sicherheit und der Platznutzung liegen. Paletten, Mehrwegbehälter und Schleppwagen können bei steigendem Produktionsdruck oder verzögerten Umrüstungen nach und nach in die Laufwege geraten. Ein Schichtleiter, der einen Rundgang durch die Produktionshalle macht, stellt möglicherweise fest, dass die Linie zwar noch läuft, die Bediener sich aber nun um gestapeltes Material herumschlängeln müssen, um an Werkzeuge oder fertige Teile zu gelangen. Solche Beobachtungen sind wichtig, da ein solcher Zustand tagelang toleriert werden kann, bevor er zu Verletzungen, Schäden oder einem ungeplanten Produktionsstillstand führt.
Warum statische Vorlagen die operative Umsetzung verfehlen
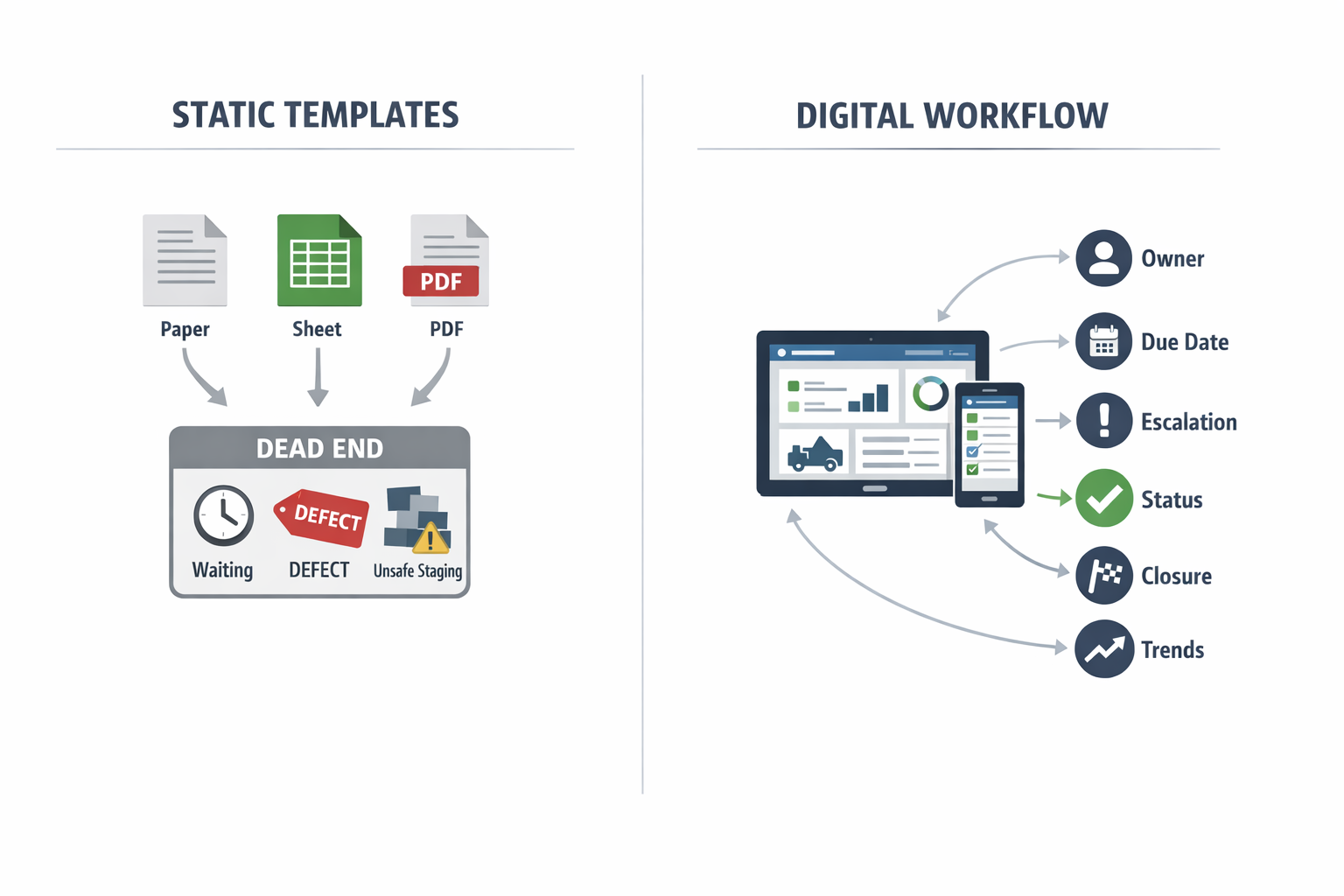
Diese Beispiele verdeutlichen eine wichtige Grenze in vielen Bereichen. Gemba-Walk Checkliste Formate wie Papierformulare, Tabellenkalkulationen oder statische PDFs können Beobachtungen festhalten und sogar grundlegende Fragen im Rahmen eines Gemba-Walks beantworten, beschränken sich aber meist auf die Dokumentation. Sie ermöglichen keine zuverlässige Zuordnung von Problemen zur Produktionsplanung, Weiterleitung von Fehlerkennzeichnungsproblemen an die Qualitätssicherung oder Benachrichtigung der Abteilung für Arbeitssicherheit und Gesundheitsschutz bei unsicheren Bereitstellungen an einer laufenden Produktionslinie. Daher erfasst der Gemba-Walk-Prozess zwar Beobachtungen, verliert aber an Dynamik, bevor Korrekturmaßnahmen übernommen und abgeschlossen werden.
Ein einfacher Vergleich verdeutlicht den Unterschied. Papier ist leicht zu transportieren, aber schwer zu teilen und leicht zu verlieren; Tabellenkalkulationen zentralisieren Daten, sind aber oft auf manuelle Aktualisierungen und uneinheitliche Benennung angewiesen; statische PDFs standardisieren das Layout, bieten aber selten eine Anbindung an die Aktionsverfolgung. digitaler Ansatz Eine Beobachtung kann abteilungs- und werksübergreifend mit einem Verantwortlichen, einem Fälligkeitsdatum, einem Eskalationsweg und dem Abschlussstatus verknüpft werden. Dieser Unterschied ist entscheidend, wenn Führungskräfte wiederkehrende Probleme nach Schicht, Linie oder Standort vergleichen möchten, anstatt jeden Rundgang als isoliertes Ereignis zu betrachten.
Das eigentliche Problem ist nicht die Erfassung, sondern die Abschottung.
In den meisten Fabriken liegt das Problem nicht darin, das Problem zu erkennen, sondern darin, eine einzelne Beobachtung in einen verwaltbaren Datensatz umzuwandeln, der Nachverfolgung, Verantwortlichkeit und Trendanalyse ermöglicht. Wenn derselbe blockierte Übergabevorgang, derselbe Kennzeichnungsfehler oder dieselbe unsichere Bereitstellung bei drei verschiedenen Begehungen auftritt, müssen Führungskräfte dieses Muster erkennen können, ohne Notizen aus verschiedenen Dateien manuell zusammenführen zu müssen. Genau hier stoßen statische Vorlagen an ihre Grenzen: Sie sind darauf ausgelegt, Antworten zu sammeln, nicht aber Verbesserungen über Zeiträume, Teams und Standorte hinweg zu steuern.
Fazit: Gemba-Walk-Beobachtungen mit Jodoo in die Praxis umsetzen
A Gemba-Walk Ergebnisse werden erst dann erzielt, wenn die Beobachtungen der Führungskräfte in der Produktion in klare Dokumentationen, zugewiesene Maßnahmen und eine verifizierte Nachverfolgung umgesetzt werden. Blockierte Produktionsabläufe, wiederkehrende Fehler, unsichere Lagerplätze oder ungewöhnliche Maschinenzustände zu erkennen, ist zwar hilfreich, der eigentliche Nutzen liegt jedoch in der lückenlosen Dokumentation. Das bedeutet, dass jede Beobachtung einen Verantwortlichen, eine Frist und einen sichtbaren Status benötigt, den Führungskräfte schicht-, linien- und abteilungsübergreifend einsehen können.
Hier kommt ein digitales System ins Spiel. Mit Jodoo, Hersteller können eine No-Code-Lösung erstellen. Gemba-Walk-Checkliste Die App funktioniert auf Mobilgeräten, erfasst Fotos und Notizen direkt vor Ort und leitet Probleme automatisch an die Teams für Produktion, Qualitätssicherung, Instandhaltung oder Arbeitssicherheit weiter. Anstatt sich auf Papierformulare oder Tabellenkalkulationen zu verlassen, die oft nur die Dokumentation abdecken, können die Teams Korrekturmaßnahmen in Echtzeit verfolgen und die Abschlussquoten über Dashboards überwachen.
Ein Fertigungsunternehmen kann beispielsweise ein mobiles Werkstattbegehungsformular verwenden, um blockierte Materialflüsse in der Nähe einer Montagelinie zu erfassen, eine Wartungsaufgabe für eine beschädigte Transportwagenspur auszulösen und überfällige Maßnahmen für den Produktionsleiter in einem System zu kennzeichnen. Wenn Sie möchten, dass Ihr Gemba-Walk-Prozess zu schnelleren Reaktionen und nachhaltigeren Verbesserungen führt, Kostenlose Testversion starten oder Demo buchen mit Jodoo.

