
Pendahuluan: Apa Arti Gemba Walk di Lantai Pabrik
Sebuah pabrik dapat mencapai target produksi harian dan tetap saja menimbulkan masalah di masa mendatang. Banyak kerugian operasional tidak pernah terlihat jelas dalam laporan ringkasan karena penundaan, penghentian kecil, solusi sementara yang tidak aman, dan risiko kualitas seringkali tetap tersembunyi di tempat kerja. Itulah sebabnya jalan gemba Hal ini tetap penting, bahkan di pabrik-pabrik dengan KPI yang kuat, rapat pergantian shift, dan dasbor digital.
Sederhananya, sebuah jalan gemba Ini adalah kegiatan kunjungan lapangan terstruktur di mana para pemimpin pergi ke tempat kerja sebenarnya untuk melihat kondisi secara langsung, memahami hambatan, dan memverifikasi apakah proses berjalan sesuai rencana. Tujuannya bukan untuk menangkap orang yang melakukan kesalahan, tetapi untuk melihat kesenjangan antara standar dan realitas sebelum kesenjangan tersebut berubah menjadi barang rusak, waktu henti produksi, pengiriman yang terlewat, atau insiden keselamatan.
Bagi manajer pabrik, manajer produksi, pemimpin lean, dan supervisor, nilai sebenarnya dari gemba walk adalah deteksi dini. Anda mencari sinyal-sinyal terkait keselamatan, kualitas, aliran material, kondisi mesin, dan beban operator selagi masih ada waktu untuk bertindak. Pada bagian-bagian selanjutnya, kita akan membahas apa yang perlu diamati, bagaimana menjalankan inspeksi lapangan dengan baik, pertanyaan apa yang perlu diajukan, dan bagaimana mengubah pengamatan menjadi peningkatan yang terukur.
Hal-hal yang Harus Diperhatikan Pemimpin Saat Melakukan Gemba Walk
Berguna jalan gemba daftar periksa Membantu para pemimpin untuk fokus pada apa yang terlihat di area kerja, bukan pada apa yang mereka asumsikan dari laporan. Dalam gemba walk, kategori pengamatan utama biasanya adalah... kondisi keselamatan, kepatuhan terhadap standar kerja, aliran material, kondisi mesin, manajemen visual, risiko kualitas, dan hambatan operator. Secara bersama-sama, kategori-kategori ini menunjukkan apakah prosesnya stabil, apakah masalah mudah terlihat, dan apakah tim dapat menghasilkan produk dengan aman dan konsisten. Kategori-kategori ini juga memberikan struktur untuk langkah selanjutnya. pertanyaan jalan gemba tanpa mengubah jalan-jalan itu sendiri menjadi sebuah interogasi.

Kondisi Keselamatan
Keselamatan adalah hal pertama yang perlu diperhatikan karena kondisi yang tidak aman seringkali menandakan lemahnya disiplin proses di tempat lain. Para pemimpin harus memperhatikan lorong yang terblokir, penumpukan material yang tidak stabil, pelindung yang hilang, ergonomi yang buruk, kebocoran oli, kabel yang terbuka, dan pola jangkauan atau pengangkatan yang tidak aman. Di banyak pabrik, kondisi nyaris celaka lebih mudah terlihat saat melakukan inspeksi di lantai pabrik daripada dalam ringkasan K3 bulanan karena risikonya masih melekat pada tugas tersebut. Perkiraan ILO tahun 2023 mencatat bahwa hampir 3 juta Setiap tahunnya, pekerja meninggal dunia akibat penyebab yang berhubungan dengan pekerjaan di seluruh dunia, yang memperkuat alasan mengapa pengenalan risiko yang terlihat di tempat kerja masih penting.
Kepatuhan Standar Kerja
Kategori selanjutnya adalah apakah pekerjaan sebenarnya sesuai dengan metode yang telah ditentukan. Para pemimpin harus memperhatikan urutan, waktu, serah terima, dan apakah operator menggunakan alat, perlengkapan, dan titik inspeksi yang diharapkan. Tujuannya adalah untuk menguji apakah standar tersebut praktis, terkini, dan didukung oleh tempat kerja. Jika tiga operator melakukan pekerjaan yang sama dengan tiga cara berbeda, proses tersebut sudah memberi tahu Anda sesuatu.
Alur Material dan Pergerakan Barang Dalam Proses
Alur material menunjukkan apakah produksi berjalan lancar atau terjadi keterlambatan di dalam persediaan. Para pemimpin harus memperhatikan kelebihan barang dalam proses, waktu tunggu antar tahapan, area penyiapan yang tidak jelas, penanganan ganda, jarak tempuh yang jauh, dan suku cadang yang tiba terlalu cepat, terlalu lambat, atau dalam ukuran kemasan yang salah. Suatu lini produksi mungkin tampak sibuk, tetapi tetap kehilangan waktu berjam-jam karena gangguan kecil dalam alur produksi. Banyak temuan bermanfaat bukan tentang kerusakan mesin, tetapi tentang material yang tidak bergerak pada waktu dan tempat yang seharusnya.
Dalam manufaktur diskrit, hal ini dapat terlihat sebagai troli yang terparkir di antara fabrikasi dan perakitan, tanpa jalur FIFO atau sinyal pengisian ulang yang jelas. Di sel otomotif, aliran yang buruk seringkali terlihat sebagai kekurangan di sisi jalur produksi, kontainer yang tercampur, atau operator yang keluar dari stasiun untuk mencari suku cadang. Dalam produksi elektronik, risikonya seringkali kurang terlihat tetapi sama merusaknya, seperti gulungan, baki, atau kit yang tiba tanpa status yang jelas, menyebabkan penundaan dan risiko kesalahan perakitan di stasiun dengan campuran komponen yang tinggi.
Kondisi Mesin dan Stabilitas Peralatan
Kondisi mesin bukan hanya tentang apakah peralatan tersebut beroperasi pada saat pemeriksaan. Pemimpin harus mengamati kebocoran, suara abnormal, getaran, perbaikan sementara, sensor kotor, alarm yang diabaikan, perlengkapan yang aus, perilaku siklus yang tidak konsisten, dan tanda-tanda bahwa operator mengkompensasi ketidakstabilan peralatan. Kelainan kecil pun penting karena sering muncul sebelum waktu henti tercatat dalam sistem. Di banyak lantai pabrik, peringatan dini terbaik masih berupa apa yang dapat Anda lihat, dengar, dan cium.
Manajemen Visual dan Visibilitas Masalah
Manajemen visual yang baik membuat anomali terlihat jelas dalam hitungan detik. Pemimpin harus memeriksa apakah papan informasi, sinyal Andon, target produksi, status cacat, rencana pergantian, dan aturan eskalasi sudah mutakhir, mudah dibaca, dan benar-benar digunakan oleh tim. Papan informasi yang penuh dengan angka-angka usang bukanlah manajemen visual; itu hanya hiasan dinding. Selama inspeksi di lantai produksi, kontrol visual yang lemah biasanya terlihat sebagai keraguan, percakapan sampingan, atau kebingungan tentang status terkini.
Penekanan bervariasi tergantung jenis produksi. Dalam manufaktur diskrit, manajemen visual sering berpusat pada kepatuhan jadwal, jalur WIP (Work in Progress), dan lokasi alat atau perlengkapan. Dalam perakitan otomotif, status lini produksi, eskalasi cacat, dan waktu respons lebih erat kaitannya dengan kinerja takt. Dalam bidang elektronik, kontrol visual seringkali perlu mendukung ketertelusuran, status revisi, penandaan cacat, dan pemisahan material yang mencurigakan dengan sedikit ruang untuk ambiguitas.
Risiko Kualitas dan Paparan Cacat
Para pemimpin harus mencari kondisi yang menciptakan cacat, bukan hanya cacat itu sendiri. Itu termasuk standar inspeksi yang tidak jelas, kontrol sampel pertama yang buruk, sampel referensi yang hilang, revisi suku cadang yang campur aduk, akumulasi pengerjaan ulang, material yang tidak sesuai tanpa label, dan tanda-tanda bahwa operator membuat keputusan berdasarkan pertimbangan sendiri tanpa dukungan yang cukup. Penelitian dari ASQ dan badan mutu lainnya secara konsisten menunjukkan bahwa biaya kualitas yang buruk dapat mencapai 15% hingga 20% dari pendapatan penjualan di banyak organisasi, jadi risiko proses yang terlihat perlu mendapat perhatian sebelum menjadi barang rongsokan atau klaim. A jalan gemba adalah salah satu cara tercepat untuk mengidentifikasi kondisi risiko tersebut dalam konteksnya.
Hambatan dan Gesekan Operator dalam Pekerjaan
Kategori terakhir adalah hal-hal yang membuat pekerjaan lebih sulit dari seharusnya. Para pemimpin harus memperhatikan hal-hal seperti menjangkau, mencari, menunggu, memasukkan kembali data, instruksi yang tidak jelas, alat yang hilang, tata letak tempat kerja yang canggung, atau gangguan berulang dari fungsi pendukung. Ini bukan keluhan kecil; ini adalah hambatan operasional yang meningkatkan kelelahan, variasi, dan waktu yang terbuang. Jika operator terus-menerus berimprovisasi, proses tersebut bergantung pada upaya, bukan pada desain.
Bentuk hambatan berbeda-beda tergantung lingkungannya. Dalam manufaktur diskrit, operator mungkin menghabiskan waktu mencari alat yang digunakan bersama atau memindahkan wadah berukuran besar yang seharusnya ditempatkan secara berbeda. Dalam perakitan otomotif, bahkan beberapa detik tambahan berjalan atau memutar tubuh dapat mengganggu keseimbangan stasiun di seluruh lini produksi. Dalam produksi elektronik, hambatan seringkali mencakup gangguan kecil namun mahal seperti instruksi kerja yang tidak jelas, pengaturan pembesaran yang buruk, bahan habis pakai yang hilang, atau login sistem berulang yang mengganggu konsentrasi.
Proses Gemba Walk: Cara Melakukan Kunjungan Lapangan yang Bermanfaat
Berguna jalan gemba Prosesnya terstruktur, tetapi jangan sampai terasa seperti tur inspeksi. Tujuannya adalah untuk memahami bagaimana pekerjaan sebenarnya berlangsung, di mana alur kerja terhenti, dan dukungan apa yang dibutuhkan area tersebut selanjutnya. Dalam praktiknya, kunjungan lapangan yang paling bermanfaat berjalan dalam urutan yang jelas: tentukan tujuan, pilih lini atau sel, siapkan daftar periksa yang terfokus, amati pekerjaan, catat fakta, dan tetapkan tindak lanjut sebelum pengamatan menjadi usang.

Untuk memperjelasnya, bayangkan seorang manajer produksi melakukan gemba walk di lini pengemasan yang telah gagal mencapai target OEE selama dua minggu. Tingkat limbah stabil, tetapi output menurun selama shift kedua, dan pergantian produk memakan waktu lebih lama dari yang direncanakan. Gemba walk ini bukan untuk menilai operator; melainkan untuk melihat di mana proses tersebut membuang waktu dan mengapa.
Mulailah dengan Satu Tujuan yang Jelas
Sebelum memasuki area tersebut, tentukan apa yang ingin diajarkan oleh kegiatan jalan-jalan ini. “Periksa jalur” terlalu luas, sementara “pahami mengapa pergantian di Jalur 3 melebihi standar 18 menit” memberikan batasan yang berguna untuk kegiatan jalan-jalan ini. Fokus tersebut akan membentuk pertanyaan-pertanyaan yang Anda ajukan dalam kegiatan gemba, kolom-kolom dalam daftar periksa yang Anda gunakan, dan siapa yang sebaiknya bergabung dalam kegiatan tersebut.
Dalam contoh lini pengemasan, manajer produksi menetapkan tujuan yang sempit: mengamati proses serah terima dari batch terakhir Produk A ke unit pertama Produk B yang baik. Artinya, pengamatan akan memperhatikan pengaturan mesin, kesiapan material, langkah-langkah pembersihan, akses alat, dan eskalasi ketika tim mengalami keterlambatan. Tujuan yang terfokus mencegah pengamatan berubah menjadi sesi keluhan umum.
Pilih Area dan Waktu yang Sesuai dengan Masalah
Inspeksi lapangan yang produktif terjadi di tempat masalah sebenarnya muncul, bukan di tempat yang paling mudah dikunjungi. Jika penundaan terkonsentrasi pada shift kedua, maka inspeksi pagi hari tidak akan menunjukkan kondisi sebenarnya. Pemimpin yang baik juga memilih waktu inspeksi yang memungkinkan mereka melihat proses yang sedang berlangsung, bukan meninjaunya setelah kejadian.
Manajer kemudian menjadwalkan kunjungan lapangan 20 menit sebelum pergantian yang direncanakan dan tetap berada di lokasi hingga persetujuan bagian pertama. Pengaturan waktu tersebut memungkinkan untuk mengamati persiapan, pelaksanaan, dan memulai kembali tanpa hanya mengandalkan ingatan. Hal ini juga membantu memisahkan kendala proses nyata dari peristiwa yang terisolasi.
Siapkan Daftar Periksa Gemba Walk yang Terfokus
Daftar periksa harus memandu pengamatan, bukan menjebak petugas lapangan untuk mencentang kotak secara mekanis. Untuk jenis penelusuran ini, daftar periksa dapat mencakup langkah-langkah penyiapan standar, waktu mulai dan selesai aktual, material yang hilang, titik tunggu, kondisi mesin yang tidak normal, dan siapa yang dihubungi ketika jalur produksi macet. Daftar periksa yang singkat dan terarah. jalan gemba daftar periksa Biasanya lebih efektif daripada formulir umum yang panjang.
Dalam contoh ini, manajer menyiapkan pertanyaan-pertanyaan seperti: Apakah semua suku cadang pengganti telah disiapkan sebelum penghentian produksi? Apakah operator mengikuti urutan dalam prosedur kerja standar? Berapa lama lini produksi menunggu persetujuan QA atau dukungan pemeliharaan? Ini adalah pertanyaan-pertanyaan praktis untuk praktik lapangan (gemba walk) karena pertanyaan-pertanyaan ini mengungkap hambatan dan fakta, bukan hanya kepatuhan.
Amati Pekerjaan Tanpa Mengubahnya Menjadi Audit
Di sinilah banyak kunjungan lapangan kehilangan nilainya. Jika pemimpin menyela setiap langkah, menantang operator secara langsung, atau mencari seseorang untuk disalahkan, orang-orang mulai berakting untuk pengunjung alih-alih melakukan pekerjaan secara alami. Kunjungan lapangan yang efisien harus dilakukan dengan penuh hormat, cukup tenang untuk menjaga alur kerja normal, dan cukup ingin tahu untuk memahami apa yang sedang dikelola operator.
Selama pergantian lini produksi, manajer mengamati urutan proses dari pengambilan material hingga inspeksi awal. Ia memperhatikan operator meninggalkan mesin dua kali untuk mencari kunci pas yang hilang, lalu menunggu enam menit untuk gulungan label yang tidak disiapkan di lini produksi. Pengamatan tersebut lebih penting daripada pernyataan umum seperti "kedisiplinan pergantian lini produksi lemah."“
Dokumentasikan Fakta, Bukan Kesan
Nilai dari kunjungan lapangan bergantung pada kualitas catatannya. Catatan harus mencakup waktu, lokasi, kondisi, penyimpangan dari pekerjaan standar, dan kutipan langsung jika diperlukan. Komentar yang samar seperti "perencanaan buruk" atau "tim tidak siap" sulit untuk ditindaklanjuti dan seringkali memicu sikap defensif.
Manajer mencatat bahwa waktu pergantian yang direncanakan adalah 18 menit, tetapi waktu sebenarnya hingga unit pertama yang berfungsi dengan baik adalah 31 menit. Dari selisih 13 menit tersebut, empat menit dihabiskan untuk mencari peralatan, enam menit untuk menunggu label, dan tiga menit untuk mengatur ulang sensor setelah terjadi kemacetan. Tingkat detail seperti itu mengubah kunjungan lapangan menjadi bukti.
Mengakhiri Kunjungan Bersama Pemilik dan Langkah Selanjutnya
Inspeksi lapangan belum selesai ketika Anda meninggalkan lokasi. Sebelum akhir shift, pemimpin harus meninjau fakta-fakta, memastikan apa yang perlu segera ditangani, dan menetapkan penanggung jawab untuk tindakan tindak lanjut. Tanpa langkah ini, bahkan contoh inspeksi lapangan yang baik pun hanya akan menjadi catatan observasi tanpa dampak operasional.
Untuk lini pengemasan, tindakan langsungnya cukup jelas: pengawas shift bertanggung jawab atas kepatuhan papan bayangan alat, gudang bertanggung jawab atas penyiapan awal gulungan label, dan bagian pemeliharaan meninjau braket sensor yang bergeser selama pergantian. Manajer produksi juga menetapkan tanggal peninjauan untuk tiga pergantian berikutnya untuk memastikan apakah tindakan tersebut mengurangi waktu henti. Itulah perbedaan antara kunjungan lapangan yang menciptakan wawasan dan kunjungan yang hanya menghasilkan catatan.
Pertanyaan dan Ide Daftar Periksa untuk Gemba Walk bagi Tim Manufaktur
Berguna jalan gemba daftar periksa Lebih dari sekadar mengkonfirmasi apakah suatu kondisi baik atau buruk, gemba walk seharusnya membantu Anda melihat apa yang menghambat pekerjaan yang aman, stabil, dan dapat diulang di lini produksi. Itu berarti pertanyaan-pertanyaan dalam gemba walk Anda perlu mendorong pengamatan, konteks, dan kemungkinan penyebab, bukan hanya mengumpulkan jawaban ya atau tidak.
Tulis Pertanyaan yang Mengungkap Penyebabnya
Pertanyaan dalam daftar periksa yang lemah biasanya terdengar seperti audit: “Apakah APD sudah dipakai?” “Apakah mesin bersih?” “Apakah bahan baku tersedia?” Pertanyaan-pertanyaan tersebut mungkin cepat dijawab, tetapi jarang memberi tahu pengawas atau manajer produksi apa yang perlu diubah. Pertanyaan dalam pemeriksaan gemba lean yang lebih baik menanyakan apa yang sedang dihadapi operator, di mana anomali dimulai, dan apa yang menghambat penyelesaian dengan cepat.
Sebagai contoh, alih-alih bertanya “Apakah ada waktu henti?”, tanyakan “Apa penyebab utama hilangnya waktu di area ini selama shift saat ini, dan bagaimana hal itu dikelola?” Alih-alih “Apakah ada cacat?”, tanyakan “Di mana dalam proses risiko cacat paling tinggi hari ini, dan sinyal apa yang menunjukkannya sejak dini?” Gaya bertanya seperti ini membuat kunjungan ke lantai produksi lebih bermanfaat karena mengungkap hambatan, solusi sementara, dan celah eskalasi.
Susun Pertanyaan Gemba Walk berdasarkan Kategori Operasional
Keamanan
Pertanyaan terkait keselamatan harus berfokus pada paparan, perilaku, dan pengendalian langsung, bukan hanya kebersihan. Tanyakan kondisi apa yang dapat menyebabkan cedera selama pekerjaan normal, pergantian, pembersihan, atau penanganan material. Di area pengepresan, pertanyaan yang lebih baik adalah “Di mana operator melangkah di luar jalur yang dimaksudkan atau menjangkau ke zona berisiko?” daripada “Apakah area tersebut aman?”
Kualitas
Pertanyaan-pertanyaan terkait kualitas harus membantu para pemimpin melihat apakah cacat dicegah sejak awal atau baru ditemukan kemudian. Tanyakan di mana kesalahan paling mungkin terjadi, bagaimana kesalahan tersebut dideteksi, dan apakah responsnya konsisten di seluruh shift. Dalam perakitan elektronik, Anda mungkin bertanya, “Stasiun mana yang memiliki risiko pengerjaan ulang tertinggi hari ini, dan isyarat visual apa yang memberi tahu operator bahwa ada sesuatu yang salah?”
Waktu Henti dan Kerugian Peralatan
Pertanyaan terkait waktu henti (downtime) harus memisahkan kerugian kronis dari insiden yang terjadi sekali saja. Tanyakan penghentian kecil apa yang terjadi berulang kali, berapa lama waktu pemulihan yang dibutuhkan, dan apakah tim dapat membedakan antara penyebab operator, proses, dan pemeliharaan. Pada lini pengemasan, pertanyaan seperti “Penghentian apa yang terjadi lebih dari sekali minggu ini, dan perbaikan sementara apa yang digunakan tim?” akan mengungkapkan lebih banyak hal daripada sekadar pengecekan waktu aktif (uptime) secara umum.
Pergantian dan Penyiapan
Jika area tersebut menangani beberapa SKU, daftar periksa harus memeriksa apakah pergantian produk terkontrol dan dapat diulang. Tanyakan langkah penyiapan mana yang secara teratur terlambat, alat atau bahan apa yang dicari, dan di mana persetujuan sampel pertama memperlambat proses memulai kembali. Hal ini sangat berguna bagi manajer produksi yang mengawasi lingkungan produksi dalam jumlah kecil di mana kerugian akibat pergantian produk dapat menghabiskan sebagian besar waktu yang direncanakan.
Bahan dan Alur
Pertanyaan-pertanyaan terkait gemba walk yang berhubungan dengan material harus berfokus pada ketersediaan, penyiapan, pergerakan, dan kualitas serah terima. Tanyakan di mana operator menunggu suku cadang, di mana kelebihan WIP (Work in Progress) terbentuk, dan apakah sinyal pengisian ulang diikuti. Dalam alur permesinan hingga perakitan komponen, pertanyaan seperti “Di mana pergerakan material berhenti meskipun proses di hulu masih berlangsung?” dapat dengan cepat mengungkap ketidakseimbangan yang tersembunyi.
Komunikasi dan Eskalasi Masalah
Banyak kerugian harian bukanlah masalah teknis, melainkan masalah respons. Tanyakan bagaimana tim memberi sinyal adanya anomali, siapa yang bertanggung jawab atas respons pertama, dan apa yang terjadi ketika masalah tidak terselesaikan dalam waktu yang ditentukan. Bagi seorang supervisor shift, "Masalah apa dari dua jam terakhir yang masih belum diketahui penanggung jawabnya?" seringkali lebih berharga daripada menanyakan apakah papan komunikasi telah diperbarui.
Ubah Kategori Pertanyaan Menjadi Kolom Daftar Periksa Praktis
Setelah Anda mengelompokkan jalan gemba pertanyaan Berdasarkan kategori, terjemahkan ke dalam kolom yang dapat diisi secara konsisten oleh para pemimpin selama kunjungan lapangan. Daftar periksa yang kuat biasanya mencakup area, jalur, shift, kondisi yang diamati, kemungkinan penyebab, penahanan segera, pemilik, tanggal jatuh tempo, dan bukti pendukung seperti foto. Struktur ini membuat proses kunjungan lapangan lebih mudah diulang dan mencegah pengamatan yang baik hilang dalam catatan rapat.
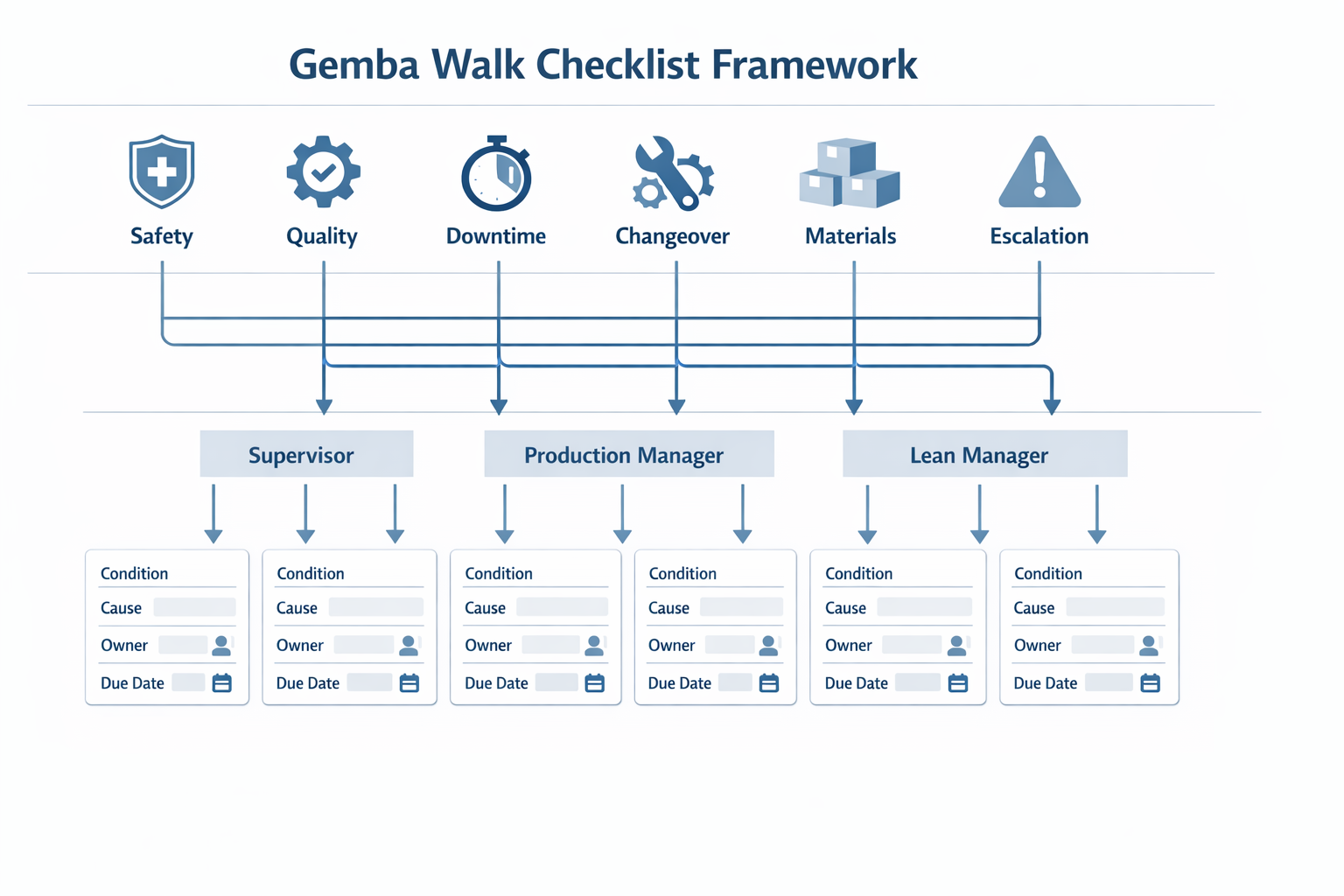
Anda juga dapat menyesuaikan logika daftar periksa yang sama untuk peran yang berbeda. Seorang pengawas shift mungkin memerlukan kolom cepat untuk anomali, status respons, dan kebutuhan eskalasi, sementara seorang manajer lean mungkin memerlukan tag tren seperti jenis limbah, masalah berulang, atau kesenjangan pekerjaan standar. Seorang manajer produksi biasanya membutuhkan keduanya: detail yang cukup untuk menetapkan tindakan dan struktur yang cukup untuk membandingkan pola di berbagai lini.
Contoh Desain Daftar Periksa Berdasarkan Peran
Untuk Supervisor Shift
Daftar periksa pengawas harus cukup cepat untuk digunakan selama inspeksi langsung dan cukup spesifik untuk memicu tindakan sebelum shift berakhir. Fokus pada hambatan langsung: aliran material yang terhambat, peralatan yang hilang, instruksi kerja yang tidak jelas, bahaya keselamatan yang belum ditutup, atau penghentian kecil yang berulang. Kolom yang baik meliputi “Apa anomali yang terjadi?” “Apakah produksi masih berjalan?” dan “Siapa yang harus menanggapi sekarang?”
Untuk Manajer Produksi
Manajer produksi membutuhkan pandangan yang lebih luas mengenai output, staf, peralatan, dan kerugian koordinasi. Daftar periksa mereka harus menghubungkan pengamatan lokal dengan pencapaian rencana harian, risiko jadwal, dan respons lintas fungsi. Pertanyaan yang berguna meliputi “Masalah apa di sini yang dapat memengaruhi rencana hari ini?” “Apakah ini pernah terjadi pada shift lain?” dan “Apakah pemilik area memiliki wewenang untuk menyelesaikannya tanpa dukungan?”
Untuk Manajer Lean
Daftar periksa manajer lean harus melihat lebih dari sekadar gejala yang terlihat dan menguji apakah proses tersebut mendukung pekerjaan yang stabil. Pertanyaan-pertanyaan harus mencakup kepatuhan terhadap pekerjaan standar, kontrol visual, pengulangan serah terima, dan apakah tindakan perbaikan berkelanjutan. Di sinilah contoh gemba walk menjadi sangat berguna, karena gejala yang sama—seperti menunggu—dapat berasal dari tata letak, logika pengisian ulang, sinyal perencanaan, atau aturan eskalasi yang tidak jelas.
Buatlah daftar periksa sesingkat mungkin agar mudah digunakan.
Sebagian besar tim manufaktur tidak memerlukan formulir 50 poin untuk setiap kunjungan ke lantai produksi. Dalam praktiknya, 10 hingga 15 pertanyaan terfokus Biasanya menghasilkan pengamatan yang lebih baik daripada templat panjang yang diisi secara mekanis. Jika pemimpin tidak dapat menyelesaikan daftar periksa selama berjalan kaki, formulir tersebut mungkin mendokumentasikan terlalu banyak dan mengamati terlalu sedikit.
Terbaik jalan gemba daftar periksa Inilah yang akan benar-benar digunakan, dibandingkan, dan ditindaklanjuti oleh para pemimpin Anda. Buatlah petunjuk yang spesifik untuk peran masing-masing, mintalah catatan faktual, dan buat kepemilikan tindakan terlihat. Itu akan memberi Anda daftar periksa yang mendukung kegiatan observasi itu sendiri, bukan mengubahnya menjadi tumpukan dokumen.
Contoh Umum Gemba Walk dan Mengapa Template Statis Seringkali Gagal
Penantian Berulang Antara Proses Pemesinan dan Perakitan
Salah satu temuan umum selama inspeksi lantai produksi bukanlah kerusakan mesin, melainkan masalah aliran antar proses. Di pabrik komponen logam, seorang pemimpin mungkin melihat komponen hasil pemesinan yang sudah jadi berada di dalam wadah selama 20 hingga 30 menit sebelum perakitan dimulai, meskipun kedua area tersebut memenuhi target produksi lokal masing-masing. Pengamatan tersebut menunjukkan ketidaksesuaian dalam ukuran batch, waktu serah terima, atau aturan pengisian ulang material, bukan sekadar masalah kapasitas. Dalam praktiknya, pola seperti inilah yang akan cepat terungkap melalui inspeksi gemba karena terlihat di lantai produksi sebelum menjadi jelas dalam laporan OEE atau jadwal mingguan.
Penandaan Cacat yang Tidak Jelas dalam Produksi Elektronik
Dalam lini produksi elektronik, masalahnya mungkin bukan hanya tentang alur kerja, tetapi lebih tentang visibilitas terhadap kualitas. Seorang manajer mungkin menemukan papan sirkuit yang ditolak ditempatkan di baki yang sama dengan unit yang menunggu perbaikan, dengan label tulisan tangan yang menggunakan kode cacat yang berbeda dari satu shift ke shift lainnya. Hal itu menciptakan risiko yang jauh melampaui satu stasiun, karena teknisi perbaikan, insinyur kualitas, dan pengawas dapat menafsirkan cacat yang sama secara berbeda. Contoh gemba walk yang baik seringkali tampak sederhana pada awalnya, tetapi contoh tersebut mengungkapkan titik kontrol yang lemah yang dapat mendistorsi data barang rusak, menunda penanganan, dan menyembunyikan penyebab yang berulang.
Penempatan Material Tidak Aman di Area Produksi Otomotif
Di dalam sel perakitan komponen otomotif, masalahnya mungkin terkait dengan keselamatan dan pengendalian ruang. Palet, kontainer yang dapat dikembalikan, dan troli pengangkut dapat secara bertahap berpindah ke jalur pejalan kaki ketika tekanan produksi meningkat atau pergantian komponen terlambat. Seorang pengawas shift yang melakukan inspeksi di lantai produksi mungkin memperhatikan bahwa lini produksi masih beroperasi, tetapi operator sekarang perlu memutar tubuh di sekitar tumpukan material untuk mencapai peralatan atau komponen jadi. Temuan semacam ini penting karena kondisi tersebut dapat ditoleransi selama beberapa hari sebelum menyebabkan cedera, kerusakan, atau penghentian yang tidak direncanakan.
Mengapa Templat Statis Gagal Memenuhi Tindak Lanjut Operasional?
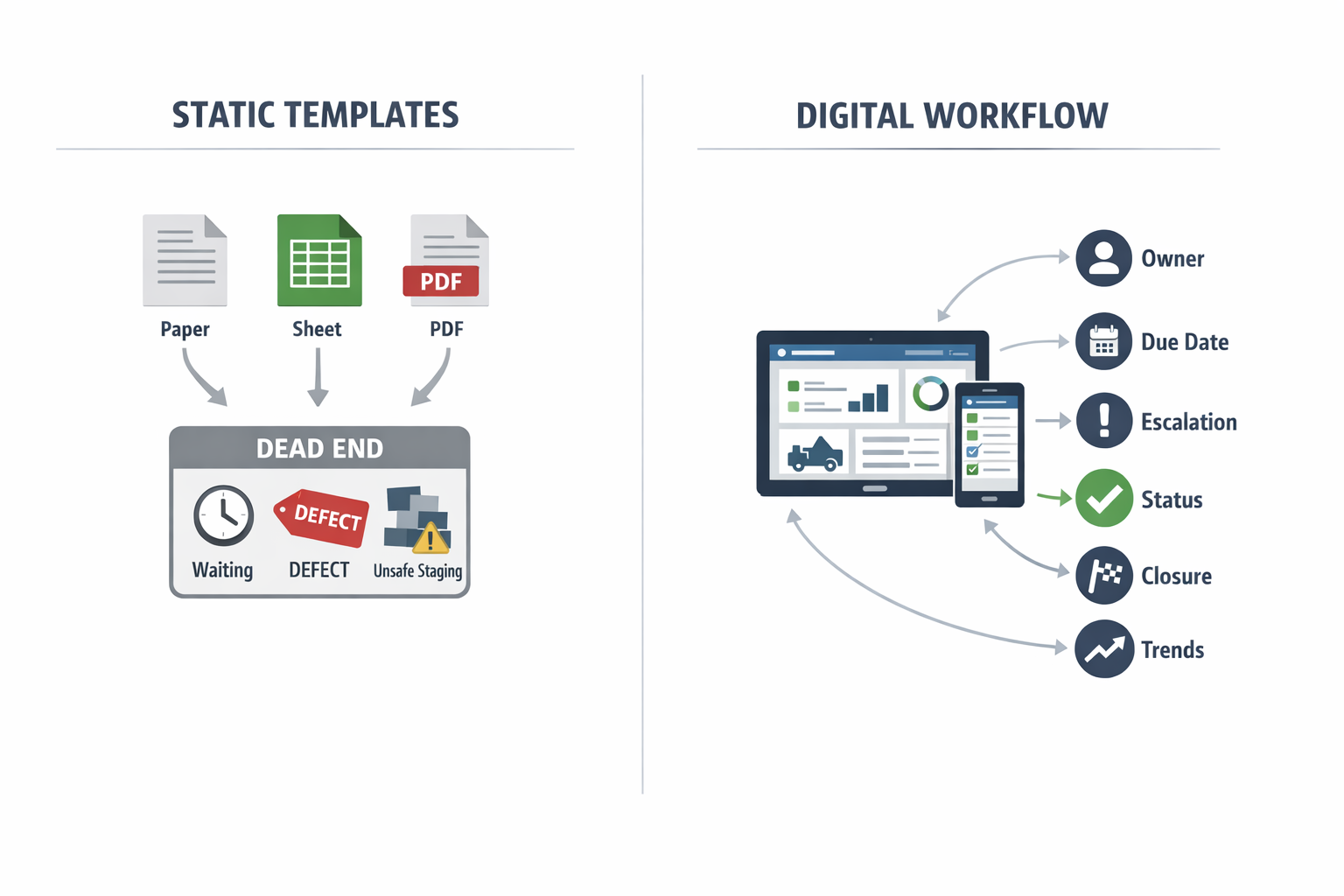
Contoh-contoh ini menunjukkan batasan penting dalam banyak hal. jalan gemba daftar periksa Format. Formulir kertas, spreadsheet, atau PDF statis dapat mencatat apa yang dilihat, dan bahkan mungkin mendukung pertanyaan gemba walk dasar, tetapi biasanya berhenti pada dokumentasi. Format ini tidak secara andal menetapkan masalah yang tertunda ke perencanaan produksi, mengarahkan masalah penandaan cacat ke rekayasa kualitas, atau memberi peringatan EHS ketika ditemukan penataan yang tidak aman di jalur produksi yang sedang berjalan. Akibatnya, proses gemba walk menangkap pengamatan tetapi kehilangan momentum sebelum tindakan korektif diambil dan diselesaikan.
Perbandingan sederhana memperjelas kesenjangan tersebut. Kertas mudah dibawa, tetapi sulit dibagikan dan mudah hilang; spreadsheet memusatkan data, tetapi seringkali bergantung pada pembaruan manual dan penamaan yang tidak konsisten; PDF statis menstandarisasi tata letak, tetapi jarang terhubung dengan pelacakan tindakan. pendekatan digital Satu pengamatan dapat dikaitkan dengan pemilik, tanggal jatuh tempo, jalur eskalasi, dan status penyelesaian di berbagai departemen dan pabrik. Perbedaan ini menjadi sangat penting ketika para pemimpin ingin membandingkan masalah berulang berdasarkan shift, lini produksi, atau fasilitas, alih-alih memperlakukan setiap inspeksi sebagai peristiwa yang terisolasi.
Masalah sebenarnya bukanlah penangkapan, melainkan penutupan.
Bagi sebagian besar pabrik, masalahnya bukan terletak pada menyadari adanya masalah. Masalahnya adalah mengubah satu pengamatan menjadi catatan yang terkelola yang mendukung tindak lanjut, akuntabilitas, dan analisis tren. Jika hambatan serah terima yang sama, kesalahan penandaan, atau penyiapan yang tidak aman muncul dalam tiga inspeksi terpisah, para pemimpin perlu melihat pola tersebut tanpa harus menggabungkan catatan dari file yang berbeda secara manual. Di situlah templat statis mengalami kesulitan: templat tersebut dirancang untuk mengumpulkan jawaban, bukan untuk mengelola peningkatan dari waktu ke waktu, tim, dan lokasi.
Kesimpulan: Ubah Observasi Gemba Walk Menjadi Tindakan dengan Jodoo
A jalan gemba Hasilnya hanya akan terlihat ketika apa yang dilihat para pemimpin di lantai produksi berubah menjadi catatan yang jelas, tindakan yang ditetapkan, dan tindak lanjut yang terverifikasi. Mendeteksi hambatan aliran, cacat berulang, penempatan yang tidak aman, atau kondisi mesin yang tidak normal memang berguna, tetapi nilai sebenarnya berasal dari menutup siklus tersebut. Artinya, setiap pengamatan perlu memiliki pemilik, tanggal jatuh tempo, dan status yang terlihat yang dapat ditinjau oleh manajer di seluruh shift, lini produksi, dan departemen.
Di sinilah sistem digital berperan. Dengan Jodoo, produsen dapat membangun tanpa kode daftar periksa jalan gemba Aplikasi ini dapat digunakan di perangkat seluler, mengambil foto dan catatan di titik pengamatan, dan secara otomatis mengarahkan masalah ke tim produksi, kualitas, pemeliharaan, atau EHS. Alih-alih mengandalkan formulir kertas atau spreadsheet yang seringkali hanya berfungsi sebagai dokumentasi, tim dapat melacak tindakan korektif secara real-time dan memantau tingkat penyelesaian melalui dasbor.
Sebagai contoh, produsen diskrit dapat menggunakan formulir penelusuran lantai produksi seluler untuk mencatat aliran material yang terhambat di dekat jalur perakitan, memicu tugas pemeliharaan untuk jalur troli yang rusak, dan menandai tindakan yang tertunda untuk manajer produksi dalam satu sistem. Jika Anda ingin proses penelusuran gemba Anda menghasilkan respons yang lebih cepat dan peningkatan yang lebih konsisten, mulai uji coba gratis atau pesan demo bersama Jodoo.

