
Введение: Что означает обход производственной площадки (Gemba Walk) на заводе.
Завод может выполнить свой ежедневный план производства и при этом создавать проблемы завтрашнего дня. Многие производственные потери никогда не отражаются четко в сводных отчетах, поскольку задержки, незначительные простои, небезопасные обходные пути и риски для качества часто остаются скрытыми на этапе производства. Именно поэтому прогулка гемба Это по-прежнему имеет значение, даже на предприятиях с высокими показателями эффективности, совещаниями по сменам и цифровыми панелями мониторинга.
Проще говоря, прогулка гемба Это структурированный обход цеха, в ходе которого руководители выезжают непосредственно на место выполнения работ, чтобы увидеть условия, понять препятствия и проверить, работают ли процессы должным образом. Цель не в том, чтобы поймать людей на ошибке. Цель в том, чтобы увидеть разрыв между стандартом и реальностью до того, как этот разрыв превратится в брак, простои, срыв поставок или инцидент, связанный с безопасностью.
Для руководителей предприятий, менеджеров по производству, специалистов по бережливому производству и супервайзеров реальная ценность обхода гембы заключается в следующем: раннее выявление. Вам необходимо отслеживать сигналы, касающиеся безопасности, качества, потока материалов, состояния оборудования и нагрузки на оператора, пока еще есть время для принятия мер. В следующих разделах мы рассмотрим, что именно следует наблюдать, как эффективно проводить обход, какие вопросы задавать и как преобразовывать наблюдения в измеримые улучшения.
На что следует обращать внимание руководителям во время обхода производственной площадки (Гемба)
Полезный прогулка гемба контрольный список Это помогает руководителям сосредоточиться на том, что видно на рабочем месте, а не на том, что они предполагают, исходя из отчетов. Во время обхода гембы основными категориями наблюдений обычно являются: Условия безопасности, соблюдение стандартных рабочих процедур, движение материалов, состояние оборудования, визуальное управление, риски для качества и препятствия для оператора.. В совокупности эти категории показывают, стабилен ли процесс, легко ли выявить проблемы и может ли команда работать безопасно и стабильно. Они также структурируют дальнейшую работу. вопросы о прогулке по гембе не превращая саму прогулку в допрос.

Условия безопасности
Безопасность – это первый критерий оценки, поскольку небезопасные условия часто свидетельствуют о слабой дисциплине производственных процессов в других областях. Руководителям следует обращать внимание на заблокированные проходы, неустойчивую укладку материалов, отсутствие защитных ограждений, плохую эргономику, утечки масла, оголенные кабели и небезопасные способы подъема грузов или работы на высоте. На многих заводах ситуации, близкие к аварии, легче выявить во время обхода цеха, чем в ежемесячных отчетах по охране труда и технике безопасности, поскольку риск все еще заложен в самой задаче. По оценке МОТ за 2023 год, почти 3 миллиона Ежегодно во всем мире от причин, связанных с работой, погибают рабочие, что еще раз подчеркивает важность наглядного выявления рисков на рабочем месте.
Соблюдение стандартных рабочих процедур
Следующая категория – соответствие фактической работы установленному методу. Руководители должны следить за последовательностью действий, временными рамками, передачей информации между операторами, а также за тем, используют ли операторы необходимые инструменты, приспособления и контрольные точки. Цель состоит в том, чтобы проверить, является ли стандарт практичным, актуальным и поддерживается ли он на рабочем месте. Если три оператора выполняют одну и ту же работу тремя разными способами, это уже говорит о результатах.
Потоки материалов и движение незавершенного производства
Поток материалов показывает, насколько плавно идет производство или есть ли задержки на складе. Руководителям следует обращать внимание на избыток незавершенного производства, задержки между этапами, неясные зоны подготовки материалов, двойную обработку, большие расстояния перемещения и детали, поступающие слишком рано, слишком поздно или в неправильной упаковке. Линия может казаться загруженной, но при этом терять часы из-за небольших перебоев в потоке. Многие полезные выводы касаются не поломок оборудования, а материалов, которые не перемещаются тогда и там, где должны.
В дискретном производстве это может проявляться в виде тележек, припаркованных между цехами изготовления и сборки, без четкого указания направления движения по принципу «первым пришел — первым обслужился» или сигнала о пополнении запасов. В автомобильных цехах плохая организация потока часто проявляется в виде нехватки материалов на производственной линии, смешанных контейнеров или операторов, отлучающихся со станции, чтобы найти нужные детали. В производстве электроники риск часто менее заметен, но не менее опасен, например, когда катушки, лотки или комплекты поступают без четкого указания статуса, что приводит к ожиданию и риску неправильной сборки на станциях с большим ассортиментом продукции.
Состояние оборудования и его стабильность
Состояние оборудования определяется не только тем, работает ли оно в момент осмотра. Руководители должны обращать внимание на утечки, ненормальный шум, вибрацию, временные решения, загрязненные датчики, отключенные сигналы тревоги, изношенные приспособления, нестабильное поведение цикла и признаки того, что операторы компенсируют нестабильность оборудования. Небольшие отклонения имеют значение, поскольку они часто проявляются до того, как простои будут зафиксированы в системе. Во многих цехах лучшим ранним предупреждением по-прежнему остается то, что можно увидеть, услышать и почувствовать на запах.
Визуальное управление и прозрачность проблем
Эффективное визуальное управление позволяет выявлять отклонения за считанные секунды. Руководители должны проверять, актуальны ли, читаемы ли и действительно ли используются командой доски, сигналы Андон, производственные цели, статус дефектов, планы переналадки и правила эскалации. Доска, заполненная устаревшими цифрами, — это не визуальное управление, а украшение стены. Во время обхода цеха слабые визуальные средства контроля обычно проявляются в виде нерешительности, разговоров на отвлеченные темы или непонимания текущего состояния дел.
В зависимости от типа производства акцент делается на разных аспектах. В дискретном производстве визуальное управление часто фокусируется на соблюдении графика, полосах незавершенного производства и расположении инструментов или приспособлений. В автомобильной сборке состояние линии, эскалация дефектов и время реагирования более тесно связаны с тактовой производительностью. В электронике визуальный контроль часто должен обеспечивать отслеживаемость, статус версий, маркировку дефектов и разделение подозрительных материалов с минимальной долей неопределенности.
Риски качества и подверженность дефектам
Руководители должны выявлять условия, приводящие к дефектам, а не только сами дефекты. Это включает в себя нечеткие стандарты контроля, плохой контроль качества первого образца, отсутствие эталонных образцов, смешанные модификации деталей, накопление доработок, немаркированный несоответствующий материал и признаки того, что операторы принимают решения, основываясь на собственном мнении, без достаточной поддержки. Исследования ASQ и других организаций по контролю качества неизменно показывают, что стоимость низкого качества может достигать 15% до 20% Во многих организациях это составляет значительную часть выручки от продаж, поэтому видимые риски, связанные с производственными процессами, заслуживают внимания, прежде чем они превратятся в брак или претензии. прогулка гемба Это один из самых быстрых способов выявить эти факторы риска в контексте.
Препятствия и трение в работе оператора
Последняя категория — это то, что делает работу сложнее, чем она должна быть. Руководители должны обращать внимание на такие факторы, как необходимость тянуться, искать, ждать, повторно вводить данные, нечеткие инструкции, отсутствие инструментов, неудобная компоновка рабочего места или постоянные перерывы со стороны служб поддержки. Это не мелкие жалобы; это операционные барьеры, которые увеличивают усталость, вариативность и потери времени. Если операторы постоянно импровизируют, процесс зависит от усилий, а не от продуманного плана.
Виды трения различаются в зависимости от условий. В дискретном производстве операторы могут тратить время на поиск общих инструментов или перемещение негабаритных контейнеров, которые следовало бы разместить иначе. В автомобильной сборке даже несколько лишних секунд ходьбы или поворота могут нарушить баланс рабочего места на линии. В производстве электроники препятствия часто включают в себя мелкие, но дорогостоящие сбои, такие как нечеткие рабочие инструкции, неправильная настройка увеличения, отсутствие расходных материалов или повторные входы в систему, которые отвлекают от работы.
Процесс обхода производственной площадки: как провести полезный обход цеха.
Полезный прогулка гемба Процесс структурирован, но не должен напоминать инспекционную прогулку. Цель — понять, как на самом деле происходит работа, где возникают сбои в рабочем процессе и какая поддержка необходима данному участку в дальнейшем. На практике наиболее полезная прогулка по цеху проходит в четкой последовательности: определение цели, выбор линии или участка, подготовка целенаправленного контрольного списка, наблюдение за работой, фиксация фактов и назначение дальнейших действий до того, как наблюдения устареют.

Чтобы это стало нагляднее, представьте себе менеджера по производству, проводящего обход упаковочной линии, которая уже две недели не выполняет целевые показатели эффективности оборудования (OEE). Количество брака стабильно, но производительность падает во время второй смены, а переналадка занимает больше времени, чем планировалось. Цель обхода — не оценивать операторов, а выявить, где и почему происходит потеря времени в процессе.
Начните с одной четкой цели.
Прежде чем войти в зону, определите, чему именно вы хотите научить во время этой прогулки. Фраза “Проверьте линию” слишком широка, в то время как “поймите, почему пересадки на линии 3 превышают 18-минутный стандарт” задает полезные границы прогулки. Эта направленность определяет вопросы, которые вы задаете во время прогулки по гембе, поля контрольного списка, которые вы используете, и кто должен присоединиться к прогулке.
В примере с упаковочной линией менеджер по производству ставит перед собой узкую цель: наблюдать за передачей последней партии продукта А первой исправной единице продукта В. Это означает, что во время обхода будут уделяться внимание настройке оборудования, готовности материалов, этапам очистки, доступу к инструментам и обращению к руководству в случае возникновения задержки. Четко определенная цель предотвращает превращение обхода в общий сеанс жалоб.
Выберите регион и время, соответствующие проблеме.
Эффективный обход происходит там, где проблема действительно возникает, а не там, где ее проще всего осмотреть. Если задержки сосредоточены во второй смене, то утренний обход не покажет реального положения дел. Хорошие руководители также выбирают такой временной промежуток для обхода, который позволяет им наблюдать за процессом в действии, а не анализировать его постфактум.
Затем менеджер планирует обход за 20 минут до запланированной смены оборудования и остается до утверждения первой детали. Такое планирование позволяет наблюдать за подготовкой, выполнением и перезапуском, не полагаясь только на память. Это также помогает отделить реальное ограничение процесса от изолированного события.
Подготовьте контрольный список для целенаправленного обхода Гембы.
Контрольный список должен направлять наблюдение, а не заставлять наблюдателя механически отмечать галочками пункты. Для такого рода обхода контрольный список может включать стандартные этапы настройки, фактическое время начала и окончания, недостающие материалы, точки ожидания, нештатные ситуации с оборудованием и то, кому звонили, когда линия останавливалась. Краткий, целенаправленный контрольный список прогулка гемба контрольный список Обычно работает лучше, чем длинная общая форма.
В этом примере менеджер готовит вопросы, например: Были ли все запасные части подготовлены до остановки производства? Следовал ли оператор последовательности стандартных рабочих процедур? Сколько времени линия ждала подтверждения от отдела контроля качества или технической поддержки? Это практические вопросы для обхода рабочей площадки, поскольку они выявляют препятствия и факты, а не просто соответствие требованиям.
Наблюдайте за работой, не превращая её в аудит.
Именно здесь многие обходы теряют свою ценность. Если руководители прерывают каждый шаг, оспаривают действия операторов в режиме реального времени или ищут виновного, люди начинают работать на посетителя, вместо того чтобы делать свою работу естественно. Обход гембы в рамках концепции бережливого производства должен быть уважительным, достаточно тихим, чтобы сохранить нормальный рабочий процесс, и достаточно любознательным, чтобы понять, чем управляет оператор.
Во время переналадки линии менеджер наблюдает за последовательностью действий от извлечения материала до проверки первого образца. Она замечает, что оператор дважды отходит от станка, чтобы найти пропавший гаечный ключ, а затем ждет шесть минут рулон этикеток, который не был подготовлен на линии. Эти наблюдения важнее, чем общие заявления типа “дисциплина переналадки слабая”.”
Документируйте факты, а не впечатления.
Ценность прогулки зависит от качества записи. В заметках следует фиксировать время, местоположение, условия, отклонения от стандартной работы и, при необходимости, прямые цитаты. Расплывчатые комментарии, такие как “плохое планирование” или “команда не была готова”, трудно воспринять всерьез и часто вызывают защитную реакцию.
Менеджер зафиксировал, что запланированная смена оборудования занимала 18 минут, но фактическое время до получения первого исправного устройства составило 31 минуту. Из этих 13 минут четыре минуты ушло на поиск инструментов, шесть минут — на ожидание этикеток и три минуты — на сброс датчика после замятия. Такой уровень детализации превращает обычный осмотр в доказательство.
Завершение беседы с владельцами и дальнейшие действия
Обход не завершается, когда вы покидаете производственную линию. Перед окончанием смены руководитель должен проверить факты, подтвердить, что требует немедленного устранения, и назначить ответственных за дальнейшие действия. Без этого шага даже успешные примеры обхода гембы превращаются в очередной журнал наблюдений, не имеющий оперативного значения.
Для упаковочной линии непосредственные действия просты: сменный руководитель отвечает за соответствие теневых панелей инструмента требованиям, склад отвечает за предварительную подготовку рулонов этикеток, а техническое обслуживание проверяет кронштейн датчика, сместившийся во время переналадки. Менеджер по производству также назначает дату проверки следующих трех переналадок, чтобы подтвердить, сокращают ли предпринятые действия время простоя. В этом и заключается разница между обходом цеха, который дает ценную информацию, и обходом, который просто генерирует заметки.
Вопросы и идеи для контрольного списка по обходу производственной площадки (Gemba Walk) для производственных команд.
Полезный прогулка гемба контрольный список Это не просто подтверждение того, является ли ситуация хорошей или плохой. Это должно помочь вам увидеть, что препятствует безопасной, стабильной и воспроизводимой работе на линии. Это означает, что ваши вопросы во время обхода гембы должны побуждать к наблюдению, контексту и вероятным причинам, а не просто к сбору ответов «да» или «нет».
Напишите вопросы, которые выявляют причины.
Слабые подсказки в контрольном списке обычно звучат как вопросы аудита: “СИЗ надеты?”, “Оборудование чистое?”, “Материалы в наличии?”. На эти вопросы можно быстро ответить, но они редко указывают руководителю или менеджеру по производству, что нужно изменить. Более эффективная подсказка в рамках обхода цеха по принципам бережливого производства спрашивает, с чем сталкивается оператор, где начинается неисправность и что препятствует быстрому ее устранению.
Например, вместо вопроса “Есть ли простои?”, спросите: “Какова основная причина потерь времени в этой области во время текущей смены, и как это решается?” Вместо вопроса “Есть ли дефекты?”, спросите: “В каком месте процесса сегодня наиболее высок риск дефектов, и какой сигнал указывает на это на ранней стадии?” Такой стиль вопросов делает обход цеха более полезным, поскольку он выявляет препятствия, обходные пути и пробелы в эскалации проблем.
Сгруппируйте вопросы для обхода гемб по операционным категориям.
Безопасность
Вопросы безопасности должны касаться воздействия факторов риска, поведения и мер немедленного контроля, а не только поддержания порядка. Следует спрашивать, какие условия могут привести к травмам во время обычной работы, переналадки, уборки или перемещения материалов. В зоне штамповки лучше спросить: “Где операторы выходят за пределы обозначенной траектории или заходят в зоны риска?”, а не “Безопасна ли эта зона?”.”
Качество
Вопросы, касающиеся качества, должны помочь руководителям понять, предотвращаются ли дефекты на этапе их возникновения или обнаруживаются только позже. Спросите, где ошибки наиболее вероятны, как они выявляются и насколько согласованы действия в разных сменах. В сборочном цехе электроники можно спросить: “На каком участке сегодня самый высокий риск доработки, и какой визуальный признак указывает оператору на наличие проблемы?”
Простои и потери оборудования
Вопросы, касающиеся простоев, должны разграничивать хронические потери и единичные инциденты. Спросите, какие незначительные остановки происходят неоднократно, сколько времени занимает восстановление и может ли команда различить причины, связанные с оператором, процессом и техническим обслуживанием. На упаковочной линии вопрос: “Какие остановки происходили более одного раза на этой неделе, и какое временное решение использует команда?” — даст гораздо больше информации, чем общая проверка времени безотказной работы.
Переналадка и настройка
Если на участке обрабатывается несколько товарных позиций, в контрольном списке следует проверить, насколько контролируемы и воспроизводимы переналадки. Необходимо выяснить, какие этапы настройки регулярно затягиваются, какие инструменты или материалы ищутся, и где утверждение первого образца замедляет перезапуск. Это особенно полезно для руководителей производства, курирующих мелкосерийное производство, где задержки при переналадке могут отнимать значительную часть запланированного времени.
Материалы и потоки
В ходе обхода производственных площадок (гемба-обходов) следует уделять внимание доступности материалов, их подготовке к хранению, перемещению и качеству передачи. Необходимо спрашивать, где операторы ожидают детали, где образуется избыток незавершенного производства и соблюдаются ли сигналы о пополнении запасов. В потоке от обработки до сборки подузлов вопрос типа “Где прекращается движение материала, хотя на предыдущем этапе продолжается производство?” может быстро выявить скрытый дисбаланс.
Коммуникация и эскалация проблем
Многие ежедневные сбои связаны не с техническими проблемами, а с проблемами реагирования. Спросите, как команда сигнализирует о неисправности, кто отвечает за первоочередное реагирование и что происходит, если проблема не решена в установленные сроки. Для руководителя смены вопрос: “Какая проблема последних двух часов до сих пор не решена?” часто оказывается более ценным, чем вопрос о том, обновляются ли информационные табло.
Превратите категории вопросов в практичные поля для контрольного списка.
После того, как вы сгруппируете свои прогулка гемба вопросы Разбейте их по категориям на поля, которые руководители смогут последовательно заполнять во время обхода. Хороший контрольный список обычно включает в себя область, линию, смену, наблюдаемое состояние, вероятную причину, немедленное устранение проблемы, ответственного, срок выполнения и подтверждающие доказательства, такие как фотография. Такая структура упрощает повторение процесса обхода гембы и предотвращает исчезновение важных наблюдений в протоколах совещаний.
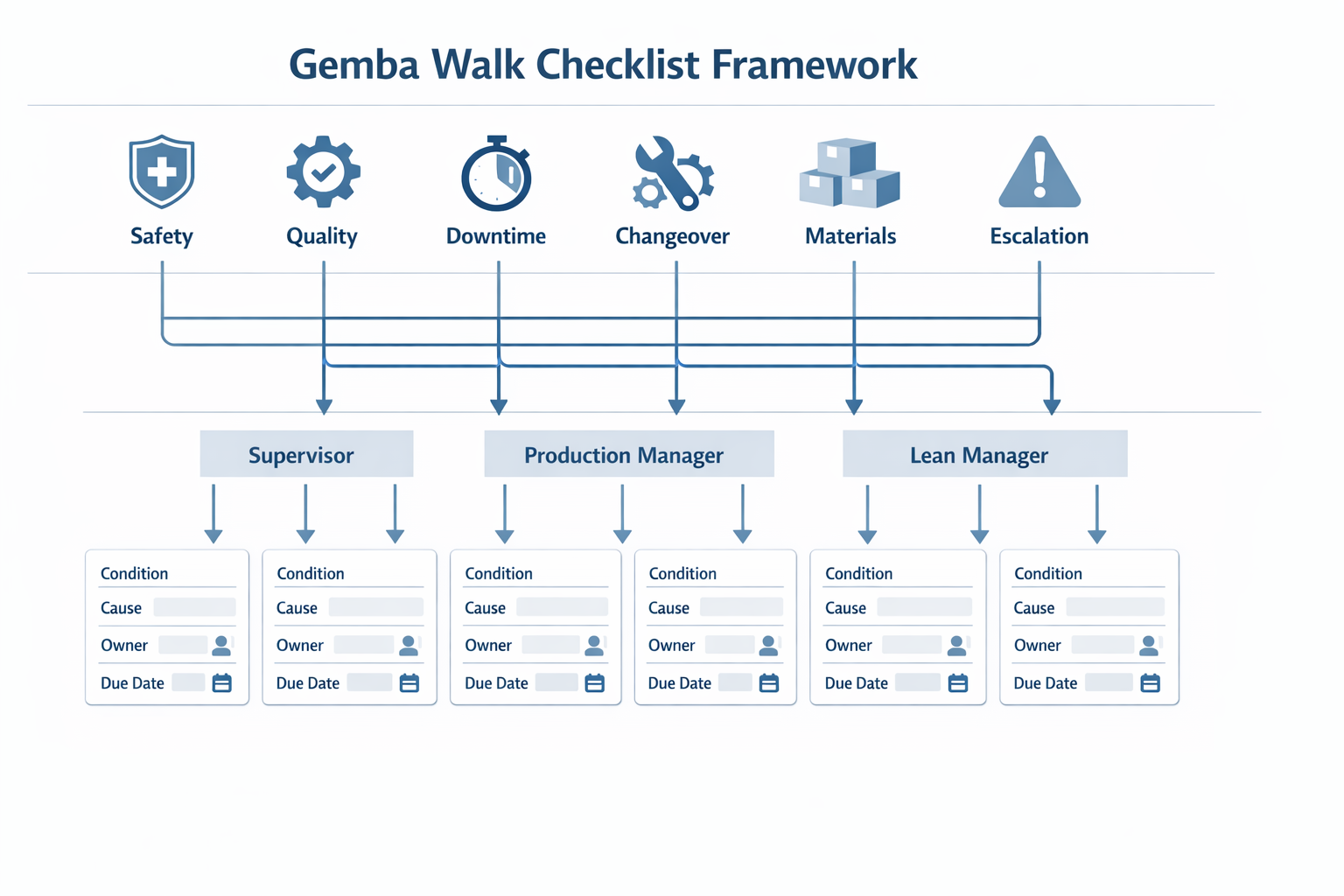
Вы также можете адаптировать логику контрольного списка для разных ролей. Руководителю смены могут потребоваться поля для быстрого ввода информации о неисправностях, статусе реагирования и необходимости эскалации, в то время как менеджеру по бережливому производству могут понадобиться теги трендов, такие как тип потерь, повторяющаяся проблема или стандартный рабочий разрыв. Менеджеру производства обычно нужны оба варианта: достаточно подробная информация для назначения действий и достаточная структура для сравнения закономерностей на разных производственных линиях.
Примерный дизайн контрольного списка по ролям
Для руководителей смен
Контрольный список для руководителя должен быть достаточно быстрым для использования во время осмотра объекта и достаточно конкретным, чтобы инициировать действия до окончания смены. Сосредоточьтесь на непосредственных препятствиях: блокировка потока материалов, отсутствие инструментов, нечеткие рабочие инструкции, неустраненные угрозы безопасности или повторяющиеся незначительные остановки. Полезные поля включают вопросы: “В чем заключается неисправность?”, “Продолжается ли производство?” и “Кто должен отреагировать немедленно?”
Для руководителей производства
Руководителям производства необходим более широкий обзор потерь, связанных с объемом производства, численностью персонала, оборудованием и координацией. Их контрольный список должен связывать локальные наблюдения с выполнением ежедневного плана, рисками, связанными с графиком, и реагированием на межфункциональные ситуации. Полезные вопросы включают: “Какая проблема здесь может повлиять на сегодняшний план?”, “Случалось ли это на других сменах?” и “Есть ли у руководителя участка полномочия решить эту проблему без поддержки?”
Для менеджеров, придерживающихся принципов бережливого производства
Контрольный список менеджера по бережливому производству должен выходить за рамки видимых симптомов и проверять, поддерживает ли процесс стабильную работу. Вопросы должны касаться соблюдения стандартных рабочих процедур, визуального контроля, повторяемости передачи информации и того, поддерживаются ли действия по улучшению. Именно здесь примеры обходов по территории предприятия становятся особенно полезными, поскольку один и тот же симптом — например, ожидание — может возникать из-за планировки, логики пополнения запасов, сигналов планирования или нечетких правил эскалации.
Сделайте контрольный список достаточно коротким для использования.
Большинству производственных бригад не требуется заполнять 50-пунктную анкету для каждого обхода цеха. На практике, 10-15 целенаправленных вопросов Обычно это позволяет получить более качественные результаты, чем длинный шаблон, заполняемый механически. Если руководители не могут завершить заполнение контрольного списка во время самой прогулки, вероятно, форма документирует слишком много и видит слишком мало.
Лучшее прогулка гемба контрольный список Это тот контрольный список, который ваши руководители действительно будут использовать, сравнивать и отслеживать. Делайте подсказки специфичными для каждой роли, требуйте точных записей и демонстрируйте ответственность за действия. Это даст вам контрольный список, который будет поддерживать сам обход, а не превращать его в бумажную работу.
Типичные примеры обхода гембы и почему статические шаблоны часто дают сбои.
Повторяющаяся задержка между механической обработкой и сборкой.
Одно из распространенных замечаний, выявляемых при обходе цеха, — это не неисправность оборудования, а проблема в потоке между процессами. На заводе по производству металлических деталей руководитель может увидеть готовые обработанные компоненты, лежащие в бункерах от 20 до 30 минут до начала сборки, даже несмотря на то, что оба участка выполняют свои собственные локальные целевые показатели производительности. Это наблюдение указывает на несоответствие размеров партий, времени передачи или правил пополнения материалов, а не на простую проблему с мощностью. На практике именно такие закономерности быстро выявляются при обходе цеха, поскольку они видны на производстве до того, как станут очевидными в еженедельных отчетах по общей эффективности оборудования (OEE) или графику работ.
Нечеткая маркировка дефектов в производстве электроники
На линии по производству электроники проблема может заключаться не столько в потоке, сколько в прозрачности контроля качества. Менеджер может обнаружить бракованные платы, помещенные в тот же лоток, что и устройства, ожидающие доработки, с рукописными бирками, на которых указаны разные коды дефектов в зависимости от смены. Это создает риск, выходящий далеко за рамки одной станции, поскольку ремонтные техники, инженеры по качеству и руководители могут по-разному интерпретировать один и тот же дефект. Хорошие примеры обходов производственных площадок (гемба-обходов) часто кажутся простыми на первый взгляд, но они выявляют слабые контрольные точки, которые могут искажать данные о браке, задерживать локализацию дефектов и скрывать повторяющиеся причины.
Небезопасная организация складирования материалов в автомобильном цехе.
В цехе по сборке автомобильных узлов проблема может заключаться в безопасности и контроле пространства. Поддоны, многоразовые контейнеры и тележки могут постепенно перемещаться на пешеходные дорожки по мере увеличения производственной нагрузки или задержек при переналадке оборудования. Сменный руководитель, осматривающий цех, может заметить, что линия продолжает работать, но операторам теперь приходится обходить штабеля материалов, чтобы достать инструменты или готовые детали. Такие находки важны, поскольку такое положение дел может сохраняться в течение нескольких дней, прежде чем приведет к травмам, повреждениям или незапланированной остановке.
Почему статические шаблоны не обеспечивают оперативного контроля?
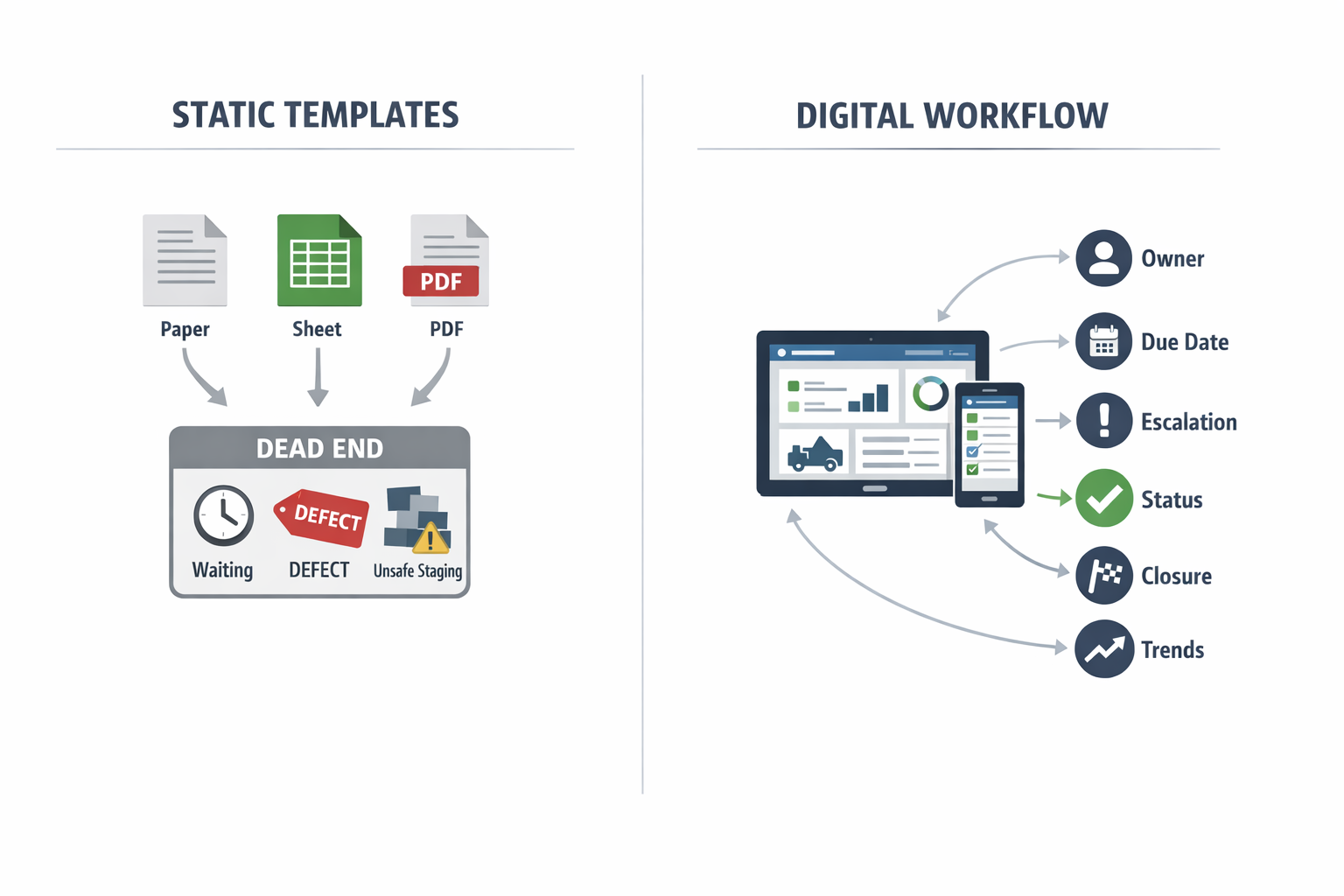
Эти примеры показывают важное ограничение во многих случаях. прогулка гемба контрольный список Форматы. Бумажная форма, электронная таблица или статический PDF-файл могут зафиксировать увиденное и даже помочь ответить на основные вопросы при обходе цеха, но обычно на этом всё и заканчивается. Такой подход не позволяет надёжно передать проблему с ожиданием в отдел планирования производства, перенаправить проблему маркировки дефектов в отдел контроля качества или уведомить службу охраны труда и техники безопасности об обнаружении небезопасных условий на работающей линии. В результате процесс обхода цеха фиксирует наблюдения, но теряет темп до того, как корректирующие действия будут приняты и завершены.
Простое сравнение наглядно демонстрирует разницу. Бумажные документы легко носить с собой, но их сложно передавать другим и легко потерять; электронные таблицы централизуют данные, но часто требуют ручного обновления и имеют непоследовательные названия; статические PDF-файлы стандартизируют макет, но редко позволяют отслеживать действия. цифровой подход Можно связать одно наблюдение с ответственным лицом, сроком выполнения, порядком эскалации и статусом закрытия в разных отделах и на разных предприятиях. Это различие становится критически важным, когда руководители хотят сравнивать повторяющиеся проблемы по сменам, линиям или объектам, вместо того чтобы рассматривать каждую проверку как изолированное событие.
Настоящая проблема не в захвате, а в закрытии.
Для большинства заводов проблема заключается не в том, чтобы заметить проблему, а в том, чтобы превратить одно наблюдение в управляемую запись, которая поддерживает последующие действия, подотчетность и анализ тенденций. Если одна и та же заблокированная передача, ошибка маркировки или небезопасная подготовка обнаруживаются в трех разных обходах, руководителям необходимо увидеть эту закономерность, не объединяя вручную заметки из разных файлов. Именно здесь статические шаблоны испытывают трудности: они созданы для сбора ответов, а не для управления улучшениями во времени, между командами и в разных местах.
Заключение: Превратите наблюдения, полученные в ходе обхода площадок, в практические действия с помощью Jodoo.
A прогулка гемба Результаты достигаются только тогда, когда то, что руководители видят в цехе, превращается в четкие записи, назначенные действия и подтвержденные последующие действия. Выявление заторов в производственном процессе, повторяющихся дефектов, небезопасной подготовки или ненормального состояния оборудования полезно, но настоящая ценность заключается в замыкании цикла. Это означает, что каждое наблюдение должно иметь ответственного, срок выполнения и видимый статус, который менеджеры могут отслеживать в разных сменах, линиях и отделах.
Вот где цифровая система играет важную роль. Jodoo, Производители могут создавать приложения без использования кода. контрольный список для обхода гембы Это приложение работает на мобильных устройствах, позволяет делать фотографии и заметки непосредственно в месте обнаружения проблемы и автоматически направлять запросы в отделы производства, качества, технического обслуживания или охраны труда и окружающей среды. Вместо бумажных форм или электронных таблиц, которые часто ограничиваются только документацией, команды могут отслеживать корректирующие действия в режиме реального времени и контролировать показатели их устранения с помощью информационных панелей.
Например, производитель дискретной продукции может использовать мобильную форму обхода цеха для регистрации заблокированного потока материалов вблизи сборочной линии, запуска задачи по техническому обслуживанию поврежденной полосы тележек и пометки просроченных действий для руководителя производства в одной системе. Если вы хотите, чтобы ваш процесс обхода цеха приводил к более быстрой реакции и более стабильным улучшениям, начать бесплатную пробную версию или заказать демонстрацию с Джоду.

