
はじめに:リーン生産方式とは何か、そしてなぜ今も重要なのか
多くの工場では、, 回避可能な非効率性により、最大20%の生産能力が失われる可能性がある。 待ち時間、過剰な動作、手直し、過剰生産など。利益率が低く、人件費が上昇し、需要が予測できない工場を管理している場合、これらの損失はすぐに納期と収益性に現れます。したがって、, リーン生産方式とは何か簡単に言うと、リーン生産方式とは、無駄を排除し、作業を標準化し、顧客にとって価値を生み出すプロセスにすべての工程を集中させることで、生産性を向上させるシステムです。.
オペレーションマネージャー、工場長、経営者、そして学生にとって、リーン生産方式が重要なのは、それが単なる過去のコスト削減策ではないからです。自動車部品工場の生産マネージャーが、機械加工と組み立ての間に仕掛品が積み上がっている状況や、食品工場の監督者が、度重なる段取り替えの遅延に悩まされている状況を想像してみてください。リーン生産方式は、ボトルネックを特定し、付加価値のない作業を削減し、品質を犠牲にすることなく生産の流れを改善するための実践的な方法を提供します。.
このガイドでは、 リーン生産方式の定義, 本書では、リーン生産方式の起源、中核となる原則、主なメリット、実際の工場の事例を紹介します。また、現代の製造業者がデジタルツールをどのように活用しているかについても解説します。 Jodoo より優れたデータ収集、ワークフロー、リアルタイムの可視性によって、効率的な業務遂行を支援する。.
リーン生産方式の歴史:トヨタ生産方式から現代の工場運営まで
戦後製造業におけるリーン生産方式の始まり
理解するために リーン生産方式とは何か, どこから始まったのかを見てみるのが役立つ。 リーン生産方式の歴史 第二次世界大戦後、製造業者は限られた資本、限られた原材料、そして非常に変動の激しい顧客需要の中で事業を運営しなければならなかった。トヨタは、多くの欧米の大衆生産者が採用していた大量生産・在庫重視のモデルに頼ることはできなかったため、必要なものを必要な時に、できる限り無駄なく生産することに重点を置いた独自のシステムを開発した。.
これは トヨタ生産方式(TPS), 大野耐一、豊田英二、そして彼らのチームによって主に構築されたTPSは、効率性を単に機械を常に稼働させることとして捉えるのではなく、サプライヤーからの納品から最終組み立てまでの生産フロー全体に着目した。この転換は現代のTPSの中核をなすものである。 リーン生産方式の定義:事業運営全体を通して、顧客価値を最大化しつつ無駄を最小限に抑えるためのシステム。.
トヨタ生産方式の根底にある考え方
TPSは単なるツールの集合体ではなく、経営哲学であった。その最もよく知られた2つの柱は ジャストインタイム 生産と 自働者, これは、しばしば「組み込み品質」または「人間味のある自動化」と訳される。実際には、実際の需要に合わせて生産し、問題を発生源で解決し、欠陥が下流工程に及ばないように作業を設計することを意味した。.
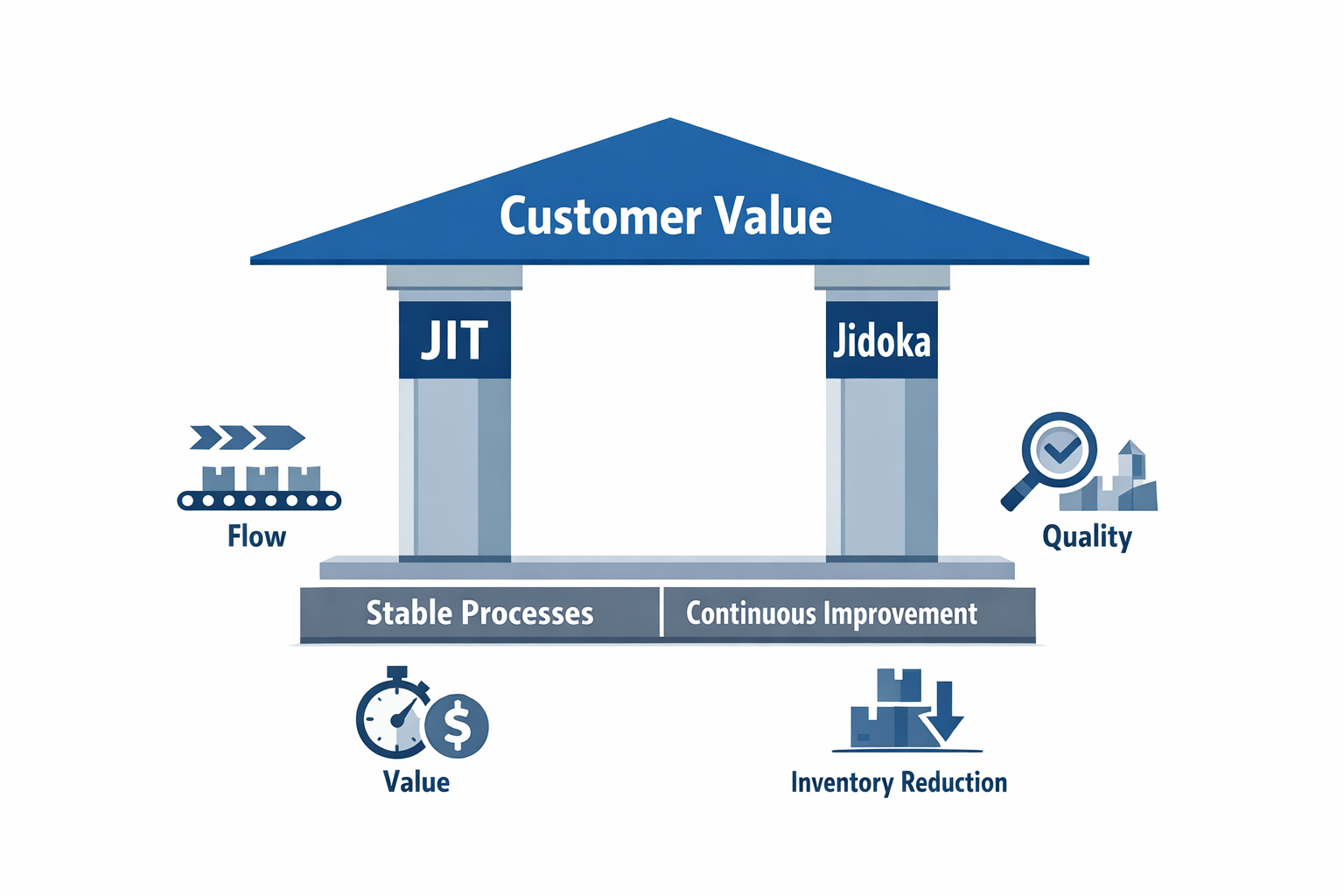
これらのアイデアは後に リーン生産方式の原則 現在では世界中で活用されている手法です。共通の原則としては、顧客視点からの価値定義、バリューストリームのマッピング、フローの改善、プル型生産方式の採用、継続的改善の追求などが挙げられます。用語は後に標準化されましたが、その運用ロジックは現場から直接生まれたもので、リードタイムの短縮、不良品の削減、過剰在庫の削減、注文変更への迅速な対応などが挙げられます。.
トヨタを超えてリーン・スプレッドを展開する方法
リーン生産方式は、1980年代から1990年代にかけて、トヨタが生産性、品質、柔軟性において多くの従来型工場を常に凌駕する理由を研究者や業界リーダーが研究する中で、世界の製造業における議論に登場しました。「リーン生産方式」という用語は、自動車業界の研究で、これらの手法を採用する企業がより少ない資源で大幅に優れた業績を達成できることが明らかになった後、広く知られるようになりました。時を経て、電子機器、食品加工、医療機器、産業機器などの製造業者も、製品や生産モデルが異なっていても、同じ概念を採用するようになりました。.
この進化を理解する上で役立つ考え方は、リーン生産方式が企業固有のシステムから広く適用可能な運用モデルへと移行した、というものです。例えば、制御基板の多品種少量生産を担当する電子機器組立工場の生産管理者を想像してみてください。彼らはトヨタの用語をすべて使うわけではないかもしれませんが、段取り替え時間を短縮し、視覚的な作業標準を作成し、実際の消費量に基づいて部品を補充し、欠陥を発生源で追跡するならば、彼らは古典的なトヨタ生産方式を適用していることになります。 リーン生産方式の事例 現代的な文脈において。.
現場方式からビジネス運営システムへ
リーン生産方式が成熟するにつれ、その適用範囲はラインバランシングやカンバンカードといった従来の手法にとどまらず、製造業は保守、倉庫管理、設計変更管理、サプライヤーとの連携、品質検査、さらには生産計画や購買承認といった事務プロセスにまで拡大していきました。リーン生産方式が今日まで有効であり続けている理由の一つは、それが組立ラインに限らず、組織全体のバリューチェーンにおいて信頼性の高い流れを生み出すのに役立つからです。.
このより広範な採用は、長期的な多くの理由も説明しています。 リーン生産方式の利点. 広く引用されている業界調査によると、リーンプログラムはリードタイムを短縮できる。 30%~70%, 規律正しく継続的に実施すれば、在庫レベルを大幅に削減し、初回合格率を向上させることができます。例えば、食品包装工場では、リーン生産方式は段取り替え時のライン停止時間の削減から始まりますが、多くの場合、標準化された衛生チェック、デジタルによるメンテナンス依頼、リアルタイムの生産追跡へと拡大し、管理者が異常事態に迅速に対応できるようになります。.
デジタル工場においてリーン生産方式が依然として重要な理由
今日の工場は、リーン生産方式が始まった頃の工場よりも多くのソフトウェア、センサー、自動化技術を備えていますが、その根底にある考え方は今もなお有効です。デジタルツールはリーン思考に取って代わるものではなく、無駄の発見、基準の徹底、迅速な対応を容易にするものです。タブレット端末を使って時間ごとの生産報告を行ったり、品質問題のエスカレーションに自動化されたワークフローを導入したりする工場は、数十年前から確立されているのと同じ論理に従っています。つまり、問題を可視化し、迅速に対応し、プロセスを継続的に改善していくということです。.
だから、 リーン生産方式とは何か 過去に囚われることなく、常に進化し続ける。その歴史はトヨタ生産方式に始まるが、現在では、製造業者が実績のあるプロセス規律とリアルタイムデータをどのように組み合わせるかという点にこそ、その意義がある。Jodooのようなプラットフォームは、工場が大規模なカスタム開発を行うことなく、検査、承認、生産記録、ダッシュボードをデジタル化できるようにすることで、この変革を支え、日々の業務においてリーン生産方式を維持しやすくする。.
リーン生産方式の原則:5つの原則と8つの無駄について解説
もしあなたが尋ねているなら リーン生産方式とは何か, 最も明確な答えは、工場がより少ない廃棄物でより多くの顧客価値を提供できるよう支援する管理手法であるということです。実際には、 リーン生産方式の定義 それを作業現場での一連の意思決定と行動に分解すると、適用しやすくなります。 リーン生産方式の原則 それらは非常に重要であり、リーンを幅広い哲学から再現可能な運用方法へと変える。 リーン生産方式の歴史 戦後の生産システムに遡るこれらの原理は、今日ではエレクトロニクス、食品加工、衣料品、包装、その他多くの分野で活用されている。.
リーン生産方式の5つの原則
1. 価値を特定する
価値は工場ではなく顧客から始まります。工程が価値を生み出すのは、顧客が対価を支払う意思があり、製品が有意義な形で変化し、かつ作業が初回から正しく行われた場合のみです。例えば、電子機器組立工場では、正確なPCB配置と機能テストは価値を生み出しますが、作業ステーション間の不必要な作業は価値を生み出しません。これが、最も強力な企業が多くの点で成功している理由の一つです。 リーン生産方式の利点 それは、製品の改善に繋がらずに労力と時間を浪費する活動を排除することから生まれる。.
2. バリューストリームをマッピングする
価値が明確になったら、次のステップは、その価値を実現するために必要なすべての活動をマッピングすることです。バリューストリームマップは、注文受付から出荷までの材料の流れ、情報の流れ、待ち時間、在庫の蓄積、検査ポイント、および手直しループを示します。例えば、包装済みスナック菓子工場の生産管理者が、原材料の受け入れから混合、焼成、包装、パレット積みまでのプロセスをマッピングするとします。このマップには、製品の処理時間はわずか45分であるにもかかわらず、工程間の待ち時間が10時間以上であることがわかるかもしれません。このような可視性こそが、リーン生産方式を理論から実践へと変える鍵となります。.
3. フローを作成する
フローとは、作業が停止、ボトルネック、または不必要なバッチ処理なしに、あるステップから次のステップへとスムーズに進むことを意味します。縫製工場では、裁断、縫製、トリミング、最終検査は、作業が大きな束で部門間を移動する際にしばしば遅くなります。ラインの能力を再調整し、転送バッチのサイズを小さくすることで、工場は注文をより迅速に処理し、品質問題をより早期に発見することができます。最も実用的な方法の1つは、 リーン生産方式の事例, 多くの場合、工場がリードタイムと生産安定性において目に見える成果を最初に実感できるのは、生産フローの改善から始まる。.
4. プルを確立する
プル方式とは、予測や社内の都合ではなく、実際の下流需要に基づいて生産を行うことを意味します。「念のため」大量生産するのではなく、各工程は次の工程で消費された分だけを補充します。例えば、飲料の瓶詰めラインでは、出荷のはるか前にパレットを積み上げるのではなく、実際の充填量と出荷需要に応じて二次包装を行うべきです。これにより、過剰生産が削減され、完成品の在庫が減り、オペレーションチームは変化する注文構成に迅速に対応できるようになります。.
5. 完璧を追求する
リーン生産方式は一度きりのプロジェクトではなく、継続的な改善システムです。完璧を目指すということは、優れたプロセスを標準化し、パフォーマンスを測定し、根本原因を解決し、そして再び改善していくことを意味します。例えば、医療機器部品工場では、ライン切り替え時間を70分から40分に短縮した後、初回合格率と材料補充精度の向上に注力するかもしれません。このような考え方はリーン生産方式の中核を成すものであり、たとえ優れた成果であっても、次の改善サイクルの基準として捉えられます。.
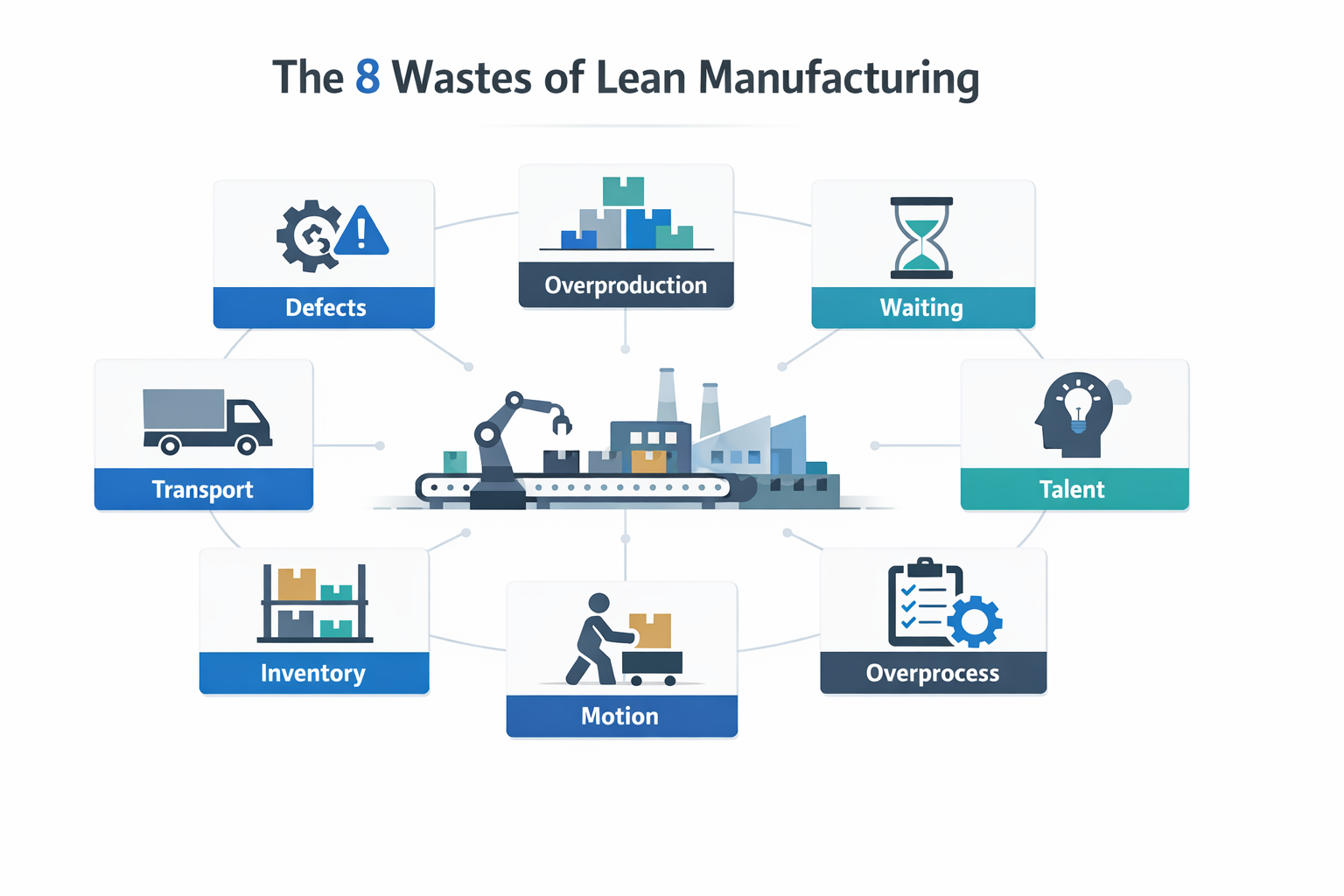
リーン生産方式における8つの無駄
8つのムダは、工場チームが日常業務で付加価値のない作業を見つけるための実践的な方法を提供します。これらは、DOWNTIMEという頭字語でよく覚えられます。欠陥、過剰生産、待ち時間、活用されていない人材、輸送、在庫、動作、および余分な処理です。リーン生産方式に不慣れなリーダーにとって、ここが リーン生産方式の定義 それぞれの廃棄物を観察、測定、削減できるため、具体的なものとなる。.
欠陥
不良品には、スクラップ、再加工、再テスト、および仕様を満たさない出力が含まれます。印刷パッケージ工場では、色の不一致や位置ずれにより、インク、基材、機械時間、および労働力を消費する再印刷が必要になる場合があります。品質不良のコストは高額になる可能性があり、多くの工場では、品質関連の損失が 売上高15%~20%, 広く引用されている業務改善のベンチマークによると、リーン生産方式では、欠陥は単なる品質問題ではなく、流れを阻害し、プロセスの不安定性を隠蔽するものとして捉えられています。.
過剰生産
過剰生産とは、次の工程や顧客のニーズよりも多く、早く、あるいは速く生産することを意味します。冷凍食品工場では、包装能力が整う前に過剰生産を行うと、一時的に冷蔵保管スペースに負担がかかり、取り扱いが増加する可能性があります。この無駄は、一見稼働率が高いように見えても、在庫、輸送、待ち時間といった他の無駄を密かに生み出すため、特に危険です。リーン生産方式では、過剰生産が他の多くの損失を増幅させるため、まず過剰生産をターゲットとします。.
待っている
待ち時間とは、人、資材、機械、または情報が遊休状態にある状態を指します。例えば、半導体製造ラインでは、次のロットを開始する前に、最初の製品の承認、メンテナンスの許可、または資材の出荷を待つ場合があります。シフトをまたいで繰り返されるわずかな遅延でも、生産量に深刻な影響を与える可能性があります。製造現場の調査では、間接的なダウンタイムや軽微な停止が生産性損失の大部分を占めていることがしばしば示されています。リーン生産方式のチームは、こうした小さな遅延を注意深く追跡します。なぜなら、それらは十分に予防可能であるにもかかわらず、しばしば正常な状態として受け入れられてしまうからです。.
活用されていない才能
この無駄とは、従業員の知識、スキル、改善アイデアを活用できないことを指します。例えば、家電工場の監督者が、どのチェックポイントをデジタル化して自動化できるかを正確に把握しているにもかかわらず、作業員が毎時間手動でトルクデータをチェックしている状況を想像してみてください。こうしたアイデアが現場から出てこなければ、工場は改善の機会だけでなく、従業員の意欲も失ってしまいます。リーン生産方式は、作業員、技術者、チームリーダーが単なる実行ではなく、問題解決に関与するときに最も効果を発揮します。.
交通機関
輸送の無駄とは、工程間、保管場所間、または建物間での資材の不必要な移動のことです。乳製品加工施設では、包装資材を遠く離れた倉庫から生産ラインまで1シフトに何度も移動させると、製品の品質は変わらないにもかかわらず、フォークリフトの往来が増え、処理時間や調整作業も増えてしまいます。過剰な輸送は、損傷のリスクを高め、トレーサビリティを複雑にする可能性もあります。リーンレイアウトは、こうした内部経路を短縮し、資材の移動を減らし、より直接的に流れるようにすることを目的としています。.
在庫
在庫の無駄には、安定した操業を支えるために必要な量を超える原材料、仕掛品、完成品が含まれます。ケーブル組立工場では、部品の大きなリールや半完成品が、圧着、はんだ付け、テストの各工程の間に何日も放置されることがあります。在庫は工場に安心感を与える一方で、スケジューリングの問題、流れの不均一性、品質の不安定さを隠してしまうことがよくあります。最も目に見えるものの1つは、 リーン生産方式の利点 在庫削減だけではなく、在庫削減と対応力向上を組み合わせることが重要だ。.
モーション
動作の無駄とは、歩行、手を伸ばす、かがむ、工具や書類を探すなど、人が不必要に行う動作のことです。化粧品充填工場では、キャップ、ラベル、バッチシートを回収するために作業員が繰り返しラインを横切る場合、1サイクルあたり数秒しかロスしないかもしれませんが、何千サイクルにも及ぶと、その時間はすぐに積み重なります。動作の無駄は人間工学や疲労にも影響を与え、最終的には品質や安全性にも影響を及ぼす可能性があります。こうした無駄をなくすための改善策としては、作業ステーションの設計、使用場所での保管、視覚的な管理の改善などが挙げられます。.
追加処理
過剰加工、またはオーバープロセッシングとは、顧客の仕様や工程上の必要性を超えて作業を行うことを意味します。板金加工工場では、重複した検査を実施したり、重複した紙の記録を作成したり、必要な仕上げ公差を超えて表面を研磨したりすることがあります。これらの行為は労働力と機械時間を浪費するだけで、顧客価値を高めることにはつながりません。多くの現代的な工場では、デジタルワークフローによって、承認、データ収集、追跡可能な品質チェックを単一のシステムで標準化することで、こうした無駄を削減できます。.
リーン理論を日々の工場業務に活かす
5つの原則と8つの無駄が重要な理由は、リーダーが段取り替えから検査、資材補充まであらゆるプロセスを評価するための実践的な方法を提供するからです。 リーン生産方式とは何か, 2 つの質問を自問してください。このステップは顧客価値を生み出しますか?そうでない場合、それはどのような無駄を表していますか?このシンプルな規律は、チームが抽象的なトレーニングから実際の業務改善へと移行するのに役立ちます。これが、最高のチームが リーン生産方式の事例 それらは通常、小さく、特異的で、植物全体にわたって一貫して繰り返される。.
リーン生産方式のツール、手法、および実例
もしあなたが学んでいるなら リーン生産方式とは何か, ここからがコンセプトが実践的になる部分です。 リーン生産方式の定義 流れ、品質、一貫性を改善するためにチームが毎日現場で使用するツールがなければ、それは完全ではありません。これらの方法は、 リーン生産方式の歴史, しかし、現代の工場では、幅広い リーン生産方式の原則 目に見える、再現可能な行動へと変換する。.
5Sとビジュアルマネジメント
5S 5Sは、Sort(整理)、Set in Order(整頓)、Shine(清掃)、Standardize(標準化)、Sustain(維持)の頭文字をとったものです。職場をより整理整頓し、異常な状態を容易に発見できるため、最初に導入されるツールの1つであることが多いです。多くの工場では、5Sは、 ビジュアルマネジメント, 例えば、床面表示、シャドウボード、色分けされた容器、機械の状態表示灯、時間ごとの生産量ボードなど。.
生産監督者が 衣料品工場 複数の縫製ラインを管理し、頻繁にスタイル変更を行う。工具にラベルを貼り、材料の保管場所をマークし、視覚的なボードを使って時間ごとの生産量と不良品数を表示することで、作業員はシフト終了時ではなく数分以内に不足品や目標未達を特定できる。このスピードこそが、5Sが早期改善と関連付けられる理由の一つである。 リーン生産方式の利点, 特に、捜索時間の短縮、作業現場の安全性の向上、そして作業ラインの規律の向上などが挙げられます。.
カイゼンと標準化作業
カイゼン カイゼンとは、小さな実践的な変更を通じて継続的に改善していくことを意味します。大規模な設備投資プロジェクトを待つのではなく、チームはサイクルタイム、動作、引き渡し、またはセットアップ手順を一度に1つの問題ずつ改善していきます。リーン環境では、カイゼンは通常、 標準化された作業, これは、作業を安全かつ一貫して、必要なタクトタイム内に完了するための、現在最も優れた方法を定義するものです。.
を考えて 電子機器組立工場 プリント基板サブアセンブリを製造している。ラインリーダーは、部品のロード中に作業員がトレイを越えて手を伸ばす頻度が高すぎることに気づき、チームはワークステーションのレイアウトを変更し、標準作業シートを更新した。 1サイクルあたり2~3秒 1シフトあたり数千ユニットに及ぶとすぐに積み重なる可能性があり、これが最も明確な例の1つである。 リーン生産方式の事例 小さな変化が、測定可能な生産性向上をもたらす。.
カンバン、JIT、平準化
カンバン は補充を制御するために使用されるシグナルシステムであり、 ジャストインタイム(JIT) 必要なものを、必要な時に、必要な量だけ生産することを目指す。. ヘイジュンカ, 生産平準化は、スケジュールを安定させ、上流および下流のプロセスが需要の大きな変動に常に反応する必要がないようにするのに役立ちます。これらのツールを組み合わせることで、資材供給の管理を失うことなく、よりスムーズな流れと過剰在庫の削減を実現できます。.
取ろう 食品・飲料包装工場 複数の小売SKU向けにボトル入りソースを充填する。工場では、大量のバッチをラインに投入する代わりに、包装資材にはカンバン方式、ラベルとキャップにはジャストインタイム(JIT)方式の補充、そして平準化によって日々の製品バリエーションの比率を均一化することができる。このアプローチは、賞味期限が重要な場合に特に有効である。なぜなら、リーンフローはスピードだけでなく、長期在庫、不要な取り扱い、保管スペースの削減にも役立つからである。.
バリューストリームマッピング
バリューストリームマッピング 注文から出荷までの資材と情報の流れ全体をチームが把握するのに役立ちます。どの工程で付加価値が生まれるか、どこで待ち時間が発生するか、在庫がどのように蓄積されるか、そしてデータの引き継ぎによって意思決定が遅れる箇所が明らかになります。そのため、製造現場の活動を計画、購買、品質管理、物流と連携させるための最も有用な方法の一つとなっています。.
例えば、 医療機器部品メーカー 原材料の出荷から最終検査と梱包までのプロセスをマッピングすることができます。チームは、実際の処理時間はわずか数時間であるにもかかわらず、成形、トリミング、検査、文書レビュー間の待ち時間のために総リードタイムが数日に及ぶことを発見するかもしれません。このような可視性こそが、バリューストリームマッピングが両者にとって中心的な役割を果たす理由です。 リーン生産方式の原則 そして、実践的な改善計画。.
ポカヨケ
ポカヨケ ポカヨケとは、工程におけるミスを防止し、エラーを即座に検出することを意味します。特に、手作業による組み立て、部品のばらつき、反復作業などによって、部品の間違い、手順の漏れ、向きの反転といったミスが発生する可能性がある工程において、ポカヨケは非常に有効です。優れたポカヨケ装置は、シンプルで低コストであり、記憶や追加の検査に頼るのではなく、工程に組み込まれていることが重要です。.
オペレーターを想像してみてください 家電アクセサリー工場 左右対称の部品を使用して充電器ハウジングを組み立てる場合、間違った部品が物理的にステーションに収まらないように設計された治具を使用することで、組み立てミスを未然に防ぐことができます。多くの工場では、この方法によって初回合格率が向上し、手直し作業が削減されるため、リーン生産方式が品質を発生源から支える最も分かりやすい例の一つとなっています。.
これらのツールが最も重要になる時
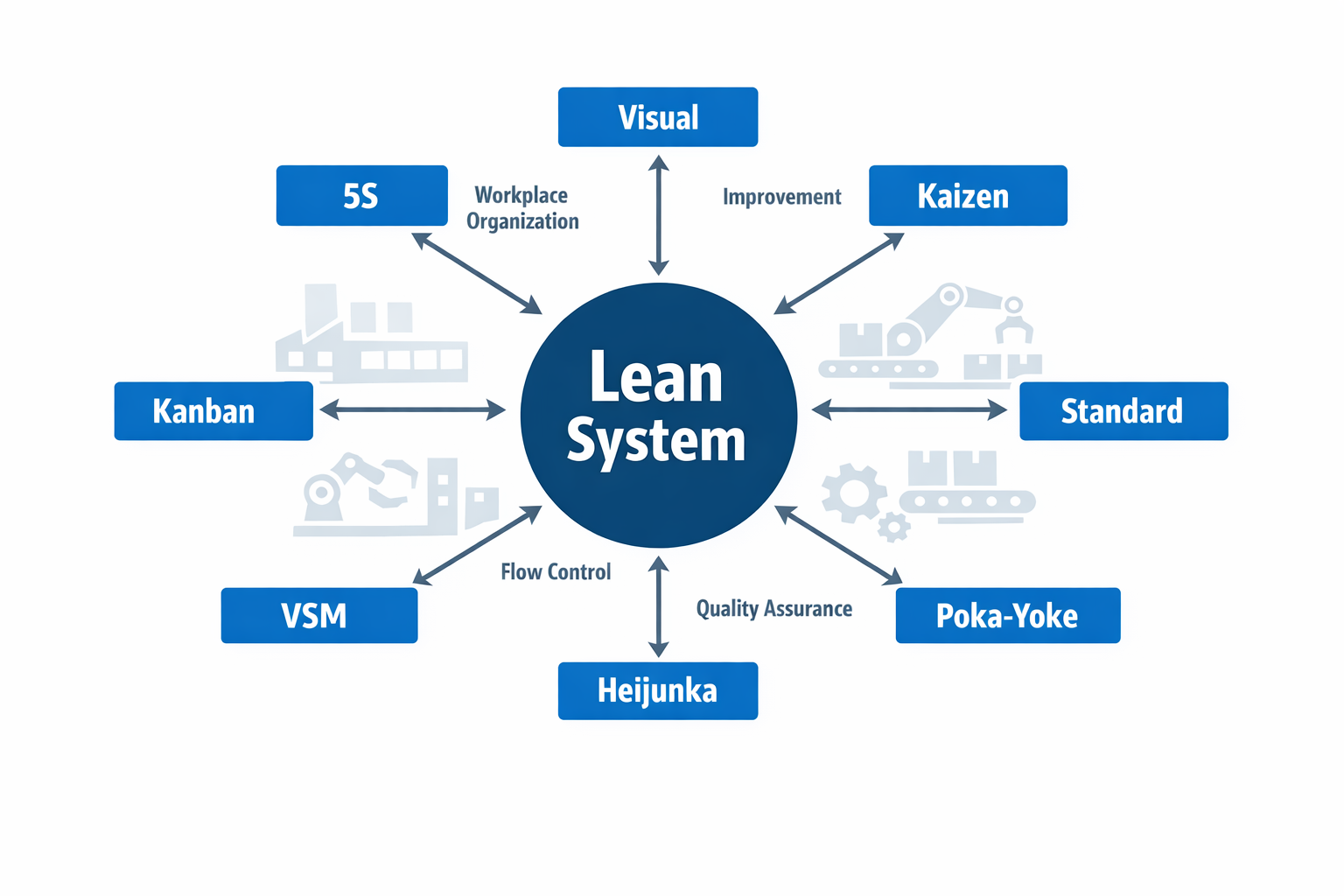
それぞれの手法は異なる目的を果たしますが、孤立したプロジェクトとしてではなく、連携したシステムとして最も効果を発揮します。5Sとビジュアルマネジメントは状況を可視化し、標準化された作業とカイゼンはタスクを安定させ改善し、カンバンとJITはフローを制御し、平準化は需要を平準化し、バリューストリームマッピングは注力すべき場所を示し、ポカヨケは実行中の品質を保護します。これは、 リーン生産方式の定義リーン生産方式は単一のツールではなく、工場の日常業務を管理するための体系的な方法である。.
実際には、工場のリーダーはすべての方法を一度に導入する必要はありません。 プラスチック包装工場 1つのラインで視覚的な管理と標準化された作業から始めるかもしれないが、 ベーカリー事業 カンバンや平準化の方が、製品の鮮度や日々のスケジュール管理がより重要視されるため、より迅速な結果が得られる可能性がある。最適な選択は、プロセスタイプ、製品構成、および稼働リズムによって異なるが、これらの方法はすべて同じ目標をサポートする。 リーン生産方式とは何か 理論を、工場現場における規律ある、測定可能な行動へと転換する。.
実際の工場でリーン生産方式を始める方法
実際の工場でリーン生産方式を始めるということは、大規模なプログラムを立ち上げることよりも、再現可能な運用習慣を構築することの方が重要です。もしあなたがまだ疑問に思っているなら リーン生産方式とは何か, 現場での実践的な答えはシンプルです。それは、付加価値のない作業を排除し、作業の流れを安定させ、チームが日々の問題を解決できるよう支援する、規律ある方法です。最適な導入方法は、小規模から始め、明確な指標を用い、現場の監督者に改善における目に見える役割を与えることです。このアプローチは、工場全体を一度に再設計しようとするよりも効果的です。.
変更を加える前に現状を評価してください
まず、SOPに記載されている手順ではなく、実際に作業がどのようにプロセスを通過するかを直接観察することから始めます。ラインを歩き、1つの注文を最初から最後まで追跡し、待ち時間、動き、再作業ループ、引き継ぎ、および情報遅延を記録します。多くの工場では、この最初の演習により、SOPと実際の作業の流れの間にギャップがあることが明らかになります。 リーン生産方式の定義 そして、日々の実践において重要なのは努力ではなく、可視性である。単純な現状マップを作成すれば、機械がフル稼働するずっと前に、どこで出力が失われているかが分かることが多い。.
電子機器組立工場の生産マネージャーが、プリント基板(PCB)ユニットのバッチをキット化からテスト、梱包まで追跡していると想像してみてください。チームは、組立作業自体は18分しかかからないものの、検査結果の記録が遅れ、トレイが1つのステーション付近に積み上がってしまうため、テストから最終梱包まで6時間以上も待たされていることに気づくかもしれません。この洞察は、工場にとって事実に基づいた出発点となります。また、リーダーが関係者と連携するのにも役立ちます。 リーン生産方式の原則 例えば、実際の生産行動における流れ、引き込み、無駄の削減など。.
明確な境界線を持つパイロットプロセスを1つ選択する
最初のリーン生産方式導入では、重要でありながら管理可能な単一の生産ライン、製品群、または反復的なワークフローに焦点を当てるべきです。優れたパイロットエリアは通常、安定した需要、測定可能な生産量、そして作業員から尊敬されている監督者がいる場所です。工場内で最も混乱しているプロセスを選ぶのは避けましょう。初心者は、原因と結果が明確にわかる学習環境を必要とするからです。初期の成功は、リーン生産方式の導入に対する人々の認識を形成する上で重要です。.
食品加工工場が良い例です。瓶詰めソースの包装ラインが一定のSKU構成で3交代制で稼働している場合、そのラインは、バッチレシピや切り替えがより大きく異なる調味料ブレンド室よりも優れたパイロットラインとなることが多いです。目標はすべての リーン生産方式の利点 一度に。目標は、他の部署が参考にしたり、質問したり、学んだりできる、一つの実用的なモデルを作り出すことです。.
現場チームには、概念だけでなく方法論についてもトレーニングを行う。
多くのリーン生産方式の導入が停滞するのは、トレーニングが管理職レベルにとどまっているためです。作業員、ラインリーダー、保守技術者、品質検査員は、異常を発見し、問題をエスカレートし、日々の小さな改善に参加する方法について実践的な指導を受ける必要があります。トレーニングでは、標準作業、視覚管理、5S、根本原因分析、短い日々のレビュールーチンなどのシンプルなツールを網羅する必要があります。 リーン生産方式の原則 理論的なものではなく、実用的なものである。.
訓練はパイロットプロセスと連動させましょう。例えば、縫製工場では、縫製ラインリーダーに、時間当たりの生産量を目標値と比較して追跡し、束の流れが遅くなる箇所を特定し、作業員と10分間のシフト終了時レビューを行うよう訓練することができます。これは、チームにすべての手順を暗記させるよりも効果的です。 リーン生産方式の歴史, とはいえ、その歴史は文脈を理解する上で重要です。人々は、リーン生産方式の手法がシフト中の意思決定を改善するのに役立つことを実感すると、より早くリーン生産方式を採用するようになります。.
改善策を実行する前に、ベースライン指標を設定する
変更を行う前に、パフォーマンス、品質、安定性を反映する4~6個のベースライン指標を定義します。一般的な初期指標には、サイクルタイム、段取り替え時間、初回合格率、納期遵守率、仕掛品、計画外ダウンタイムなどがあります。広く引用されている業界調査によると、構造化された継続的改善プログラムを維持している製造業者は、リードタイムの短縮をしばしば実現しています。 20%~50% 生産性の向上 10%~30% 時間の経過とともに改善は見られるが、その結果が信頼できるのは、出発点が記録されている場合に限られる。ベースラインデータによって、リーン生産方式は意見ではなく、業務に根ざしたものとなる。.
誰もが簡単に読めるボード、ダッシュボード、またはシフトレポートを1つ使用します。たとえば、工業用ベーカリーでは、パイロットチームがオーブンの切り替え時間、5分以上のライン停止、不良率、労働時間あたりの梱包ケース数を追跡するかもしれません。これらの数値は改善を可視化し、通常の変動と実際のプロセス変更を区別するのに役立ちます。ここで、抽象的な議論は、 リーン生産方式の事例 工場チームにとって具体的なものとなる。.
効果のあるものを標準化することで、成果が失われないようにする
改善が成功したと言えるのは、新しい方法が標準的な作業手順として定着してからである。パイロットチームが待ち時間を短縮したり、段取り替えを改善したり、作業ステーションのバランスを調整したりしたら、改訂された手順、人員配置、検査ポイント、対応ルールを文書化する。次に、すべてのシフトで更新された標準手順について研修を行い、監督者が一貫して監査を実施していることを確認する。この手順を踏まなければ、多くの工場では数週間以内に改善効果が失われてしまう。.
標準化は実用的であるべきであり、官僚的であってはならない。自動車部品工場で、あるチームが工具を事前に準備し、並行作業を割り当てることで金型交換時間を70分から42分に短縮できた場合、その新しい手順をプレス機に掲示し、全チームが実践し、始業会議で確認すべきである。これはリーン生産方式の導入において最も見落とされがちな点の1つである。工場の改善は、あるチームがより良い方法を見つけたからではなく、そのより良い方法が日常的なものになったからこそ実現するのだ。.
継続的な改善のサイクルを構築する
リーン生産方式は、改善が複数のレベルで計画、レビュー、主導されることで持続可能になります。まずは、毎日のラインミーティング、週ごとのスーパーバイザーレビュー、パイロット指標と未解決のアクションに関する月ごとのマネジメントチェックから始めましょう。これらのルーチンはフォローアップのリズムを作り出し、長期的な成果につながります。 リーン生産方式の利点 通常はそこから派生する。目的は会議の数を増やすことではなく、学習のスピードアップと責任の明確化である。.
シンプルなリズムとしては、ラインでの10分間のシフト開始ミーティング、異常と是正措置の週次レビュー、工場のリーダーシップとのトレンドデータの月次レビューなどが挙げられます。時間の経過とともに、この運用リズムは、リーン生産方式が単発のプロジェクトや一章ではなく、継続的な取り組みであることをチームに理解させるのに役立ちます。 リーン生産方式の歴史. これは、反復、可視化、そして規律ある実行に基づいた管理システムです。リーン生産方式を効果的に導入したいのであれば、まずは1つのプロセス、1つのチーム、そして今後90日間継続できる1つのレビューサイクルから始めましょう。.
結論:Jodooでリーン生産方式の原則を日々の業務に落とし込む
もしあなたがまだ質問しているなら リーン生産方式とは何か, 最も簡潔な答えはこうです。それは、無駄を減らし、より多くの価値を生み出すための管理システムです。実際には、リードタイムの短縮、在庫の削減、不良品の減少、設備稼働率の向上、そして日々の生産量の安定化につながります。工場のリーダーにとって、真のメリットはコスト削減だけではなく、生産パフォーマンスのより良い管理と、現場で問題が発生した際の迅速な対応にあります。.
課題は、リーン生産方式が単発のワークショップや孤立したカイゼンプロジェクトに留まってしまうと失敗に終わるという点です。リーン生産方式が機能するのは、日々の業務が標準化され、可視化され、シフト、ライン、部門を問わず容易に実行できるようになった時です。例えば、中規模の自動車部品工場で、紙の品質チェックをJodooアプリに置き換えた生産管理者を想像してみてください。不適合報告書はラインから提出され、監督者は即座にアラートを受け取り、フォローアップ措置はもはやフォルダやスプレッドシートの中に埋もれることはありません。このような可視化によって、リーン生産方式の原則は、再現可能な業務規律へと発展していくのです。.

Jodoo デジタル化を目指す製造業者向けに構築されたノーコードプラットフォームです。 5S監査、問題のエスカレーション、是正措置・予防措置(CAPA)、ビジュアルボード、標準化されたワークフロー 大規模なIT開発なしで。手動のリーン追跡から接続された実行に移行したい場合は、 無料トライアルを開始する または デモを予約する Jodooがリーン生産方式の導入をどのようにサポートしているかを探る。.


