
はじめに:現代のTPMにおける自律保全の意味
計画外の停止が一度発生すると、製造業者は生産ラインでの損失時間以上の損失を被る可能性があります。自動車工場や電子機器工場では、ダウンタイムによってタクトタイムが乱れ、顧客への出荷が遅れ、すでに逼迫している労働資源に負担をかける残業が発生することがあります。 自律メンテナンス これは現代のTPMの中核を成す要素となっている。基本的な設備管理を機械に最も近い人々に任せることで、小さな問題が高額な故障に発展する前に発見できるようになる。.
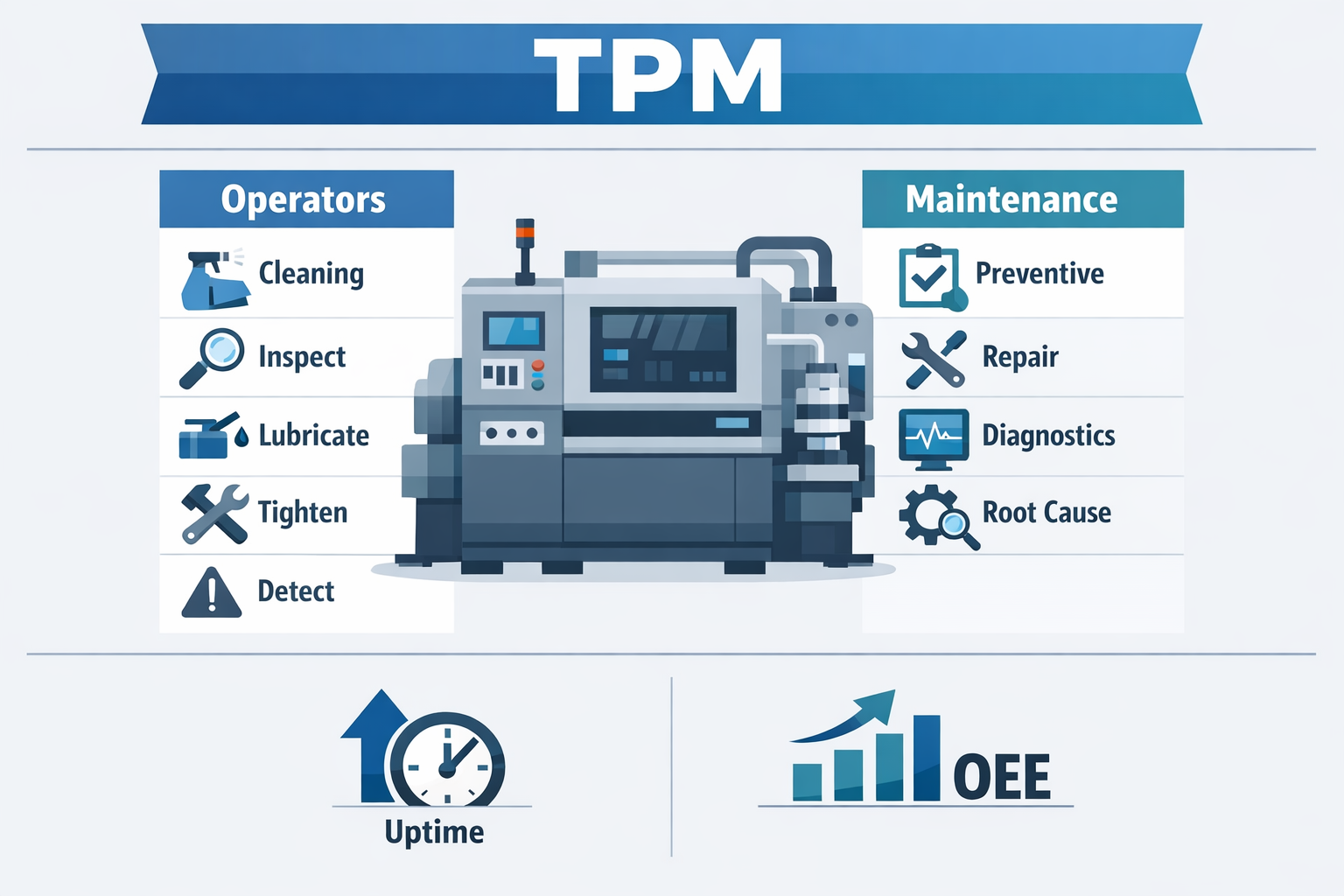
実際には、自律保全は、総合生産保全(TPM)におけるオペレーター主導の保全活動の柱と言えます。オペレーターは、日常的な清掃、点検、潤滑、ボルト締め、異常の早期発見といった作業を担当し、一方、保守技術者は、より高度なスキルを要する是正作業や予防作業に専念します。例えば、自動車部品工場の生産管理者が、シフト開始時にオペレーターにオイル漏れ、異常な振動、緩んだガードなどを確認するよう指示する場面を想像してみてください。こうした簡単な作業によって、些細な問題が何時間もの生産ロスにつながるのを防ぐことができるのです。.
今日では、工場はより高い稼働率目標、よりスリムなチーム、そしてOEE改善への高まるプレッシャーに直面しているため、これはさらに重要になっています。この記事では、実際の工場環境で自律保全TPMがどのように機能するか、オペレーターを効果的にトレーニングする方法、そして次のようなデジタルツールがどのように役立つかを学びます。 Jodoo 検査を標準化し、異常を検知し、フォローアップ措置を可視化することができる。.
自律保全プログラムが現場で停滞する理由
問題は通常、AMの概念ではなく、日々のシステムにある。
ほとんど 自律メンテナンス プログラムが失敗するのは、オペレーターが機器の手入れを拒むからではない。プラントが回転しないためにプログラムが停滞するのだ。 自律保全 TPM アイデアを、生産現場の実情に合った、シンプルで再現性の高い日常業務へと落とし込む。チームは研修を開始し、清掃基準を掲示し、チェックシートを展開するが、数週間後には、作業内容がラインごと、シフトごと、そして監督者ごとに異なり始める。導入段階ではうまくいっているように見えたものが、実際の生産現場では維持するのが難しくなる。.
多くの工場では、設計されたプロセスと実際のプロセスとの間にギャップが生じる。 AMピラーTPM 明確に定義できる 自律的なメンテナンス手順 清掃、点検、潤滑、締め付け、異常箇所のタグ付けといった作業手順は、オペレーターがラミネート加工された要点集や紙のバインダーから詳細を記憶しておくことが求められる。タクトタイムが厳しかったり、ライン切り替えが遅れたり、欠勤によってジョブローテーションを余儀なくされたりすると、これらの手順は省略されたり、急いで行われたりしやすくなる。そのため、たとえ経営陣の支援が真摯なものであっても、オペレーター主導のメンテナンスは導入後に弱体化してしまうことが多い。.
紙のチェックリストは実際の生産現場では機能しない
紙ベースの管理は、最大の理由の1つです オペレーター主導のメンテナンス 一貫性が失われる。クリップボードに挟んだチェックリストは、作業が完了したことを確認することはできるが、正しい箇所がチェックされたか、異常が写真に撮られたか、作業が適切な時間に完了したかを示すことはほとんどない。実際には、紙は工場に記録を残すが、必ずしも検証できるとは限らない。.
電子機器組立工場の生産監督者が、3つのシフトにSMTフィーダー、空気圧ポイント、コンベアセンサーの起動チェックを行うよう指示したと想像してみてください。日勤シフトは丁寧にフォームに記入し、夜勤シフトは作業終了時にチェックボックスにチェックを入れ、週末の交代要員は古いバージョンのチェックリストを使用します。月曜日の朝までに、監督者は大量のフォームを受け取りますが、どの機器のメンテナンス作業が実際に行われたか、どの異常がまだ解決されていないか、どの機械で繰り返し問題が発生しているかを確実に把握する方法がありません。.
これは、小さなチェック漏れがすぐにダウンタイムにつながるため重要です。業界の推定によると、計画外のダウンタイムは、プロセスと製品の価値に応じて、製造業者に1時間あたり数千ドルの損失をもたらす可能性があり、高速または高度に自動化されたラインでは、損失がさらに大きくなることがよくあります。このような状況で、, オペレーターによる機器のメンテナンス 署名済みの書類だけでは不十分で、追跡可能性、タイミング、迅速なエスカレーションが必要不可欠です。.
シフト間で一貫性のない実行は基準を損なう
よくある停滞ポイントは 自律保全 TPM 問題は、シフトごとのばらつきです。標準作業手順書がきちんと作成されていても、工場では各シフトで点検項目の解釈が異なることがよく起こります。あるチームは徹底的に拭き掃除と点検を行いますが、別のチームは目に見える汚れだけに注目し、また別のチームは前回のシャットダウン時にメンテナンス担当者が対応したと思い込んで潤滑油の点検を省略します。.
食品包装ラインを例にとると、このことがよくわかります。午前中のシフトでは、作業員はSKUの生産を開始する前に、シールジョーに残留物が付着していないか点検し、温度が安定していることを確認します。夕方のシフトでは、ラインがすでにスケジュールに遅れている場合、同じ点検はオプション扱いされることがあります。時間が経つにつれて、工場ではシール不良、手直し作業が増え、問題の原因が機械の状態、材料のばらつき、またはセットアップの不備のどれにあるのかについて議論が活発化していきます。.
ここは多くの人が AMピラーTPM 努力は信頼性を失う。リーダーは基準が存在すると想定し、作業が行われていると思い込む。しかし、管理者がシフトごとの完了率、異常、および繰り返し発生するミスを迅速に比較できない限り、基準は運用上のものではなく理論上のものに過ぎなくなる。.
オペレーターの自信の低さが、オペレーターによる機器のメンテナンスを遅らせる
自律保全が停滞するもう一つの理由は、オペレーターが正常な状態を自信を持って識別できるようになる前に、「機械の所有者」になるよう指示されることだ。清掃は目に見えるため、通常は最初に受け入れられる。点検、潤滑状態の判断、異常の認識は、単なる規則遵守ではなく、実践的な機器知識を必要とするため、より困難である。.
飲料充填工場で、日常的な清掃中にキャッパーにわずかな振動を感じた作業員を想像してみてください。もしその作業員が、通常の振動とベアリングの初期摩耗を区別する訓練を受けていない場合、ラインの速度低下や誤報を避けるために、その振動を無視してしまうかもしれません。もし、あまりにも多くの不確かな問題を報告してもフィードバックが得られない場合、境界線上の状態を報告しなくなる可能性もあります。.
ここは 自律的なメンテナンス手順 意味のある作業というより、機械的な作業になりがちだ。オペレーターは、早期警告サインを察知する自信を持たずに作業を完了してしまうことがある。 オペレーター主導のメンテナンス これは、現場のチームに対し、何をチェックすべきか、何を記録すべきか、何が異常とみなされるか、そして報告後に次に何が起こるかについて、明確な基準を示すことにかかっている。.
不十分なフォローアップにより、異常検出は行き詰まりに陥る
多くの工場では、作業員が異常を識別できるよう訓練に力を入れているものの、その後のフィードバックループの構築に失敗している。タグが掲げられ、メモが書かれ、シフト交代時に不具合が報告されるものの、是正措置の割り当て、追跡、検証を迅速かつ体系的に行うプロセスが存在しない。しばらくすると、作業員は問題を報告しても必ずしも目に見える対応につながるわけではないことを悟る。.
これは危険なパターンを生み出します 自律メンテナンス. 現場の作業員は、緩んだガード、油漏れ、センサーの汚染、摩耗したベルト、異音などを発見し続けていますが、これらの信号は保守対応に結びついていません。TPM(総合的保全)の観点から見ると、工場はオペレーターに対し、早期劣化制御を支援するよう求めているものの、信頼できるエスカレーション経路を提供していない状態です。.
より良いアプローチは、あらゆる異常を単なる観察ではなくワークフローとして扱うことです。オペレーターがカートナーで繰り返し発生する詰まりを記録した場合、問題は直ちに適切な担当者に転送され、期日が設定され、対策が講じられたら生産部門に目に見えるフィードバックが返される必要があります。このループがなければ、, オペレーターによる機器のメンテナンス 予防というより、事務作業のように感じられるようになってきた。.
管理者はリアルタイムの状況把握が不足していることが多い
監督者は通常、 自律保全 TPM 業務は継続されているものの、多くの場合、情報が遅れていたり不完全だったりする。紙の記録が収集、確認、要約される頃には、見落とされた行動を指導する機会は既に過ぎ去っている。その結果、勤務時間中の是正ではなく、事後的な監査が行われることになる。.
これは、複数の生産ラインがある環境では特に困難です。縫製工場の監督者は、縫製、プレス、トリミング、梱包といった、異なる種類の機械や異なる技能レベルの作業員がいる複数の工程を監督している場合があります。AM(組立生産)の完了データが、一日の終わりに更新されるフォルダやスプレッドシートにしか存在しない場合、監督者は、どのラインで針周りの清掃チェックが省略されたか、どの機械で異常が繰り返されているか、どのチームが不良品の増加前に緊急のサポートを必要としているかを迅速に把握することができません。.
可視性の欠如こそが、多くの工場が自律保全プログラムを実施していると主張しながらも、基本的な運用上の質問に一貫して答えられない理由です。今日、どのラインがすべての日常点検を完了しましたか?どの異常が24時間以上未解決のままですか?どの設備が今月、同じ問題を3回繰り返しましたか?これらの答えがなければ、 AMピラーTPM 統制された実行よりも、個人の規律に依存している。.
持続可能な自律メンテナンスには、シンプルで検証可能な日常的な制御が必要である。
植物を支える 自律メンテナンス TPMは、他のシステムよりも優れている点が一つあります。それは、日々の作業を容易に完了させ、検証しやすくすることです。作業員は自分の担当業務を正確に把握でき、管理者は完了状況や異常をリアルタイムで確認でき、保守チームは断片的な口頭報告ではなく、体系的なエスカレーションを受け取ることができます。こうした点が、TPMを単なる導入イニシアチブから、現場で機能するシステムへと変えるのです。.
ここでデジタルサポートは理論ではなく実践になります。 Jodoo, 製造業者は、静的なAMチェックリストをモバイルフォーム、写真ベースの異常ログ記録、自動化されたフォローアップワークフロー、ライン、シフト、または機械ごとのダッシュボードに置き換えることができます。チームに「プロセスを覚えておく」ように求める代わりに、工場は各ステップをガイドし、証拠を記録し、監督者に即座に可視性を提供するシステムを構築できます。 オペレーター主導のメンテナンス 実際に起こっていることだ。.
オペレーターが習得すべき7つの自律メンテナンス手順
核心的な考え方 自律メンテナンス 仕組みは単純です。オペレーターは自分が操作する機械の日常的な管理を担当し、メンテナンスチームはより高度な技術作業に集中します。実際には、この仕組みはプロセスが体系化され、訓練され、文書化されている場合にのみ機能します。 自律的なメンテナンス手順 その構造を作り、 オペレーターによる機器のメンテナンス 繰り返し可能なルーチンに 自律保全 TPM, 数週間で消えてしまうような非公式なチェックリストではない。.
ステップ1:オペレーターへの基本的な機器所有に関するトレーニング
トレーニングは基礎となる AMピラーTPM オペレーターは、理解していない機器を適切に管理することができないからです。この段階では、機械の構成部品、通常の運転条件、基本的な清掃方法、潤滑箇所、安全上の注意、そして異常な振動、漏れ、緩んだ締結具、温度変化などの初期異常の発見方法を学ぶ必要があります。目標はオペレーターを技術者にすることではなく、機器の第一線で自信を持って管理できるオーナーにすることです。.
トレーニングの実施方法において、監督者のサポートが最も重要です。生産監督者と保守責任者は、教室での講義だけでなく、実際の部品、実際の不具合、実際の稼働状況を用いて、機械の前で一緒にトレーニングを行うべきです。例えば、電子機器組立工場では、SMTラインのオペレーターに「機械を清潔に保つように」と言うだけでなく、フィーダーの粉塵、センサーのずれ、エアフィッティングの緩みが実装精度にどのように影響するかを実際に示す必要があります。“
この段階での文書化は、実用的かつ視覚的に分かりやすいものにすべきです。要点を絞ったレッスン、起動チェックリスト、写真付きの清掃基準、オペレーターができることと保守部門に引き継ぐべきことを明確にしたシンプルなエスカレーションルールなどを活用しましょう。Jodooのようなプラットフォームで作成されたデジタルフォームを使えば、紙のバインダーに頼ることなく、シフトをまたいでトレーニング記録、承認、再研修の追跡を標準化できます。.
ステップ2:初期清掃と点検
最初の清掃は、 オペレーター主導のメンテナンス, そして、それは単なる清掃作業以上のものです。作業員が機械を徹底的に清掃すると、通常の生産工程では見落としがちな、隠れた摩耗箇所、損傷したカバー、油漏れ、配線の緩み、通気口の詰まり、ホースのひび割れなどが明らかになります。そのため、多くのTPMチームは清掃を、いわば検査の一種として捉えているのです。.
監督者は、この工程を生産の合間に無理やり行う作業ではなく、管理された活動として計画する必要があります。時間を確保し、機械の作業範囲を明確にし、清掃用具を用意し、保守技術者を巻き込んで作業員が発見した問題を確認してもらう必要があります。食品包装ラインの生産監督者が、水平式成形充填シール機の初期清掃に2時間かかる予定を立てたと想像してみてください。チームは、シール付近の粉塵の蓄積、ガードのずれ、空気漏れなどを発見し、これらが包装品質のばらつきの原因となっている可能性があります。.
必要な文書には、作業内容と調査結果の両方を記録する必要があります。これには、作業前後の写真、異常タグ、検査シート、および発生源、深刻度、担当チーム別に分類された欠陥ログが含まれます。デジタルタグ付けワークフローは、異常リストがホワイトボードに残ってシフト交代後に消えてしまうのを防ぐため、特に有効です。.
ステップ3:汚染源とアクセス困難な場所を排除する
最初の清掃で汚れ、ゴミ、漏れ、繰り返し発生する堆積物の発生源が明らかになったら、次のステップは原因を取り除くことです。これは考え方の重要な転換です。作業員は同じ問題を繰り返し清掃するのをやめ、問題を引き起こす状況を再設計するチームを支援し始めます。 自律保全 TPM プログラムにおいては、このステップによって短期的な取り組みと長期的な管理が分離される。.
オペレーターの行動としては、繰り返し発生する汚染箇所を特定したり、点検しにくい箇所を指摘したり、機械側の簡単な改善策を提案したりすることが挙げられます。例えば、縫製工場では、自動裁断装置を操作するオペレーターが、センサー周辺や短時間の停止中に開けにくいカバーの下に糸くずが溜まっていることに気づくかもしれません。保守・エンジニアリング部門は、アクセス性の改善、防塵シールドの設置、またはエアブロー方法の見直しなどによって、該当箇所が常に視認可能で点検しやすいように対応できます。.
監督者の支援は、優先順位付けと迅速なフォローアップに重点を置くべきです。作業員が同じ汚染問題を何週間も放置しても何の対策も講じられないと、チームの勢いは失われてしまいます。そのため、対策登録簿には、期日、担当者、状況、そして変更によって実際に清掃時間や異常発生頻度が減少したかどうかの検証結果を記載する必要があります。.
ステップ4:日常的なケアに関する暫定基準を設定する
清掃と原因除去の後、作業員は「基本的な手入れ」がどのようなものかを明確に定義する日々の手順書を作成する必要があります。これらの暫定的な基準は通常、清掃箇所、点検箇所、作業員の担当範囲内の潤滑作業、頻度、必要な工具、各項目の許容状態を網羅しています。この時点で、, オペレーターによる機器のメンテナンス 可視化され、教育可能になり、監査可能になる。.
管理者は、最初のバージョンの標準を実際の生産現場で使用できるほどシンプルなものにしておくべきです。40分かかる標準が、わずか10分しか与えられていない場合、どれほど優れた内容であっても無視されてしまいます。飲料ボトリング工場では、ラインリーダーが、洗浄ノズル、コンベアガイド、ラベルセンサーに関する暫定的な標準を作成し、起動時、シフト中、および切り替え時に具体的なチェック項目を設けることで、ルーチン作業を現実的なものにすることができます。.
ドキュメントは視覚的に分かりやすく、機械固有のものであるべきです。ラミネート加工されたポイントシート、QRコード付きの作業手順書、潤滑マップ、オペレーターがモバイルデバイスで入力できる短いデジタルチェックリストなどを活用してください。Jodooは、各機械の標準をロールベースのアクセス制御、完了履歴、チェックのスキップや異常報告時のアラート機能を備えた管理されたワークフローに変換することで、これをサポートします。.
ステップ5:一般的な検査スキルを身につける
一般点検では、オペレーターの能力が明らかな問題を超えて基本的な状態評価にまで拡大します。オペレーターは、ベアリング、チェーン、ベルト、空気圧部品、電気インジケーター、センサーなどの機械要素が通常どのように見えるか、音がするか、感触がどうあるべきかを学びます。これは、 オペレーター主導のメンテナンス 異常がより早期に、より質の高い方法で特定されるため、真の信頼性価値に貢献し始める。.
このステップは単なる法令遵守ではなく、スキル構築を伴うため、監督者と保守担当者のサポートが不可欠です。保守技術者は、一般的な故障信号、検査手順、およびオペレーターによる点検の安全範囲について指導する必要があります。例えば、プラスチック加工工場では、押出成形ラインのオペレーターは、ヒーターバンドの変色、冷却流量の不均一性、圧力変動、またはギアボックスの異音といった異常がダウンタイムに発展する前に、それらを認識できるよう訓練を受けることができます。.
文書化は、単純なイエス・ノーのチェックから、ガイド付きの検査記録へと進化させるべきです。つまり、状態コード、欠陥カテゴリ、写真、そして温度、圧力、振動などの傾向分析可能な項目を、可能な限り追加していくということです。目的は、検査結果を単なる記録としてではなく、計画策定に役立つものにすることです。.
ステップ6:シフトと機械間で標準化する
オペレーターが清掃、点検、日常的なメンテナンスを一貫して行えるようになったら、次のステップは標準化です。これにより、シフト、監督者、オペレーターの経験に関係なく、同じ機械が同じレベルのメンテナンスを受けることが保証されます。標準化がなければ、あるラインは優れたパフォーマンスを発揮するかもしれませんが、 自律メンテナンス, 一方、同じ設備を備えた別のラインでは、再び一貫性のないルーチンに戻ってしまう。.
監督者は、チーム間で作業完了状況、異常タグ付けの品質、検査規律を比較し、最良の方法を統一した承認済みの標準にまとめるべきです。これは、ばらつきによって信頼性に隠れた差が生じる複数ラインの操業において特に重要です。例えば、複数のカートニングラインを持つ消費財工場では、より厳格な始動チェックを実施しているシフトでは緩んだガイドレールを早期に発見できる一方、別のシフトでは見逃してしまう可能性があります。標準化によって、こうしたギャップを解消できます。.
この段階の文書には、管理された標準作業手順書(SOP)、改訂履歴、能力マトリックス、監査シート、および標準的なKPI定義を含める必要があります。デジタルシステムは、最新のチェックリスト、トレーニングバージョン、およびエスカレーションパスを全員が確認できるため、非常に有用です。また、ライン、シフト、および機械の種類ごとに遵守状況を比較することも容易になります。.
ステップ7:継続的な改善と自己管理を推進する
最終段階 自律的なメンテナンス手順 ここでルーチンが自己持続的になります。オペレーターは割り当てられたチェックを完了するだけではなく、積極的に機器の状態を確認し、改善を提案し、繰り返される異常を追跡し、機械の基本的な状態を維持する責任を負います。ここで AMピラーTPM 導入プロジェクトから管理システムへと成熟する。.
監督者は、直接的な取り締まりから、指導と業績評価へと重点を移すべきです。これには、シフトミーティングや週次のラインレビューの際に、繰り返し発生する不具合、軽微な停止の間隔、清掃時間の短縮、監査スコアなどの傾向をオペレーターと共に確認することが含まれます。高いパフォーマンスを発揮するチームは、単に点検を行ったと言うだけでなく、より適切な点検と管理によって、過去3ヶ月間で機械の停止回数が減少したことを示すことができます。.
ドキュメントは自己管理ループをサポートする必要があります。改善ログ、アクションレジスタ、監査ダッシュボード、およびマシンレベルの KPI に関連付けられた月次レビューを使用します。Jodoo のようなノーコードプラットフォームを使用すると、チームはオペレーターのチェックリスト、異常レポート、是正措置、ダッシュボードの傾向を 1 つのシステムに接続して、 自律メンテナンス 個別のスプレッドシートや紙のファイルに頼るよりも、工場全体で維持管理が容易になる。.
自律保全TPM実行のためのツール評価方法
ツールの選択 自律メンテナンス これは単なるソフトウェアの決定ではありません。これは、オペレーターが検査、清掃、潤滑、異常のタグ付け、およびメンテナンスへの問題の引き継ぎをどれだけ一貫して行うかに影響を与える運用設計上の決定です。 自律保全 TPM 日々の業務を遂行するためには、ツールは現場の行動、シフトルーチン、および 自律的なメンテナンス手順. 優れた評価フレームワークは、機能の量よりも、システムが規律ある オペレーターによる機器のメンテナンス 大規模に。.
作業現場でのオペレーターの使いやすさから始めましょう
最初のテストは単純です。オペレーターは、実際のシフト中に生産の流れを止めることなく、ツールを迅速に使用できるでしょうか?多くの工場では、自律保全作業は、起動前、段取り替え時、またはシフト終了時の引き継ぎといった短い時間枠で行われるため、インターフェースはモバイルデバイスやタブレットでスムーズに動作する必要があります。つまり、大きなボタン、シンプルな作業手順、必要に応じてオフラインまたは低接続環境への対応、そして最小限のタイピングが求められます。オペレーターが潤滑を確認するためだけに5つの画面を操作しなければならないとしたら、導入率は急速に低下するでしょう。.
電子機器組立工場で、2交代制で4つのSMTラインを稼働させている生産監督者を想像してみてください。作業員は、ライン稼働開始前に、起動時の清掃チェック、フィーダーの状態確認、空気圧検査、摩耗したノズルの写真アップロードなどを行う必要があります。このような環境では、高度な設定メニューよりもモバイル端末での使いやすさが重要になります。なぜなら、システムは保守事務所だけでなく、使用現場でも動作する必要があるからです。実用的な目安としては、実際の作業員がAMルーチンを1つ完了するのにかかる時間を計測することです。基本的なチェックに数分以上かかる場合は、そのツールは現場での使用には重すぎる可能性があります。.
AMの成熟度に応じてチェックリストを進化させることができるか確認する
強い AMピラーTPM プログラムは静的なものではありません。初期段階のチェックリストは、基本的な清掃、検査、締め付け、潤滑に重点を置いていることが多いですが、後の段階では、状態基準、中心線チェック、より精密なオペレーター所有タスクが追加されます。ツールを使用すると、長いITサイクルなしにチェックリストのロジック、頻度、フィールド、作業指示を更新できます。これは、 オペレーター主導のメンテナンス 実際の機械の挙動に対応して標準規格が成熟するにつれて、その性能は向上する。.
条件付きステップ、役割ベースの指示、および機器固有のバリエーションをサポートする柔軟なフォームを探してください。たとえば、食品包装ラインでは、同じ生産セル内であっても、充填機、シーラー、日付印字ユニットごとに異なる自律メンテナンスルーチンが必要になる場合があります。シーリングジョーの温度ドリフトが繰り返し検出された場合、システム変更のために数週間待つのではなく、数時間以内に新しい検査ポイントと写真要件を追加できる必要があります。最適なツールは、チームが後半の段階に進むにつれて標準を容易に改善できるようにします。 自律的なメンテナンス手順.
異常のエスカレーションと写真撮影を一緒に評価する
最も重要な基準の1つは、オペレーターが異常を発見した際にツールがどのように異常を処理するかです。単に「問題が見つかりました」と記録するだけでなく、異常を分類し、優先度を割り当て、適切な担当者に通知し、解決状況を追跡する必要があります。多くのチームが、効果的な方法であるにもかかわらず、ルーチンチェックと実際のTPM実行を分離しているのはこの点です。 自律保全 TPM 検出と対応の両方に依存します。エスカレーションが不十分な場合、現場はクローズドループの改善システムではなく、未解決のタグが集まる場所となってしまいます。.
オペレーターは、油漏れ、ガードの緩み、ホースのひび割れ、粉塵の堆積、ラベルの欠落など、視覚的な問題を特定することが多いため、写真撮影は特に重要です。たとえば、飲料ボトリング工場では、オペレーターが衛生点検の再開時にコンベアサイドガイドの初期摩耗を発見する場合があります。機器ID、ライン、シフト、異常カテゴリに関連付けられた写真があれば、保守技術者は現場に到着する前に状況を把握でき、無駄な出張を減らし、トリアージを迅速化できます。このツールは、複数の写真の撮影、可能であれば注釈の追加、写真記録から異常ワークフローへの直接リンクを可能にする必要があります。.
承認ワークフローが実際のTPMガバナンスに適合していることを確認する
すべての自律保全作業に承認が必要なわけではありませんが、一部の作業には必ず承認が必要です。一時的な標準変更、復旧作業の完了、再発する異常の再開、新しいオペレーターケアポイントの承認などは、通常、管理者または保守担当者の承認が必要です。適切なツールを使用すれば、シンプルな承認ワークフローを設定でき、ガバナンスがプロセスを遅延させることなくサポートできます。これは、エンジニアリング、生産、保守が重要な資産の所有権を共有している工場で特に役立ちます。.
例えば、高速裁断・プレス装置を備えた衣料品工場では、工程エンジニアリングの更新後、作業員が改訂された日々の検査を完了する場合があります。新しい基準では、検査が正しく行われていることを確認するために、最初の 2 週間はライン リーダーによる確認が必要になる場合があります。有用なシステムであれば、このレビューを自動的にルーティングし、承認者を記録し、承認されたバージョンを機械と日付に紐付けておく必要があります。このようなレベルの管理は、 オペレーターによる機器のメンテナンス 正式な運用基準の一部となる。.
監査証跡とトレーサビリティを優先する
自律保全が定着するにつれて、トレーサビリティの重要性が増します。誰が、いつ、どのような作業を行ったか、異常が発見されたか、異常がエスカレーションされたか、そして解決にどれくらいの時間がかかったかを把握する必要があります。これは、社内TPMレビュー、階層型プロセス監査、コンプライアンス重視の生産環境において非常に役立ちます。また、保守管理者が実際の実行上のギャップと文書化のギャップを区別するのにも役立ちます。.
信頼性の高い監査証跡には、タイムスタンプ、ユーザーID、チェックリストのバージョン、ステータスの変更、コメント、フォローアップアクションが記録されている必要があります。ラインが繰り返し停止し、チームが日々のチェックが不完全であると疑う場合、紙のフォルダーを探し回ることなく、機械、オペレーター、シフトごとに記録を確認できる必要があります。成熟したシステムでは オペレーター主導のメンテナンス システムにおいて、この可視性は説明責任だけでなくコーチングも支援します。これにより、AM(資産管理)は「完了したか未完了か」という活動から、測定可能な運用規律へと変わります。.
ライン別、シフト別、工場別のレポートを探してください
あるツールは1つのラインではうまく機能するかもしれませんが、レポート機能が不十分な場合、TPM管理システムとしては機能しません。ライン、シフト、エリア、工場ごとに、完了率、異常傾向、期限切れの完了、繰り返しの欠陥、検査遵守状況を表示できる必要があります。これらのダッシュボードは、監督者が日々の業務を管理するのに役立ち、工場のリーダーが、 AMピラーTPM 部門横断的に着実に進歩している。この報告レイヤーがなければ、自律保守は局所的なものにとどまり、拡張が困難になる。.
優れたレポートは、合計だけでなく比較もサポートします。保守管理者は、包装ラインの午前と夜間の完了率を比較したり、100回の検査あたりの異常の繰り返し回数が最も多い工場を確認したりしたいかもしれません。保守パフォーマンスに関する業界調査によると、計画外のダウンタイムは、 生産能力5%~20% 製造業においては、異常の初期パターンを把握することは、直接的な業務上の価値を持ちます。優れたダッシュボードがあれば、慢性的な損失に発展する前に、傾向に対応できます。.
工場全体で基準をどれだけ迅速に更新できるかを評価する
見落とされがちな評価ポイントの一つは、変更管理です。チームが経験を積むにつれて、基準は 自律的なメンテナンス手順 改善すべき点としては、不明瞭なチェック項目が明確化され、頻度が変更され、写真が必須となり、特定の発見事項によって新たなエスカレーション経路が確立されることが挙げられます。このツールは、これらの更新を迅速かつ管理された状態で、選択した資産や工場全体に展開できるようにする必要があります。そうしないと、古いバージョンの標準規格が流通し続けるため、成熟したAM(資産管理)の実践が停滞してしまいます。.
これは、複数ラインまたは複数拠点での操業において最も重要です。プラントエンジニアリングチームが1つのラインでモーター検査基準を改善した場合、必要に応じてローカルな差異を維持しながら、その更新を他の同様の機器にも適用できる必要があります。 Jodoo この文脈において、これらのツールは有用です。なぜなら、運用チームは大規模なカスタム開発を待つことなく、フォーム、ワークフロー、ダッシュボードを設定できるからです。これにより、自律的な保守の実行を、古い文書ではなく、実際の機器の状態に合わせて容易に調整できるようになります。.
実践的な評価チェックリスト
ツールを評価する際には、 自律メンテナンス, 次のような運用上の質問をしてください。
- オペレーターは、実際の勤務状況下でモバイル端末を使って簡単に点検を完了できるだろうか?
- チェックリストは変更できますか? 自律保全 TPM プログラムが成熟した?
- オペレーターは異常を写真に収め、即座に報告することができますか?
- 標準の変更、検証、または例外処理に対して承認を追加することはできますか?
- すべてのチェック、異常、および解決措置について、完全な監査証跡はありますか?
- ダッシュボードは、ライン別、シフト別、エリア別、工場別にパフォーマンスを報告できますか?
- IT部門の遅延なしに、機器グループ全体にわたって規格を迅速に更新することは可能でしょうか?
これらの質問のいくつかに「いいえ」と答えた場合、そのツールは記録管理はサポートするものの、真のTPM実行はサポートしない可能性があります。 オペレーターによる機器のメンテナンス, 異常発生時にクローズドループ応答を作成し、AMプログラムの進展に伴い継続的な改善を容易にします。.
紙ベース vs. CMMS vs. ノーコード:オペレーター主導型メンテナンスにおけるJodooの活用方法
適切なシステムを選択する 自律メンテナンス これは単なるITの決定ではありません。作業員が現場で清掃、検査、潤滑、異常タグ付けをどれだけ一貫して行うかに直接影響します。 自律保全 TPM, 最良のアプローチとは、作業員にとって日々の作業が簡単になり、管理者にとって状況が把握しやすく、そして長期的な改善に活用できるものである。.
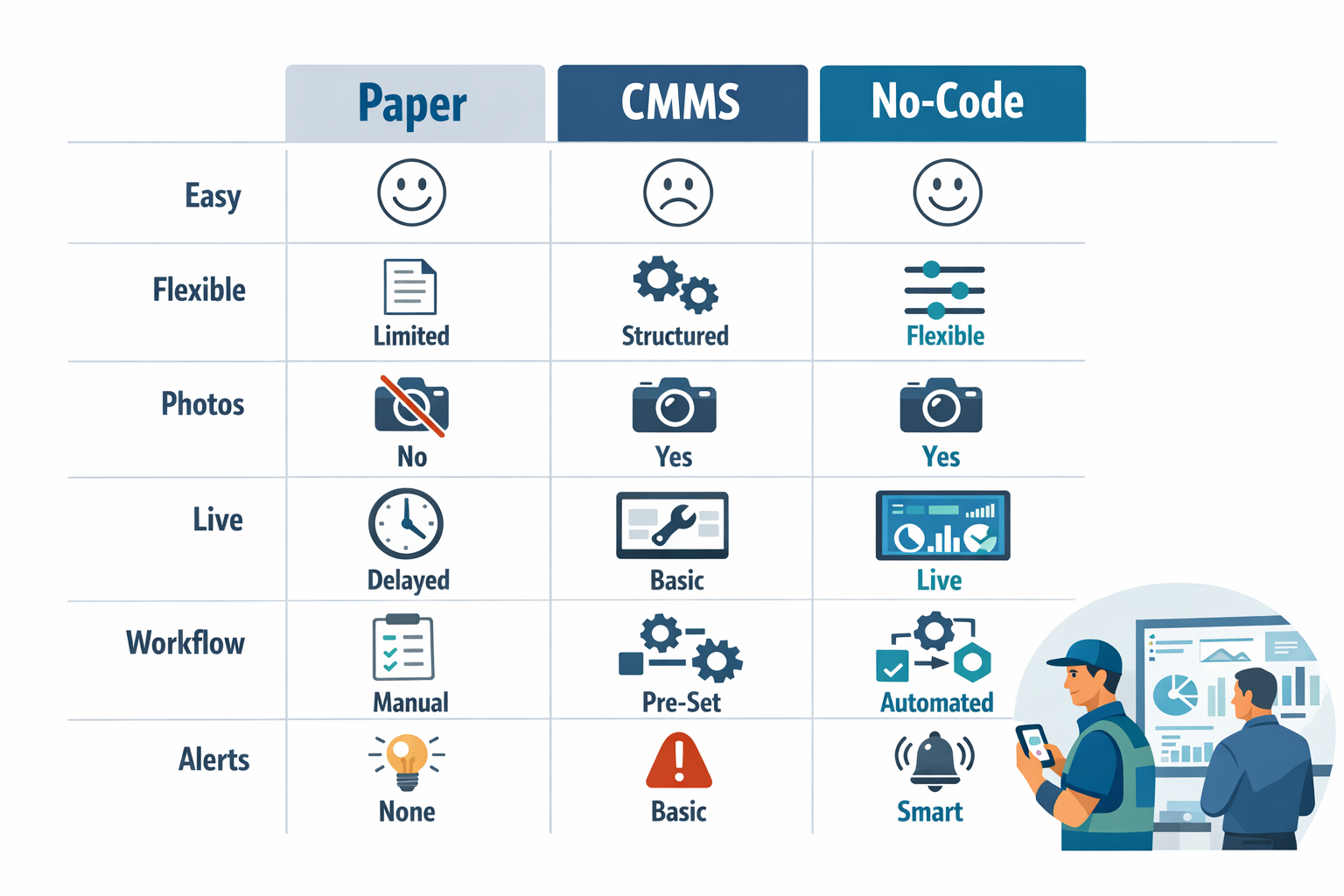
紙とスプレッドシート:始めるのは簡単だが、規模を拡大するのは難しい
初期段階では、紙のチェックリストやスプレッドシートのログが依然として一般的です。 オペレーター主導のメンテナンス プログラムは起動が簡単なので便利です。生産監督者は日々の検査シートを印刷し、機械のポイントをいくつか追加して、ソフトウェアの設定なしですぐに開始できます。これは単一のエリアやパイロットセルに有効で、特に初めて教える場合に効果的です。 自律的なメンテナンス手順.
制約が生じるのは、管理、追跡可能性、そしてスピードが求められる場合です。紙の記録はリアルタイムでの検証が難しく、写真の添付も容易ではなく、傾向分析は通常、後で誰かがデータを再入力することに依存します。例えば、食品包装工場では、作業員がシーラーやコンベアのラインサイド検査シートに記入するかもしれませんが、ガードの緩みや異常な振動といった繰り返し発生する問題は、週次レビューまでバインダーの中に埋もれたままになることがよくあります。.
従来のCMMS:保守管理には優れているが、オペレーターにとっては柔軟性に欠ける
従来の CMMS は、構造化された保守計画、スペアパーツの追跡、資産履歴、および正式な作業指示管理が必要な場合に役立ちます。保守管理者にとって、それは予防保守と是正保守活動の基盤となることがよくあります。また、 AMピラーTPM オペレーターによる発見事項が、メンテナンス作業へとエスカレートする必要がある場合。.
しかし、多くのCMMSプラットフォームは、現場のオペレーターではなく、主に技術者やプランナー向けに設計されています。つまり、日々の オペレーターによる機器のメンテナンス 機械、製品、シフトによって検査ポイントが変わると、従来のシステムは形式ばりすぎたり、時間がかかりすぎたり、適応が難しすぎたりする場合があります。飲料工場の生産管理者が、充填作業員にキャッパーの位置合わせチェック、潤滑確認、写真による異常の記録を2分以内にスマートフォンで行わせたいと考えていると想像してみてください。従来のCMMSでは作業内容を記録できますが、必ずしも迅速で反復的な現場作業に適した方法とは限りません。.
ノーコード運用ワークフロープラットフォーム:Jodooの活用事例
ここで、ノーコードの運用ワークフロープラットフォームが役立ちます。 Jodoo 特に以下の用途に適しています 自律メンテナンス. 強制する代わりに オペレーター主導のメンテナンス プロセスを厳格なメンテナンス モジュールにすることで、工場で使用されている検査シーケンス、機械ラベル、異常カテゴリ、承認フローに正確に一致するモバイル ポイント検査アプリを構築できます。これは、 AMピラーTPM, 標準化が重要視される一方で、地域によって回線状況も異なる場合がある。.
Jodooを使えば、清掃チェック、潤滑確認、ボルト締め付け確認、センターラインチェック、異常報告など、柔軟なデジタルフォームを作成できます。オペレーターは、測定値の送信、基準へのチェック、機器のQRコードのスキャン、ラインからの直接写真の添付などが可能です。問題が発見された場合は、自動通知機能によりエリアスーパーバイザーまたはメンテナンスリーダーに即座にアラートが送信され、スーパーバイザーによる確認機能によって、フォローアップ措置が推測ではなく確実に実行されるようになります。.
Jodooが日々のチェックと継続的な改善をどのように結びつけるか
強い 自律保全 TPM システムは単にチェックリストをデジタル化するだけでなく、オペレーターの日常業務を視覚的な管理、エスカレーション、および再発損失分析と連携させる必要があります。Jodooは、フォーム、ワークフロー自動化、ダッシュボードを1つの環境に統合することで、この連携をサポートし、オペレーターが収集したデータをシフトレビューや改善活動に活用できるようにします。.
例えば、ダッシュボードには、ラインごとの完了率、機械ごとの異常タイプの上位、シフトごとの再発見、スーパーバイザーごとの期限切れ検証などを表示できます。これにより、リーンコーディネーターは、 自律的なメンテナンス手順 単に立ち上げるだけでなく、維持していく必要がある。実際には、それは オペレーターによる機器のメンテナンス 単なるコンプライアンス活動にとどまらず、測定可能で改善しやすいものとなる。.
実例:SMTラインにおける電子機器工場のパイロットプロジェクト
電子機器工場が、その取り組みの一環として、SMTラインの1つでJodooを試験運用することを想定します。 AMピラーTPM 導入後、オペレーターは起動前にモバイル端末で日々の点検チェックリストを完了しました。チェックリストには、フィーダーの清掃状況、空気圧の状態、空気圧接続部の目視点検などが含まれていました。あるオペレーターが空気圧継手の緩みを発見した際、異常箇所を写真付きで報告したため、管理者は週末に問題を発見するのではなく、同じシフト中に繰り返し発生する問題を把握することができました。.
このパイロットプロジェクトが重要なのは、ノーコードツールが実際の製造現場での作業をどのようにサポートできるかを示しているからです。工場はデジタル化のために大規模なソフトウェアプロジェクトを待つ必要はありませんでした。 オペレーター主導のメンテナンス. まず、焦点を絞ったワークフローを構築し、1つのラインで導入状況を検証した後、ダッシュボードの傾向データを使用して、他のライン全体で標準化する検査ポイントとエスカレーションルールを決定した。.
それぞれの選択肢が理にかなう場合
非常に小規模なプログラムをテストしている場合は、短期的な試用であれば紙でも十分かもしれません。技術者のスケジュール管理、資産台帳、正式な作業指示管理が優先事項であれば、CMMSは依然として重要です。しかし、当面の目標が強化である場合は、 自律メンテナンス, オペレーターの所見に対する対応を改善し、 オペレーターによる機器のメンテナンス Jodooのようなノーコードプラットフォームは、シフト全体にわたって可視化できるため、使用時に柔軟性が向上します。.
多くの工場では、CMMSとノーコードのどちらを選ぶかという二択ではなく、CMMSに加えてより優れた現場実行レイヤーを組み合わせるのが最も現実的な選択肢です。Jodooは、モバイル検査、異常検知、監督者による検証、パフォーマンスダッシュボードなどのレイヤーとして機能します。そのため、Jodooは、CMMSを現場作業に導入したいチームにとって最適なソリューションとなります。 自律保全 TPM 紙ベースのルーチンから、管理され拡張可能な日々の業務へと移行する。.
結論:Jodooで拡張性の高い自律保守システムを構築する
成功 自律メンテナンス これは、一度限りのワークショップや機械に貼られたラミネート加工のチェックリストから生まれるものではありません。オペレーターが明確な日々の基準に従い、監督者が完了を確認し、保守チームがデータを活用して故障の再発を防ぐことで効果を発揮します。実際には、清掃、点検、潤滑、締め付け、異常のタグ付け、フォローアップ作業を、シフト、ライン、工場を問わず再現可能なシステムに落とし込むことを意味します。.
電子機器組立工場の生産監督者が、最初の基板が稼働する前にすべてのSMTラインが起動チェックを完了していることを確認する必要があると想像してみてください。あるいは、食品加工工場の保守管理者が、包装機器で繰り返し発生する軽微な停止を即座に把握したいと想像してみてください。構造化されたシステムがなければ、これらのチェックは紙に残されたままになり、遅延したり、適切な担当者に届かないことがよくあります。適切なデジタルワークフローがあれば、, 自律保全 TPM 時間の経過とともに、維持・改善が容易になる。.
Jodoo オペレーターのメンテナンス手順をデジタル化し、検査を標準化し、フォローアップを自動化し、リアルタイムダッシュボードでパフォーマンスを追跡する実用的な方法を提供します。ノーコードのリーン生産プラットフォームとして、メンテナンスマネージャー、プラントエンジニア、リーンコーディネーターの規模拡大を支援します。 自律メンテナンス 大規模なIT開発なしで。.
無料トライアルを開始 または デモを予約する Jodooが、より信頼性が高く、責任ある機器保守システムの構築にどのように役立つかをご覧ください。.


