
はじめに:現代の製造業においてSMEDが重要な理由
長時間の段取り替えは、単に機械を1台停止させるだけではありません。稼働能力を低下させ、注文を遅延させ、残業時間を増加させ、小ロット生産の収益性を損なうことになります。 SMED 今日の製造現場でも依然として重要です。SMEDとは 1分間のサイコロ交換, セットアップ時間と切り替え時間を短縮するためのリーン生産方式。.
生産管理者、リーンリーダー、工場長、工業エンジニア、保守チームにとって、段取り時間の短縮はOEE(設備総合効率)、スケジュール遵守、労働力活用、需要変動への対応時間に直接影響します。このプレッシャーは多くの分野で顕著に表れています。自動車工場ではモデルや部品の切り替えを迅速化する必要があり、包装ラインではSKU(在庫管理単位)の変更が頻繁に行われ、電子機器工場では製品サイクルが短縮され、食品・飲料工場では品質や衛生面を損なうことなく迅速な切り替えが求められます。多品種少量生産ラインでは、段取り時間を1回あたり10~20分短縮するだけで、毎週数時間の生産能力を回復できます。.
この記事では、 SMED 本書では、SMEDプロセスがどのように機能するのか、そして内部セットアップと外部セットアップを分離することがなぜ段取り替えの迅速化の基盤となるのかを解説します。また、製造業者が一時的な改善ではなく、標準化されたデジタル実行によってリーンな段取り替えの改善を持続させる方法についても示します。.
SMEDとは何か:内部および外部設定
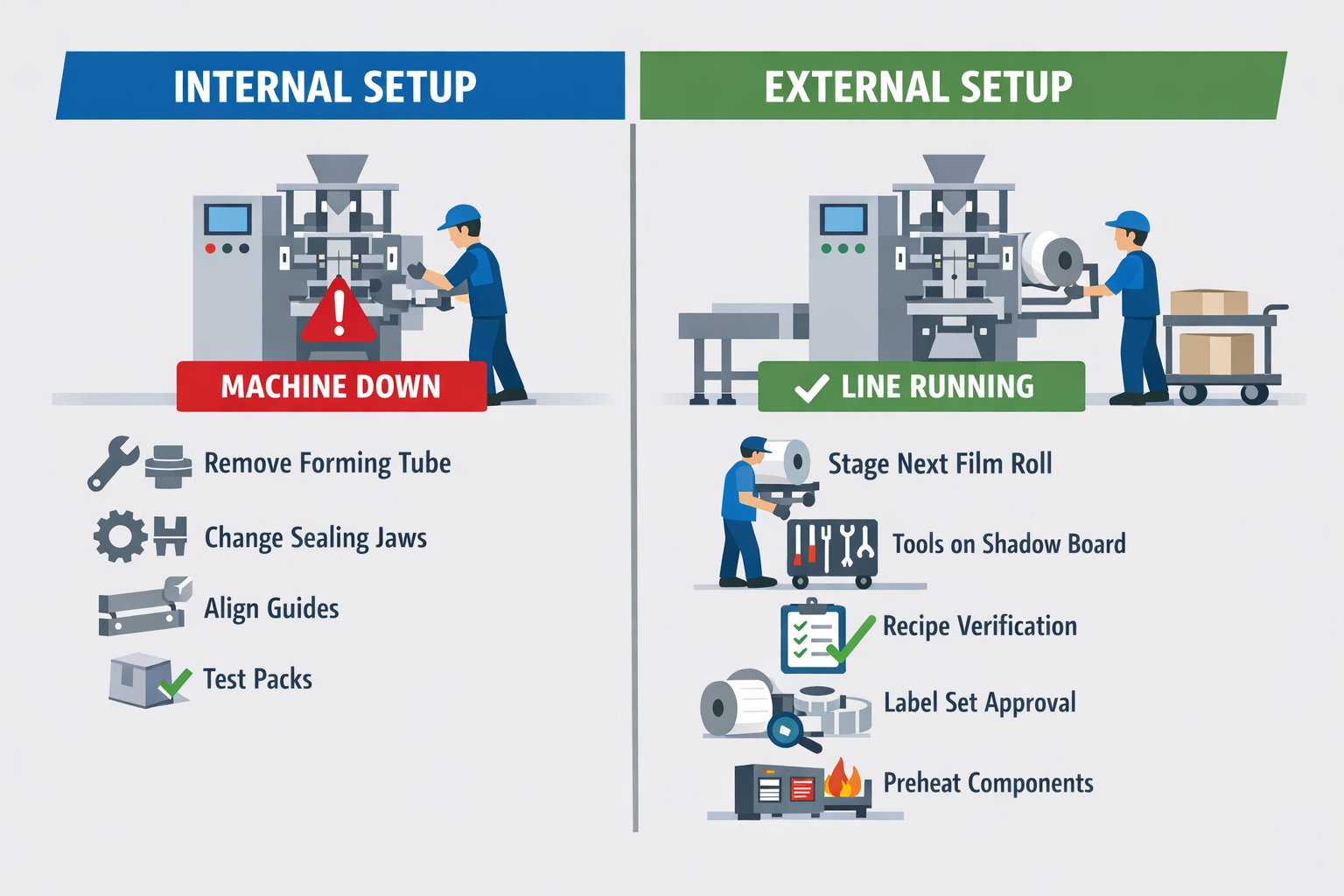
内部設定では回線が停止しますが、外部設定では停止しません。
中核となる論理は SMED 方法は簡単です。機械が停止している間に行わなければならないセットアップ作業と、停止前または停止後に行うことができる作業を分離します。1分間の金型交換では、, 内部設定 これには、成形カラーの取り外し、シールジョーの交換、ガイドの調整など、包装ラインを物理的に停止させる必要がある作業が含まれます。. 外部設定 次のフィルムロールの取り出し、ツールの準備、レシピの確認、部品の予熱、ラベルの準備などが、現在のSKUがまだ稼働している間に行われます。.
この区別が重要なのは、多くの工場では、作業の大部分が機械停止を必要としない場合でも、段取り替え全体を機械停止時間とみなしているからです。実際には、オペレーターは最後の良品パックがラインから出荷された後に初めて、工具を待ったり、部品を探したり、材料を確認したり、承認を求めたりすることがよくあります。だからこそ、SMEDプロセスにおける最初のブレークスルーは、工具を使った作業を速くすることではなく、停止時間の中に隠れた回避可能な待ち時間をなくすことなのです。.
包装ラインの事例:時間損失が実際に発生する場所
200gのスナックパックから500gのファミリーパックへの切り替えを行うパウチ包装ラインを考えてみましょう。チームは切り替え時間を42分と記録していますが、そのうち実際に内部でセットアップにかかる時間はごく一部です。実際に切り替え作業を観察したところ、機械が停止した後で、正しいフィルムロール、印刷位置合わせサンプル、交換部品、トルク調整ツールを探すのに11分も費やされていることが分かりました。.
さらに7分が無駄になるのは、作業員が店舗エリアまで2回歩いて行き、ガイドレールの調整のためにメンテナンス担当者が遅れて呼ばれ、新しいラベルの品質チェックが設置後に行われるためです。これらの作業はいずれも、本来ラインを停止させる必要はありません。これが、SMEDの事例で早期に成果が見られることが多い理由です。無駄の原因は、単に実行が遅いことではなく、分別が不十分なことにある場合が多いのです。.
チームが内部業務を外部業務に変換する方法
パッケージングの例では、チームはまず各タスクについて実践的な質問を投げかけることから始めます。 これには機械を停止する必要がありますか? 答えが「いいえ」の場合は、作業は切り替え期間外に行う必要があります。次のフィルムロールをラインにセットし、適切なツールをシャドウボードに配置し、次のSKUの作業指示書を事前に確認し、現在の生産が終了する前に品質管理担当者がラベルセットを承認します。.
この変更だけで、機械自体を変更することなく、数分の生産時間のロスを削減できます。「正しいジョーセットを見つける」といった作業は、「停止する前にジョーセットを確認して準備する」になります。「監督者の確認を待つ」といった作業は、「最後のバッチが終了する前に次の製品とスケジュールを確認する」になります。これが、セットアップ時間の短縮の基礎となります。 SMEDまず作業を片付けてから、残った作業を改善する。.
依然として内部に残るもの、そしてそれを簡素化する必要がある理由
一部の作業は、シャットダウン時に機械に直接アクセスする必要があるため、常に社内で行われることになります。包装ラインでは、現在の成形チューブの取り外し、新しい交換部品の取り付け、ガイドの位置合わせ、最初のテストパックの実行などがこれに該当します。これらの作業が分離されると、チームはよりシンプルな固定方法、明確な手順ルール、オペレーターと技術者間の並行作業などを通じて、作業を改善できます。.
ここから、多くの段取り替え時間短縮の取り組みがより体系化される。一人の作業員がすべての作業を順番に行うのではなく、一人がフィルムパスを交換し、もう一人がガイドを変更して設定を確認する。ボルト留め具の代わりにクイックリリースクランプを使用するなど、小さな設計変更でも内部時間を大幅に短縮できる。SMED導入に関する研究では、一般的に次のような報告がなされている。 30%から70%へのセットアップ時間短縮, 特に、工場がまず準備を外部化し、その後残りの停止時間中の作業を効率化する場合。.
植物が簡単に得られるSMEDの恩恵を逃す理由
生産性の低下は、複雑なエンジニアリング上の制約よりも、準備基準の不備に起因することが多い。工具が割り当てられていない、部品が準備されていない、手順が確認されていない、責任が明確でないといった状況では、チームはダウンタイム中にその混乱を吸収してしまう。機械の停止は、あらゆる判断ミス、品目不足、引き継ぎミスの温床となるのだ。.
包装工程では、チームがセットアップを1つの時間ブロックとして扱うのをやめたため、元の42分の段取り替え時間が短縮されました。どの工程が外部工程であるかを特定し、ラインが停止する前にそれらを変換し、時間枠内には必要不可欠な機械停止作業のみを残しました。これがリーン段取り替えの改善を実用的なものにする要素です。「1分」というスローガンを追い求めるのではなく、それを実践することです。 SMED 段階的に時間のロスを減らす方法で。.
SMEDプロセス:段取り替え時間短縮のためのステップバイステップロードマップ
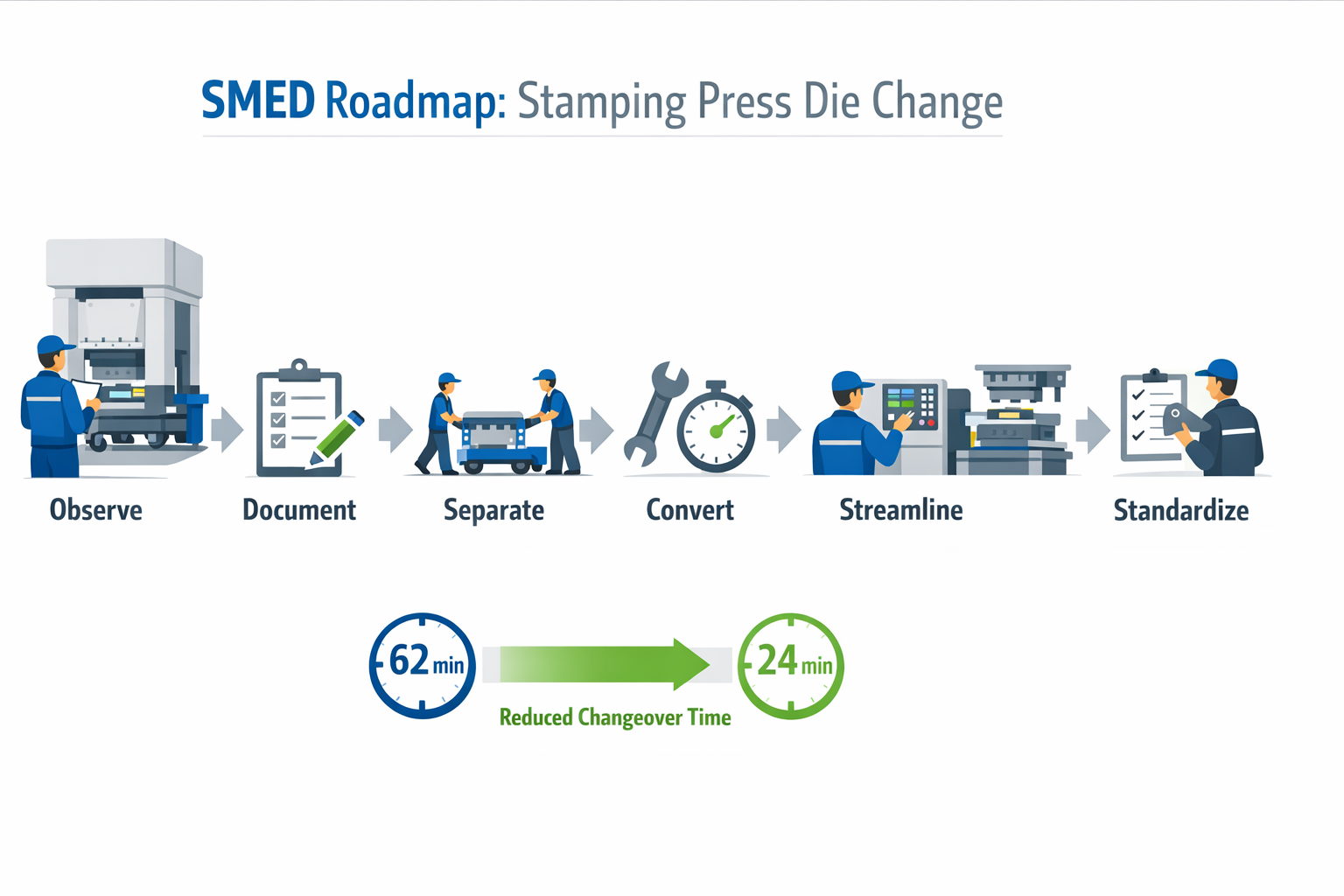
実用的 SMED このプロセスは明確な順序で進められます。まず、現在の切り替え作業を観察し、すべての作業を順番に文書化し、内部作業と外部作業を分離し、停止時間を要する作業を可能な限り外部準備作業に移行し、残りの内部作業を効率化し、最後に新しい方法を標準化します。.
ほとんどの工場では、大規模な設計変更よりも、細かな作業手順の改善から最大の効果が得られます。例えば、役割を事前に割り当てたり、工具を事前に準備したり、ビデオを使って無駄な動作を明らかにしたり、最初の良品を遅滞なく確認したりといったことです。以下の金属加工の例では、プレスラインがプレス加工ブラケットの切り替えを行う際に、試行錯誤に頼るのではなく、この手順を段階的に実行することで、段取りロスを徐々に削減しています。.
電流の切り替えをリアルタイムで観察する
標準作業手順書(SOP)に記載されている想定された方法ではなく、実際の切り替え作業を直接観察することから始めましょう。作業全体をビデオに録画し、タイムスタンプを記録し、前回の作業の最後の良好な部分から次回の作業の最初の良好な部分まで、誰が何をしたかを記録します。セットアップ改善プログラムに関する研究では、切り替え作業をフレームごとに確認するまで、チームは無駄な動作、待ち時間、および検索時間を過小評価していることが一貫して示されています。.
プレスラインの例では、チームは400トンプレス機での62分間の金型交換作業を撮影した。映像には、オペレーターがフォークリフトを待ったり、クランプを取りに行ったり、保守担当者が適切なトルクレンチを探している間作業を中断したりする様子が映っている。これらの遅延はどれも付加価値を生み出すものではなく、生産ロス時間を増加させるだけだ。.
すべての手順を記録し、担当者を割り当てる
段取り替え作業を把握したら、それを個々のタスクに分解し、正確なタイミング、必要な工具、担当者を明確にします。「金型の準備」や「機械の調整」といった漠然とした表現は、1分単位の金型交換作業において重要な遅延要因を隠してしまうため避けましょう。優れたSMEDプロセスフロー図は、各タスクの順序、所要時間、担当者、そして機械を停止する必要があるかどうかを明示します。.
プレスラインに関しては、次の金型の取り出し、クランプの緩め、ボルスターからのスクラップの除去、位置決め面の清掃、エアラインの接続、レシピ設定の入力、試運転の実行など、30以上の作業がリストアップされています。この詳細なレベルにより、オペレーター、工具室スタッフ、保守担当者が互いに待つのではなく、並行して作業できる箇所が容易に把握できます。また、担当者が明確でないために繰り返されている作業も明らかになります。.
内部設定作業と外部設定作業を別々に実施する
次のステップは、各アクティビティを正しく分類することです。内部作業は機械が停止しているときにのみ実行できますが、外部作業は出力に影響を与えることなくシャットダウン前または再起動後に実行できます。 SMED チームがタスクをあまりにも大雑把に分類し、準備作業を空き時間内に済ませてしまうため、こうした事例はここで停滞してしまう。.
プレス加工の例では、次の金型の取り出し、金型の状態確認、クランプの回収、次のプログラムパラメータのロードといった一連の作業はすべて外部準備工程に移されます。実際の金型取り外し、金型取り付け、クランプのロック、そして最終的な安全確認は、プレス機を停止させる必要があるため、内部工程として残されます。この分離だけでも混乱が軽減され、段取り替え時間の短縮に大きく貢献します。.
停止時間タスクを外部準備に変換する
分類後、すべての内部タスクに対して、「このステップのために本当にマシンを停止する必要があるのか?」というシンプルな質問を自問自答してください。必要ない場合は、事前準備、オフラインでの準備、または並行サポート作業によって、シャットダウン期間外に移動させます。マシン自体を変更することなく多くの時間が節約できるため、セットアップ時間の短縮は通常、この段階で加速します。.
プレスラインでは、最後の生産バッチが終了する前に次の金型が準備ポイントに運ばれ、必要なクランプ、ボルト、ゲージはすべて専用の段取り替えカートに載せられます。オペレーターが適切な部品プログラムと品質シートをプリロードする間、プレスが停止する前に、保守担当者が油圧継手と潤滑箇所を点検します。以前はダウンタイム中に行われていた作業が、今では現在のジョブが稼働中に実行されます。.
残っている内部業務を効率化する
外部化が完了したら、移動できない内部作業を改善します。動作の削減、締結時間の短縮、調整回数の削減、そして作業者間の連携強化に重点を置きます。一般的な改善策としては、クイックリリースクランプ、位置決めピン、プリセットストップ、色分けされた接続部、そして一人が順番にすべての作業を行うのではなく、役割に基づいた並行作業などが挙げられます。.
金属加工の例では、工場では従来のボルトをクイックアクションクランプに置き換え、標準的な金型位置をマーキングすることで、位置合わせ時間を短縮しています。内部工程では2人が並行して作業を行い、オペレーターが金型交換と機械設定を担当する一方、保守技術者がユーティリティの接続とクランプトルクの確認を行います。また、事前に定義された検査シートを使用することで、初回良品チェックも厳格化され、セットアップが完了したかどうかを議論する無駄な時間を省くことができます。.
新しい方法を標準化し、最初の良品を確認する
最終段階は、改善された方法を日常業務に定着させることです。最適な手順、目標時間、使用ツールリスト、チェックポイント、役割分担などを文書化し、結果が特定の熟練作業員に依存しないようにします。標準化がなければ、リーン生産方式による段取り替えの改善は、チームが以前の習慣に戻ってしまうため、数週間で効果が薄れてしまうことがよくあります。.
プレス機の場合、新しい規格では、金型を誰がセットアップするか、外部検査をいつ完了する必要があるか、正確な内部シーケンス、および最初の良品を確認するための基準が定義されています。変更後、セットアップ時間は62分から24分に短縮され、設定と検査手順がより一貫しているため、起動時の不良率も低下します。これが、この規格の真の目的です。 SMED プロセス:単に一度の切り替えを速くするだけでなく、毎回安定した出力が得られる再現可能な方法。.
SMED改善を測定し、維持する方法
切り替えクロックを明確に定義する
あなたが望むなら SMED ワークショップを超えて結果を維持するには、正確なタイミングルールが必要です。ほとんどの工場では、開始点は前回の生産で最後に良品が出た時点、またはラインが切り替えのために停止し始めた時点とし、終了点は次回の生産で標準速度で最初に良品が出た時点とします。最後の条件が重要なのは、機械の再起動が遅かったり、初期不良が発生したりした場合、運用上の観点から完全な切り替えが完了していないからです。つまり、1分以内の金型交換は、単に機械的な交換時間の問題ではなく、安定した生産を回復するための重要なステップなのです。.
この定義は、ライン、製品ファミリー、シフトごとに一貫している必要があります。ある監督者が「機械稼働開始」で計測を停止し、別の監督者が「最初の承認部品」で計測を停止した場合、データは段取り時間の短縮を過大評価することになります。例えば、食品・飲料充填機はすぐに再稼働できますが、実際に販売可能な製品となるには、ラベルの確認、シールチェック、重量確認が必要です。共通の計測基準がないと、リーン生産方式における段取り替えの改善を、イベント間や工場間で比較することが難しくなります。.
導入後に適切なSMED指標を追跡する
平均段取り替え時間は重要ですが、それだけでは十分ではありません。SMEDプロセス改善後には、少なくとも平均段取り時間、中央値段取り時間、最良ケースの時間、シフトごとのばらつき、初回良品時間、立ち上げ時の不良率、スケジュール達成への影響、および遅延の主な原因を追跡する必要があります。これらの指標は、カイゼン週間中の単発的な成果から真のプロセス能力を区別し、新しい方法が通常の運用条件下で再現可能かどうかを示します。.
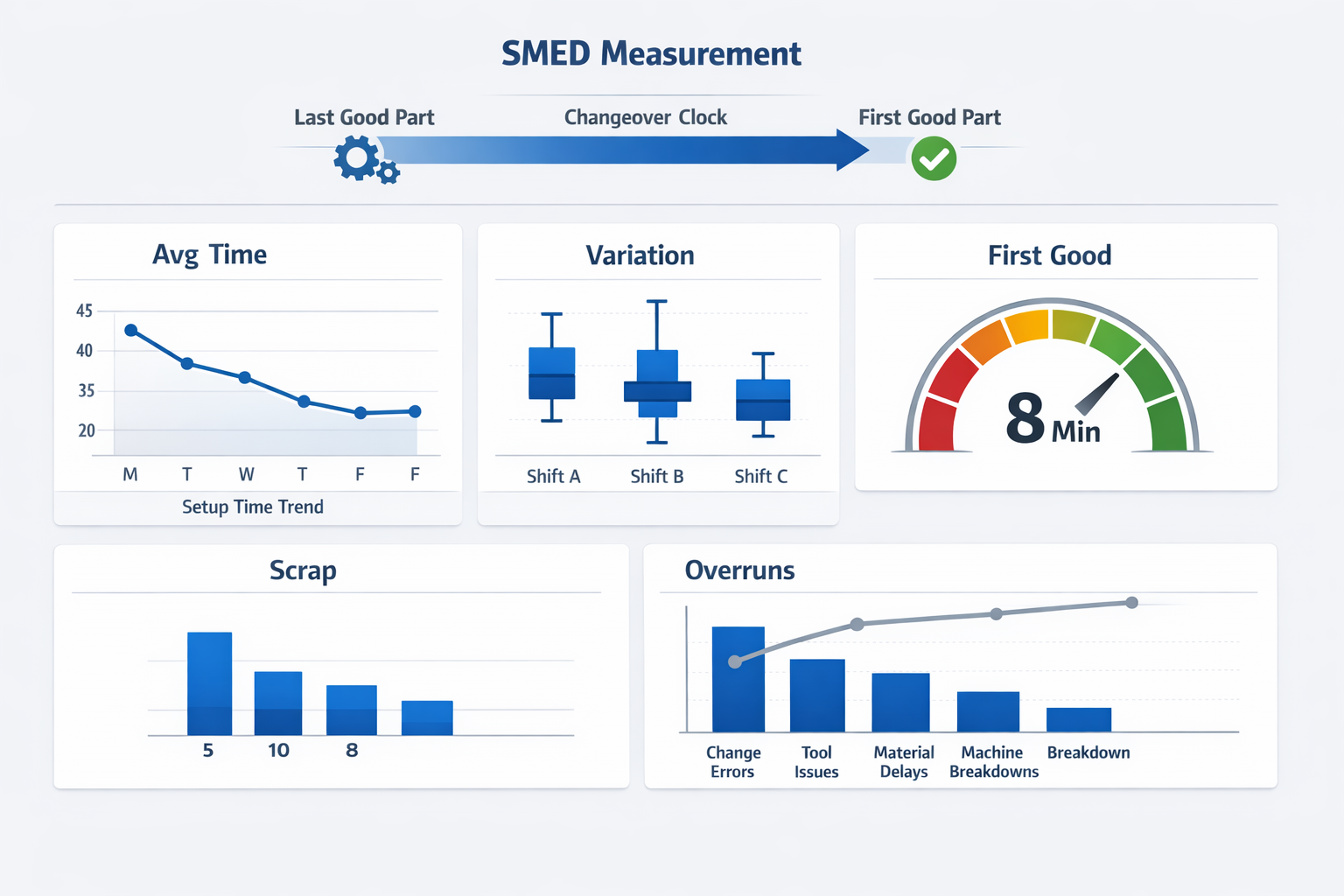
変化 平均値だけでは分からない情報も多くあります。例えば、電子機器のSMTラインで平均段取り替え時間が42分から28分に短縮されたとしても、作業員やフィーダーの稼働状況によって22分から41分まで変動する場合、その工程はまだ管理下にあるとは言えません。一方、40分から30分から32分に安定した段取り替え時間が実現すれば、生産計画、人員配置、納期遵守の予測が容易になるため、計画策定においてより大きな価値が生まれる可能性があります。工場管理者にとって、変動性の低減は、平均時間の短縮と同じくらい価値がある場合が多いのです。.
速度向上と安定性向上を別々に評価する
多くのSMEDの事例では見出しの数字を強調しつつ、 一貫性. チームが段取り替え時間を30%短縮したと報告したとしても、夜勤や複雑なSKUでその半分の効果が失われてしまうなら、工場のパフォーマンス向上は書類上のものに過ぎません。そのため、段取り時間の短縮は、単一の平均値としてではなく、製品タイプ、作業員、工具セット、機械の状態ごとに見直す必要があります。目標は、一度限りのデモンストレーションではなく、通常の工場環境で通用する手法を確立することです。.
これは、起動時の品質チェックが重要な場合に特に重要です。食品包装では、温度設定のずれ、フィルムの位置ずれ、コーディングのやり直しなどがあると、フォーマットを素早く変更したとしても、起動時の損失が長引く可能性があります。電子機器では、フィーダーの変更は機械的には完了していても、部品の検証を急ぐと初回合格率が低下する可能性があります。どちらの場合も、切り替え時間の短縮の真の指標は、停止時間の短縮ではなく、安定した生産量です。.
カイゼン活動後にSMEDの成果がしばしば薄れる理由
SMED 改善が失敗する最も一般的な理由は技術的な難しさではなく、 弱い制御 導入後、チームはイベント中に賢明な変更を加えるものの、標準作業が不明確であったり、準備ルールが監査されていなかったり、繰り返し発生する遅延へのフォローアップが誰も責任を負っていなかったりするため、元の状態に戻ってしまう。時間が経つにつれ、ツールが紛失したり、カートの補充が行われなかったり、チェックリストが無視されたりして、「新しい方法」はオプションになってしまう。結果として、SMEDプロセスはプレゼンテーションのスライドには存在するものの、日々の業務には反映されないという事態に陥る。.
理由コードによる規律は、後退を防ぐ最もシンプルな方法の一つです。目標値を超える段取り替えに、金型の欠落、品質リリース待ち、調整オーバーラン、洗浄遅延、メンテナンス問題といった具体的な原因をタグ付けすることで、改善作業は逸話的なものではなく、事実に基づいたものになります。数週間後には、通常、パターンがすぐに明らかになります。つまり、1台の機械、1つのSKUファミリー、または1つの引き渡しポイントが、ほとんどのロス時間の原因となっているのです。こうして、リーン段取り替えの改善が管理可能なものとなるのです。.
日々の管理に持続可能性を組み込む
セットアップによる改善を定着させるには、工場は可視化され、監査可能で、責任の所在が明確化された標準作業手順を確立する必要があります。これは通常、文書化された段取り替え手順、役割ごとのタスク責任、主要ステップの目標時間、そして手順が遵守されていることを確認するための階層的な監査を意味します。短いレビューサイクルも有効です。管理者は、先週の実際の作業時間がずれた理由を調査するために、月例のリーン会議まで待つべきではありません。フィードバックループが速ければ速いほど、小さな失敗が新たな標準となる前に修正しやすくなります。.
実践的なレビューのサイクルとしては、例外事項を毎日チェックし、繰り返し発生する原因を毎週見直し、変更を裏付ける証拠がある場合にのみ標準作業を改訂するという方法があります。これにより、測定と行動の間に閉じたループが生まれ、これが持続的なSMEDパフォーマンスと一時的な熱意を分けるものとなります。工場がこれをうまく実践すれば、単に段取り替えが速くなるだけでなく、より広範なメリットが得られます。スケジュールの信頼性が向上し、残業のプレッシャーが軽減され、保守、品質、生産が同じ事実に基づいて作業できるようになります。.
日々の業務遂行のためにSMEDをデジタル化する方法
SMEDプロセスを管理された日々のワークフローに変換する
チームが物理的な切り替え方法を改善したら、次のステップはその方法を再現可能にすることです。実際には、多くの1分間の金型交換イニシアチブは、新しい手順がラミネートシート、監督者のノート、または1つのシフトの暗黙の知識として残っているために勢いを失います。 SMED このプロセスは、リーン生産方式における段取り替えの改善を、単発的なイベントから、生産ライン、作業班、工場全体にわたる管理された運用ルーチンへと転換するのに役立ちます。.
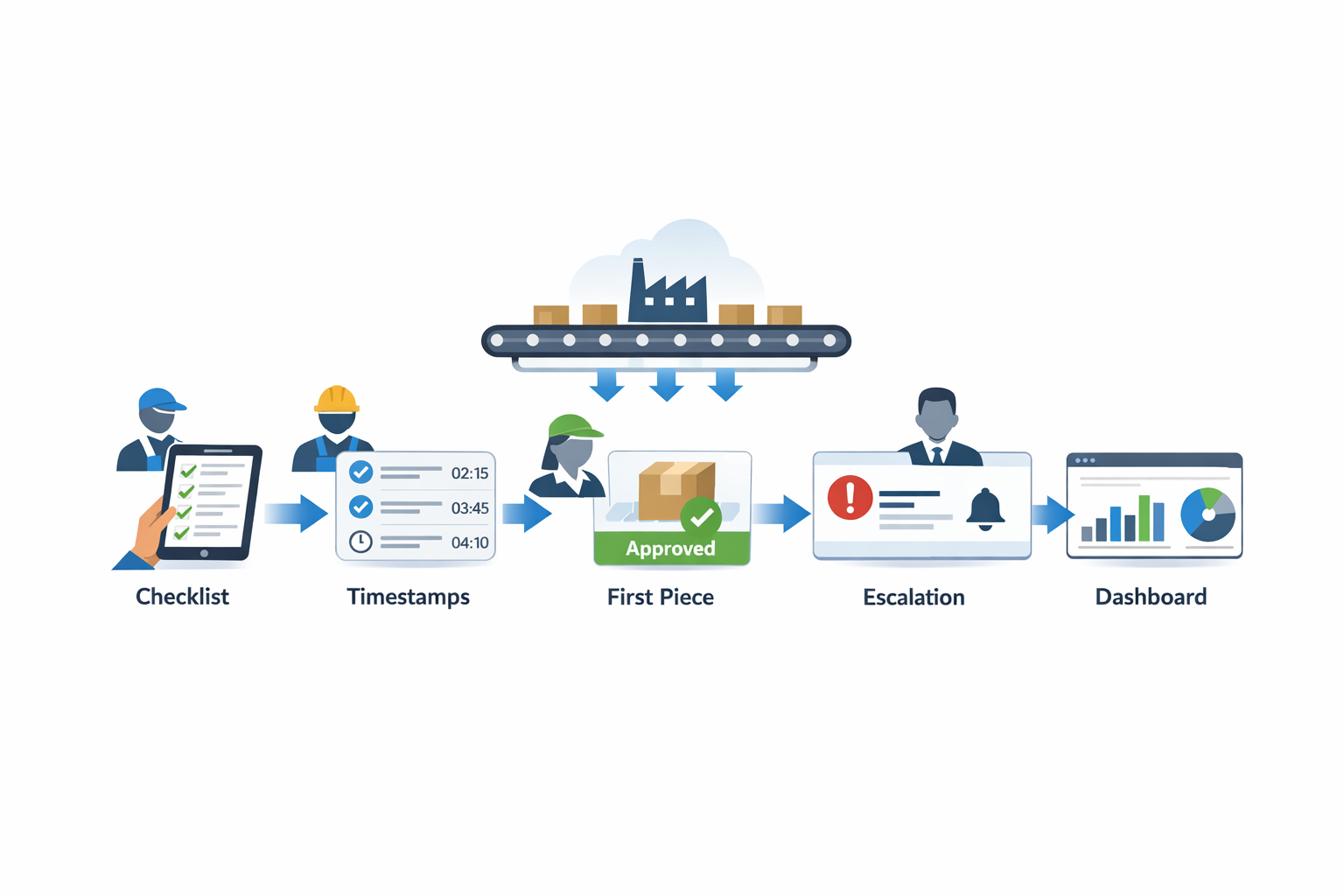
デジタルワークフローは、切り替え前の準備、役割ごとのタスク完了、主要なセットアップ手順のタイムスタンプ取得、最初のピースの確認、例外処理、フォローアップレポートなど、実行パス全体を網羅する必要があります。これは、セットアップ時間の短縮が大きな失敗1回で失われることはほとんどなく、通常は工具の不足、洗浄の不完全さ、材料の準備の遅れ、品質承認の不明確さといった小さな遅延によって失われるためです。これらの手順がリアルタイムで記録されていれば、管理者は切り替え時間の短縮がどこで停滞しているかを把握し、より迅速に対応できます。.
役割、機械、製品ファミリーごとにチェックリストを標準化する
優れたデジタルSMEDチェックリストは、タブレット上の単なる紙のフォームではありません。機械の種類、段取り替えの種類、担当者ごとに実際の作業手順を反映している必要があり、オペレーター、保守技術者、工具担当者、品質管理担当者それぞれが自分に関係する作業を確認できるようにする必要があります。これにより、手順の省略が減り、チームがすべての段取りを同一視してしまうことを防ぎます。.
デジタル形式では、これらのタスクを条件付きに設定できるため、切り替えに必要な手順のみが表示されます。これにより、ワークフローの追跡が容易になり、後々のSMED分析のためのよりクリーンなデータが作成されます。.
発生源での時刻データの取得
信頼性の高い段取り時間短縮データが必要な場合、作業員はシフト終了時にタイムスタンプを再構築すべきではありません。モバイルタスク完了機能を使用すれば、機械停止、工具取り外し、洗浄完了、段取り確認、試運転、良品初回承認などの各ステップが実際に作業完了した時点で自動的に記録され、確認することができます。これにより、特に工場で頻繁に短時間段取り替えを行う場合、手動ログよりもはるかに正確な記録が得られます。.
ここでノーコードプラットフォームが役立ちます。 Jodoo これにより、工場はカスタムMESプロジェクトを待つことなく、ライン固有の切り替えフォーム、役割ベースのタスクリスト、モバイル入力画面を作成できます。運用チームは、SMED方式の進化に合わせてフィールド、ロジック、承認パスを調整できます。これは、切り替え作業の標準化された作業は通常、安定するまでに数回の反復を経て改善されるため重要です。.
初回承認を段取り替え記録にリンクする
多くの工場では、生産が最初の承認部品に到達した時点ではなく、整備士が調整を終えた時点など、段取り替え終了時間を早すぎるタイミングで計測しています。デジタル化された初回承認システムは、起動チェックを段取り替え記録に直接リンクさせることで、このギャップを埋めます。品質管理部門は、寸法、シールの完全性、トルク、印刷位置合わせ、その他の重要なパラメータを同じワークフローで確認でき、合否判定とコメントをイベントに添付できます。.
この連携は、起動時のロスが大きい場合に特に有効です。生産ラインが機械的なセットアップ目標を繰り返し達成しているにもかかわらず、品質承認待ちで10~15分ものロスが発生している場合、工場側はボトルネックが機械作業だけでなく、承認フローにもあることを認識できます。つまり、デジタルSMEDの実行は、工場が機械作業時間だけでなく、セットアップ期間全体を管理するのに役立ちます。.
エスカレーションルールとダッシュボードを活用して改善を持続させる
実用的なデジタルSMEDワークフローは、チェックリストが提出された時点で終了するべきではありません。実際の段取り替え時間が目標を超過した場合、重要な手順が省略された場合、または初回品の承認が失敗した場合、システムは適切な監督者、エンジニア、または保守責任者に対してレビュータスクを自動的にトリガーする必要があります。これにより、例外事項をいちいち手動で追跡する必要なく、責任体制を確立できます。.
Jodoo 承認のルーティング、アラートの送信、理由コードの収集、ライブダッシュボードへのフィードを行うノーコードワークフローでこれを実現できます。生産管理者は、機械、SKU、シフト、チームごとに計画された段取り替え時間と実際の段取り替え時間を追跡でき、保守担当者と品質管理担当者は同じデータ環境で繰り返し発生する遅延の原因を確認できます。これにより、工場は、個別のカイゼン結果ではなく、日々の運用データに裏付けられたSMED事例のより強固な基盤を得ることができます。.
例えば、複数のラインを持つ食品包装工場では、 Jodoo 紙の段取り替えシートを、各SKUの変更に紐づいたモバイルチェックリストに置き換える。作業員は計画された段取り時間と実際の段取り時間を記録し、品質管理担当者は同じワークフローで初回品の承認を完了する。また、目標時間を超える段取り替えが発生した場合は、洗浄時間の超過、工具の問題、材料の不一致などの遅延コードとともに、自動的に監督者によるレビューがトリガーされる。これにより、工場はシフト間でSMEDプロセスを標準化する実用的な方法を得ると同時に、継続的なリーン段取り替え改善のための有用なデータセットを構築できる。.
複数ライン展開においてノーコードが重要な理由
ほとんどの製造業者にとって、課題は単一のデジタルフォームを設計することではありません。課題は、設備、人員、承認要件が工程ごとに異なるため、すべてのラインを同じ厳格なテンプレートに縛り付けることなく、標準を拡張することです。ノーコードレイヤーを使用することで、運用チームはコアとなるSMED管理を標準化しつつ、充填機、カートナー、プレス機、CNCセル、組立ステーションなどのチェックリストやワークフローを柔軟に調整できます。.
その柔軟性は、工場が従来のソフトウェアプロジェクトでは対応できないほど迅速な展開を望む場合に重要となる。 Jodoo, これにより、チームはチェックリストの実行、タイムスタンプの取得、承認ルートの設定、ダッシュボードレポート作成といった一連の作業を1つの環境で連携させ、オペレーターや管理者が問題点を特定するにつれてシステムを改良していくことができます。段取り替え時間の短縮を真剣に考えている工場にとって、これはスプレッドシート、メールのやり取り、断片的な紙の記録に頼るよりも、デジタルによる実行の方がはるかに実用的です。.
結論:実践的なSMEDプログラムを構築する
SMED この手法が効果的なのは、段取り替えの改善を単発のワークショップの成果ではなく、再現可能な方法へと変えるからです。手順は簡単です。まず、段取り替え中に何が起こるかを理解し、内部作業と外部作業を分離し、機械停止時間を可能な限り準備作業に充て、残りの内部手順を簡素化します。チームがこの手順を規律正しく実行すれば、生産ロスを削減し、スケジュールの柔軟性を高め、設備を追加することなく生産能力を向上させることができます。.
次の課題は 維持. 切り替え時間の短縮は、タイミングポイントを明確に定義し、実際のパフォーマンスを追跡し、オーバーランを調査し、標準作業を通じて新しい方法を定着させた場合にのみ、その速さを維持できます。これをうまく実践している工場は、平均段取り時間だけでなく、変動、起動品質、シフトやライン全体にわたる遅延の繰り返し原因にも焦点を当てています。.
SMEDを大規模に実行しやすくしたい場合は、, Jodoo は、コードを書かずにプロセスをデジタル化する実用的な方法を提供します。1 つのシステムで、段取り替えチェックリストの作成、セットアップタイムスタンプの取得、初回生産承認のルーティング、フォローアップアクションの割り当て、生産、メンテナンス、ツーリング、品質全体にわたる結果の監視が可能です。リーン段取り替えの改善を管理された日常プロセスに変える準備ができている場合は、 無料トライアルを開始する または デモを予約する 今日はJodooを使って。.


