
カテゴリー別に閲覧する
はじめに:製造現場におけるポカヨケの意味
組み立てミスが1つでも発生すると、根本原因が判明するずっと前に、不良品の発生、再加工、出荷遅延、顧客からの苦情につながる可能性があります。多くの工場では、人的ミスが品質損失の大きな割合を占めており、製造業全体にわたる調査では、低品質がコストを圧迫することが定期的に示されています。 10%~20% スクラップ、再加工、保証、検査費用を合計すると、売上高の になります。したがって、多くのマネージャーは、 ポカヨケ 彼らが本当に懸念しているのは、実務的な問題です。つまり、作業員の小さなミスが完成品の不良品になるのをどう防ぐかということです。
平易な言葉で言うと、, ポカヨケ 手段 ミス防止. それは リーン生産方式 ポカヨケとは、誤った動作を防止、即座に検知、または無視できないようにプロセスを設計するアプローチです。最終検査だけに頼るのではなく、ポカヨケはエラーが発生する可能性のある段階で、品質を組み込むことを可能にします。.

この記事は定義を超えています ポカヨケ リーン生産方式では、主な点をさらに詳しく説明します。 ポカヨケの種類 そして実用的 例 組み立て、検査、資材搬送の分野における事例を取り上げます。また、効果的な制御システムの設計方法や、デジタルワークフローが製造現場における物理的なエラー防止をどのように強化できるかについても解説します。.
リーン生産方式におけるポカヨケの意味:定義、起源、および主要な種類
リーン生産方式におけるポカヨケの意味
リーン生産方式では、, ポカヨケ ミスが発生しないように、またはミスが欠陥になる前にすぐに検出されるようにプロセスを設計することを意味します。この用語は通常次のように翻訳されます。 ミス防止, そして、それが現場でポカヨケを理解する最も実践的な方法です。リーン生産方式におけるポカヨケは、最終検査で良品と不良品を選別するのではなく、製造工程そのものに品質を組み込むことを目指しています。.
この概念は トヨタ生産方式, 品質を検査の問題としてだけでなく、プロセス設計の問題として捉える。新郷重雄は、反復的で高速な作業におけるヒューマンエラーを減らす方法としてポカヨケを普及させた。これは、熟練した作業員でさえ、特に多品種少量生産、手作業による組み立て、段取り替えの多い環境では、時折ミスを犯すため重要である。.
起源:「責任逃れ」からより良いプロセスの構築へ
この用語の本来の意図は、欠陥を作業員の責任にすることではなく、人間の通常のばらつきによって不良品や手戻りが発生しないように作業を再設計することでした。リーン生産方式においてこの概念が重要なのは、まさにこの点にあります。「誰がミスをしたのか?」という問いから、「なぜプロセスがミスを許容したのか?」という問いへと焦点を移すからです。実際、この考え方は継続的な改善、迅速な根本原因分析、そしてより安定した品質パフォーマンスを支えています。.
このアプローチは、多くの工場が現在呼んでいるものにも合致している。 製造におけるエラー防止. コネクタが一方向にしか接続できない場合、使用前にラベルをスキャンするか、ガードが閉じるまで機械が作動しないなど、プロセス全体で品質管理作業の一部が自動的に行われます。これは組み込みの品質であり、記憶、トレーニング、またはラインの最終段階での検査だけに頼るよりも信頼性が高いと言えます。.
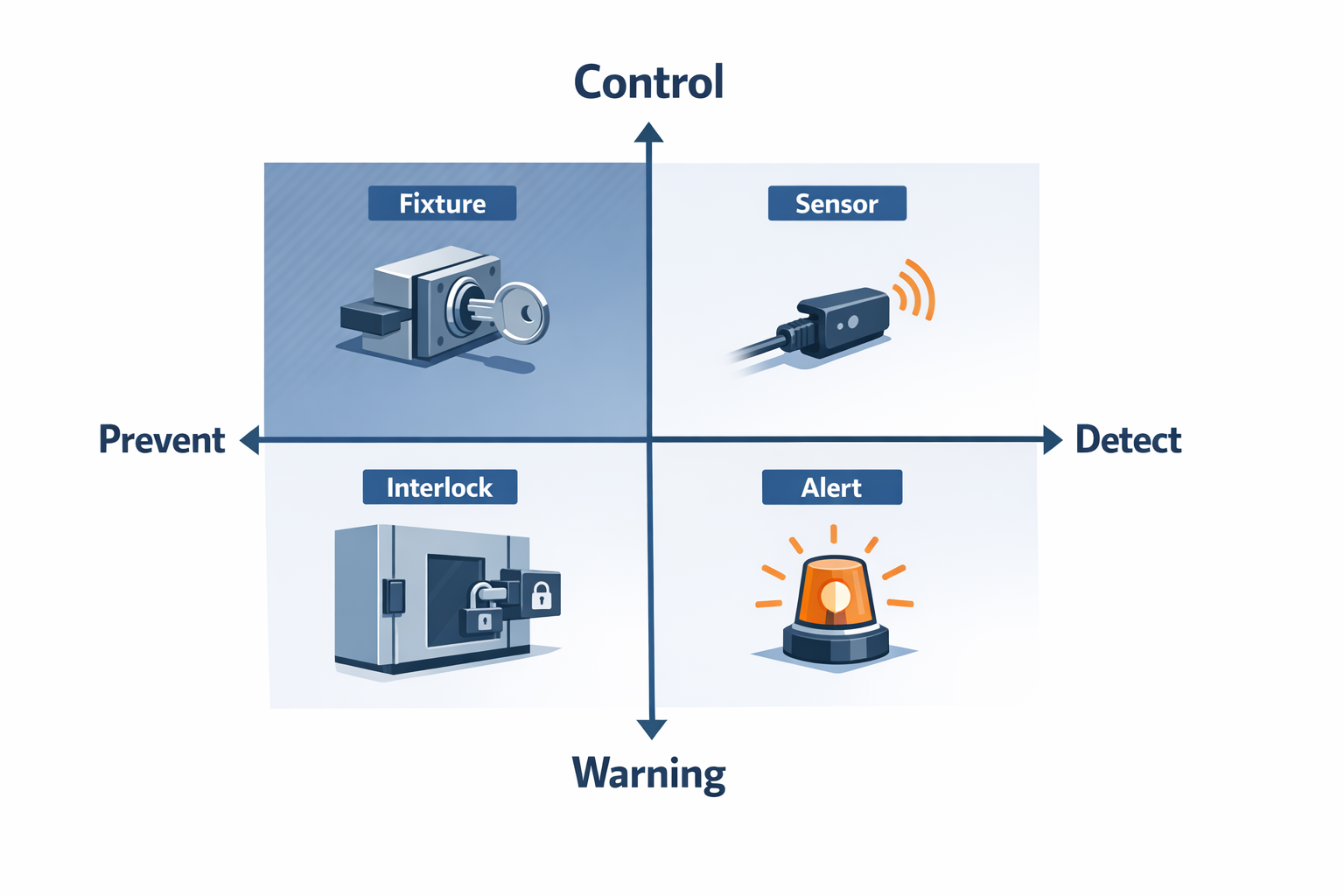
予防と検出
製造業におけるミス防止対策を分類する一般的な方法の一つは、 防止 対 検出. A 防止 この装置は、そもそもエラーが発生するのを防ぎます。正しい向きでしか部品を受け入れない治具は、作業者が物理的に間違った向きで部品をセットできないため、予防制御と言えます。.
A 検出 この装置は、エラーが発生した直後、製品が下流工程に進む前に、エラーを即座に検出します。例えば、ステーションがユニットを解放する前に2つのクリップが取り付けられているかどうかを確認するセンサーは、検出方法の一例です。これは、オペレーターがクリップを取り付け忘れることを防ぐものではありませんが、欠陥が工程から漏れ出すことを防ぎます。.
制御対警告
もう1つの便利な分類は コントロール 方法対the警告 方法。 コントロール この方法は、条件が不正な場合にプロセスを中断します。例えば、部品が欠落している場合にプレス機を停止したり、必要なすべてのステップが完了するまで完了をロックアウトしたりします。制御方法は、時間的プレッシャーの中で誰かが気づいて正しく対応することに依存しないため、一般的に信頼性が高いと言えます。.
A 警告 警告方式は、ブザー、ランプ、画面メッセージ、またはその他の信号によって、オペレーターまたは監督者に異常状態を知らせます。たとえば、キット化ステーションでは、ピッキングされた数量が注文と一致しない場合に警告を発する場合があります。警告方式は効果的な場合もありますが、特に生産現場が混雑している場合、人々がアラームを見落としたり、対応を遅らせたりする可能性があるため、一般的に制御方式よりも堅牢性に劣ります。.
ポカヨケの3つの古典的な手法
店舗では、ポカヨケの事例を説明する際に、次の3つの古典的な方法がよく用いられます。 接触, 固定値, 、 そして 動作ステップ. これらの分類は、エラーの性質に基づいてチームが適切な制御方法を選択するのに役立ちます。シンプルですが、欠陥の発生源を評価するプロセスエンジニアやリーンチームにとって依然として有用です。.
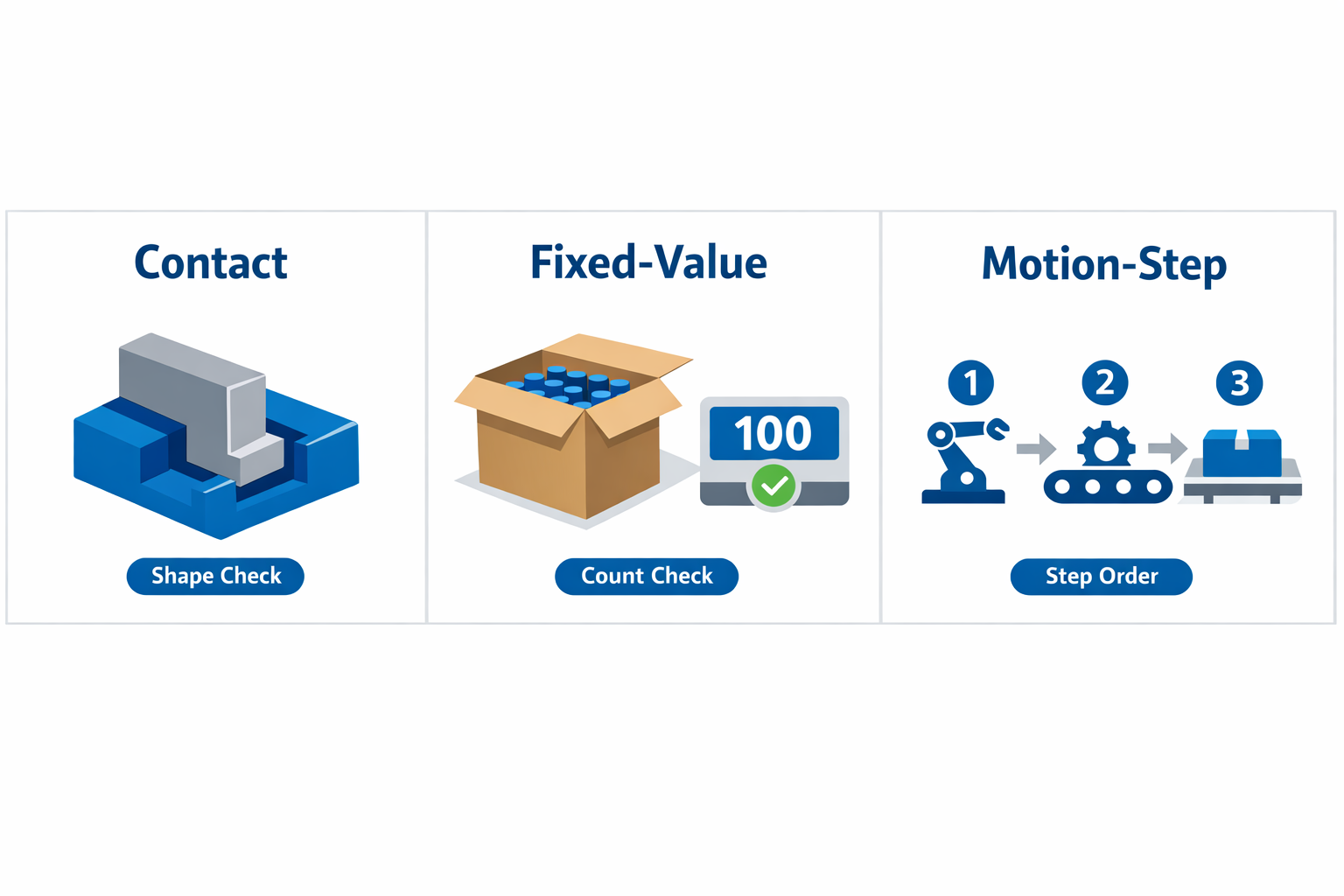
連絡方法
の 接触方法 形状、サイズ、寸法、色、存在などの物理的属性をチェックします。一般的な例としては、正しい部品形状のみを受け入れる治具や、組み立てを続行する前にOリングが存在することを確認するビジョンセンサーなどがあります。この方法は、欠陥が部品の選択ミス、向きの反転、または部品の欠落に起因する場合に効果的です。.
固定値方式
の 固定値法 必要な数、個数、または値に達したことを確認します。たとえば、包装ステーションでは、カウンターを使用して、各カートンに正確に12個の小袋が詰められていることを確認する場合があります。締結作業では、ユニットを閉じる前に、6本のネジすべてが締め付けられていることをシステムが確認する場合があります。.
動作ステップ法
の 動作ステップ法 必要な処理手順が守られたかどうかを確認します。これは、手順の省略や操作順序の誤りによって不具合が発生した場合に役立ちます。基本的な例としては、製品を次の工程に送る前に、作業者が手順1、手順2、手順3を順番に完了する必要があるテストルーチンが挙げられます。.
これらの分類が重要な理由
これらの分類は単なる学術的な定義ではなく、チームがどのような対策が適切かを判断するのに役立ちます。リスクが誤った方向付けである場合、追加のトレーニングよりも接触による解決方法の方が効果的かもしれません。リスクが確認漏れである場合、検査員を増員するよりも動作手順アプローチやポカヨケチェックリストの方が効果的かもしれません。.
品質管理者や生産技術者にとって、この概念の価値は、「注意する」という指示を具体的な設計上の選択肢へと転換できる点にある。プロセスは予防すべきか検出すべきか、対応は制御すべきか警告すべきか、故障モードは接触、カウント、シーケンスロジックのどれで処理するのが最適か、といった点を検討できる。この構造により、製造におけるエラー防止がより体系的になり、生産ライン全体で標準化しやすくなる。.
組み立て、検査、資材取り扱いにおけるポカヨケの実践例
理解する最も簡単な方法 ポカヨケ リーン生産方式では、作業員が誤った動作をする可能性のある箇所と、それを防ぐためにプロセスがどのように設計されているかを検討します。 ポカヨケの例 過剰な警戒に頼る必要はありません。物理的にエラーを防止するか、欠陥が下流に伝播する前に即座に検出します。.
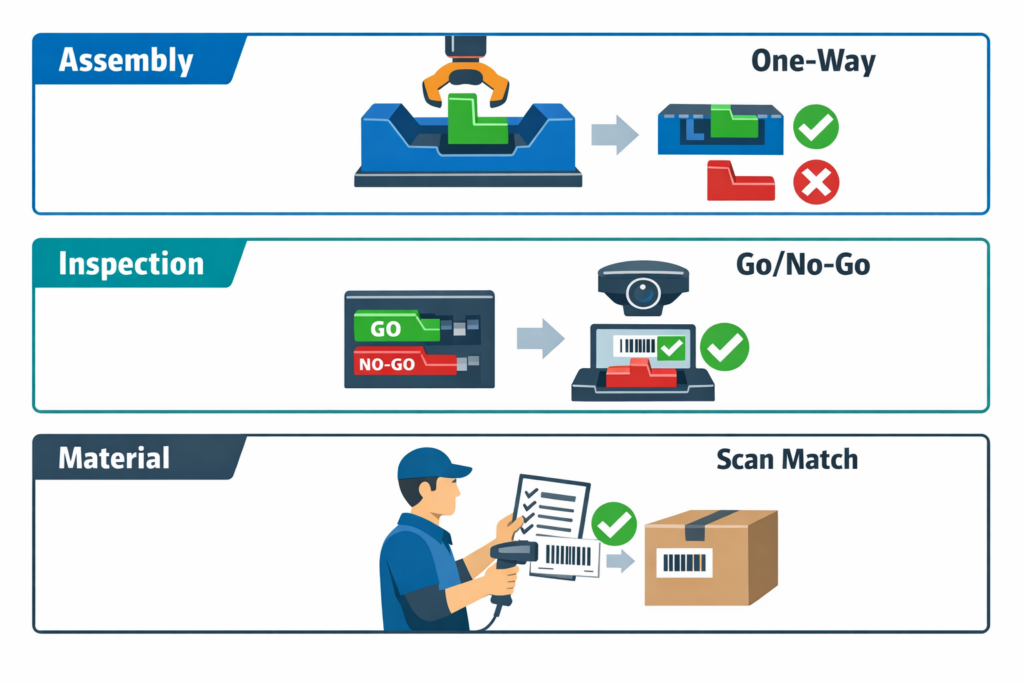
組み立て
最終組み立てでは、 片方向照明器具 これは、製造業における最も一般的なミス防止策の一つです。部品は正しい向きでのみ取り付けられるように設計されているため、作業者はコネクタ、シール、ブラケットなどを逆向きに取り付けることができません。これにより、電子機器、自動車、家電製品の製造において頻繁に発生する手直し作業の原因となる、逆向きの組み立てを防ぐことができます。.
もう一つの実例は 欠落部品の検出 作業ステーションにおいて、小型センサー、重量チェック、またはピック・トゥ・ライトによる確認によって、ユニットがステーションを離れる前に必要なネジ、クリップ、ワッシャーがすべて実際に使用されたことを確認できます。これにより、特にオペレーターが製品バリエーションを切り替える多品種生産ラインにおいて、組み立ての不完全さを防ぐことができます。.
トルク制御ツール また、工程順序と連動させることで、エラー防止機能も果たします。必要な締結回数が完了していない場合、ステーションは部品を解放せず、ジョブも先に進みません。この場合、制御機能により、締め付け不足や締結漏れによる隠れた欠陥を防ぐことができます。.
検査
検査に基づくポカヨケは、判断の余地を残さずに明確な合否結果を出す場合に最も効果を発揮します。 ゴー/ノーゴーゲージ 典型的な例として、機械加工されたピン、穴、またはスロットが公差を満たしていない場合、ゲージは適合しません。これにより、目視による推測に基づいて規格外の部品が受け入れられることを防ぎます。.
視覚センサー カメラは、視覚的な要素が重要な製造現場におけるエラー防止にも広く利用されています。包装ラインでは、カメラを使ってカートンを密封する前にラベルの有無、位置、キャップの色などを確認できます。この管理により、誤ったラベルの出荷を防ぎ、顧客からの苦情、規制上の問題、製品のリコールといった事態を回避できます。.
手動検査作業の場合、構造化された ポカヨケチェックリスト 必要なすべての項目が順番に検証されることを確実にするのに役立ちます。チェックリスト自体は最終的な解決策ではありませんが、シリアル番号の一致、ロットコードの有無、寸法の確認など、各項目を特定のチェック項目と関連付けることで効果を発揮します。これにより、特にシフト交代時や臨時の作業員が配置されている場合などに、検査手順の省略を防ぐことができます。.
資材運搬
マテリアルハンドリングにおいて、最も効果的なポカヨケの例の1つは バーコード確認済みピッキング. 材料がラインに供給される前に、作業員は作業指示書をスキャンし、次に部品ラベルをスキャンします。システムはそれらが一致するかどうかを確認します。これにより、多品種少量生産環境でよく発生する組立不良の原因である、部品の誤供給を防ぐことができます。.
色分けや専用の保管場所を設けることも、慎重に設計すれば、簡単なポカヨケ対策として有効です。例えば、左側の部品と右側の部品で容器の色を変えたり、ラックの位置を物理的に分離したりすることができます。これにより、キット化時の部品の混同リスクを軽減できますが、スキャン検証と組み合わせることでさらに効果が高まります。.
もう1つの便利な制御は 固定数量コンテナ このコンテナには、1ユニットまたは1バッチに必要な部品が正確に1個だけ収納されています。組み立て後に部品が余ったり、コンテナの容量が早期に不足したりした場合、異常がすぐに明らかになります。これにより、部品不足、過剰出荷、ピッキングミスなどが、不良品や在庫差異に発展する前に容易に発見できます。.
これらの例が示すように、実用的な価値は用語そのものではなく、作業現場で行われる設計上の選択にある。治具、ゲージ、センサー、スキャンチェックなど、どのような方法を用いるにせよ、目標は同じだ。正しい行動を容易にし、間違った行動を見落としにくくすることである。.
効果的なミス防止システムを設計する方法
応用する便利な方法 ポカヨケ 製造現場では、ミス防止を単なる接続されていないデバイスの集合体としてではなく、設計作業として扱うことが重要です。品質管理者やプロセスエンジニアにとっての目標は、特定の人的ミスが欠陥、遅延、またはコンプライアンス違反に発展するのを防ぐことです。実際には、これは、不具合を明確に定義し、作業者が誤った操作をする可能性のある場所を特定し、そこに正確に制御を配置することを意味します。設計プロセスをより明確かつ具体的に説明するために、実際の生産現場から例を挙げて説明を補足してみましょう。それは、産業機器の制御基板を製造する手動電子機器組立ラインです。.
ツールではなく、欠陥モードから始めましょう
このラインでは、最終テスト中にオペレーターが誤った種類のコンデンサをステーションに取り付けてしまうことがあり、繰り返し不具合が発生しています。最初のステップは、センサー、チェックリスト、治具が必要かどうかを問うことではなく、不具合のモードを正確に定義することです。問題は、部品の選択ミス、向きの反転、トルク確認の漏れ、あるいは古い作業指示書の使用でしょうか?それぞれの不具合モードには異なるポカヨケ対策が必要となるため、このレベルの明確さが重要です。.
多くのチームはこの段階でエラー防止策を弱めてしまいます。品質不良が発生した際に、「もっと注意しろ」とか「組み立て前に確認しろ」といった漠然とした指示で対応するだけで、プロセス自体を変えることはありません。優れたミス防止設計では、正確なエラー、正確な手順、そして正確な結果を明確に示します。リーン生産方式で言えば、後から検査でばらつきを検出するのではなく、プロセス設計段階から品質を確保するということです。.
オペレーターの意思決定ポイントを見つける
欠陥のモードが明確になったら、エラーが発生する可能性のある時点を特定します。電子機器の例では、欠陥は最終検査で始まるのではなく、作業者が見た目が似ている部品が入った容器からコンデンサを選んだ時点で始まります。これが真の決定ポイント、つまり部品選択の瞬間です。最終検査のみで管理を行うと、問題を検出できるかもしれませんが、既に労力を費やし、手直しのリスクを高めてしまっています。.
この原則は ポカヨケ制御は、実行時点に配置することが重要です。組立工程の場合、部品のピッキング、治具への部品の装填、パラメータの入力、作業指示書の確認などが該当します。トレーサビリティ工程の場合、ラベルの印刷やシリアル番号のスキャンなどが該当します。制御が選択の瞬間に近いほど、修正コストは低くなり、予防の可能性が高まります。.
予防するか検出するかを決定する
判断ポイントを特定したら、制御によってエラーをブロックするか、エラー発生直後に警告を発するかを選択します。コンデンサの例では、オペレーターが誤った部品で組み立てを開始できないようにするため、検出よりも予防の方が効果的です。キー付きフィーダー、専用ビン設計、またはスキャン検証ステップによって、誤った部品が取り付けられる前にプロセスを停止できます。完全な予防が不可能な場合は、ステーションでの即時検出が次善の策となります。.
これは、チームがサイクルタイム、欠陥の深刻度、およびプロセスの安定性を慎重に検討すべき重要なステップです。エラーによって安全上のリスク、顧客の不具合、または高額な解体作業が発生する場合は、通常、予防策を講じる価値があります。エラーのリスクが低く、数秒以内に容易に修正できる場合は、警告に基づく制御で十分な場合もあります。優れた対策は、好みに基づいて選択されるのではなく、そのステップを誤った場合のコストと結果に基づいて選択されるべきです。.
作業が行われる場所に管理体制を整える
効果的な制御は、オペレーターの 実際の作業手順. 実行例で、作業者が部品を選び、作業指示書をスキャンし、部品を取り付け、完了を確認する場合、最適な管理は部品の選び方または取り付けの段階で行うべきであり、後で記入する別の品質ログで行うべきではありません。ステーションでの物理的なガイド、正しいリールのみを受け入れるフィーダー、またはスキャンされた部品に連動したインターロックはすべて、ミスが発生する可能性のある場所で機能するため有効です。制御が作業現場から遠ければ遠いほど、回避しやすくなります。.
これは、多くの善意のポカヨケチェックリストが失敗に終わる理由の一つです。組み立て後にチェックリストを作成すると、多くの場合、積極的な管理ではなく、事後的な書類作成になってしまいます。チェックリストは、作業手順に組み込まれ、次のステップに進む前に確認を強制する場合に限り、依然として有効です。つまり、管理は、事後的に記録するだけでなく、リアルタイムで行動を形成するものでなければなりません。.
バイパスリスクとオペレーターの回避策をテストする
技術的に優れたミス防止装置であっても、生産現場のプレッシャーの中で作業員がそれを回避できてしまうと、機能不全に陥る可能性があります。例えば、電子機器製造ラインで、エンジニアリング部門が容器に警告ラベルを印刷して追加したとしても、作業員が切り替え時に両方のリールを一時的にベンチに置いておくと、間違ったコンデンサを取り出してしまうことがあります。制御機能は存在しますが、通常の製造現場の状況では機能しません。堅牢な設計では、緊急注文、ラインバランスの問題、材料不足などの状況下で、この制御機能を回避できるかどうかという、現実的な問いが重要になります。
ここでパイロットテストが重要になります。日勤の最も訓練されたオペレーターだけでなく、複数のシフトのオペレーターを観察してください。誤った操作が物理的に可能であったり、デジタル的にスキップ可能であったり、エスカレーションなしで簡単に上書きできる場合は、制御が弱いと言えます。 ミス防止 システムは、注意力、訓練、疲労、緊急性におけるばらつきを想定し、それを考慮して設計を行う。.
物理的なポカヨケだけでは不十分な場合を認識する
物理的な制御は強力ですが、すべての故障モードを網羅できるわけではありません。同じ組立工程においても、書類の記入漏れ、図面の修正ミス、トルク記録の不備、シリアル番号のトレーサビリティの欠如、検査失敗時の対応遅延といった問題が発生する可能性があります。これらの問題は、治具だけでは解決できません。これらは工程制御上の問題であり、組立ミスと同等のリスクを生み出すことが少なくありません。.
例えば、機種変更の際に、作業員が正しいコンデンサを取り付けたとしても、古いバージョンの作業手順書に従ってしまう可能性があります。あるいは、ステーションが検証の失敗を検出しても、適切なタイミングで管理者に通知されないため、問題が未解決のまま放置されることもあります。このような場合、ミス防止とは、物理的な組み立てミスだけでなく、欠陥が進行してしまうような工程上の問題にも対処することです。.
プロセス規律が重要な箇所にはデジタル制御を追加する
リスクが記録、承認、改訂管理、またはエスカレーションにある場合、デジタル制御は製造における現代的なエラー防止策の一部となります。電子機器製造ラインでは、デジタル作業指示書によって、作業員は作業指示書の最新改訂版のみを確認できるようになります。必須のスキャンにより、作業完了前に選択した部品が部品表と一致していることを確認できます。必須の写真、値の入力、または上司の承認は、紙のフォームがしばしば省略されたり、後で記憶に基づいて記入されたりするギャップを埋めることができます。.
これは物理的なポカヨケに取って代わるものではなく、それを拡張するものです。最も優れたシステムは、ステーションレベルの予防とプロセスレベルの検証を組み合わせることで、作業者が誤って部品を使用したり、重要な確認を省略したり、例外をメールや紙のファイルに埋もれさせたりするのを防ぎます。この同じロジックは、検証ルール、バーコードチェック、例外処理ワークフローなどのデジタル制御にも組み込むことができます。.
デジタルポカヨケ:チェックリスト、バーコード検証、例外処理ワークフローの活用
物理的な制御は多くの製造現場のエラーに対処しますが、現代の生産におけるすべての故障箇所を網羅しているわけではありません。実際には、, ミス防止 新たに含まれるもの デジタル制御 不完全な記録をブロックし、適切な段階で適切な材料を検証し、出荷不良となる前に例外をエスカレーションする。.
デジタルポカヨケシステムは、リスクがデータ、手順、トレーサビリティ、または承認に関わる場合に特に有効です。例えば、誤った部品リビジョンの使用、トルク確認の省略、検査証拠のない作業指示書の完了、または検査不合格後に上司への通知漏れなどが挙げられます。リーン生産方式でポカヨケを導入しているチームにとって、これらの管理策は物理的なプロセスだけでなく、取引フロー全体に品質を組み込むのに役立ちます。.
必須項目と条件ロジック
デジタルチェックリストは、単なる記録としてだけでなく、管理ポイントとしても機能する。. 必須項目 ロット番号、機械ID、検査値、オペレーターの承認が不足している場合、オペレーターが先に進まないようにすると同時に、条件付きロジックによって、ステーションで実際に発生した事象に基づいてフォームが変更されます。電子機器組立作業者がトルクチェックを不合格とマークした場合、システムは、他の作業を進める前に、欠陥コード、写真のアップロード、および処理コメントを即座に要求することができます。.
これは重要な点です。なぜなら、多くの欠陥は知識不足ではなく、時間的プレッシャーの中で確認を怠ったことが原因で発生するからです。適切に設計されたポカヨケチェックリストは、「後で記入する」という選択肢を排除します。これは、手動の品質記録で最もよく見られる抜け穴の一つです。その意味で、製造におけるデジタルエラー防止は、物理的なインターロックと同じ役割を果たします。つまり、重要な条件が満たされるまで次のステップに進むことを防ぐのです。.
バーコード検証と実行証明
バーコード検証は、材料の識別が重要な場合に、より強力な管理層を追加します。電子機器組立の例では、作業員は部品リールのバーコードをロード前にスキャンし、システムはそれを承認済みの部品表(BOM)または作業指示書発行リストと比較します。スキャンされたコードが割り当てられた部品番号または改訂版と一致しない場合、チェックリストは作業の完了を阻止し、不一致を即座に警告します。.
実行証明にも同様のロジックを適用できます。トルク測定ステップでは、次の工程に進む前に、トルク測定器のディスプレイの写真、またはスマートデバイスからのリンクされた読み取り値を要求できます。紙の記録と比較すると、これはトレーサビリティを大幅に向上させます。特に、顧客監査、ISO要件、または保証請求において、何が、誰によって、いつチェックされたかを正確に証明する必要がある工場では、その効果は顕著です。.
タイムスタンプ付き承認と自動例外ルーティング
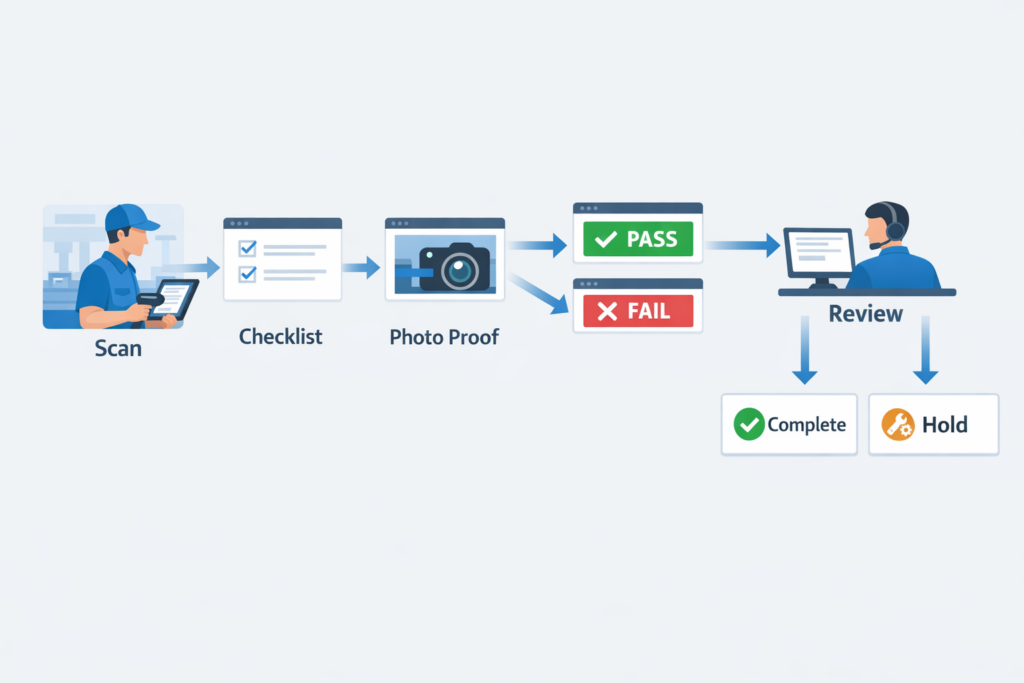
次の段階はワークフローです。同じ電子機器組立チームがスキャン失敗、写真欠落、または規格外の検査結果を記録した場合、システムは誰かが後でスプレッドシートでそれに気づくのを待つべきではありません。代わりに、例外はタイムスタンプ付きの承認履歴と、保留、再作業、または廃棄レビューなどの明確なステータスとともに、ラインリーダー、品質エンジニア、または監督者に自動的にルーティングされるべきです。.
デジタルポカヨケは、単なるデータ収集以上の意味を持ちます。異常事態への対応を標準化し、封じ込めまでの遅延を短縮し、再発する問題の分析のための監査証跡を作成します。ポカヨケの事例をより徹底したフォローアップで強化しようとする工場にとって、例外ルーティングは検出から対応までのギャップを埋めるのに役立ちます。.
Jodooがデジタルミス防止をどのようにサポートしているか
と Jodoo, メーカーは、デジタルフォーム、検証ルール、バーコードスキャン、条件付きフィールド、ワークフロー自動化、ダッシュボードを 1 つのシステムに組み合わせることで、カスタム コーディングなしでこれらの制御を構築できます。電子機器組立のシナリオでは、チームは、正しいコンポーネント バーコードがスキャンされ、トルク写真証拠がアップロードされ、必要なすべてのチェックが合格するまで作業指示の完了をブロックするステーション レベルのチェック リストを構成できます。いずれかの項目が不合格の場合、, Jodoo 記録を自動的に上司のレビューに回し、ステータスをロックし、適切な担当者に通知し、追跡可能性のためにタイムスタンプ付きの履歴を保持することができます。.
それは Jodoo ポカヨケの意味は既に理解しているものの、書類作成、承認手続き、資材検証など、業務全体にわたってそれを実践する必要がある工場にとって、これは非常に役立ちます。デジタル記録を単なる受動的な文書として扱うのではなく、製造現場における真のエラー防止を支援する能動的な管理手段へと変えることができます。.
結論:よりスマートなポカヨケシステムを構築する
ポカヨケ これは単にワークステーションに治具やリミットスイッチ、センサーを追加する以上の意味を持ちます。実際には、正しい動作は容易に実行でき、間違った動作は実行しにくく、欠陥が下流工程に広がる前に阻止できるよう、作業を設計する方法なのです。これは重要なことです。なぜなら、どんなに優れた検査システムであっても、発生源でエラーを防止することによるコストとスピードのメリットには到底及ばないからです。.
ほとんどのメーカーにとって、最適なアプローチは 物理的なミス防止 と デジタルプロセス制御. 治具は部品の誤挿入を防ぐことはできますが、作業者が古い作業指示書を使用したり、トレーサビリティ記録を省略したり、異常を記録せずに作業を完了させたりするのを防ぐことはできません。必須チェック、バーコード検証、写真による証明、承認ワークフロー、例外処理などのデジタル制御は、これらのギャップを埋め、より完全な組み込み型品質システムを構築します。.
ここは Jodoo 製造チームに最適です。ノーコードのリーン製造プラットフォームであるJodooでは、カスタム開発なしでカスタムチェックリスト、検証ルール、トレーサビリティフォーム、エスカレーションワークフローを構築できるため、プロセスの変化に合わせて品質管理を適応させることができます。ポカヨケの原則を実用的な日常システムに変換したい場合は、 無料トライアルを開始する または デモを予約する.

