
Введение: Что означают корректирующие действия в производстве?
Дефект можно исправить за одну смену, но если та же проблема возникнет снова на следующей неделе, завод, по сути, ничего не решит. Вот почему. корректирующие действия В производстве это имеет значение: речь идет не просто о починке бракованной детали, остановке линии или быстром закрытии жалобы. Речь идет о выявлении причин возникновения проблемы и устранении ее причины, чтобы она не повторялась в виде брака, переделок, жалоб клиентов, результатов аудита или несоответствий.
На практике корректирующие действия начинаются после обнаружения несоответствия и затрагивают более глубокий вопрос, чем простое устранение проблемы. Замена неисправного компонента, сортировка подозрительных запасов или однократное напоминание оператору могут устранить симптом. Надлежащие корректирующие действия в области качества идут дальше, выявляя проблему до ее первопричины, будь то нечеткая рабочая инструкция, износ инструмента, различия в поставках или неконтролируемое изменение процесса.
Это важно, потому что повторные проблемы с качеством обходятся дорого. По оценкам, низкое качество обходится производителям очень дорого. от 151 тыс. до 201 тыс. тонн выручки от продаж Во многих производственных процессах, когда суммируются затраты на брак, переделку, простои, возвраты и гарантийное обслуживание. В следующих разделах мы разъясним, как это происходит. корректирующие действия Отличие от корректирующих и превентивных мер заключается в том, когда следует начинать этот процесс и как группы по обеспечению качества могут отслеживать его от расследования до завершения.
Коррекция, корректирующие действия и превентивные действия: в чем разница?
В производственной сфере эти три термина связаны, но не взаимозаменяемы. исправление рассматривает непосредственное несоответствие, а корректирующие действия устраняет причину уже возникшей проблемы, и превентивные меры Это снижает вероятность возникновения аналогичной проблемы в других местах или в будущем. Если ваша команда путает эти понятия, процесс корректирующих действий часто останавливается на локализации и никогда не приводит к устойчивому улучшению процесса.
Простая схема сравнения
Практический способ различить эти три аспекта — задать три вопроса. Что нам нужно исправить прямо сейчас? Это и есть коррекция. Почему это произошло, и что нужно изменить, чтобы это не повторилось? Это и есть корректирующие действия. Где еще может возникнуть подобный сбой, и как его остановить, прежде чем он распространится? Это и есть превентивные действия в рамках более широкой системы корректирующих и превентивных действий.

Это различие важно, потому что многие команды по контролю качества закрывают проблемы слишком рано. Замена дефектных деталей, сортировка запасов или переработка продукции могут восстановить статус отгрузки, но сами по себе эти шаги не считаются корректирующими действиями в области качества. Настоящий сдвиг происходит, когда анализ первопричин превращает изолированную реакцию в контролируемое изменение метода, обучения, инструментов, контроля или управления поставщиками.
Пример жалобы клиента
Клиент сообщает, что готовые корпуса пришли с царапинами на поверхности. исправление Задача состоит в сортировке поврежденных товаров, замене неисправных единиц и обеспечении сохранности всех незавершенных поставок. корректирующие действия Возможно, меняют метод упаковки после анализа первопричин, показавшего, что царапины появились из-за перемещения незакрепленных деталей во время транспортировки, а не в результате механической обработки. превентивные меры Затем пересмотренный стандарт упаковки можно было бы распространить на аналогичные семейства продуктов, использующие одинаковую конструкцию лотка.
Пример дефекта поставщика
Партия поступивших крепежных изделий не прошла проверку на твердость. исправление Цель состоит в том, чтобы изолировать партию и запретить ее использование в производстве. корректирующие действия Это может включать в себя обновление плана контроля поставщиков, ужесточение правил входного контроля или требование подтверждения возможностей технологического процесса, если анализ первопричин покажет нестабильную термообработку на предприятии поставщика. превентивные меры Необходимо проверить, не несут ли другие поставщики критически важных крепежных изделий тот же риск, и применить ту же логику контроля, прежде чем произойдет еще один инцидент.
Пример внутреннего отклонения от процесса
На линии по производству электроники операторы в ходе промежуточного контроля обнаруживают перемычки из припоя, превышающие нормальный порог дефектов. исправление Это включает в себя немедленную доработку и временное изъятие из оборота плат, произведенных в этот период. корректирующие действия Возможно, потребуется пересмотреть частоту очистки трафаретов и проверку параметров печи после того, как расследование подтвердит отклонение процесса от нормы, в то время как превентивные меры Это может включать обновление плана контроля и матрицы обучения по всем аналогичным линиям SMT. Именно здесь отслеживание корректирующих действий становится важным: командам необходимо подтвердить не только то, что исправление было внедрено, но и то, что тот же уровень дефектов не возвращается.
Где место анализа первопричин?
Анализ первопричин является связующим звеном между краткосрочным реагированием и долгосрочным контролем. Методы, такие как... 5 Почему или диаграмма «рыбья кость» Помогает командам избегать поверхностных выводов, таких как “ошибка оператора”, и выявлять системные проблемы, лежащие в основе сбоя. На практике это эффективно. корректирующие действия В примерах обычно прослеживается четкая цепочка от несоответствия к причине, а затем от причины к подтвержденному изменению процесса, в то время как слабые примеры останавливаются на доработке или переобучении без доказательств того, что проблема действительно решена.
Когда следует начинать процесс корректирующих действий?
Факторы, требующие принятия формальных корректирующих мер.
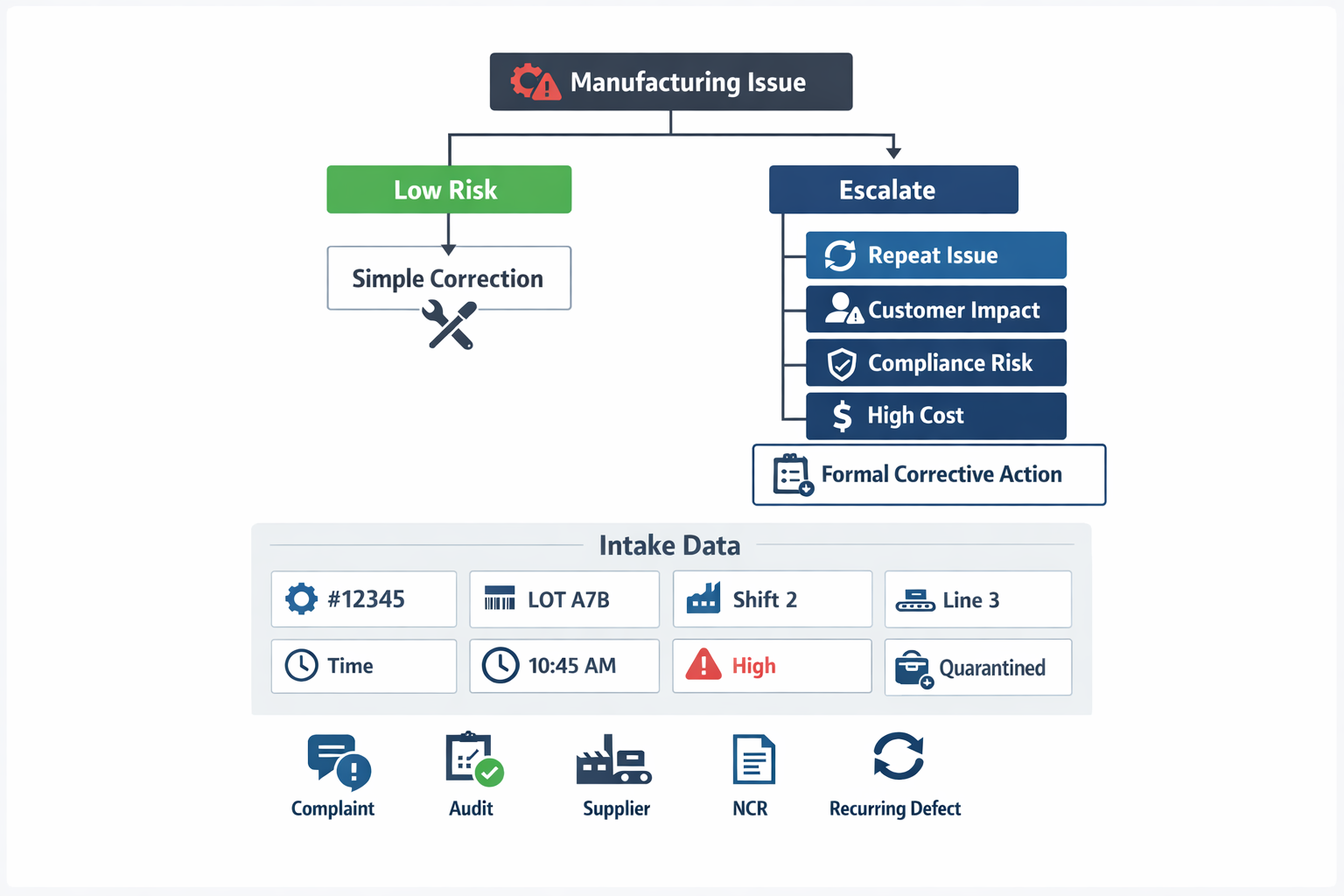
формальный корректирующие действия Процесс должен начинаться, когда возникает сигнал о проблеме. системная слабость, Это не просто единичный случай. В производстве наиболее распространенными причинами являются повторяющиеся дефекты, отчеты о несоответствиях (NCR), результаты аудитов, жалобы клиентов, утечки от поставщиков и отклонения от технологического процесса, влияющие на качество продукции, соответствие стандартам, сроки поставки или безопасность. Если одна и та же проблема возникает в нескольких партиях, сменах, линиях или у разных поставщиков, это обычно явный признак того, что простой доработки или локализации уже недостаточно. Именно здесь корректирующие действия в области качества переходят от исправления результатов к устранению первопричины сбоя процесса.
Повторяющиеся внутренние дефекты часто являются самым ранним предупреждающим сигналом. Например, если линия литья под давлением в течение трех смен производит неполные впрыски в одну и ту же полость, первой реакцией может быть расслоение и регулировка оборудования, но повторные случаи должны стать поводом для официального расследования. То же самое относится к случаям, когда отчет о несоответствии размеров показывает повторяющиеся отклонения в размерах обработанной детали или когда данные статистического контроля процессов показывают отклонение, которое операторы постоянно исправляют, не стабилизируя процесс. В этих случаях анализ первопричин должен начинаться до того, как проблема станет проблемой, с которой столкнется клиент.
Внешние факторы обычно требуют более быстрой эскалации, поскольку стоимость повторного возникновения проблемы выше. Жалоба клиента на неправильный момент затяжки крепежного элемента, партия товара от поставщика с неправильной маркировкой или заключение аудита, связанное с отсутствием записей о прослеживаемости, — все это может оправдать немедленное начало процесса корректирующих и превентивных действий. В регулируемых секторах, таких как медицинские изделия, пищевая промышленность или аэрокосмическая отрасль, даже одно задокументированное отклонение может потребовать официальных действий из-за риска нарушения нормативных требований. Порог ниже, когда проблема затрагивает безопасность, прослеживаемость или нормативные обязательства.
Когда достаточно простой поправки
Не каждая проблема требует полного документального описания корректирующих действий. Если проблема носит единичный характер, сопряжена с низким риском, легко локализована и вряд ли повторится, простая корректировка может быть правильным решением. Например, замена одной поврежденной этикетки во время окончательной упаковки или перепечатка сопроводительного документа без влияния на отслеживаемость может быть закрыта на уровне руководителя, если нет более широкой закономерности. Ключевой вопрос заключается в том, указывает ли это событие на нарушение контроля, нечеткий стандарт или нестабильный процесс.
Команды должны сообщать о проблемах при наличии одного или нескольких из следующих условий: повторное возникновение, влияние на клиента, межфункциональное взаимодействие, неясная причина, риск несоответствия требованиям или значительные затраты на брак, простои или переделку. Практическое правило, используемое многими предприятиями, заключается в формализации любой проблемы, которая превышает порог серьезности или повторяется более одного раза в течение определенного периода. Это позволяет системе сосредоточиться на значимых рисках, а не превращать каждый незначительный дефект в административную работу. Это также делает отслеживание корректирующих действий более эффективным, поскольку база данных отражает реальные системные проблемы.
Что должны фиксировать команды по обеспечению качества на этапе приема заявок?
На этапе приема информации необходимо собрать достаточно данных для быстрого устранения проблемы и последующего расследования. Как минимум, группы должны зафиксировать номер детали, номер партии или серии, смену, производственную линию или станок, дату и время обнаружения, описание проблемы, степень серьезности, немедленные меры по ее устранению и ответственного лица. Если проблема связана с материалами поставщика, возвратами от клиентов или результатами аудита, источник проблемы также должен быть зафиксирован на этапе приема, чтобы дело можно было правильно перенаправить. Отсутствие этих базовых данных является одной из главных причин, по которой корректирующие действия затягиваются еще до начала анализа первопричин.
Качественные данные о поступающих материалах также помогают командам решить, следует ли рассматривать случай в рамках стандартной обработки несоответствий или в рамках формального процесса корректирующих действий. Например, если дефект штамповки связан с одной катушкой из одной партии поставщика, то, возможно, именно отдел качества поставщика должен возглавить рассмотрение случая. Если один и тот же дефект встречается на двух прессах и у нескольких операторов, то ответственность может взять на себя производственный отдел. Четко определенные поля для ввода данных сокращают задержки при передаче информации и упрощают сравнение примеров корректирующих действий на разных заводах, линиях и у разных поставщиков.
Пошаговый процесс корректирующих действий для команд по обеспечению качества
сильный корректирующие действия Процесс следует четкой последовательности: выявление проблемы, локализация риска, исследование причины, назначение действий, внедрение изменений, проверка результатов и официальное закрытие дела. На практике эта последовательность предотвращает остановку корректирующих действий на оформлении документов или доработке и подталкивает команду к повторяемому решению проблемы. Чтобы это стало нагляднее, рассмотрим один пример, иллюстрирующий весь процесс: линия механической обработки, производящая алюминиевые корпуса с диаметром отверстия, выходящим за пределы допустимых значений, что привело к многократным внутренним бракам и одному возврату товара клиенту.

Выявите проблему и локализуйте риск.
Первый шаг — документирование несоответствия с достаточной детализацией для принятия мер, а не просто запись о том, что “детали неисправны”. В случае дефекта корпуса инженер по качеству регистрирует номер детали, идентификатор станка, номера партий, результаты проверки, процент брака, затронутую смену и информацию о том, перемещена ли подозрительная деталь уже на сборку или отгрузку. Качественные данные о поступлении продукции сокращают задержки в дальнейшем, особенно когда необходимо оперативно реагировать нескольким отделам.
Следующий этап — локализация проблемы, поскольку предприятие должно предотвратить ее распространение, пока группа проводит расследование. В этом примере руководитель приостанавливает поставку полуфабрикатов и готовой продукции, запускает проверку 100% последних трех партий и уведомляет отдел планирования о возможном ограничении выпуска продукции с затронутой линии ЧПУ. Локализация сама по себе не является корректирующим действием; это временный контроль, который защищает клиента и дает время для проведения надлежащего расследования.
Выясните первопричину.
После стабилизации производственной линии команда переходит к анализу первопричин. Практический подход заключается в том, чтобы начать с метода «5 почему» для повышения скорости, а затем использовать диаграмму Исикавы (диаграмму причинно-следственных связей), если проблема может быть связана с несколькими переменными, такими как состояние оборудования, оснастка, метод, измерения, материал или практика оператора. Цель состоит в том, чтобы определить сбой в процессе, который позволил дефекту возникнуть и остаться незамеченным, а не только точку его обнаружения.
В примере с корпусом команда задается вопросом, почему диаметр отверстия вышел за пределы допустимых отклонений. Расследование показывает, что режущий инструмент изнашивался быстрее, чем ожидалось, но это само по себе не является полной причиной; более глубокая проблема заключается в том, что частота смены инструмента в рабочей инструкции была основана на более старой партии материала и не была пересмотрена после изменения твердости материала поставщиком. Также обнаруживается вторая точка отсчета: проверка первого изделия была завершена, но после каждого заданного количества циклов не требовалась проверка в процессе производства, поэтому отклонение не было обнаружено на ранней стадии.
Назначьте ответственных и определите корректирующие действия.
После подтверждения причин каждое действие должно иметь четко определенного ответственного, срок выполнения и ожидаемый результат. Без такой структуры корректирующие и превентивные действия часто превращаются в обсуждение, а не в план выполнения. Отдел качества должен координировать документацию, но действия обычно охватывают производство, проектирование, техническое обслуживание, качество поставщиков и обучение.
В данном случае, отдел производственного инжиниринга отвечает за обновление стандартов срока службы инструментов и рабочих инструкций, производственный отдел — за пересмотр периодичности внутрипроизводственного контроля, отдел закупок и контроля качества поставщиков проверяет изменения в поступающих материалах, а отдел обучения проводит переаттестацию операторов по обновленным проверкам. Каждое действие должно указывать, что именно изменится в процессе, какие доказательства подтвердят его завершение и какой риск устраняется. Именно здесь отслеживание корректирующих действий становится крайне важным, поскольку подотчетность зависит от видимого статуса, а не от устных указаний.
Внедрить изменения в процесс.
Реализация — это тот этап, где многие корректирующие действия ослабевают, поскольку команды закрывают задачи, основываясь на намерениях, а не на подтвержденном выполнении. Предприятие должно убедиться, что документы пересмотрены, параметры инструмента изменены на станке, планы контроля обновлены в системе качества, и что затронутые сотрудники действительно прошли обучение. Если одно действие зависит от другого, последовательность должна контролироваться, чтобы линия не перезапускалась в смешанных условиях.
В примере с механической обработкой команда обновляет стандартный интервал замены инструмента с 1200 циклов до 800 циклов для более твердых материалов, добавляет обязательную проверку отверстий каждые 200 циклов и устанавливает визуальный счетчик на станке. Старая рабочая инструкция удаляется, план контроля качества обновляется, и руководитель подтверждает, что все три оператора на линии прошли переобучение, прежде чем возобновится нормальное производство. Эти детали важны, потому что процесс корректирующих действий работает только тогда, когда процесс в цехе после выполнения действия отличается от того, каким он был до него.
Перед закрытием проверьте эффективность.
Внедрение не доказывает эффективность корректирующих действий; это доказывает проверка. Группы контроля качества должны заранее определить критерии проверки эффективности, обычно связанные со временем, объемом или повторяемостью, например, отсутствие повторов в следующих пяти партиях или стабильная производительность процесса в течение двух недель. Этот шаг отличает выполненную задачу от эффективного корректирующего действия.
В цехе по производству корпусов контроль качества отслеживает следующие восемь производственных партий и анализирует измерения диаметров отверстий, процент брака и количество возвратов от клиентов. Если на линии не выявляются повторные несоответствия, проверки в процессе производства выполняются вовремя, а производительность процесса повышается с минимального уровня до приемлемого. Если дефект появляется снова, дело следует возобновить или передать на рассмотрение вышестоящим инстанциям, а не закрывать как “выполненное”.”
Закройте запись и зафиксируйте полученные знания.
Официальное закрытие должно происходить только после того, как будут собраны все необходимые доказательства: протокол локализации, сводка расследования, анализ первопричин, реализованные действия, результаты оценки эффективности и, при необходимости, одобрение руководства. Это позволяет создать историю, готовую к аудиту, и помогает будущим командам понять, что было изменено и почему. Это также способствует анализу тенденций по аналогичным проблемам, что является одной из причин, почему отслеживание корректирующих действий важно не только для отдельных инцидентов.
В этом примере дело закрывается только после того, как менеджер по качеству подтвердит, что к записи приложены пересмотренный план контроля, обновленная рабочая инструкция, записи об обучении операторов и данные проверки. Итоговый урок также передается в другой обрабатывающий цех, использующий то же семейство материалов, что снижает вероятность аналогичного отказа в другом месте. В этом и заключается разница между изолированным тушением пожара и дисциплинированным процессом корректирующих действий.
Примеры корректирующих действий, распространенные ошибки и важные показатели.
Примеры корректирующих действий в различных производственных условиях
В автомобильной сборке повторяющаяся проблема с несовпадением дверей — хороший тест на эффективность процесса корректирующих действий. Слабое отслеживание результатов ограничилось бы доработкой, переобучением операторов и записью в отчете о смене. Эффективные корректирующие действия идут дальше: команда подтверждает, что динамометрический инструмент вышел за пределы допустимых значений, обновляет интервал калибровки, добавляет проверку на отсутствие ошибок на рабочем месте и проверяет уровень дефектов в следующих производственных циклах. Разница проста — один способ устраняет симптом, а другой — устраняет причину, которая постоянно воспроизводит дефект.
В производстве электроники дефекты пайки на печатных платах часто приводят к повторным возвратам продукции клиентами, если ответная реакция оказывается слишком узконаправленной. Неэффективная реакция может заключаться в обвинении в неправильной технике оператора и требовании дополнительной проверки, даже если реальная проблема заключается в нестабильной температуре печи оплавления или неподходящих условиях хранения паяльной пасты. Более эффективная реакция сочетает анализ первопричин с проверкой процесса: проверка температурных профилей, анализ записей об обработке материалов, корректировка параметров настройки и подтверждение улучшения выхода годной продукции с первого раза после внедрения соответствующих мер. Именно здесь корректирующие и превентивные действия начинают пересекаться на практике, поскольку надежное решение часто усиливает контроль не только в рамках одного инцидента.
В производстве медицинских изделий пробелы в документации могут быть столь же серьезными, как и физические дефекты, поскольку они создают риски несоответствия требованиям и проблемы с отслеживаемостью продукции. Если запись об истории устройства неполная, некачественное отслеживание может привести к задержке с подписанием и напоминанию сотрудникам по электронной почте. корректирующие действия Анализирует причины, по которым запись была пропущена, например, нечеткие правила утверждения, неудачный дизайн формы или неконтролируемая передача данных между производством и контролем качества. Действие считается завершенным только тогда, когда пересмотренный рабочий процесс последовательно предотвращает пропуск полей или несанкционированное размещение данных.
Где системы ручного корректирующего воздействия дают сбой
Наиболее распространенная проблема в ручных системах заключается не в недостатке усилий, а в отсутствии контроля. Многие заводы до сих пор отслеживают корректирующие действия с помощью переписки по электронной почте, общих электронных таблиц, распечатанных бланков NCR и протоколов совещаний, что затрудняет отслеживание статуса в разных отделах. Когда в процесс вовлечено несколько ответственных лиц, сроков выполнения и этапов проверки, путаница с версиями становится практически неизбежной. На практике это означает, что действия остаются “открытыми” еще долго после того, как проблема кажется закрытой в цеху.
Еще одним частым источником проблем является отсутствие четкого разделения ответственности. Когда в процессе корректирующих действий нечетко разграничены обязанности следователя, ответственного за действие, утверждающего и проверяющего, задачи перекладываются между отделами качества, производства, технического обслуживания и контроля качества поставщиков. Это приводит к задержкам, особенно когда одно действие зависит от другого, например, когда служба технического обслуживания завершает ремонт оборудования до того, как отдел контроля качества сможет подтвердить его эффективность. В результате возникают просроченные действия, которые становятся видны только во время следующей проверки, рассмотрения жалобы клиента или управленческого обзора.
Проверка часто является самым слабым звеном. Команды могут документировать выполнение действия, но они не всегда подтверждают, действительно ли это привело к снижению частоты повторных нарушений, брака, жалоб или отклонений. Системы качества, ориентированные на ISO, ожидают доказательств эффективности, а не просто подтверждения того, что задача была назначена и отмечена как выполненная. Без такой проверки то же самое несоответствие может повториться в другой партии, смене или заказе клиента.
Ключевые показатели эффективности (KPI), демонстрирующие результативность корректирующих мер.
Небольшой набор операционных KPI может показать, насколько эффективно ваше корректирующие действия Система улучшает контроль производственных процессов или просто генерирует документацию?. Время закрытия измеряет, как долго вопросы остаются открытыми с момента их инициирования до утвержденного закрытия, в то время как процент просроченных действий показывает, выполняются ли назначенные задачи в срок. процент повторных выпусков Это особенно важно, поскольку повторяющиеся дефекты обычно свидетельствуют о слабом анализе первопричин или недостаточной дисциплине внедрения. Процент успешного прохождения проверки эффективности помогает руководителям, отвечающим за качество, увидеть, действительно ли выполняются предпринятые действия после определенного периода мониторинга.
Эти показатели более полезны при сегментации по заводу, производственной линии, типу дефекта, поставщику или отделу. Например, завод может демонстрировать приемлемое среднее время закрытия дефектов в целом, но при этом иметь хронические задержки в действиях, связанных с поставщиками, или в инженерных изменениях. Согласно отраслевым стандартам управления качеством, задержки в закрытии дефектов и повторные несоответствия являются одними из наиболее явных индикаторов незрелой системы корректирующих и предупредительных действий (CAPA), поскольку они отражают как скорость процесса, так и его качество. Другими словами, быстрого закрытия недостаточно, если та же проблема возникает снова.
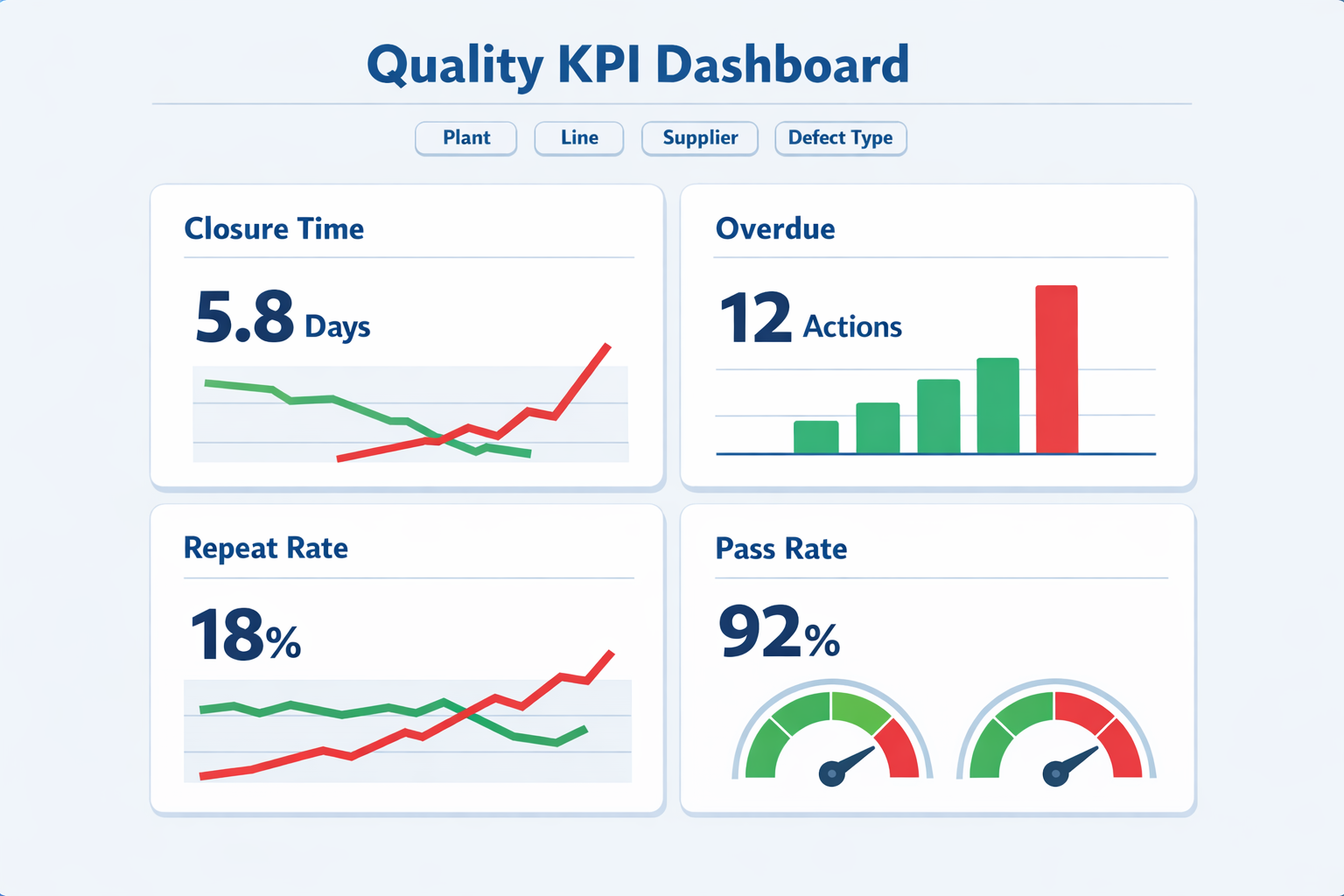
Для управленческого анализа наилучший отчет обычно представляет собой сочетание объема, своевременности и эффективности. Это означает отслеживание количества открытых корректирующих действий, количества просроченных, процента прошедших проверку и количества повторных аналогичных проблем в течение 30, 60 или 90 дней. При совместном анализе этих четырех показателей руководители предприятия могут быстро определить, снижает ли система риски или просто продвигает документы через этапы утверждения.
Заключение: Как Jodoo помогает производителям оцифровать отслеживание корректирующих действий
сильный корректирующие действия Для эффективного процесса недостаточно одной формы, переписки по электронной почте и списка ответственных лиц в электронных таблицах. Чтобы предотвратить повторение дефектов, командам по обеспечению качества необходима единая, взаимосвязанная система для приема, локализации, анализа первопричин, назначения действий, проверки и закрытия проблем. Именно это превращает корректирующие действия из реактивного решения проблем в контролируемый процесс обеспечения качества, который выдерживает проверку и анализ со стороны руководства.
Jodoo Это помогает производителям оцифровать отслеживание корректирующих действий без необходимости разработки собственных решений. Используя формы без программирования, вы можете с самого начала фиксировать несоответствия, жалобы, результаты аудитов и проблемы с поставщиками, заполняя необходимые поля, а затем направлять каждое дело через этапы расследования, согласования, сроков выполнения, напоминаний и проверок эффективности. Менеджеры также могут использовать панели мониторинга для отслеживания времени закрытия, просроченных действий, повторяющихся проблем и открытых дел по заводу, производственной линии, поставщику или степени серьезности.
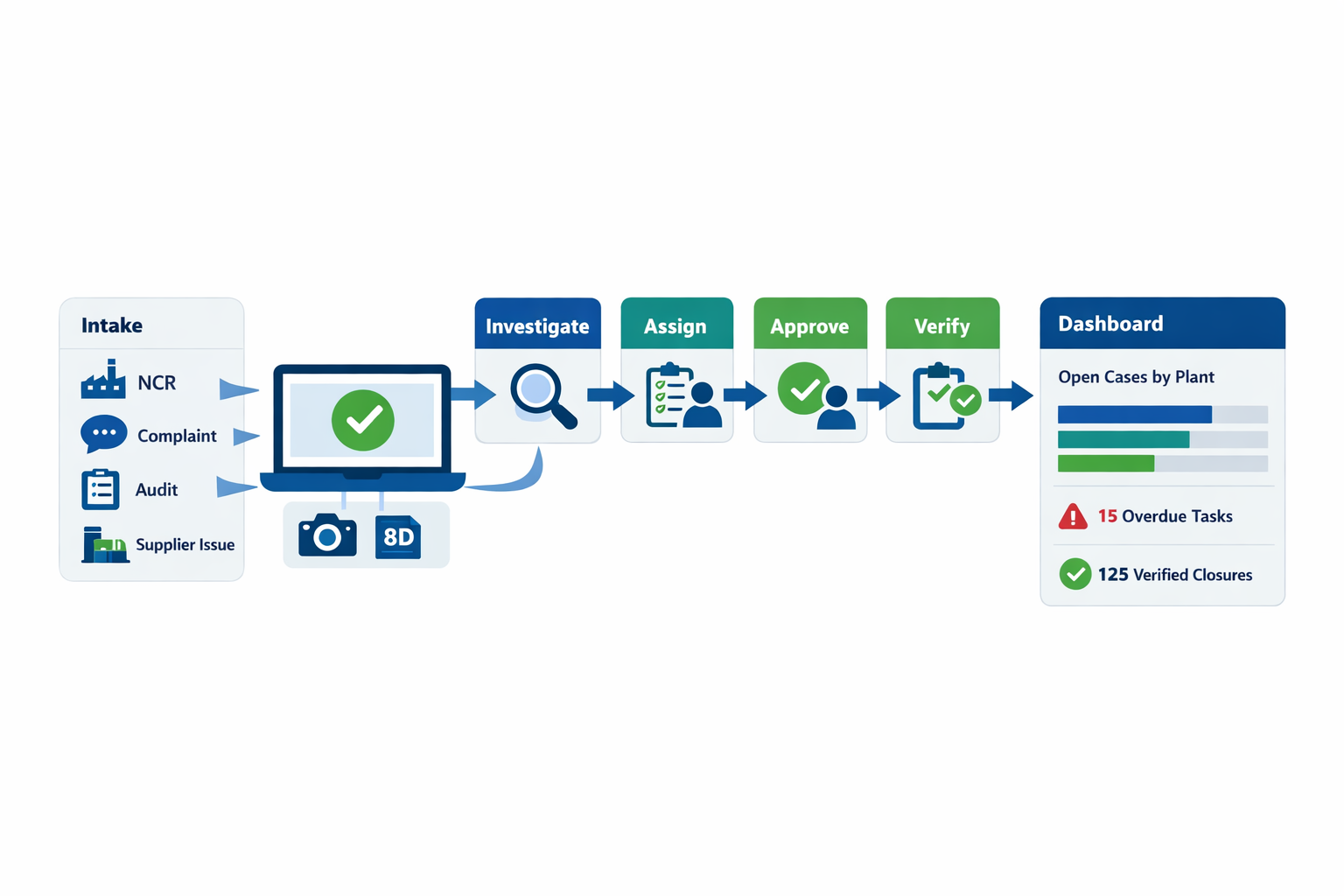
Например, команда по контролю качества поставщика может использовать Jodoo для регистрации жалобы, поступившей от отдела входного контроля, запуска процесса расследования, назначения задач инженерам по контролю качества и производственным подразделениям, прикрепления фотографий и записей 8D, а также проверки закрытия дела до того, как оно будет отмечено как завершенное. В результате обеспечивается более быстрое отслеживание, более четкая подотчетность и наличие готовых к аудиту записей в одном месте.
Если вам нужен практический способ стандартизации корректирующих действий на всех объектах, Jodoo Это гибкая платформа для бережливого производства, не требующая программирования, которую стоит изучить. Начните бесплатную пробную версию или заказать демонстрацию сейчас.
