
Pendahuluan: Apa Arti Tindakan Korektif dalam Manufaktur
Suatu kerusakan mungkin dapat diperbaiki dalam satu shift, tetapi jika masalah yang sama muncul lagi minggu depan, pabrik tersebut sebenarnya belum menyelesaikan apa pun. Itulah sebabnya tindakan perbaikan Hal ini penting dalam manufaktur: bukan hanya tentang memperbaiki komponen yang rusak, menghentikan lini produksi, atau menutup keluhan dengan cepat. Ini tentang mengidentifikasi mengapa masalah itu terjadi dan menghilangkan penyebabnya agar tidak terus berulang melalui barang rusak, pengerjaan ulang, keluhan pelanggan, temuan audit, atau NCR (Non-Conformance Report).
Secara praktis, tindakan korektif dimulai setelah ditemukan ketidaksesuaian dan mengajukan pertanyaan yang lebih mendalam daripada sekadar penanganan langsung. Mengganti komponen yang rusak, memilah stok yang mencurigakan, atau memberikan pengingat satu kali kepada operator mungkin hanya mengatasi gejalanya. Tindakan korektif kualitas yang tepat melangkah lebih jauh dengan menelusuri masalah hingga ke akar penyebabnya, baik itu instruksi kerja yang tidak jelas, keausan alat, variasi pemasok, atau perubahan proses yang tidak terkontrol.
Hal ini penting karena masalah kualitas yang berulang akan menimbulkan biaya yang besar. Kualitas buruk diperkirakan akan merugikan produsen. Pendapatan penjualan sebesar 15% hingga 20%. Dalam banyak operasi, biaya limbah, pengerjaan ulang, waktu henti, pengembalian, dan garansi dijumlahkan. Pada bagian selanjutnya, kita akan menjelaskan bagaimana tindakan perbaikan Berbeda dengan tindakan koreksi dan pencegahan, kapan proses tersebut harus dimulai, dan bagaimana tim kualitas dapat melacaknya dari investigasi hingga penutupan.
Koreksi, Tindakan Korektif, dan Tindakan Preventif: Apa Perbedaannya?
Dalam bidang manufaktur, ketiga istilah ini saling terkait tetapi tidak dapat saling menggantikan. A koreksi menangani ketidaksesuaian langsung, sebuah tindakan perbaikan menghilangkan penyebab masalah yang sudah terjadi, dan tindakan pencegahan Mengurangi kemungkinan masalah serupa terjadi di tempat lain atau di masa mendatang. Jika tim Anda mencampuradukkan keduanya, proses tindakan korektif seringkali berhenti pada tahap penahanan dan tidak pernah mencapai peningkatan proses yang berkelanjutan.
Kerangka Perbandingan Sederhana
Cara praktis untuk memisahkan ketiganya adalah dengan mengajukan tiga pertanyaan. Apa yang perlu kita perbaiki sekarang juga? Itulah koreksinya. Mengapa ini terjadi, dan apa yang harus diubah agar tidak terulang? Itulah tindakan korektifnya. Di mana lagi mode kegagalan yang sama dapat muncul, dan bagaimana kita menghentikannya sebelum menyebar? Itulah tindakan preventif dalam sistem tindakan korektif dan preventif yang lebih luas.

Perbedaan ini penting karena banyak tim mutu menutup masalah terlalu dini. Mengganti suku cadang yang rusak, memilah stok, atau mengerjakan ulang hasil produksi dapat mengembalikan status pengiriman, tetapi langkah-langkah tersebut saja tidak dianggap sebagai tindakan koreksi mutu. Pergeseran sebenarnya terjadi ketika analisis akar penyebab mengubah respons yang terisolasi menjadi perubahan terkontrol dalam metode, pelatihan, peralatan, inspeksi, atau manajemen pemasok.
Contoh Keluhan Pelanggan
Seorang pelanggan melaporkan bahwa casing yang sudah jadi tiba dengan permukaan yang tergores. koreksi Tugasnya adalah memilah persediaan yang terdampak, mengganti unit yang rusak, dan melindungi pengiriman yang masih terbuka. tindakan perbaikan Kemungkinan akan mengubah metode pengemasan setelah analisis akar penyebab menunjukkan bahwa goresan tersebut berasal dari pergerakan bagian yang longgar selama pengiriman, bukan dari proses pemesinan. A tindakan pencegahan Standar pengemasan yang telah direvisi kemudian dapat diperluas ke keluarga produk serupa yang menggunakan desain baki yang sama.
Contoh Cacat Pemasok
Sejumlah pengencang yang masuk gagal dalam pemeriksaan kekerasan. koreksi Tujuannya adalah untuk mengkarantina seluruh lot dan mencegahnya digunakan untuk produksi. tindakan perbaikan Hal ini mungkin mencakup pembaruan rencana pengendalian pemasok, pengetatan aturan inspeksi barang masuk, atau persyaratan bukti kemampuan proses jika analisis akar penyebab menunjukkan perlakuan panas yang tidak stabil di lokasi pemasok. tindakan pencegahan akan meninjau apakah pemasok pengikat kritis lainnya memiliki risiko yang sama dan menerapkan logika pengendalian yang sama sebelum kebocoran lain terjadi.
Contoh Penyimpangan Proses Internal
Pada lini produksi elektronik, operator menemukan jembatan solder yang melebihi ambang batas cacat normal selama inspeksi dalam proses. koreksi Pengerjaan ulang segera dan penahanan sementara papan yang diproduksi dalam jangka waktu tersebut. tindakan perbaikan Kemungkinan akan dilakukan revisi frekuensi pembersihan stensil dan pemeriksaan parameter oven setelah investigasi mengkonfirmasi adanya penyimpangan proses, sementara tindakan pencegahan Hal ini mungkin mencakup pembaruan rencana pengendalian dan matriks pelatihan di semua lini SMT serupa. Di sinilah pelacakan tindakan korektif menjadi penting: tim perlu memastikan tidak hanya bahwa perbaikan telah diterapkan, tetapi juga bahwa tingkat cacat yang sama tidak terulang kembali.
Di mana Analisis Akar Penyebab Berperan
Analisis akar penyebab adalah jembatan antara respons jangka pendek dan pengendalian jangka panjang. Metode seperti 5 Mengapa atau sebuah diagram tulang ikan Membantu tim menghindari kesimpulan dangkal seperti "kesalahan operator" dan mengidentifikasi kondisi sistem di balik kegagalan tersebut. Dalam praktiknya, hal ini sangat penting. tindakan perbaikan Contoh yang baik biasanya menunjukkan rantai yang jelas dari ketidaksesuaian ke penyebab, kemudian dari penyebab ke perubahan proses yang terverifikasi, sementara contoh yang lemah berhenti pada pengerjaan ulang atau pelatihan ulang tanpa bukti bahwa masalah tersebut benar-benar teratasi.
Kapan Proses Tindakan Korektif Harus Dimulai?
Pemicu yang Membutuhkan Tindakan Korektif Formal
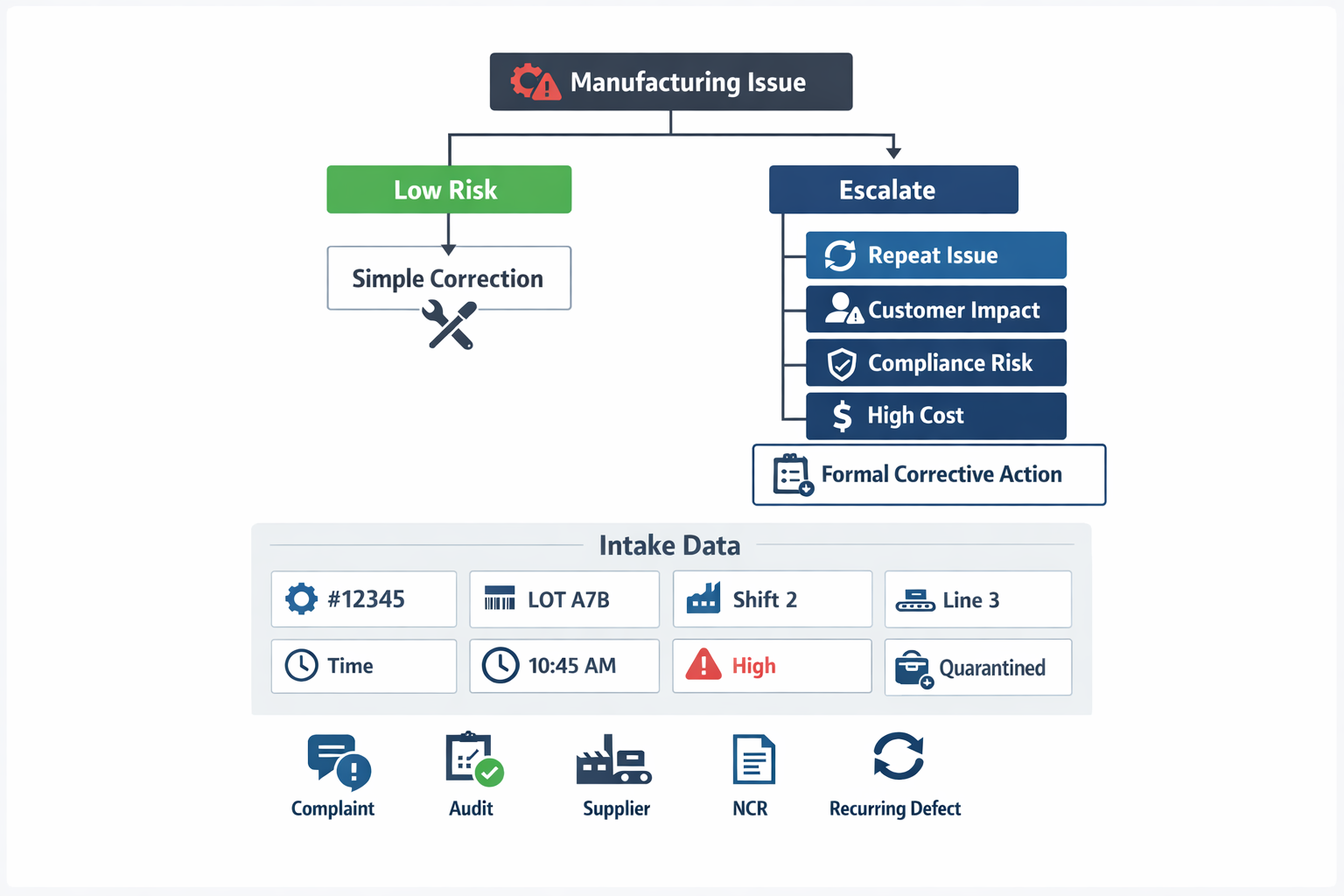
Sebuah formal tindakan perbaikan Proses harus dimulai ketika masalah tersebut memberi sinyal kelemahan sistem, Bukan hanya kesalahan sekali saja. Dalam manufaktur, pemicu yang paling umum adalah cacat berulang, laporan ketidaksesuaian (NCR), temuan audit, keluhan pelanggan, kesalahan pemasok, dan penyimpangan proses yang memengaruhi kualitas produk, kepatuhan, pengiriman, atau keselamatan. Jika masalah yang sama muncul di beberapa batch, shift, lini, atau pemasok, itu biasanya merupakan tanda yang jelas bahwa pengerjaan ulang atau penahanan sederhana tidak lagi cukup. Di sinilah tindakan koreksi kualitas beralih dari memperbaiki output ke mengatasi kegagalan proses yang mendasar.
Cacat internal yang berulang seringkali merupakan tanda peringatan paling awal. Misalnya, jika lini pencetakan injeksi terus menghasilkan hasil cetakan yang kurang sempurna pada rongga yang sama selama tiga shift, respons pertama mungkin berupa pemisahan dan penyesuaian mesin, tetapi kejadian berulang harus memicu investigasi formal. Hal yang sama berlaku ketika NCR menunjukkan kegagalan dimensi berulang pada bagian yang dikerjakan dengan mesin atau ketika data SPC menunjukkan penyimpangan yang terus dikoreksi oleh operator tanpa menstabilkan proses. Dalam kasus ini, analisis akar penyebab harus dimulai sebelum masalah tersebut menjadi masalah yang dihadapi pelanggan.
Pemicu eksternal biasanya memerlukan eskalasi yang lebih cepat karena biaya pengulangannya lebih tinggi. Keluhan pelanggan tentang torsi yang salah pada pengencang, lot pemasok dengan material yang salah label, atau temuan audit yang terkait dengan catatan ketertelusuran yang hilang semuanya dapat membenarkan masuknya tindakan korektif dan preventif secara langsung. Di sektor yang diatur seperti perangkat medis, makanan, atau kedirgantaraan, bahkan satu penyimpangan yang terdokumentasi pun dapat memerlukan tindakan formal karena risiko kepatuhan. Ambang batasnya lebih rendah ketika masalah tersebut memengaruhi keselamatan, ketertelusuran, atau kewajiban peraturan.
Ketika Koreksi Sederhana Saja Sudah Cukup
Tidak setiap masalah memerlukan catatan tindakan korektif lengkap. Jika masalah tersebut terisolasi, berisiko rendah, mudah diatasi, dan tidak mungkin terulang, koreksi sederhana mungkin merupakan respons yang tepat. Misalnya, mengganti satu label yang rusak selama pengemasan akhir atau mencetak ulang dokumen pengiriman tanpa dampak pada ketertelusuran dapat ditutup di tingkat pengawas jika tidak ada pola yang lebih luas. Pertanyaan kuncinya adalah apakah kejadian tersebut menunjukkan adanya kontrol yang rusak, standar yang tidak jelas, atau proses yang tidak stabil.
Tim harus meningkatkan penanganan masalah ketika satu atau lebih kondisi berikut terjadi: kejadian berulang, dampak pada pelanggan, keterlibatan lintas fungsi, penyebab yang tidak jelas, risiko kepatuhan, atau biaya limbah, waktu henti, atau pengerjaan ulang yang signifikan. Aturan praktis yang digunakan banyak pabrik adalah untuk memformalkan setiap masalah yang melampaui ambang batas keparahan atau berulang lebih dari sekali dalam periode waktu tertentu. Hal ini membuat sistem tetap fokus pada risiko yang bermakna daripada mengubah setiap cacat kecil menjadi pekerjaan administratif. Hal ini juga membuat pelacakan tindakan korektif lebih bermanfaat karena basis data mencerminkan masalah sistemik yang nyata.
Apa yang Harus Dicatat Tim Kualitas pada Saat Penerimaan Data?
Tahap penerimaan laporan harus mencakup informasi yang cukup untuk mendukung penanganan cepat dan investigasi selanjutnya. Minimal, tim harus mencatat nomor komponen, nomor batch atau lot, shift, lini produksi atau mesin, tanggal dan waktu terdeteksi, deskripsi masalah, tingkat keparahan, tindakan penanganan segera, dan pemilik yang bertanggung jawab. Jika masalah tersebut melibatkan material pemasok, pengembalian pelanggan, atau temuan audit, sumbernya juga harus dicatat pada tahap penerimaan laporan agar kasus dapat ditindaklanjuti dengan benar. Mengabaikan hal-hal mendasar ini adalah salah satu alasan utama mengapa tindakan korektif terhenti bahkan sebelum analisis akar penyebab dimulai.
Data masukan yang baik juga membantu tim memutuskan apakah kasus tersebut termasuk dalam penanganan ketidaksesuaian rutin atau dalam proses tindakan korektif formal. Misalnya, jika cacat pencetakan terkait dengan satu gulungan dari satu lot pemasok, kualitas pemasok mungkin perlu memimpin kasus tersebut. Jika cacat yang sama muncul di dua mesin pres dan beberapa operator, teknik manufaktur mungkin perlu bertanggung jawab. Bidang masukan yang jelas mengurangi penundaan penyerahan dan membuat contoh tindakan korektif selanjutnya lebih mudah dibandingkan di berbagai pabrik, lini, dan pemasok.
Proses Tindakan Korektif Langkah demi Langkah untuk Tim Mutu
Kuat tindakan perbaikan Proses ini mengikuti urutan yang jelas: mengidentifikasi masalah, membatasi risiko, menyelidiki penyebabnya, menetapkan tindakan, menerapkan perubahan, memverifikasi hasil, dan secara resmi menutup kasus. Dalam praktiknya, urutan ini mencegah tindakan perbaikan kualitas berhenti pada urusan administrasi atau pengerjaan ulang dan mendorong tim menuju perbaikan yang dapat diulang. Untuk memperjelasnya, ikuti satu contoh melalui seluruh proses: lini permesinan yang memproduksi rumah aluminium dengan diameter lubang di luar toleransi yang telah memicu penolakan internal berulang dan satu pengembalian pelanggan.

Identifikasi Masalah dan Batasi Risikonya
Langkah pertama adalah mendokumentasikan ketidaksesuaian dengan detail yang cukup untuk mendukung tindakan, bukan hanya mencatat bahwa "komponennya rusak." Untuk cacat pada casing, teknisi mutu mencatat nomor komponen, ID mesin, nomor batch, hasil inspeksi, tingkat cacat, shift yang terpengaruh, dan apakah stok yang dicurigai telah dipindahkan ke perakitan atau pengiriman. Data penerimaan yang baik mengurangi penundaan di kemudian hari, terutama ketika beberapa departemen perlu merespons dengan cepat.
Langkah selanjutnya adalah pengendalian karena pabrik harus menghentikan penyebaran masalah sementara tim melakukan investigasi. Dalam contoh ini, pengawas menahan stok dalam proses dan stok jadi, memulai inspeksi 100% pada tiga lot terakhir, dan memberi tahu bagian perencanaan bahwa output dari lini CNC yang terpengaruh mungkin akan dibatasi. Pengendalian bukanlah tindakan korektif itu sendiri; ini adalah kontrol sementara yang melindungi pelanggan dan memberi waktu untuk investigasi yang tepat.
Selidiki Akar Penyebabnya
Setelah lini produksi stabil, tim beralih ke analisis akar penyebab. Pendekatan praktisnya adalah memulai dengan 5 Why untuk kecepatan, kemudian menggunakan diagram tulang ikan jika masalahnya mungkin melibatkan banyak variabel seperti kondisi mesin, peralatan, metode, pengukuran, material, atau praktik operator. Tujuannya adalah untuk mengidentifikasi kegagalan proses yang memungkinkan cacat terjadi dan lolos, bukan hanya titik di mana cacat tersebut terdeteksi.
Dalam contoh pembuatan casing, tim bertanya mengapa diameter lubang melenceng melebihi toleransi. Investigasi menunjukkan bahwa alat potong aus lebih cepat dari yang diharapkan, tetapi itu saja bukanlah penyebab utamanya; masalah yang lebih dalam adalah frekuensi penggantian alat dalam instruksi kerja didasarkan pada lot material yang lebih lama dan belum direvisi setelah perubahan kekerasan material dari pemasok. Titik kesalahan kedua juga muncul: verifikasi bagian pertama telah selesai, tetapi tidak ada pemeriksaan dalam proses yang diperlukan setelah setiap jumlah siklus yang ditetapkan, sehingga penyimpangan tidak terdeteksi sejak dini.
Tetapkan Pemilik dan Tentukan Tindakan Korektif
Setelah penyebabnya dikonfirmasi, setiap tindakan membutuhkan penanggung jawab yang jelas, tanggal jatuh tempo, dan hasil yang diharapkan. Tanpa struktur tersebut, upaya tindakan korektif dan preventif seringkali menjadi diskusi daripada rencana pelaksanaan. Bagian kualitas harus mengkoordinasikan catatan tersebut, tetapi tindakan biasanya mencakup bagian produksi, teknik, pemeliharaan, kualitas pemasok, dan pelatihan.
Dalam kasus ini, teknik manufaktur bertanggung jawab atas pembaruan standar umur pakai alat dan instruksi kerja, produksi bertanggung jawab atas revisi frekuensi inspeksi dalam proses, pengadaan dan kualitas pemasok meninjau kontrol perubahan material yang masuk, dan pelatihan memimpin kualifikasi ulang operator pada pemeriksaan yang diperbarui. Setiap tindakan harus menyatakan apa yang akan berubah dalam proses, bukti apa yang akan membuktikan penyelesaiannya, dan risiko apa yang sedang ditangani. Di sinilah pelacakan tindakan korektif menjadi penting, karena akuntabilitas bergantung pada status yang terlihat daripada tindak lanjut verbal.
Terapkan Perubahan dalam Proses
Implementasi adalah titik di mana banyak tindakan korektif melemah, karena tim menyelesaikan tugas berdasarkan niat, bukan berdasarkan eksekusi yang telah dikonfirmasi. Pabrik harus memverifikasi bahwa dokumen telah direvisi, parameter peralatan telah diubah pada mesin, rencana inspeksi telah diperbarui dalam sistem mutu, dan karyawan yang terkait telah benar-benar dilatih. Jika satu tindakan bergantung pada tindakan lain, urutannya harus dikendalikan agar lini produksi tidak dimulai kembali dalam kondisi yang campur aduk.
Dalam contoh pemesinan, tim memperbarui interval penggantian alat standar dari 1.200 siklus menjadi 800 siklus untuk rentang material yang lebih keras, menambahkan pemeriksaan lubang wajib setiap 200 siklus, dan memasang pengingat penghitung visual pada mesin. Instruksi kerja lama ditarik, rencana mutu diperbarui, dan pengawas menandatangani bahwa ketiga operator di lini tersebut telah menyelesaikan pelatihan ulang sebelum produksi normal dilanjutkan. Detail-detail ini penting karena proses tindakan korektif hanya berfungsi ketika proses di lantai produksi berbeda setelah tindakan tersebut dibandingkan sebelum tindakan dilakukan.
Verifikasi Efektivitas Sebelum Penutupan
Implementasi tidak membuktikan bahwa tindakan korektif berhasil; verifikasi yang membuktikannya. Tim mutu harus menetapkan pemeriksaan efektivitas di awal, biasanya terkait dengan kriteria waktu, volume, atau pengulangan, seperti tidak ada pengulangan dalam lima lot berikutnya atau kemampuan proses yang stabil selama dua minggu. Langkah ini memisahkan tugas yang selesai dari tindakan korektif yang efektif.
Untuk lini produksi perumahan, pemantauan kualitas dilakukan pada delapan lot produksi berikutnya dan meninjau pengukuran diameter lubang, tingkat kerusakan, dan pengembalian pelanggan. Lini tersebut menunjukkan tidak ada ketidaksesuaian yang berulang, pemeriksaan dalam proses diselesaikan tepat waktu, dan kemampuan proses meningkat dari tingkat marginal ke kisaran yang dapat diterima. Jika cacat muncul kembali, kasus tersebut harus dibuka kembali atau ditindaklanjuti lebih lanjut daripada ditutup sebagai "selesai".“
Tutup Rekaman dan Tangkap Pembelajaran
Penutupan formal hanya boleh dilakukan setelah bukti lengkap: catatan penahanan, ringkasan investigasi, analisis akar penyebab, tindakan yang diimplementasikan, hasil efektivitas, dan persetujuan manajemen jika diperlukan. Hal ini menciptakan riwayat yang siap diaudit dan membantu tim di masa mendatang memahami apa yang telah diubah dan mengapa. Ini juga mendukung tinjauan tren di berbagai masalah serupa, yang merupakan salah satu alasan mengapa pelacakan tindakan korektif penting di luar insiden tunggal.
Dalam contoh ini, kasus ditutup hanya setelah manajer mutu mengkonfirmasi bahwa rencana pengendalian yang direvisi, instruksi kerja yang diperbarui, catatan pelatihan operator, dan data verifikasi telah dilampirkan pada catatan tersebut. Pelajaran terakhir juga dibagikan dengan unit permesinan lain yang menggunakan keluarga material yang sama, sehingga mengurangi kemungkinan kegagalan serupa di tempat lain. Itulah perbedaan antara penanganan masalah secara terisolasi dan proses tindakan korektif yang disiplin.
Contoh Tindakan Korektif, Kegagalan Umum, dan Metrik yang Penting
Contoh Tindakan Korektif di Berbagai Lingkungan Manufaktur
Dalam perakitan otomotif, masalah ketidaksejajaran pintu yang berulang merupakan ujian yang baik untuk mengetahui apakah proses tindakan korektif benar-benar berfungsi. Tindak lanjut yang lemah hanya akan berhenti pada pengerjaan ulang, pelatihan ulang operator, dan catatan dalam laporan shift. Tindakan korektif kualitas yang kuat melangkah lebih jauh: tim mengkonfirmasi bahwa alat torsi telah melenceng dari spesifikasi, memperbarui interval kalibrasi, menambahkan pemeriksaan pencegahan kesalahan di stasiun kerja, dan memverifikasi tingkat cacat selama proses produksi berikutnya. Perbedaannya sederhana—satu respons memperbaiki gejala, sementara yang lain menghilangkan kondisi yang terus-menerus menimbulkan cacat tersebut.
Dalam manufaktur elektronik, rongga solder pada rakitan PCB sering memicu pengembalian pelanggan berulang jika respons yang diberikan terlalu sempit. Respons yang buruk mungkin menyalahkan teknik operator dan meminta inspeksi lebih lanjut, bahkan ketika masalah sebenarnya adalah suhu oven reflow yang tidak stabil atau praktik penyimpanan pasta solder yang tidak sesuai. Respons yang lebih kuat menggabungkan analisis akar penyebab dengan validasi proses: periksa profil termal, tinjau catatan penanganan material, revisi parameter pengaturan, dan konfirmasi bahwa hasil produksi pertama meningkat setelah implementasi. Di sinilah tindakan korektif dan preventif mulai tumpang tindih dalam praktiknya, karena perbaikan yang kuat sering memperkuat kontrol di luar insiden tunggal.
Dalam pembuatan alat kesehatan, kesenjangan dokumentasi bisa sama seriusnya dengan cacat fisik karena menimbulkan risiko kepatuhan dan masalah ketertelusuran produk. Jika catatan riwayat alat tidak lengkap, tindak lanjut yang lemah dapat berujung pada keterlambatan tanda tangan dan email pengingat kepada staf. Tindak lanjut yang kuat sangat penting. tindakan perbaikan Memeriksa mengapa catatan tersebut terlewatkan sejak awal, seperti aturan persetujuan yang tidak jelas, desain formulir yang buruk, atau penyerahan yang tidak terkontrol antara produksi dan QA. Tindakan ini baru selesai ketika alur kerja yang direvisi secara konsisten mencegah hilangnya kolom atau rilis yang tidak sah.
Di mana Sistem Tindakan Korektif Manual Gagal
Kesalahan paling umum dalam sistem manual bukanlah kurangnya upaya; melainkan kurangnya kendali. Banyak pabrik masih mengelola pelacakan tindakan korektif melalui rangkaian email, spreadsheet bersama, formulir NCR tercetak, dan catatan rapat, yang menyulitkan untuk melihat status di seluruh departemen. Begitu banyak pemilik, tanggal jatuh tempo, dan langkah verifikasi terlibat, kebingungan versi hampir tidak dapat dihindari. Dalam praktiknya, itu berarti tindakan tetap "terbuka" lama setelah masalah tampak selesai di lantai produksi.
Kepemilikan adalah titik kegagalan lain yang sering terjadi. Ketika proses tindakan korektif tidak secara jelas memisahkan penyelidik, pemilik tindakan, pemberi persetujuan, dan verifikator, tugas-tugas didorong ke samping antara tim kualitas, produksi, pemeliharaan, dan kualitas pemasok. Hal itu menciptakan penundaan, terutama ketika satu tindakan bergantung pada tindakan lain, seperti pemeliharaan menyelesaikan perbaikan mesin sebelum QA dapat memvalidasi efektivitasnya. Hasilnya adalah tindakan yang tertunda yang tidak terlihat sampai audit berikutnya, keluhan pelanggan, atau tinjauan manajemen.
Verifikasi seringkali menjadi mata rantai terlemah. Tim mungkin mendokumentasikan bahwa suatu tindakan telah diselesaikan, tetapi mereka tidak selalu memastikan apakah tindakan tersebut benar-benar mengurangi kekambuhan, limbah, keluhan, atau tingkat penyimpangan. Sistem mutu berorientasi ISO mengharapkan bukti efektivitas, bukan hanya bukti bahwa suatu tugas telah diberikan dan ditandai selesai. Tanpa pengecekan tersebut, ketidaksesuaian yang sama dapat muncul kembali pada batch, shift, atau pesanan pelanggan yang berbeda.
KPI yang Menunjukkan Apakah Tindakan Korektif Berhasil atau Tidak
Sejumlah kecil KPI operasional dapat menunjukkan apakah Anda tindakan perbaikan Apakah sistem tersebut meningkatkan pengendalian proses atau hanya menghasilkan dokumen?. Waktu tutup mengukur berapa lama masalah tetap terbuka dari saat dimulai hingga penutupan yang disetujui, sementara tingkat tindakan yang tertunda Menunjukkan apakah tugas yang diberikan diselesaikan tepat waktu. Tingkat penerbitan ulang Hal ini sangat penting karena kerusakan yang berulang biasanya menandakan analisis akar penyebab yang lemah atau disiplin implementasi yang buruk. Tingkat kelulusan pemeriksaan efektivitas Membantu para pemimpin kualitas untuk melihat apakah tindakan yang telah ditutup benar-benar terlaksana setelah periode pemantauan yang ditentukan.
Metrik ini lebih bermanfaat jika dikelompokkan berdasarkan pabrik, lini produksi, jenis cacat, pemasok, atau departemen. Misalnya, sebuah pabrik mungkin menunjukkan waktu penyelesaian rata-rata yang dapat diterima secara keseluruhan tetapi masih mengalami keterlambatan kronis dalam tindakan terkait pemasok atau perubahan teknik. Menurut tolok ukur manajemen mutu industri, penyelesaian yang tertunda dan ketidaksesuaian yang berulang adalah salah satu indikator paling jelas dari disiplin CAPA yang belum matang karena mencerminkan kecepatan proses dan kualitas proses. Dengan kata lain, penyelesaian yang cepat saja tidak cukup jika masalah yang sama muncul kembali.
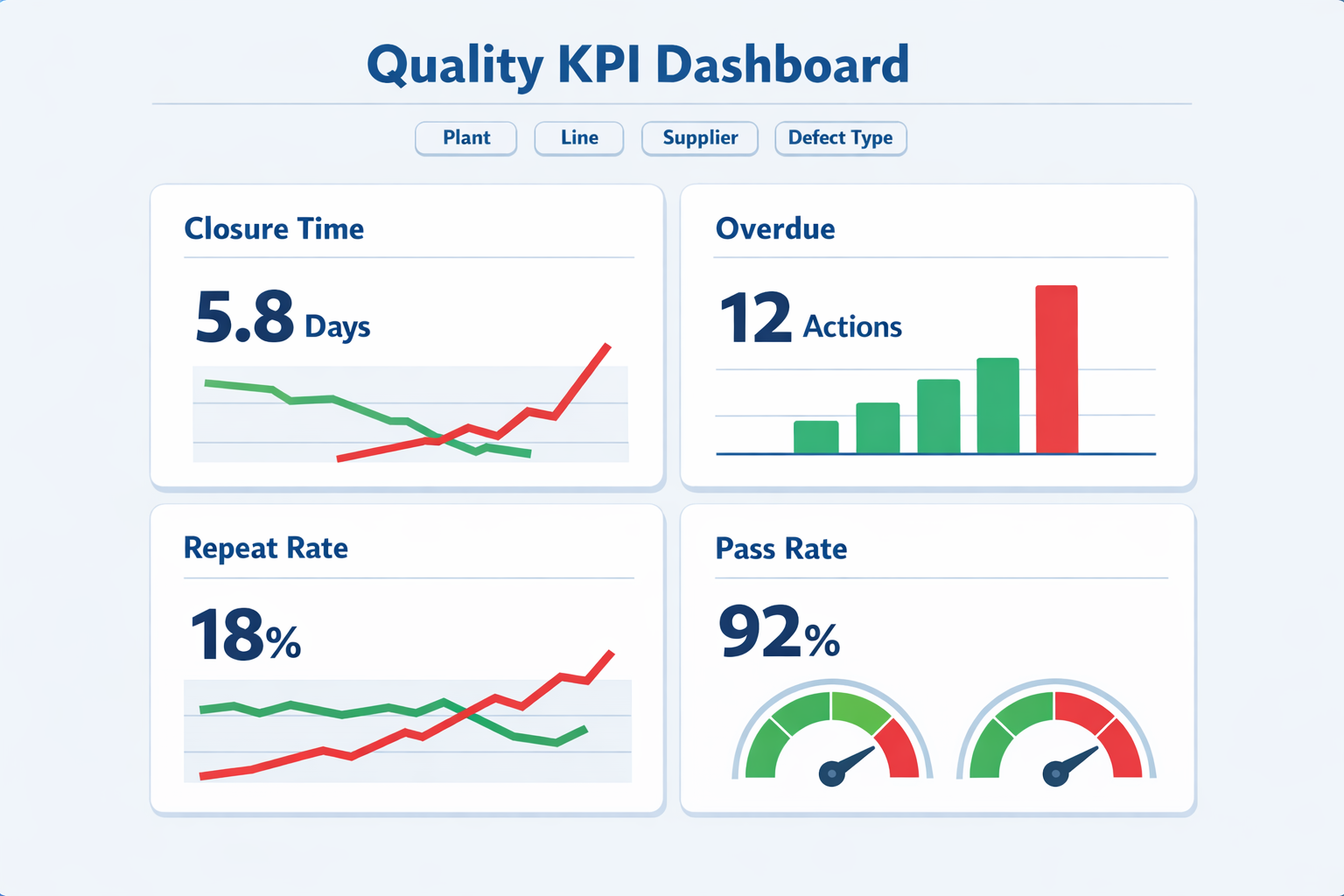
Untuk tinjauan manajemen, tampilan pelaporan terbaik biasanya merupakan kombinasi dari volume, ketepatan waktu, dan efektivitas. Itu berarti melacak berapa banyak tindakan korektif yang dibuka, berapa banyak yang masih tertunda, berapa persentase yang lolos verifikasi, dan berapa banyak masalah serupa yang terulang dalam 30, 60, atau 90 hari. Ketika keempat sinyal tersebut ditinjau bersama, para pemimpin pabrik dapat dengan cepat mengetahui apakah sistem tersebut mengurangi risiko atau hanya sekadar memproses formulir melalui tahapan persetujuan.
Kesimpulan: Bagaimana Jodoo Membantu Produsen Mendigitalisasi Pelacakan Tindakan Korektif
Kuat tindakan perbaikan Proses ini membutuhkan lebih dari sekadar formulir, jejak email, dan daftar pemilik dalam spreadsheet. Untuk mencegah terulangnya cacat, tim mutu membutuhkan satu sistem yang terhubung untuk penerimaan masalah, penahanan, analisis akar penyebab, penugasan tindakan, verifikasi, dan penutupan. Itulah yang mengubah tindakan korektif dari penanganan masalah reaktif menjadi proses mutu terkontrol yang dapat dipertanggungjawabkan selama audit dan tinjauan manajemen.
Jodoo Membantu produsen mendigitalisasi pelacakan tindakan korektif tanpa pengembangan khusus. Dengan menggunakan formulir tanpa kode, Anda dapat mencatat NCR, keluhan, temuan audit, dan masalah pemasok dengan bidang yang tepat sejak awal, kemudian mengarahkan setiap kasus melalui investigasi, persetujuan, tanggal jatuh tempo, pengingat, dan pemeriksaan efektivitas. Manajer juga dapat menggunakan dasbor untuk melacak waktu penyelesaian, tindakan yang terlambat, masalah berulang, dan kasus terbuka berdasarkan pabrik, lini produksi, pemasok, atau tingkat keparahan.
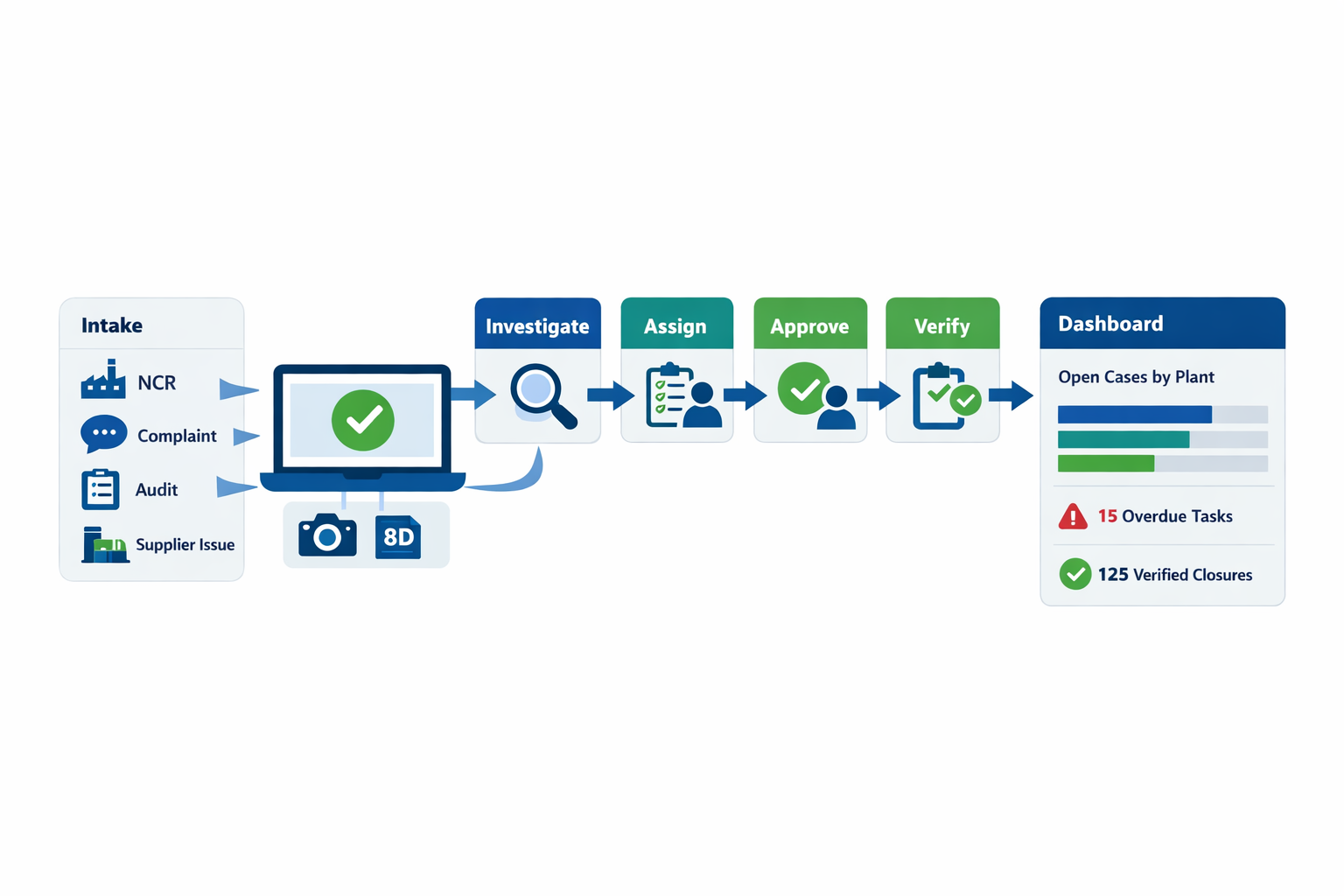
Sebagai contoh, tim mutu pemasok dapat menggunakan Jodoo untuk mencatat keluhan dari inspeksi penerimaan, memicu alur kerja investigasi, menetapkan tugas kepada SQE dan produksi, melampirkan foto dan catatan 8D, serta memverifikasi penutupan sebelum kasus ditandai selesai. Hasilnya adalah tindak lanjut yang lebih cepat, akuntabilitas yang lebih jelas, dan catatan yang siap diaudit di satu tempat.
Jika Anda menginginkan cara praktis untuk menstandarisasi tindakan korektif di berbagai lokasi, Jodoo adalah platform manufaktur ramping tanpa kode yang fleksibel dan layak untuk dieksplorasi. Mulailah uji coba gratis atau pesan demo Sekarang.
