
Einleitung: Was Korrekturmaßnahmen in der Fertigung bedeuten
Ein Defekt lässt sich zwar in einer Schicht beheben, aber wenn dasselbe Problem nächste Woche wieder auftritt, hat das Werk im Grunde nichts gelöst. Deshalb Korrekturmaßnahme In der Fertigung geht es nicht nur darum, ein fehlerhaftes Teil zu reparieren, eine Produktionslinie anzuhalten oder eine Reklamation schnell abzuschließen. Es geht darum, die Ursache des Problems zu ermitteln und zu beseitigen, damit es nicht immer wieder durch Ausschuss, Nacharbeit, Kundenreklamationen, Prüffeststellungen oder Abweichungsberichte auftritt.
In der Praxis setzt die Korrekturmaßnahme ein, sobald eine Abweichung festgestellt wird, und geht über die unmittelbare Eindämmung hinaus. Der Austausch eines fehlerhaften Bauteils, das Aussortieren verdächtiger Bestände oder eine einmalige Erinnerung an den Bediener können zwar die Symptome beheben, eine wirksame Qualitätskorrekturmaßnahme geht jedoch weiter, indem sie die Ursache des Problems ermittelt – sei es eine unklare Arbeitsanweisung, Werkzeugverschleiß, Lieferantenabweichungen oder eine unkontrollierte Prozessänderung.
Dies ist von Bedeutung, da wiederkehrende Qualitätsprobleme teuer sind. Schätzungen zufolge kostet mangelhafte Qualität die Hersteller … 15% bis 20% Umsatz In vielen Betriebsabläufen fallen Kosten für Ausschuss, Nacharbeit, Ausfallzeiten, Retouren und Gewährleistungsansprüche an. In den folgenden Abschnitten werden wir erläutern, wie dies funktioniert. Korrekturmaßnahme Der Unterschied zwischen Korrektur- und Präventivmaßnahmen liegt darin, wann der Prozess beginnen sollte und wie Qualitätsteams ihn von der Untersuchung bis zum Abschluss verfolgen können.
Korrektur, Korrekturmaßnahme und Präventivmaßnahme: Worin liegt der Unterschied?
In der Fertigung sind diese drei Begriffe zwar verwandt, aber nicht austauschbar. Korrektur befasst sich mit der unmittelbaren Nichteinhaltung, einer Korrekturmaßnahme beseitigt die Ursache eines bereits aufgetretenen Problems, und ein Präventivmaßnahmen Dadurch verringert sich die Wahrscheinlichkeit, dass ein ähnliches Problem an anderer Stelle oder in Zukunft auftritt. Wenn Ihr Team die Komponenten verwechselt, bleibt der Korrekturmaßnahmenprozess oft bei der Eindämmung des Problems stehen und führt nie zu einer nachhaltigen Prozessverbesserung.
Ein einfaches Vergleichsmodell
Eine praktische Methode, die drei Aspekte zu trennen, besteht darin, drei Fragen zu stellen: Was müssen wir jetzt sofort beheben? Das ist die Korrektur. Warum ist das passiert, und was muss sich ändern, damit es nicht wieder vorkommt? Das ist die Korrekturmaßnahme. Wo könnte derselbe Fehler noch auftreten, und wie können wir ihn verhindern, bevor er sich ausbreitet? Das ist die Präventivmaßnahme innerhalb eines umfassenderen Systems aus Korrektur- und Präventivmaßnahmen.

Diese Unterscheidung ist wichtig, da viele Qualitätsteams Probleme zu früh abschließen. Der Austausch defekter Teile, die Sortierung des Lagerbestands oder die Nachbearbeitung von Produkten können zwar den Lieferstatus wiederherstellen, gelten aber allein nicht als Qualitätskorrekturmaßnahmen. Der eigentliche Durchbruch gelingt erst, wenn die Ursachenanalyse eine isolierte Reaktion in eine kontrollierte Änderung von Methoden, Schulungen, Werkzeugen, Inspektionen oder Lieferantenmanagement umwandelt.
Beispiel einer Kundenbeschwerde
Ein Kunde meldet, dass die fertigen Gehäuse mit zerkratzten Oberflächen geliefert wurden. Korrektur Die Aufgabe besteht darin, betroffene Lagerbestände zu sortieren, beschädigte Einheiten zu ersetzen und alle offenen Lieferungen zu schützen. Korrekturmaßnahme Die Verpackungsmethode könnte geändert werden, nachdem die Ursachenanalyse ergeben hat, dass die Kratzer durch die Bewegung loser Teile während des Transports und nicht durch die Bearbeitung entstanden sind. Präventivmaßnahmen könnte dann den überarbeiteten Verpackungsstandard auf ähnliche Produktfamilien ausdehnen, die das gleiche Schalendesign verwenden.
Beispiel für einen Lieferantenfehler
Eine Charge eingehender Befestigungselemente fällt bei der Härteprüfung durch. Korrektur soll die Charge unter Quarantäne gestellt und für die Produktion gesperrt werden. Korrekturmaßnahme Dies kann die Aktualisierung des Lieferantenkontrollplans, die Verschärfung der Wareneingangsprüfungsregeln oder die Anforderung von Nachweisen zur Prozessfähigkeit umfassen, falls die Ursachenanalyse eine instabile Wärmebehandlung beim Lieferanten aufzeigt. Präventivmaßnahmen würde prüfen, ob andere Lieferanten kritischer Verbindungselemente das gleiche Risiko bergen und die gleiche Kontrolllogik anwenden, bevor es zu einem weiteren Ausbruch kommt.
Beispiel für eine Abweichung vom internen Prozess
Bei der laufenden Qualitätskontrolle in einer Elektronikfertigungslinie stellen die Bediener Lötbrücken oberhalb des normalen Fehlergrenzwerts fest. Korrektur Die sofortige Nachbearbeitung und vorübergehende Eindämmung der in diesem Zeitraum produzierten Platinen ist erforderlich. Korrekturmaßnahme Die Häufigkeit der Schablonenreinigung und die Überprüfung der Ofenparameter könnten nach Bestätigung einer Prozessabweichung durch die Untersuchung angepasst werden, während die Präventivmaßnahmen Dies kann die Aktualisierung des Kontrollplans und der Schulungsmatrix für alle vergleichbaren SMT-Linien umfassen. Hierbei ist die Nachverfolgung von Korrekturmaßnahmen wichtig: Die Teams müssen nicht nur die Umsetzung der Korrekturmaßnahmen bestätigen, sondern auch, dass die gleiche Fehlerrate nicht wieder auftritt.
Wo die Ursachenanalyse ihren Platz hat
Die Ursachenanalyse bildet die Brücke zwischen kurzfristiger Reaktion und langfristiger Kontrolle. Methoden wie die 5 Warum oder ein Fischgrätendiagramm Sie helfen Teams, voreilige Schlüsse wie “Bedienungsfehler” zu vermeiden und die Systembedingung hinter dem Fehler zu identifizieren. In der Praxis bedeutet dies: Korrekturmaßnahme Beispiele zeigen in der Regel eine klare Kette von der Nichtkonformität zur Ursache und dann von der Ursache zur verifizierten Prozessänderung, während schwache Beispiele bei Nacharbeit oder Umschulung enden, ohne dass Beweise dafür vorliegen, dass das Problem tatsächlich behoben wurde.
Wann der Korrekturmaßnahmenprozess beginnen sollte
Auslöser, die formelle Korrekturmaßnahmen erfordern
Ein formelles Korrekturmaßnahme Der Prozess sollte starten, wenn das Problem ein Signal gibt. Systemschwäche, Es handelt sich nicht nur um einen einmaligen Fehler. In der Fertigung sind die häufigsten Auslöser wiederkehrende Fehler, Abweichungsberichte (NCRs), Auditfeststellungen, Kundenreklamationen, Lieferantenfehler und Prozessabweichungen, die die Produktqualität, die Einhaltung von Vorschriften, die Liefertreue oder die Sicherheit beeinträchtigen. Tritt dasselbe Problem in mehreren Chargen, Schichten, Produktionslinien oder bei mehreren Lieferanten auf, ist dies in der Regel ein deutliches Zeichen dafür, dass einfache Nacharbeit oder Eindämmungsmaßnahmen nicht mehr ausreichen. An diesem Punkt verlagert sich die Qualitätskorrektur von der Behebung des Produktfehlers hin zur Behebung des zugrunde liegenden Prozessfehlers.
Wiederkehrende interne Fehler sind oft das erste Warnsignal. Produziert beispielsweise eine Spritzgießanlage über drei Schichten hinweg immer wieder Fehlmengen in derselben Kavität, so mag die erste Reaktion eine Entmischung und Maschinenjustierung sein. Wiederholte Fehler sollten jedoch eine formelle Untersuchung auslösen. Dasselbe gilt, wenn ein Fehlerbericht (NCR) wiederholte Maßabweichungen an einem bearbeiteten Teil aufzeigt oder wenn SPC-Daten eine Abweichung erkennen lassen, die die Bediener zwar korrigieren, aber nicht zu einer Stabilisierung des Prozesses führen. In diesen Fällen sollte die Ursachenanalyse beginnen, bevor das Problem für den Kunden relevant wird.
Externe Auslöser erfordern in der Regel eine schnellere Eskalation, da die Kosten eines erneuten Auftretens höher sind. Eine Kundenbeschwerde über ein falsches Drehmoment an einer Schraube, eine Lieferantencharge mit falsch etikettiertem Material oder ein Prüfbefund aufgrund fehlender Rückverfolgbarkeitsdokumente können allesamt den sofortigen Beginn eines Korrektur- und Vorbeugungsmaßnahmenprozesses rechtfertigen. In regulierten Branchen wie der Medizintechnik, der Lebensmittelindustrie oder der Luft- und Raumfahrt kann selbst eine einzige dokumentierte Abweichung aufgrund potenzieller Compliance-Verstöße formelle Maßnahmen erfordern. Die Schwelle ist niedriger, wenn das Problem die Sicherheit, die Rückverfolgbarkeit oder regulatorische Verpflichtungen betrifft.
Wenn eine einfache Korrektur ausreicht
Nicht jedes Problem erfordert eine vollständige Dokumentation der Korrekturmaßnahmen. Handelt es sich um ein einzelnes Problem mit geringem Risiko, das sich leicht beheben lässt und unwahrscheinlich wiederkehrt, kann eine einfache Korrektur ausreichend sein. Beispielsweise kann der Austausch eines beschädigten Etiketts beim Verpacken oder der Neudruck eines Reisepasses ohne Auswirkungen auf die Rückverfolgbarkeit auf Ebene des Vorgesetzten abgeschlossen werden, sofern kein allgemeineres Muster erkennbar ist. Entscheidend ist, ob das Ereignis auf eine fehlerhafte Kontrolle, einen unklaren Standard oder einen instabilen Prozess hinweist.
Teams sollten eskalieren, wenn eine oder mehrere der folgenden Bedingungen erfüllt sind: wiederholtes Auftreten, Auswirkungen auf Kunden, funktionsübergreifende Beteiligung, unklare Ursache, Compliance-Risiko oder signifikanter Ausschuss, Ausfallzeiten oder Nacharbeitskosten. In vielen Werken gilt die Regel, jedes Problem zu formalisieren, das einen bestimmten Schweregrad überschreitet oder innerhalb eines definierten Zeitraums mehr als einmal auftritt. Dadurch konzentriert sich das System auf relevante Risiken, anstatt jeden noch so kleinen Fehler in Verwaltungsarbeit umzuwandeln. Auch die Nachverfolgung von Korrekturmaßnahmen wird dadurch effizienter, da die Datenbank tatsächliche systemische Probleme widerspiegelt.
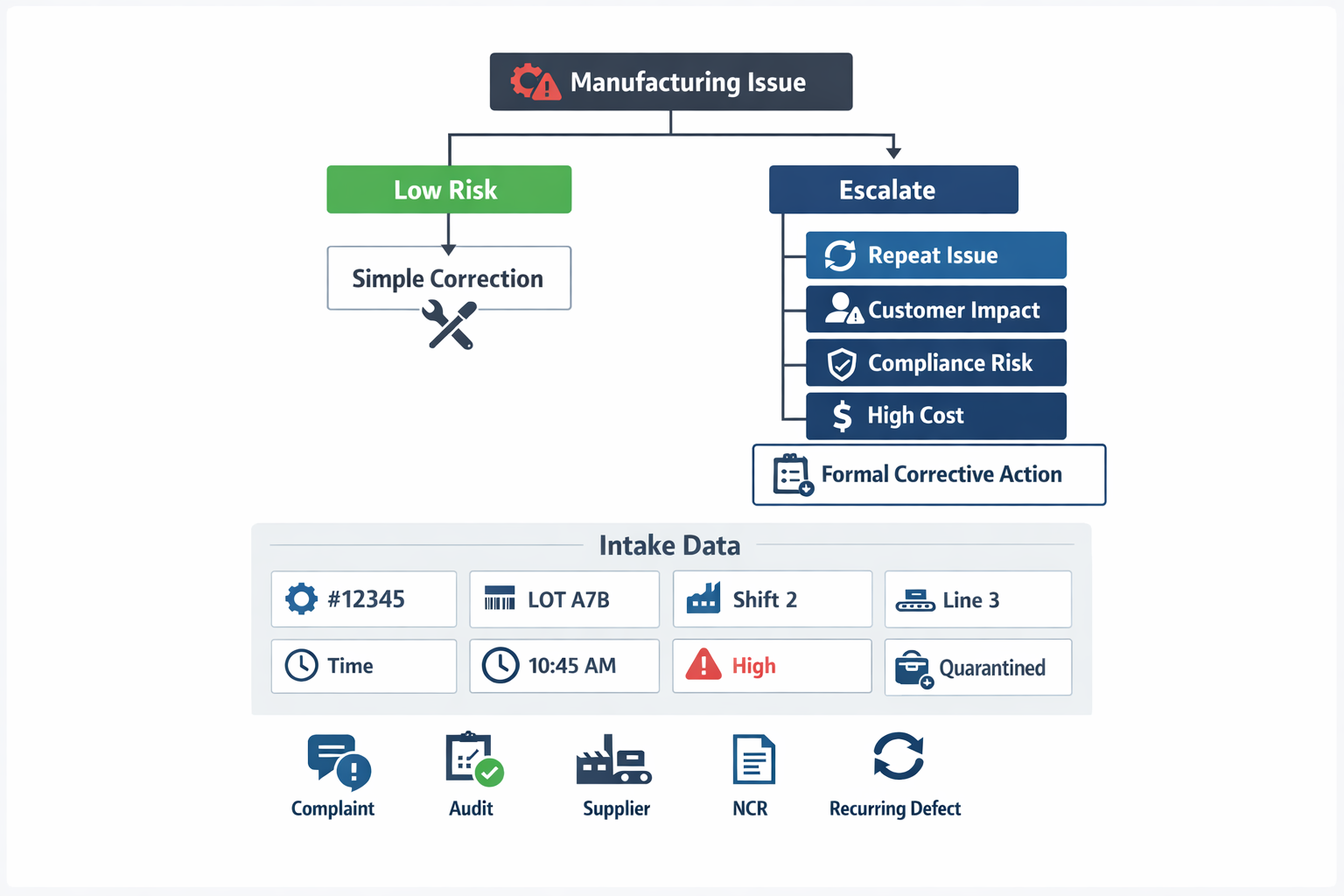
Welche Qualität Teams bei der Aufnahme erfassen sollten
Der Erfassungsschritt sollte ausreichend Informationen für eine schnelle Eindämmung und spätere Untersuchung liefern. Teams sollten mindestens die Teilenummer, Chargen- oder Losnummer, Schicht, Produktionslinie oder Maschine, Datum und Uhrzeit der Feststellung, Problembeschreibung, Schweregrad, Sofortmaßnahmen und den zuständigen Verantwortlichen protokollieren. Handelt es sich um Lieferantenmaterial, Kundenretouren oder Auditfeststellungen, muss die Quelle ebenfalls bei der Erfassung dokumentiert werden, damit der Fall korrekt weitergeleitet werden kann. Das Fehlen dieser grundlegenden Informationen ist einer der Hauptgründe, warum Korrekturmaßnahmen ins Stocken geraten, bevor die Ursachenanalyse überhaupt beginnen kann.
Gute Eingangsdaten helfen Teams außerdem zu entscheiden, ob ein Fall in die routinemäßige Bearbeitung von Abweichungen oder in einen formellen Korrekturmaßnahmenprozess gehört. Wenn beispielsweise ein Stanzfehler auf eine Spule einer Lieferantencharge zurückzuführen ist, sollte die Lieferantenqualität die Bearbeitung übernehmen. Tritt derselbe Fehler hingegen an zwei Pressen und bei mehreren Bedienern auf, ist möglicherweise die Fertigungstechnik zuständig. Klare Eingangsdaten reduzieren Verzögerungen bei der Übergabe und erleichtern den Vergleich späterer Korrekturmaßnahmen über verschiedene Werke, Linien und Lieferanten hinweg.
Ein schrittweiser Korrekturmaßnahmenprozess für Qualitätsteams
Ein starker Korrekturmaßnahme Der Prozess folgt einer klaren Abfolge: Problem identifizieren, Risiko eindämmen, Ursache untersuchen, Maßnahmen zuweisen, Änderungen umsetzen, Ergebnisse überprüfen und den Fall formell abschließen. In der Praxis verhindert diese Abfolge, dass Qualitätskorrekturmaßnahmen bei Dokumentation oder Nacharbeit stehen bleiben, und führt das Team zu einer reproduzierbaren Lösung. Um dies zu verdeutlichen, betrachten wir ein Beispiel, das den gesamten Prozess durchläuft: Eine Bearbeitungslinie produziert Aluminiumgehäuse mit einem außerhalb der Toleranz liegenden Bohrungsdurchmesser, was zu wiederholten internen Ausschuss und einer Kundenretoure geführt hat.

Das Problem identifizieren und das Risiko eindämmen
Der erste Schritt besteht darin, die Abweichung so detailliert zu dokumentieren, dass entsprechende Maßnahmen möglich sind, und nicht nur festzuhalten, dass “Teile fehlerhaft sind”. Bei Gehäusedefekten erfasst der Qualitätsingenieur die Teilenummer, die Maschinen-ID, die Chargennummern, die Prüfergebnisse, die Fehlerrate, die betroffene Schicht und ob die verdächtigen Teile bereits in die Montage oder den Versand gelangt sind. Gute Eingangsdaten reduzieren spätere Verzögerungen, insbesondere wenn mehrere Abteilungen schnell reagieren müssen.
Im nächsten Schritt erfolgt die Eindämmung, da das Werk die Ausbreitung des Problems verhindern muss, während das Untersuchungsteam die Angelegenheit untersucht. In diesem Beispiel sperrt der Vorgesetzte die Zwischen- und Fertigbestände, leitet eine 100%-Prüfung der letzten drei Chargen ein und informiert die Planung, dass es zu Produktionsengpässen an der betroffenen CNC-Linie kommen kann. Die Eindämmung ist nicht die Korrekturmaßnahme selbst, sondern eine temporäre Kontrollmaßnahme, die den Kunden schützt und Zeit für eine gründliche Untersuchung verschafft.
Untersuchen Sie die Ursache
Sobald die Produktionslinie stabil ist, beginnt das Team mit der Ursachenanalyse. Ein praktischer Ansatz ist, zunächst die 5-Why-Methode anzuwenden, um schnell Ergebnisse zu erzielen. Anschließend kann ein Ishikawa-Diagramm (auch Fischgrätendiagramm genannt) verwendet werden, falls mehrere Variablen wie Maschinenzustand, Werkzeuge, Methode, Messung, Material oder Bedienerpraktiken eine Rolle spielen. Ziel ist es, den Prozessfehler zu identifizieren, der das Auftreten und den Austritt des Defekts ermöglicht hat, und nicht nur den Zeitpunkt seiner Entdeckung.
Im Gehäusebeispiel fragt das Team, warum der Bohrungsdurchmesser die Toleranzgrenze überschritten hat. Die Untersuchung zeigt, dass das Schneidwerkzeug schneller als erwartet verschlissen war. Dies allein erklärt jedoch nicht die Ursache. Das eigentliche Problem liegt darin, dass die Werkzeugwechselhäufigkeit in der Arbeitsanweisung auf einer älteren Materialcharge basierte und nach einer Änderung der Materialhärte durch den Lieferanten nicht angepasst wurde. Ein weiterer Schwachpunkt tritt auf: Die Erststückprüfung wurde zwar durchgeführt, jedoch war nach jeder festgelegten Anzahl von Zyklen keine Zwischenprüfung vorgeschrieben, sodass die Abweichung nicht frühzeitig erkannt wurde.
Verantwortliche zuweisen und Korrekturmaßnahmen definieren
Sobald die Ursachen bestätigt sind, benötigt jede Maßnahme einen klaren Verantwortlichen, eine Frist und ein erwartetes Ergebnis. Ohne diese Struktur beschränken sich Korrektur- und Vorbeugungsmaßnahmen oft auf Diskussionen statt auf konkrete Umsetzungspläne. Die Qualitätssicherung sollte die Dokumentation koordinieren, doch die Maßnahmen betreffen in der Regel die Bereiche Produktion, Entwicklung, Instandhaltung, Lieferantenqualität und Schulung.
In diesem Fall ist die Fertigungstechnik für die Aktualisierung der Werkzeugstandzeiten und Arbeitsanweisungen zuständig, die Produktion für die angepasste Prüfhäufigkeit während des Produktionsprozesses, Einkauf und Lieferantenqualität prüfen die Wareneingangskontrollen, und die Schulungsabteilung leitet die Nachqualifizierung der Bediener für die aktualisierten Prüfverfahren. Jede Maßnahme sollte darlegen, was sich im Prozess ändert, welche Nachweise die Fertigstellung belegen und welches Risiko behoben wird. Hier ist die Nachverfolgung von Korrekturmaßnahmen unerlässlich, da die Verantwortlichkeit auf sichtbarem Status und nicht auf mündlichen Nachfassaktionen beruht.
Setzen Sie die Änderungen im Prozess um.
Die Umsetzung ist oft der Punkt, an dem Korrekturmaßnahmen an Wirksamkeit verlieren, da Teams Aufgaben nur auf Basis ihrer Absicht und nicht aufgrund ihrer bestätigten Ausführung abschließen. Das Werk sollte sicherstellen, dass Dokumente überarbeitet, Werkzeugparameter an der Maschine angepasst, Prüfpläne im Qualitätssystem aktualisiert und die betroffenen Mitarbeiter tatsächlich geschult wurden. Wenn eine Maßnahme von einer anderen abhängt, muss die Abfolge so gesteuert werden, dass die Linie nicht unter gemischten Bedingungen wieder anläuft.
Im Beispiel der Zerspanung verkürzt das Team das Standard-Werkzeugwechselintervall für härtere Werkstoffe von 1.200 auf 800 Zyklen, führt alle 200 Zyklen eine obligatorische Bohrungsprüfung durch und installiert einen optischen Zähler an der Maschine. Die alte Arbeitsanweisung wird zurückgezogen, der Qualitätsplan aktualisiert und der Vorgesetzte bestätigt, dass alle drei Maschinenbediener der Linie die Nachschulung absolviert haben, bevor die reguläre Produktion wieder aufgenommen wird. Diese Details sind wichtig, da ein Korrekturmaßnahmenprozess nur dann erfolgreich ist, wenn sich der Prozess in der Fertigung nach der Maßnahme von dem vor der Maßnahme unterscheidet.
Wirksamkeit vor Abschluss prüfen
Die Implementierung allein beweist nicht, dass die Korrekturmaßnahme wirksam war; die Verifizierung hingegen schon. Qualitätsteams sollten daher im Vorfeld eine Wirksamkeitsprüfung definieren, die üblicherweise an Zeit-, Mengen- oder Wiederkehrkriterien gekoppelt ist, wie beispielsweise keine Wiederholungen in den nächsten fünf Chargen oder eine stabile Prozessfähigkeit über zwei Wochen. Dieser Schritt unterscheidet eine abgeschlossene Aufgabe von einer wirksamen Korrekturmaßnahme.
Für die Gehäusefertigungslinie überwacht die Qualitätssicherung die nächsten acht Produktionschargen und prüft Bohrungsdurchmesser, Ausschussquote und Kundenretouren. Die Linie weist keine wiederholten Fehler auf, die Inprozesskontrollen werden termingerecht abgeschlossen und die Prozessfähigkeit verbessert sich von einem grenzwertigen Niveau auf einen akzeptablen Bereich. Sollte der Fehler erneut auftreten, ist der Fall wieder aufzunehmen oder zu eskalieren, anstatt ihn als “erledigt” zu schließen.”
Schließen Sie die Aufzeichnung und erfassen Sie die Lernergebnisse
Der formelle Abschluss sollte erst erfolgen, wenn alle erforderlichen Nachweise vorliegen: Eindämmungsprotokoll, Untersuchungszusammenfassung, Ursachenanalyse, umgesetzte Maßnahmen, Wirksamkeitsnachweise und gegebenenfalls die Genehmigung des Managements. Dadurch entsteht eine revisionssichere Historie, die es nachfolgenden Teams ermöglicht, die vorgenommenen Änderungen und deren Gründe nachzuvollziehen. Zudem unterstützt sie die Trendanalyse ähnlicher Vorfälle, weshalb die Nachverfolgung von Korrekturmaßnahmen über den einzelnen Vorfall hinaus wichtig ist.
In diesem Beispiel wird der Fall erst abgeschlossen, nachdem der Qualitätsmanager bestätigt hat, dass der überarbeitete Kontrollplan, die aktualisierte Arbeitsanweisung, die Schulungsnachweise der Bediener und die Prüfdaten dem Fallbericht beigefügt sind. Die gewonnenen Erkenntnisse werden auch mit einer anderen Bearbeitungszelle geteilt, die mit demselben Werkstoff arbeitet. Dadurch wird die Wahrscheinlichkeit eines ähnlichen Fehlers an anderer Stelle verringert. Das ist der Unterschied zwischen isolierter Problembehebung und einem systematischen Korrekturmaßnahmenprozess.
Beispiele für Korrekturmaßnahmen, häufige Fehlerursachen und die relevanten Kennzahlen
Beispiele für Korrekturmaßnahmen in verschiedenen Produktionsumgebungen
In der Automobilmontage ist ein wiederkehrendes Problem mit falsch ausgerichteten Türen ein guter Test, um die Wirksamkeit eines Korrekturmaßnahmenprozesses zu überprüfen. Eine unzureichende Nachverfolgung beschränkt sich auf Nacharbeit, Nachschulung der Bediener und einen Vermerk im Schichtbericht. Eine wirksame Korrekturmaßnahme geht weiter: Das Team bestätigt, dass das Drehmomentwerkzeug außerhalb der Spezifikation lag, aktualisiert das Kalibrierungsintervall, führt eine Fehlersicherung an der Station ein und überprüft die Fehlerraten in den folgenden Produktionsläufen. Der Unterschied ist einfach: Die eine Maßnahme behebt das Symptom, die andere beseitigt die Ursache, die den Fehler immer wieder hervorruft.
In der Elektronikfertigung führen Lötfehler auf Leiterplatten häufig zu wiederholten Kundenretouren, wenn die Reaktion zu eng gefasst ist. Eine unzureichende Reaktion könnte die Bedienungstechnik verantwortlich machen und zusätzliche Prüfungen fordern, selbst wenn die eigentliche Ursache in einer instabilen Reflow-Ofentemperatur oder einer ungeeigneten Lagerung der Lötpaste liegt. Eine effektivere Reaktion kombiniert die Ursachenanalyse mit der Prozessvalidierung: Temperaturprofile prüfen, Materialhandhabungsdokumentation überprüfen, Einrichtungsparameter anpassen und sicherstellen, dass sich die Ausbeute im ersten Durchgang nach der Implementierung verbessert. Hier überschneiden sich Korrektur- und Präventivmaßnahmen in der Praxis, da eine nachhaltige Behebung die Kontrollen oft über den einzelnen Vorfall hinaus stärkt.
In der Medizinprodukteherstellung können Dokumentationslücken genauso schwerwiegend sein wie physische Defekte, da sie Compliance-Risiken und Probleme bei der Produktrückverfolgbarkeit verursachen. Ist die Produkthistorie unvollständig, kann eine mangelhafte Nachverfolgung zu einer verspäteten Unterschrift und einer Erinnerungs-E-Mail an die Mitarbeiter führen. Korrekturmaßnahme Es wird untersucht, warum der Datensatz ursprünglich fehlte, beispielsweise aufgrund unklarer Genehmigungsregeln, mangelhafter Formulargestaltung oder unkontrollierter Übergaben zwischen Produktion und Qualitätssicherung. Die Maßnahme ist erst dann abgeschlossen, wenn der überarbeitete Workflow fehlende Felder oder unautorisierte Freigaben dauerhaft verhindert.
Wo manuelle Korrekturmaßnahmensysteme versagen
Das häufigste Problem manueller Systeme ist nicht mangelnder Einsatz, sondern mangelnde Kontrolle. Viele Betriebe verwalten die Nachverfolgung von Korrekturmaßnahmen immer noch über E-Mail-Verläufe, gemeinsam genutzte Tabellen, ausgedruckte NCR-Formulare und Besprechungsnotizen. Dadurch ist der Status abteilungsübergreifend schwer einsehbar. Sobald mehrere Verantwortliche, Fälligkeitstermine und Prüfschritte involviert sind, ist Versionskonflikte nahezu unvermeidlich. In der Praxis bedeutet das, dass Maßnahmen noch lange “offen” bleiben, obwohl das Problem in der Produktion scheinbar gelöst ist.
Eine weitere häufige Schwachstelle ist die Zuständigkeitsfrage. Wenn im Korrekturmaßnahmenprozess die Rollen von Untersucher, Verantwortlichem, Genehmiger und Prüfer nicht klar definiert sind, werden Aufgaben zwischen Qualitätssicherung, Produktion, Instandhaltung und Lieferantenqualität hin- und hergeschoben. Dies führt zu Verzögerungen, insbesondere wenn eine Maßnahme von einer anderen abhängt, beispielsweise wenn die Instandhaltung eine Maschinenreparatur abgeschlossen hat, bevor die Qualitätssicherung deren Wirksamkeit bestätigen kann. Die Folge sind überfällige Maßnahmen, die erst beim nächsten Audit, der nächsten Kundenbeschwerde oder der nächsten Managementbewertung sichtbar werden.
Die Verifizierung ist oft das schwächste Glied in der Kette. Teams dokumentieren zwar die Durchführung einer Maßnahme, bestätigen aber nicht immer, ob dadurch tatsächlich die Häufigkeit von Wiederholungen, Ausschuss, Reklamationen oder Abweichungen reduziert wurde. ISO-orientierte Qualitätssysteme erwarten Wirksamkeitsnachweise, nicht nur den Nachweis, dass eine Aufgabe zugewiesen und als erledigt markiert wurde. Ohne diese Überprüfung kann derselbe Fehler bei einer anderen Charge, Schicht oder einem anderen Kundenauftrag erneut auftreten.
Die KPIs, die zeigen, ob Korrekturmaßnahmen wirken
Eine kleine Anzahl operativer KPIs kann zeigen, ob Ihre Korrekturmaßnahme Verbessert das System die Prozesssteuerung oder generiert es lediglich Papierkram?. Schließzeit misst, wie lange Probleme von der Einleitung bis zum genehmigten Abschluss offen bleiben, während überfällige Aktionsrate zeigt an, ob die zugewiesenen Aufgaben termingerecht erledigt werden. Wiederholungsrate ist besonders wichtig, da wiederholte Fehler in der Regel auf eine schwache Ursachenanalyse oder eine mangelhafte Umsetzungsdisziplin hinweisen. Erfolgsquote der Effektivitätsprüfung Hilft Qualitätsverantwortlichen dabei, nach einem festgelegten Überwachungszeitraum zu erkennen, ob abgeschlossene Maßnahmen tatsächlich umgesetzt werden.
Diese Kennzahlen sind aussagekräftiger, wenn sie nach Werk, Linie, Fehlertyp, Lieferant oder Abteilung aufgeschlüsselt werden. Beispielsweise kann ein Werk zwar insgesamt eine akzeptable durchschnittliche Bearbeitungszeit aufweisen, aber dennoch chronische Verzögerungen bei Lieferantenmaßnahmen oder technischen Änderungen haben. Laut Branchenstandards für Qualitätsmanagement zählen verzögerte Bearbeitungszeiten und wiederholte Abweichungen zu den deutlichsten Indikatoren für ein unzureichendes CAPA-Management, da sie sowohl die Prozessgeschwindigkeit als auch die Prozessqualität widerspiegeln. Anders ausgedrückt: Eine schnelle Bearbeitungszeit reicht nicht aus, wenn dasselbe Problem erneut auftritt.
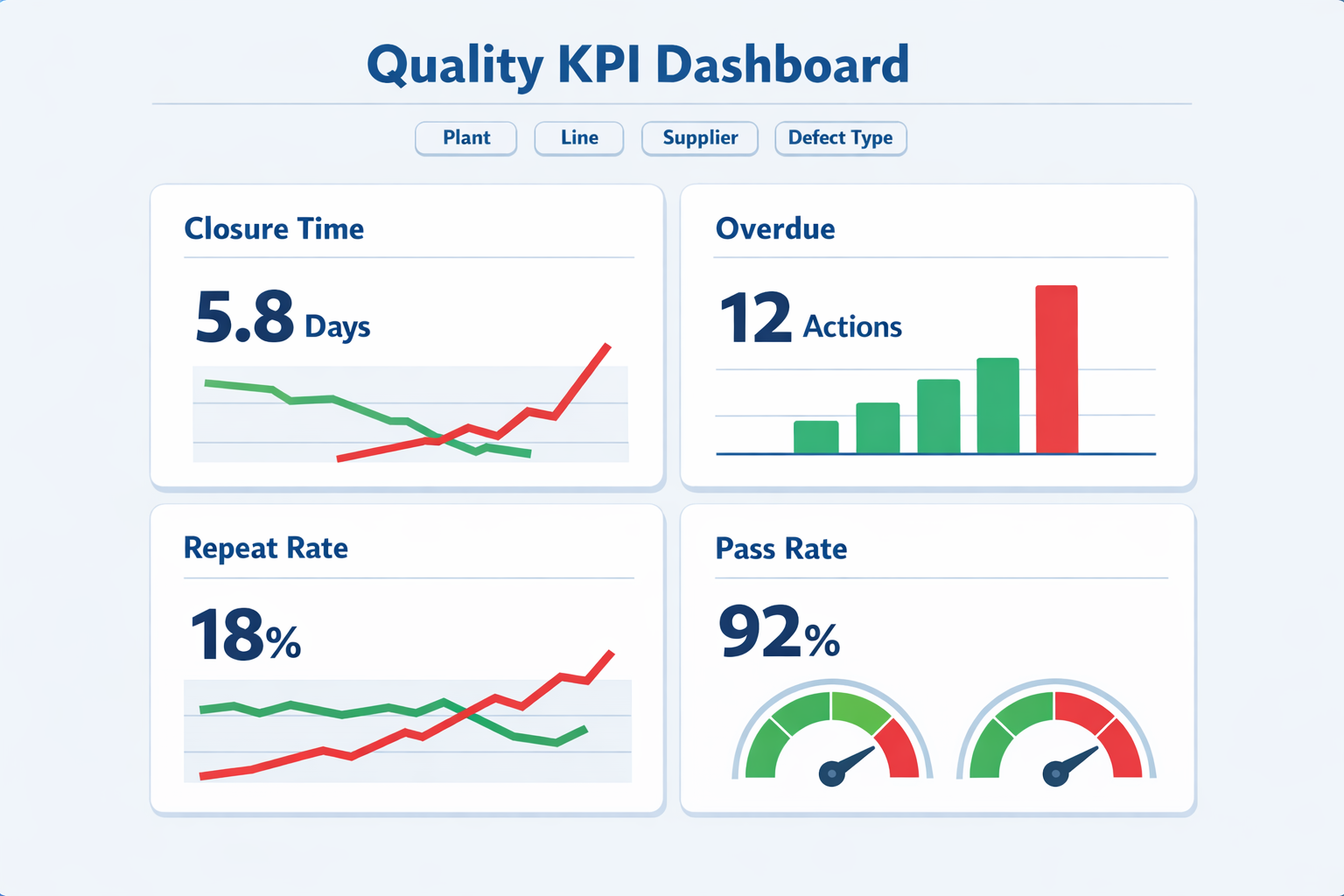
Für die Managementbewertung ist eine optimale Berichtsdarstellung in der Regel eine Kombination aus Volumen, Aktualität und Effektivität. Das bedeutet, zu erfassen, wie viele Korrekturmaßnahmen eingeleitet wurden, wie viele noch überfällig sind, welcher Prozentsatz die Überprüfung bestanden hat und wie viele ähnliche Probleme innerhalb von 30, 60 oder 90 Tagen erneut aufgetreten sind. Durch die gemeinsame Betrachtung dieser vier Kennzahlen können Werksleiter schnell erkennen, ob das System Risiken reduziert oder lediglich Formulare durch die Genehmigungsstufen schleust.
Fazit: Wie Jodoo Herstellern bei der Digitalisierung der Korrekturmaßnahmenverfolgung hilft
Ein starker Korrekturmaßnahme Für einen erfolgreichen Prozess reichen ein Formular, ein E-Mail-Verlauf und eine Liste der Verantwortlichen in einer Tabelle nicht aus. Um wiederkehrende Fehler zu vermeiden, benötigen Qualitätsteams ein vernetztes System für die Erfassung, Eindämmung, Ursachenanalyse, Zuweisung von Maßnahmen, Verifizierung und den Abschluss von Problemen. Dadurch wird aus reaktiven Maßnahmen ein kontrollierter Qualitätsprozess, der auch Audits und Managementbewertungen standhält.
Jodoo Unterstützt Hersteller bei der Digitalisierung der Nachverfolgung von Korrekturmaßnahmen ohne individuelle Entwicklung. Mithilfe von Formularen ohne Programmierung können Sie Abweichungsberichte (NCRs), Reklamationen, Auditfeststellungen und Lieferantenprobleme von Anfang an mit den richtigen Feldern erfassen und jeden Fall anschließend durch Untersuchung, Genehmigungen, Fälligkeitstermine, Erinnerungen und Wirksamkeitsprüfungen leiten. Manager können zudem Dashboards nutzen, um Bearbeitungszeiten, überfällige Maßnahmen, wiederkehrende Probleme und offene Fälle nach Werk, Linie, Lieferant oder Schweregrad zu verfolgen.
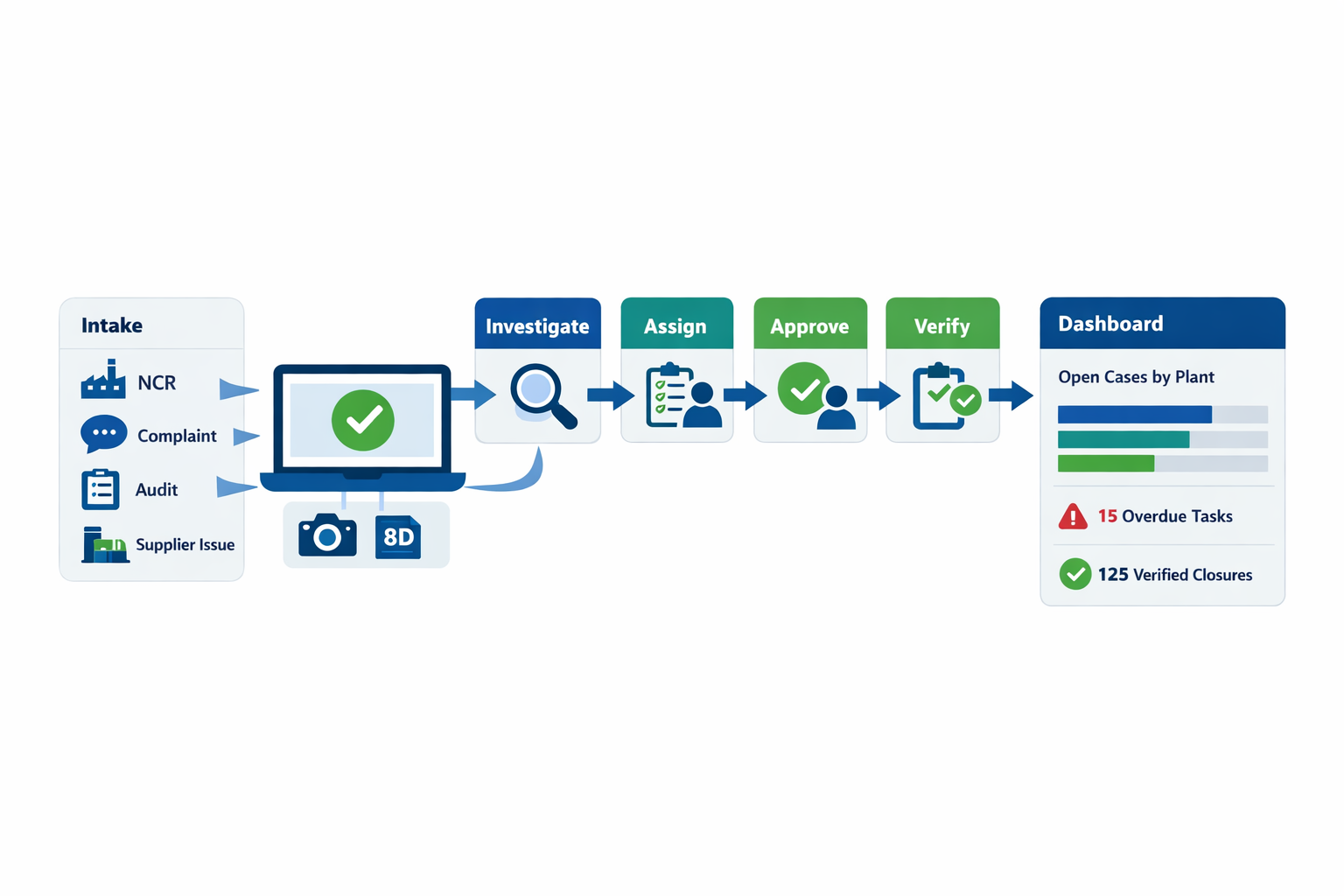
Ein Lieferantenqualitätsteam kann beispielsweise Jodoo nutzen, um eine Reklamation aus der Wareneingangsprüfung zu erfassen, einen Untersuchungsablauf auszulösen, Aufgaben an die Lieferantenqualitätsabteilung und die Produktion zuzuweisen, Fotos und 8D-Dokumente anzuhängen und den Abschluss zu überprüfen, bevor der Fall als abgeschlossen markiert wird. Das Ergebnis sind eine schnellere Nachverfolgung, klarere Verantwortlichkeiten und revisionssichere Dokumentation an einem zentralen Ort.
Wenn Sie eine praktische Möglichkeit suchen, Korrekturmaßnahmen standortübergreifend zu standardisieren, Jodoo ist eine flexible, codefreie Lean-Manufacturing-Plattform, die es wert ist, genauer betrachtet zu werden. Starten Sie eine kostenlose Testphase oder Demo buchen Jetzt.
