
Введение: Почему балансировка производственной линии важна на современном производстве
Линия может выглядеть полностью укомплектованной персоналом, но при этом не выпустить от 101 до 201 тонны продукции просто потому, что работа неравномерно распределяется от станции к станции. Вот почему балансировка линии это имеет значение. Проще говоря, это процесс распределения рабочей нагрузки по всей производственной линии, чтобы каждая станция могла справляться с спросом без задержек, излишнего ожидания или перегрузки операторов.
В цеху завода, балансировка линии Это не просто задача промышленного проектирования, выполняемая на этапе разработки технологического процесса. Это также повседневная проблема управления производством, влияющая на производительность, использование рабочей силы, незавершенное производство, соблюдение графика и даже эргономику.
Эта статья начинается с основные вычисления за сбалансированной линией, затем рассматривается практическая балансировка. методы, Затем подробно рассматривается, как выявлять и устранять узкие места, и, наконец, объясняется, как цифровое исполнение помогает поддерживать достигнутые улучшения в условиях постоянно меняющейся реальной производственной среды.
Как рассчитать балансировку производственной линии: ключевые показатели и формулы
Прежде чем сравнивать балансировка линии Для эффективного применения методов необходима базовая оценка. На практике большинство решений по балансировке производственной линии сводятся к небольшому набору чисел: сколько времени у вас есть, какой объем продукции требуется клиентам, сколько трудозатрат требуется для производства продукта и насколько равномерно эта работа распределена между рабочими местами. Если эти числа неверны, то и решение по балансировке будет неверным.
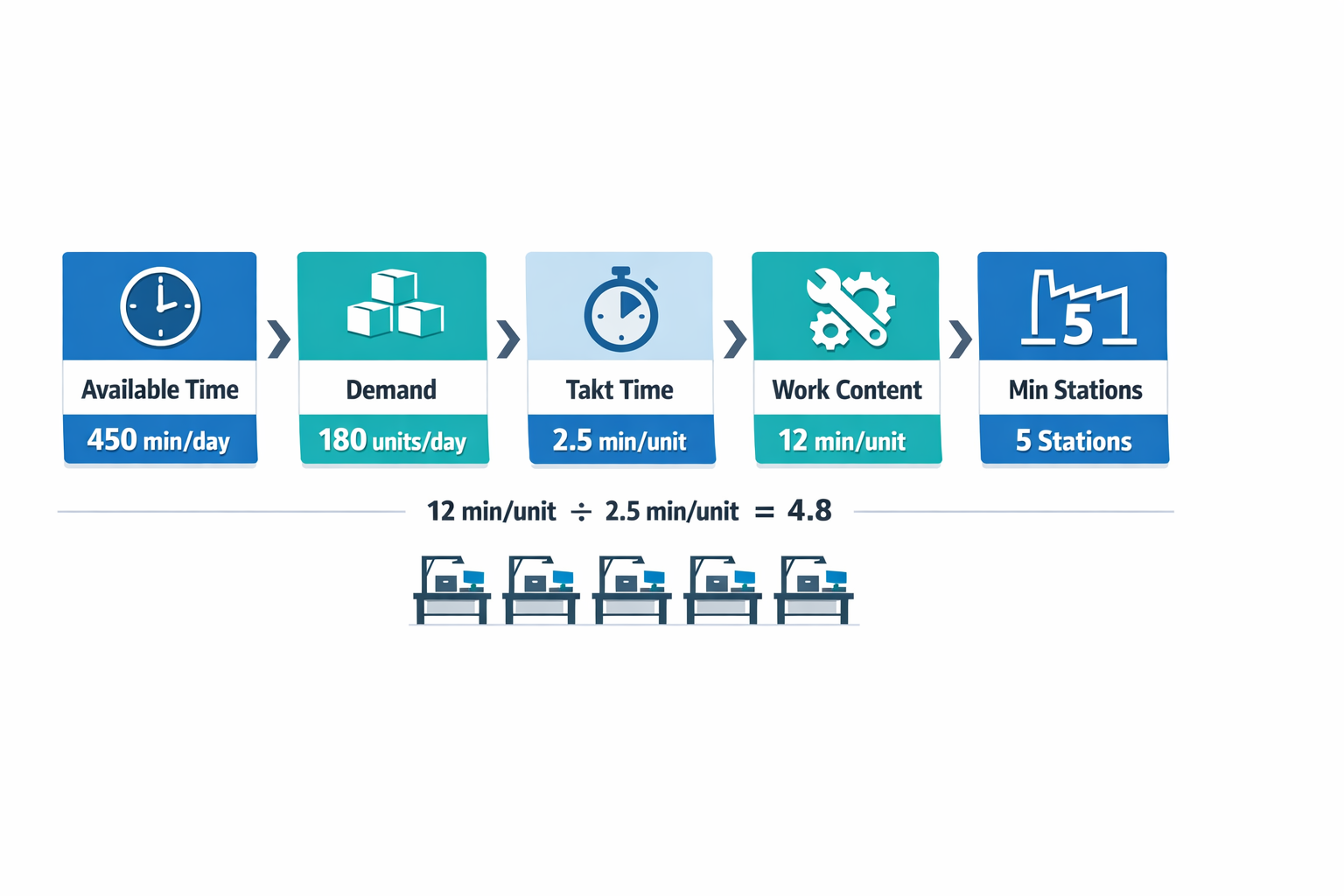
Для наглядности формул в этом разделе приведем один простой пример сборочной линии. Предположим, что на заводе работает линия по сборке мелкой бытовой техники в одну смену, с 450 минутами чистого доступного производственного времени в день после перерывов и совещаний, а спрос со стороны клиентов составляет 180 единиц в день. Общее время ручной работы по всем сборочным операциям составляет 12 минут на единицу продукции.
Доступное время производства, спрос со стороны клиентов и такт-время.
Первым входным параметром в любой формуле балансировки линии является доступное время производства, Не указывайте продолжительность смены на бумаге. Исключите запланированные перерывы, уборку, совещания по запуску производства и любое другое время, которое недоступно для производства продукции. Если смена длится 8 часов, но для производства доступно только 450 минут, то именно это число и следует использовать.
Темп работы производственной линии должен определяться спросом клиентов. Время такта рассчитывается следующим образом:
Тактовое время = Доступное время производства ÷ Спрос клиента
В этом примере производственная линия должна выпускать 180 единиц продукции в день, поэтому:
Тактовое время = 450 минут ÷ 180 единиц = 2,5 минуты на единицу
Это означает, что для соблюдения графика линия должна выпускать одну готовую единицу продукции каждые 2,5 минуты. При балансировке сборочной линии тактовое время является отправной точкой для определения объема работы, который может обработать каждая станция, чтобы линия могла удовлетворить спрос.
Время цикла, общий объем работы и минимальное количество рабочих мест.
Далее, разделите такт времени от время цикла и общее содержание работы. Тактовое время определяется спросом, тогда как время цикла — это то, что станция или оператор фактически затрачивает на выполнение назначенной работы. Общее количество выполненной работы — это сумма всех времен выполнения задач, необходимых для сборки одного агрегата, независимо от того, как эти задачи распределены между станциями.
В примере с производственной линией бытовой техники общее время работы на единицу продукции составляет 12 минут. Если спрос требует тактового времени в 2,5 минуты, то теоретически минимальное количество рабочих мест составляет:
Минимальное количество станций = Общий объем работы ÷ Время такта
Так:
12 ÷ 2,5 = 4,8, что округляется до 5 станций
Это базовый, но необходимый элемент. балансировка линии расчет. Это говорит о том, что в идеальных условиях для удовлетворения спроса необходимо как минимум 5 станций, поскольку 4 станции обеспечат всего 10 минут рабочего времени за тактный цикл, тогда как требуемое рабочее время составляет 12 минут.
Взаимосвязь между параметрами имеет значение: тактовое время задает целевой темп, общий объем работы определяет потребность в рабочей силе, а время цикла станции показывает, может ли фактическое выполнение работы соответствовать этому темпу. Линия может иметь правильное количество станций на бумаге, но при этом оставаться несбалансированной, если одна станция превышает тактовое время, а другая имеет значительное время простоя. Именно поэтому балансировка производственной линии всегда требует как проверки мощности, так и проверки загрузки каждой станции.
Простой пример загрузки станции
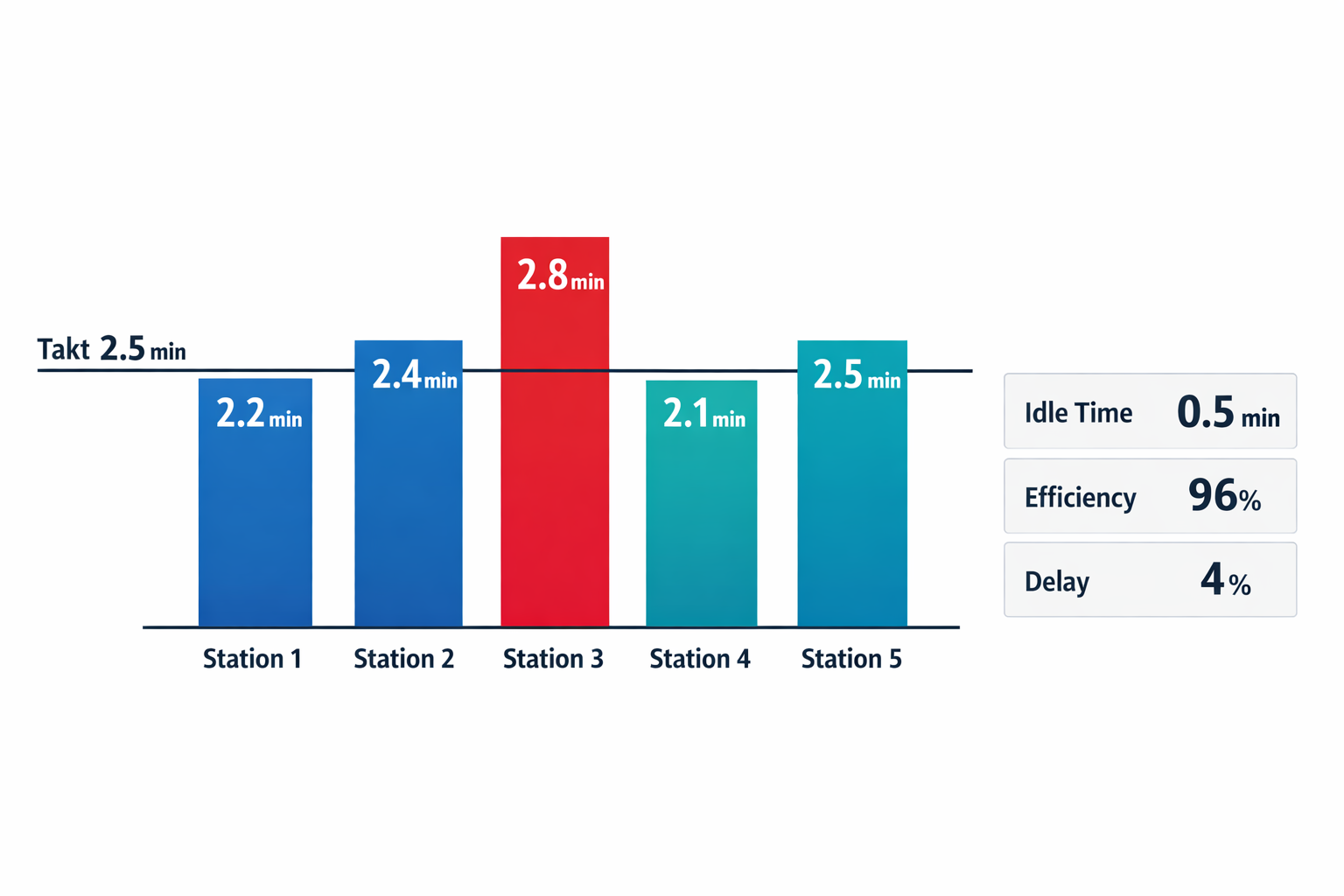
Предположим, что 12 минут работы распределены между 5 рабочими местами следующим образом:
| Станция | Объем назначенной работы (мин/единица) |
|---|---|
| 1 | 2.2 |
| 2 | 2.4 |
| 3 | 2.8 |
| 4 | 2.1 |
| 5 | 2.5 |
Эта таблица уже сообщает вам кое-что важное. Время цикла на станции 3 составляет: 2,8 минуты, что превышает тактовое время 2,5 минуты, Таким образом, линия не может стабильно обеспечивать требуемый объем выработки, даже несмотря на наличие теоретически минимального количества станций.
Время простоя, эффективность линии и задержка балансировки
После того, как отобразится загрузка станций, можно рассчитать, какая часть доступного времени линии используется продуктивно. Общее доступное время за цикл для всех станций составляет:
Общее доступное время работы станции = Количество станций × Тактовое время
В качестве примера:
5 × 2,5 = 12,5 минут
Поскольку общее время выполнения работы составляет 12 минут, общее время простоя за цикл составляет:
Время простоя = Общее доступное время на станции – Общий объем работы
Так:
12,5 – 12 = 0,5 минуты
Теперь рассчитайте эффективность линии:
Эффективность линии = Общий объем выполненной работы ÷ (Количество станций × Тактовое время)
Так:
12 ÷ 12,5 = 96%
Задержка баланса — это обратное отражение этой потери:
Задержка балансировки = 1 – Эффективность линии
Так:
1 – 0,96 = 0,04 = 4%
Простой способ прочитать таблицу: в строке используется 96% эффективно использовать имеющееся на станции время, при этом 4% Потеряно из-за дисбаланса. На первый взгляд это выглядит убедительно, но анализ на уровне отдельных станций показывает скрытую проблему: на одних станциях есть резерв, а на одной – перегрузка. Именно поэтому балансировку производственной линии в производстве никогда не следует оценивать только по одному показателю.
Что эти цифры говорят вам перед ребалансировкой
На данном этапе у вас есть минимальный набор данных, необходимый для оценки любого метода балансировки производственной линии, которая будет рассмотрена далее в статье. Вы знаете требуемый темп (2,5 минуты), общее трудозатратное содержание (12 минут), минимальное количество станций (5), фактическую загрузку станции и потери эффективности из-за неравномерного распределения. Это является основой для обоих аспектов производства. балансировка линии а позже — анализ узких мест в производстве.
Не менее важно и то, что эти расчеты показывают, что они делают. нет Они не объясняют, почему станция 3 перегружена, можно ли перераспределить задачи или повлияют ли ограничения по последовательности на перераспределение ресурсов. Эти решения относятся к выбору метода и практическому анализу узких мест, но приведенные выше цифры являются отправной точкой для всех этих вопросов.
Методы балансировки производственных и сборочных линий
Зная тактовое время, объем работы и ограничения по количеству рабочих мест, следующий практический вопрос: Как следует распределять задачи между станциями? Различные методы балансировки производственной линии подходят для разных условий эксплуатации. Правильный выбор зависит не столько от классической чистоты продукции, сколько от ассортимента, ограничений по последовательности операций, гибкости рабочей силы и частоты смены производственной линии.
Начинайте с эвристической перебалансировки, когда линия часто меняется.
В условиях высокой вариативности или высокой трудоемкости работы руководители часто начинают с простого эвристического перераспределения задач, а не с формального метода оптимизации. Это означает перенос небольших задач с перегруженных участков на недогруженные, объединение коротких задач или перераспределение работы по проверке и обработке с соблюдением последовательности задач. Это быстро, легко объяснить на рабочем месте и часто достаточно эффективно, когда спрос или численность персонала меняются ежедневно.
Хороший пример — линия ручной упаковки. Если один оператор запечатывает коробки за 52 секунды на единицу продукции, а следующий оператор наносит этикетки и укладывает их за 31 секунду, команда может перенести печать этикеток на более ранний этап или поручить укладку другому работнику в часы пик. Это не идеально с математической точки зрения, но для операций по упаковке переменного объема быстрая корректировка часто важнее теоретического баланса.
Используйте правило наибольшего числа кандидатов для простых и стабильных списков задач.
Он Правило наибольшего числа кандидатов Это один из наиболее практичных структурированных методов балансировки сборочной линии, когда время выполнения задач известно, а правила последовательности выполнения управляемы. Вы составляете список задач от самой длинной до самой короткой, а затем распределяете их по станциям в этом порядке, не превышая целевое время цикла и не нарушая требуемую последовательность задач. Он прост, что делает его полезным для инженеров, которым необходима быстрая предварительная компоновка.
Например, в сборочном цехе электроники такие задачи, как монтаж печатных плат, завинчивание, сканирование штрих-кодов, визуальная проверка и упаковка, могут иметь четко определенные временные рамки и ограниченное разнообразие маршрутов. Если завинчивание занимает больше всего времени, оно назначается в первую очередь, затем добавляются более короткие задачи, пока станция не приблизится к тактовому времени. Этот метод хорошо работает, когда элементы задач дискретны и повторяемы, но он может создавать неравномерную нагрузку на последующих этапах, если взаимосвязи между задачами сложнее, чем кажется на первый взгляд.
Используйте метод ранжированного позиционного веса, когда приоритет имеет большее значение.
Рейтинговый позиционный вес Этот метод обычно является лучшим выбором, когда логика последовательности строгая и важна зависимость от последующих задач. Вместо ранжирования задач только по их собственному времени, этот метод ранжирует каждую задачу по ее собственному времени плюс время всех задач, которые должны следовать за ней. Это делает его более полезным при балансировке производственной линии, где задача, выполняемая на раннем этапе, контролирует большую часть оставшегося рабочего процесса.
Рассмотрим линию по сборке автомобильных узлов, выпускающую дверные модули. Установка жгута проводов может быть не самой длительной отдельной задачей, но от нее зависит выполнение многих последующих задач, включая установку разъемов, монтаж зажимов, тестирование и окончательное крепление. Ранжированное распределение задач по позициям помогает более тщательно и целенаправленно распределять эти задачи, снижая риск того, что одна плохо назначенная вышестоящая станция создаст скрытые задержки на остальной части линии.
Используйте Kilbridge и Wester для более упорядоченной группировки.
Он Метод Килбриджа-Вестера Это полезно, когда требуется более наглядный способ управления ограничениями по порядку выполнения. Он группирует задачи в столбцы на основе последовательностей, а затем назначает задачи станция за станцией, оставаясь в пределах времени цикла. На практике это обеспечивает инженерам более упорядоченную структуру, чем простое ранжирование по длине задачи, особенно в сборочных средах с разветвленными путями выполнения задач.
Этот метод часто оказывается полезным при сборке средней сложности. балансировка линии где существует несколько параллельных ветвей задач, но не так много переменных, чтобы требовалась оптимизация программного обеспечения. Например, в линейке бытовой техники подготовка корпуса, установка компонентов, проводка, тестирование и окончательная отделка могут включать параллельные и сходящиеся этапы. Килбридж и Вестер помогают командам сохранять логику последовательности, не теряясь в сложной диаграмме предшествования.
Как выбрать правильный метод
Не существует единого оптимального метода балансировки производственной линии для каждого завода. Быстро развивающаяся упаковочная линия с перекрестно обученным персоналом может получить наибольшую выгоду от простой эвристической балансировки, в то время как стабильная линия по производству электроники может хорошо отреагировать на правило наибольшего кандидата. В условиях высокой плотности приоритетов и зависимости задач от производительности, ранжированный позиционный вес или метод Килбриджа и Вестера обычно дают лучшую отправную точку.
Практическое правило выбора метода заключается в том, чтобы соотнести его со сложностью и скоростью изменений производственной линии. Если линия стабильна, повторяема и детально спроектирована, используйте более структурированный метод. Если линия часто меняется из-за кадровых перестановок, вариантов продукции или колебаний заказов, сначала используйте более простой метод, а затем подтвердите результат фактическими данными о времени цикла и базовым анализом узких мест в производстве.
Все эти методы помогают создать осуществимый план загрузки производственных станций, но ни один из них не гарантирует устойчивого баланса в цехе. Это инструменты планирования, а не замена наблюдению за фактической производительностью операторов, микроостановками, переделками или задержками поставок материалов. В этом смысле результат применения формулы балансировки линии является лишь отправной точкой для ее реализации.
Именно поэтому опытные производственные команды обычно сочетают формальную логику балансировки с проверкой на производстве. Они распределяют работу на основе одного из этих методов, запускают линию, проверяют, где возникают задержки или накопления, а затем уточняют распределение задач. В следующем разделе будет рассмотрен полный пример балансировки линии, чтобы показать, как именно возникает узкое место и как решение о перебалансировке изменяет пропускную способность.
Практический пример балансировки производственной линии: выявление узких мест и перераспределение работы.
Сценарий сборки в средних объемах
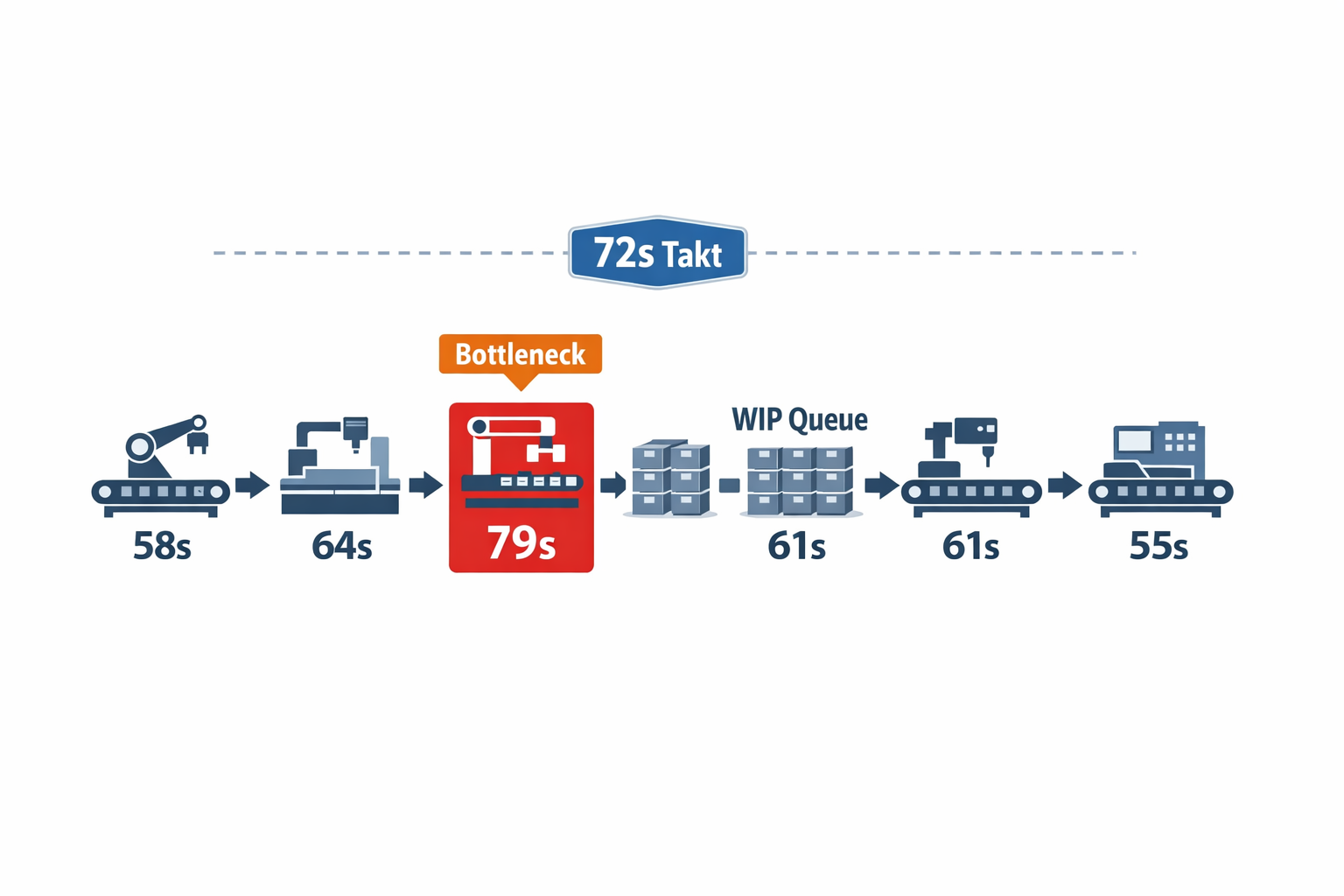
Рассмотрим сборочную линию по производству панелей управления бытовой техникой среднего объема, работающую с производительностью 480 минут в смену и требуемым объемом выпуска 400 единиц за смену. Это дает тактовое время 72 секунды на единицу продукции, поэтому каждая станция должна поддерживать этот темп или ниже, чтобы линия соответствовала графику. Изделие проходит фиксированную последовательность: подготовка корпуса, монтаж печатной платы, прокладка проводов, крепление, функциональное тестирование и окончательная упаковка.
Супервайзер составляет карту наблюдаемой работы по станциям и обнаруживает следующие средние значения времени ручного цикла: Станция 1: 58 секунд, Станция 2: 64 секунды, Станция 3: 79 секунд, Станция 4: 61 секунда и Станция 5: 55 секунд. На этом этапе проблема очевидна: Станция 3 работает с превышением такта, поэтому вся линия фактически подчиняется темпу этой станции, а не спросу клиентов. Именно здесь возникает проблема. балансировка линии Этот пример становится полезным, поскольку дисбаланс виден в фактической нагрузке на станцию, а не только в теоретических средних значениях.
Выявление реального узкого места
При анализе узких мест в производстве ограничением является не просто станция с наибольшей трудозатратностью на бумаге. Это станция, которая наиболее стабильно ограничивает объем производства, создает очереди и вынуждает к ожиданию на последующих этапах. В данном случае станция 3 занимается прокладкой проводов и креплением разъемов, и операторы на ней регулярно накапливают небольшие буферы незавершенного производства от 8 до 12 единиц за смену, в то время как операторы станции 4 периодически простаивают.
Если на станции 3 среднее время обработки составляет 79 секунд, то ее практическая производительность до учета потерь составляет около 364 единиц в смену. Даже если каждая вторая станция может обрабатывать 400 единиц, линия не сможет устойчиво превышать скорость узкого места. Этот разрыв примерно в 36 единиц в смену объясняет, почему ежедневный объем производства не соответствует плану, даже при стабильной посещаемости и наличии материалов.
Тестирование опции ребалансировки
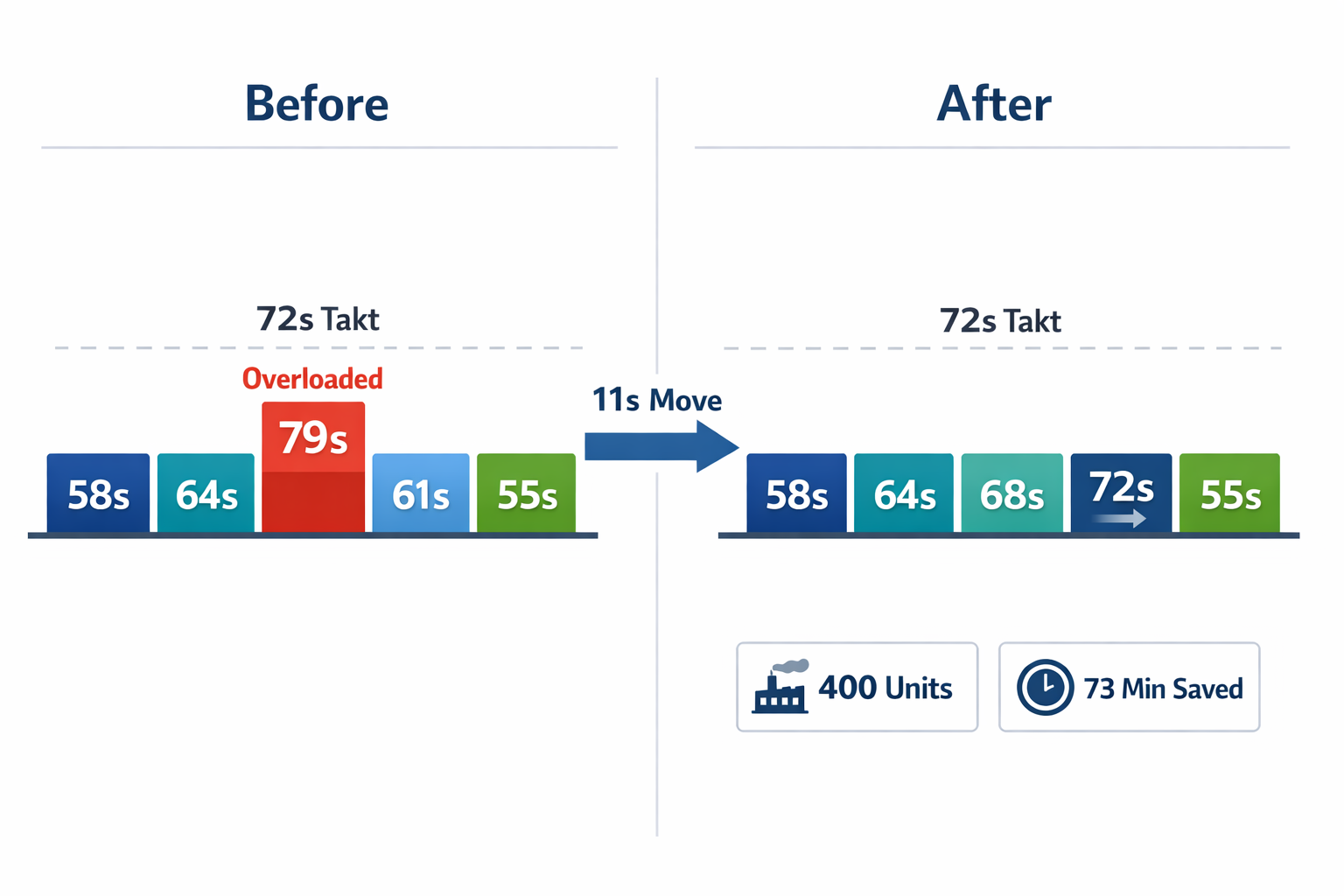
Руководитель проверяет элементы задачи на станции 3 и видит, что один этап крепления, занимающий 11 секунд, можно перенести на станцию 4 без нарушения правил последовательности или создания эргономических рисков. После перераспределения время выполнения на станции 3 сокращается с 79 до 68 секунд, а на станции 4 увеличивается с 61 до 72 секунд. Это простой, но реалистичный пример применения методов балансировки линии: не перепроектирование всей линии, а перераспределение работы там, где это позволяет последовательность.
В результате достигается лучшее соответствие тактовому времени на всей линии: 58, 64, 68, 72 и 55 секунд. Производительность больше не ограничивается перегруженной третьей станцией, и узкое место смещается с хронической перегрузки на контролируемую станцию, соответствующую тактовому времени. На практике балансировки сборочной линии этого часто достаточно для стабилизации потока без увеличения трудозатрат или оборудования.
Влияние изменений до и после на производительность и загрузку рабочей силы.
До изменений максимальная производительность линии устанавливалась на станции №3 на уровне около 364 единиц за смену, а общее время простоя на станциях, не являющихся узкими местами, скрывалось за ожиданием и неравномерным распределением нагрузки. После перебалансировки самое медленное время простоя на станции теперь составляет 72 секунды, что соответствует тактовому показателю, поэтому теоретически линия может обеспечить запланированные 400 единиц за смену. Рабочая нагрузка также стала более равномерной: вместо того, чтобы один оператор постоянно выполнял работу с перегрузкой, а другой тратил время на ожидание, объем работы распределяется более равномерно.
В этом и заключается практическая ценность балансировки производственной линии: вы повышаете производительность, перераспределяя работу внутри существующей команды, вместо того чтобы по умолчанию прибегать к сверхурочной работе или увеличению штата.
Что должны проверить руководители после переназначения
Перебалансировку не следует считать завершенной, как только таблица выглядит более аккуратной. Руководителям необходимо подтвердить на производстве три вещи: во-первых, что станция 4 может стабильно выполнять дополнительную задачу в стандартном темпе работы; во-вторых, что очередь на станции 3 действительно сокращается во время обычного производства; и в-третьих, что выход годной продукции с первого раза не снижается из-за слишком быстрого перемещения работы. Хорошая формула балансировки линии может указать на правильный ответ, но на производстве необходимо подтвердить, подтверждается ли этот ответ в реальных условиях эксплуатации.
Если новый баланс останется стабильным в течение нескольких смен, пересмотренное распределение задач можно формализовать, включив в него стандартные рабочие процедуры и обучение операторов. В противном случае команде может потребоваться вторая корректировка, например, поддержка приспособлений, улучшение микроперемещений или другое распределение рабочих мест. Вот почему балансировка линии Это не просто расчет; это многократное наблюдение, тестирование и контроль.
От статического анализа к цифровому исполнению: использование данных в реальном времени для поддержания балансировки производственных линий.
Почему статическая балансировка производственной линии выходит из строя в цеху
Расчетный баланс действителен только при стабильных производственных условиях. На практике отсутствие сотрудников на рабочем месте, остановки подачи сырья, микропростои, потери выхода годной продукции с первого раза и изменения в ассортименте продукции могут смещать эффективное время цикла станции в течение одной смены. Именно поэтому производство балансировка линии Зачастую терпит неудачу при реализации, даже если первоначальная формула балансировки производственной линии и конструкция рабочих мест были правильными.
Периодические хронометражные исследования и обновление электронных таблиц полезны для инженерных проверок, но они слишком медленны для ежедневного контроля. К тому времени, как руководитель замечает, что на одной станции производительность на 181 такт выше тактовой из-за переделок или нехватки материалов, незавершенное производство уже накопилось, и рабочие на последующих этапах ждут своей очереди. В балансировке сборочной линии реальная проблема заключается не только в распределении задач на бумаге, но и в том, насколько быстро линия может обнаруживать и реагировать на изменяющиеся условия.
Как выглядит управление в реальном времени
Для поддержания сбалансированной производственной линии необходима оперативная информация на уровне отдельных станций. Операторам необходимы цифровые рабочие инструкции, отражающие текущий метод, версию и вариант модели, а руководителям бригад — данные о фактическом времени цикла, коды простоев и количество произведенной продукции по станциям. Без этих оперативных данных анализ узких мест в производстве становится ретроспективным, а не корректирующим.
Практическая цифровая система управления рабочим процессом начинается со сбора данных на уровне станций, обычно с помощью планшетов, мобильных устройств, сканирования штрих-кодов или простых форм для операторов. Эти данные поступают на интерактивную панель мониторинга, отображающую фактическое время работы по станциям в сравнении с тактом, заполнение очередей, причины простоев и потери баланса, а оповещения уведомляют руководителей о превышении порогового значения и запускают проверку или временное перераспределение ресурсов. При правильной интеграции тот же рабочий процесс может направлять запросы на утверждение руководителями для перераспределения рабочей силы и передавать обновленные стандартные рабочие процедуры на соответствующие станции.

Это важно, потому что большинство методов балансировки производственной линии предполагают фиксированное время выполнения задач, тогда как в реальных условиях часто наблюдаются кратковременные колебания. Цифровой слой не заменяет промышленную инженерию; он делает инженерные предположения видимыми в сравнении с фактической производительностью. Для руководителей предприятий это означает более быструю реакцию, меньшее количество скрытых простоев и более эффективное восстановление графика без ожидания следующего формального исследования.
Как Jodoo поддерживает непрерывную балансировку производственных линий
Jodoo Платформа удовлетворяет эту потребность, позволяя оперативным группам создавать взаимосвязанные приложения для отчетности по станциям, стандартного управления работой, рабочих процессов утверждения и панелей мониторинга производительности линии без необходимости сложной индивидуальной разработки. Производитель может создавать мобильные формы для учета фактического времени цикла, причин остановок, потерь качества и изменений численности персонала, а затем передавать эти данные на панели мониторинга, которые в режиме реального времени выделяют перегруженные станции. Поскольку платформа включает автоматизацию рабочих процессов, исключения, такие как повторяющиеся пропущенные такты или ненормальное время простоя, могут автоматически уведомлять руководителей и запускать процесс реагирования.
Платформа также полезна в тех случаях, когда изменения баланса производственной линии требуют контроля процесса, а не просто прозрачности. Команды могут вести учет версий цифровых рабочих инструкций, назначать доступ по линиям или ролям и требовать подтверждения от руководителя перед передачей изменений операторам. Это уменьшает распространенный разрыв между решением о балансе и тем, что люди фактически выполняют на производстве.
Краткий пример: сборка электроники с ускоренной перебалансировкой.
В одном из сценариев сборки электроники завод балансировал ручную линию для производства продукции среднего объема, но для оценки производительности станций полагался на бумажные листы и сводки в конце смены. Фактическое время цикла на двух станциях тестирования и упаковки отклонялось в часы пик, поскольку незначительные проблемы с качеством приводили к необходимости доработки, но проблема становилась очевидной только после того, как объем производства уже отставал от плана. У инженерной группы был корректный пример балансировки линии на бумаге, но не было действующей системы управления.
С использованием Jodoo, На заводе была внедрена цифровая система учета данных по станциям, позволяющая операторам регистрировать объемы производства, кратковременные простои и причины доработки с помощью мобильных устройств, находящихся на линии. Затем руководители просматривали информационную панель с фактическим временем цикла по станциям, достижением такта и повторяющимися кодами задержек, а автоматические оповещения указывали на устойчивые условия перегрузки для немедленного анализа. Вместо того чтобы ждать следующего дня для корректировки штатного расписания, команда могла перераспределить вспомогательный персонал, утвердить временное разделение работы и выдать обновленные инструкции в течение той же смены.
Для производителей, стремящихся поддерживать балансировку производственной линии, это настоящий шаг вперед: переход от периодического анализа к системе управления с замкнутым циклом. Оптимальный баланс — это не тот, который рассчитывается один раз, а тот, который можно отслеживать, контролировать и адаптировать ежедневно.
Заключение: Создание воспроизводимой системы балансировки производственной линии.
Балансировка линии Это не разовое инженерное мероприятие. Это операционная дисциплина, которая сочетает в себе правильное проектирование рабочей нагрузки, четкие показатели на уровне станций, практические методы перебалансировки и быструю реакцию на изменение узких мест в процессе фактического производства. Если вы рассчитаете тактовое время только один раз и оставите линию без изменений в течение нескольких месяцев, дисбаланс вернется из-за изменений спроса, отсутствия персонала, простоев оборудования, потерь качества и колебаний ассортимента продукции.
В этой статье мы перешли от основ балансировки производственной линии к формулам, лежащим в основе тактового времени, времени цикла, времени простоя и эффективности. Затем мы рассмотрели практические методы балансировки, после чего привели реальный пример из цеха, демонстрирующий, как выявить перегруженную станцию, перераспределить работу и повысить производительность без добавления лишней рабочей силы. Последний шаг – это то, что обеспечивает закрепление достигнутых результатов: выполнение в режиме реального времени, а не просто периодический анализ.
Будучи платформой для бережливого производства без использования кода, Jodoo позволяет строить балансировка линии Панели мониторинга, цифровые рабочие инструкции, рабочие процессы отслеживания узких мест и приложения для непрерывного совершенствования, отражающие реальную работу вашего завода. Если вы хотите быстрее превратить балансировку производственной линии в повторяемую систему управления, вы можете начать бесплатную пробную версию или заказать демонстрацию чтобы узнать, как Jodoo подходит для вашей деятельности.


