
Просмотр по категориям
Введение: Что означает метод Пока-Йоке на производственном участке
Одна-единственная ошибка при сборке может привести к браку, доработкам, задержкам отгрузки и жалобам клиентов задолго до того, как будет найдена первопричина. На многих заводах человеческий фактор вносит значительный вклад в потери качества, и исследования в различных производственных секторах регулярно показывают, что низкое качество может привести к значительным потерям. 10% до 20% выручка от продаж с учетом затрат на брак, переделку, гарантийное обслуживание и проверку. Поэтому многие менеджеры, ищущие смысл этого явления, пока-йоке Их действительно волнует практический вопрос: как предотвратить превращение мелких ошибок оператора в дефекты готовой продукции?
Проще говоря, пока-йоке означает защита от ошибок. Это бережливое производство Подход, который проектирует процесс таким образом, чтобы предотвратить, немедленно обнаружить или сделать невозможным игнорирование неправильных действий. Вместо того чтобы полагаться только на контроль в конце производственной линии, poka-yoke обеспечивает встроенный контроль качества в точке, где может произойти ошибка.

Эта статья выходит за рамки определения пока-йоке в бережливом производстве. Мы подробнее объясним основные принципы. типы пока-йоке и практичный примеры в сборке, контроле качества и обработке материалов. Мы также рассмотрим, как разрабатывать эффективные системы контроля и как цифровые рабочие процессы могут усилить физическую защиту от ошибок в цеху.
Значение концепции «Пока-Йоке» в бережливом производстве: определение, происхождение и основные типы.
Что означает метод Пока-Йоке в бережливом производстве?
В бережливом производстве, пока-йоке Это означает разработку процесса таким образом, чтобы ошибка либо не могла произойти, либо была обнаружена немедленно, до того, как она превратится в дефект. Этот термин обычно переводится как защита от ошибок, И это наиболее практичный способ понять это на практике. Вместо того чтобы полагаться на окончательный контроль для отделения качественных деталей от некачественных, метод пока-йоке в бережливом производстве направлен на внедрение качества в сам процесс.
Данная концепция тесно связана с Производственная система Тойота, где качество рассматривается как вопрос проектирования процесса, а не только как вопрос контроля. Сигео Синго популяризировал метод пока-йоке как способ уменьшения человеческих ошибок в повторяющихся, быстро меняющихся операциях. Это важно, потому что даже опытные операторы иногда допускают ошибки, особенно в условиях производства с широким ассортиментом продукции, ручной сборки и частых переналадок.
Истоки: От “избегания обвинений” к построению более эффективных процессов.
Первоначальная идея этого термина заключалась не в том, чтобы обвинять операторов в дефектах, а в том, чтобы перепроектировать работу таким образом, чтобы обычные человеческие колебания не приводили к браку или переделкам. Именно поэтому эта концепция важна в бережливом производстве: она смещает акцент с вопроса “кто допустил ошибку?” на вопрос “почему процесс позволил ошибке пройти?”. На практике такой подход способствует непрерывному совершенствованию, более быстрому выявлению первопричин и более стабильному качеству.
Этот подход также соответствует тому, что многие растения сейчас называют защита от ошибок в производстве. Если разъем подходит только одним способом, перед использованием необходимо отсканировать этикетку, иначе машина не будет работать до тех пор, пока не будет закрыт защитный кожух, и процесс частично контролируется автоматически. Это встроенный контроль качества, и он более надежен, чем полагаться только на память, обучение или проверку в конце линии.
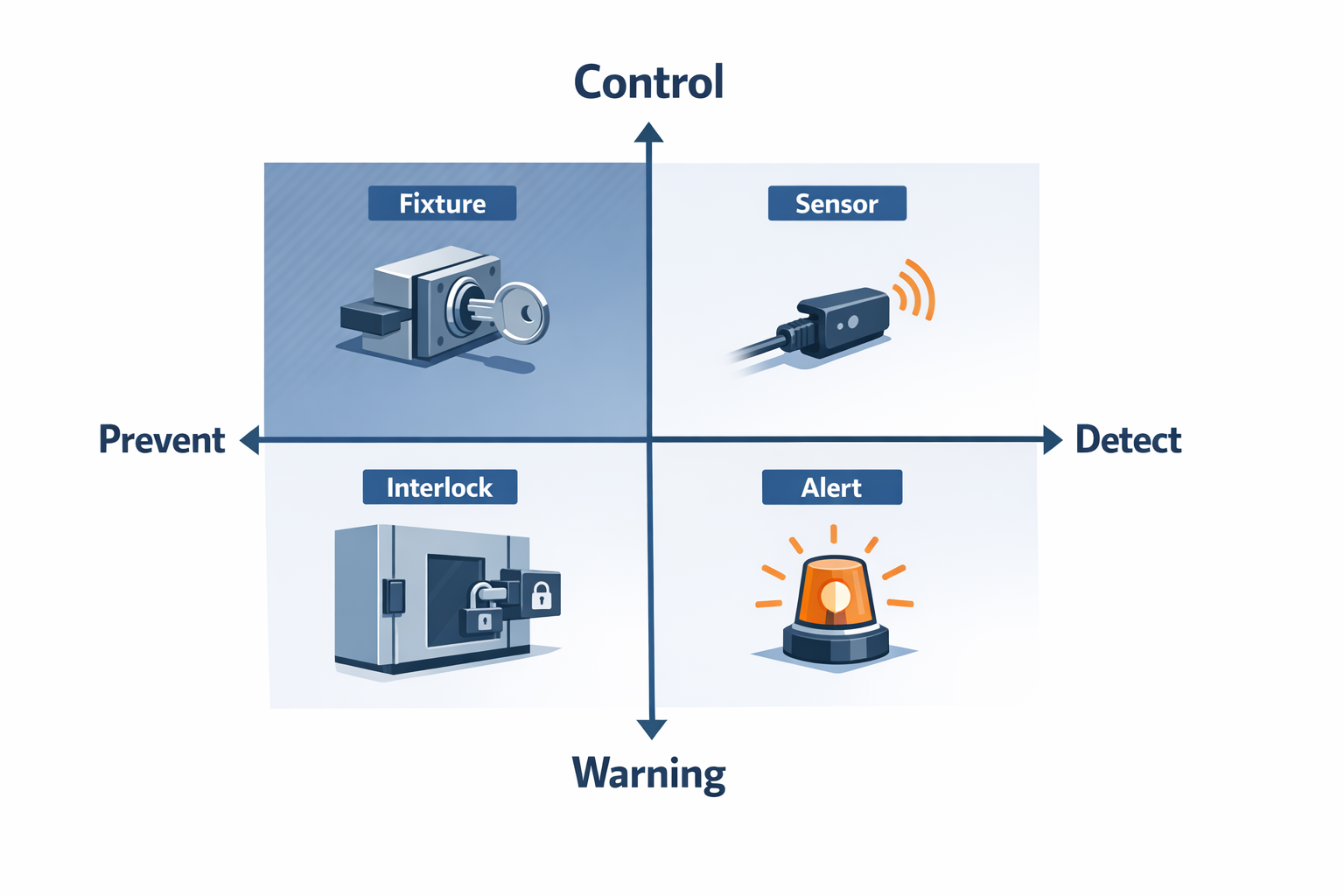
Профилактика против выявления
Один из распространенных способов классификации средств защиты от ошибок в производстве — это... профилактика против обнаружение. А профилактика Устройство предотвращает возникновение ошибки с самого начала. Приспособление, которое принимает деталь только в правильном положении, является средством предотвращения ошибок, поскольку оператор физически не может загрузить ее неправильным образом.
A обнаружение Устройство выявляет ошибку сразу после её возникновения, но до того, как продукт переместится дальше по технологической цепочке. Например, датчик, проверяющий, установлены ли две защёлки, прежде чем станция сможет отпустить устройство, является методом обнаружения. Он не предотвращает забывание оператором защёлки, но предотвращает утечку дефекта за пределы технологического процесса.
Контроль против предупреждения
Ещё одна полезная классификация — это контроль метод против thпредупреждение метод. А контроль Метод прерывает процесс при возникновении несоответствия условиям, например, останавливает пресс, если отсутствует деталь, или блокирует завершение работы до выполнения всех необходимых этапов. Методы контроля обычно более эффективны, поскольку не зависят от того, заметит ли кто-то проблему и правильно ли отреагирует в условиях ограниченного времени.
A предупреждение Метод оповещения позволяет оператору или руководителю узнать о нештатной ситуации с помощью звукового сигнала, световой индикации, сообщения на экране или другого сигнала. Например, на станции комплектации может появиться предупреждение, если количество собранной продукции не соответствует заказу. Методы предупреждения могут быть эффективными, но, как правило, менее надежными, чем методы контроля, поскольку люди могут пропустить или отложить реагирование на сигналы тревоги, особенно в загруженных производственных зонах.
Три классических метода Пока-Йоке
В магазинах часто описывают примеры техники «пока-йоке», используя три классических метода: контакт, фиксированное значение, и шаг движения. Эти категории помогают командам выбрать правильный тип контроля в зависимости от характера ошибки. Они просты, но все же полезны для инженеров-технологов и команд, работающих по принципам бережливого производства, при оценке того, где начинается дефект.
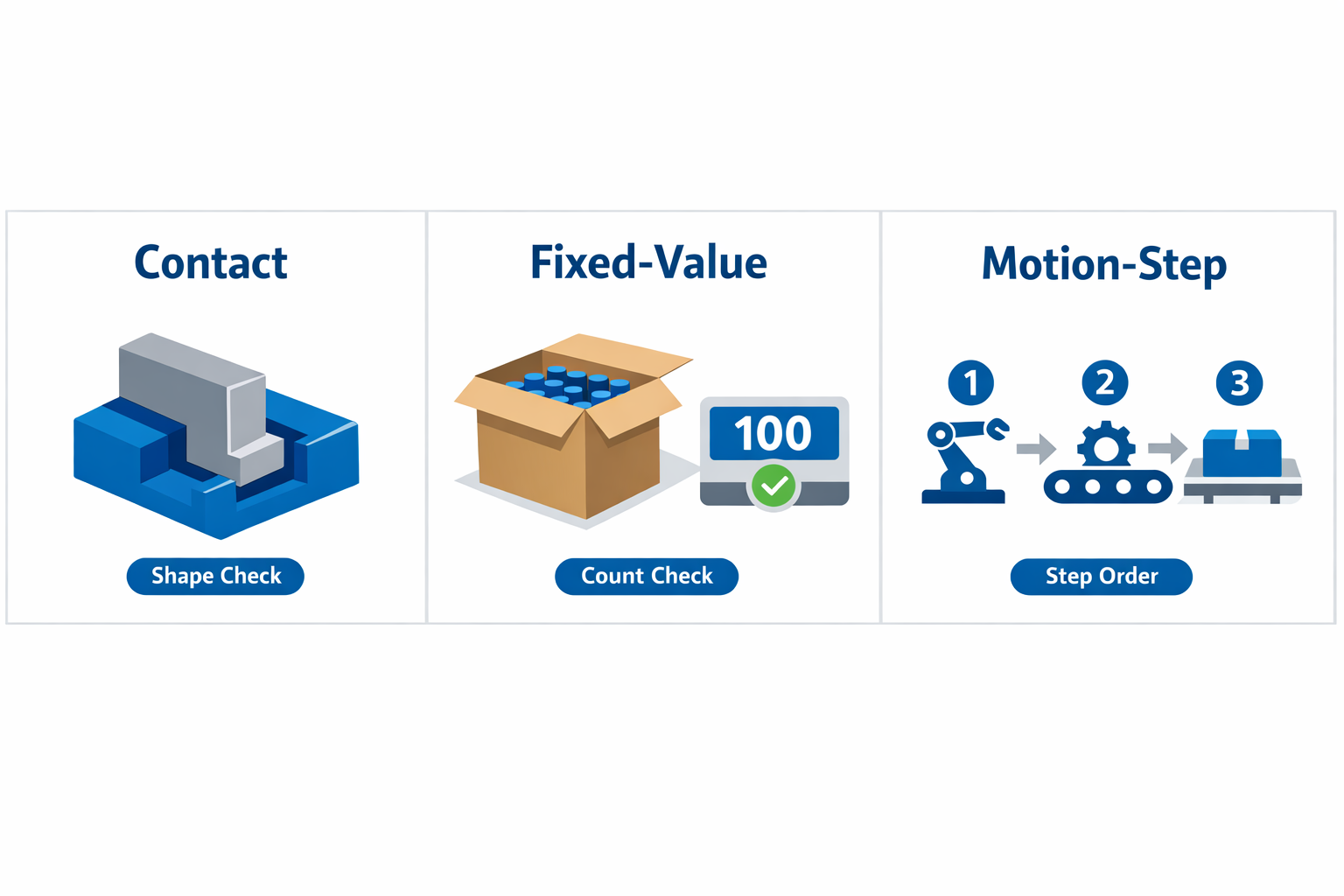
Метод контакта
Он контактный метод Проверяет физические характеристики, такие как форма, размер, габариты, цвет или наличие. Распространенный пример — шаблон, который принимает только правильный профиль детали, или датчик машинного зрения, который подтверждает наличие уплотнительного кольца перед продолжением сборки. Этот метод эффективен, когда дефект возникает из-за неправильного выбора детали, обратной ориентации или отсутствия компонентов.
Метод фиксированной стоимости
Он метод фиксированных значений Подтверждает достижение требуемого количества, числа или значения. Например, на упаковочной станции может использоваться счетчик для проверки того, что в каждую коробку загружено ровно 12 пакетиков. При операциях по затягиванию система может подтвердить, что все шесть винтов затянуты, прежде чем устройство можно будет закрыть.
Метод шагового движения
Он метод шагового движения Проверяет, была ли соблюдена требуемая последовательность процесса. Это полезно, когда дефекты возникают из-за пропущенных шагов или неправильного порядка операций. Простой пример — это процедура тестирования, которая требует от операторов последовательного выполнения шага 1, шага 2 и шага 3, прежде чем продукт может быть передан на следующую станцию.
Почему эти классификации важны
Эти категории — не просто академические определения; они помогают командам решить, какие контрмеры уместны. Если риск связан с неправильной ориентацией, контактный метод может решить проблему лучше, чем дополнительное обучение. Если риск связан с пропуском проверки, поэтапный подход или контрольный список «пока-йоке» могут быть более эффективны, чем добавление еще одного инспектора.
Для менеджеров по качеству и инженеров-технологов ценность этой концепции заключается в том, что она превращает “будьте осторожны” в конкретное проектное решение. Можно задаться вопросом, должен ли процесс предотвращать или обнаруживать ошибки, должна ли реакция контролироваться или предупреждать, и какой способ устранения отказа лучше всего использовать: контактную логику, логику подсчета или логику последовательности. Такая структура делает защиту от ошибок в производстве более систематической и упрощает стандартизацию на разных производственных линиях.
Практические примеры применения метода Пока-Йоке в сборке, контроле качества и погрузочно-разгрузочных работах.
Самый простой способ понять пока-йоке В бережливом производстве важно анализировать, где операторы могут допустить ошибки, и как разработан процесс для их предотвращения. примеры пока-йоке Не стоит полагаться на чрезмерную бдительность. Они либо предотвращают ошибку физически, либо обнаруживают её немедленно, до того, как дефект распространится дальше по цепочке.
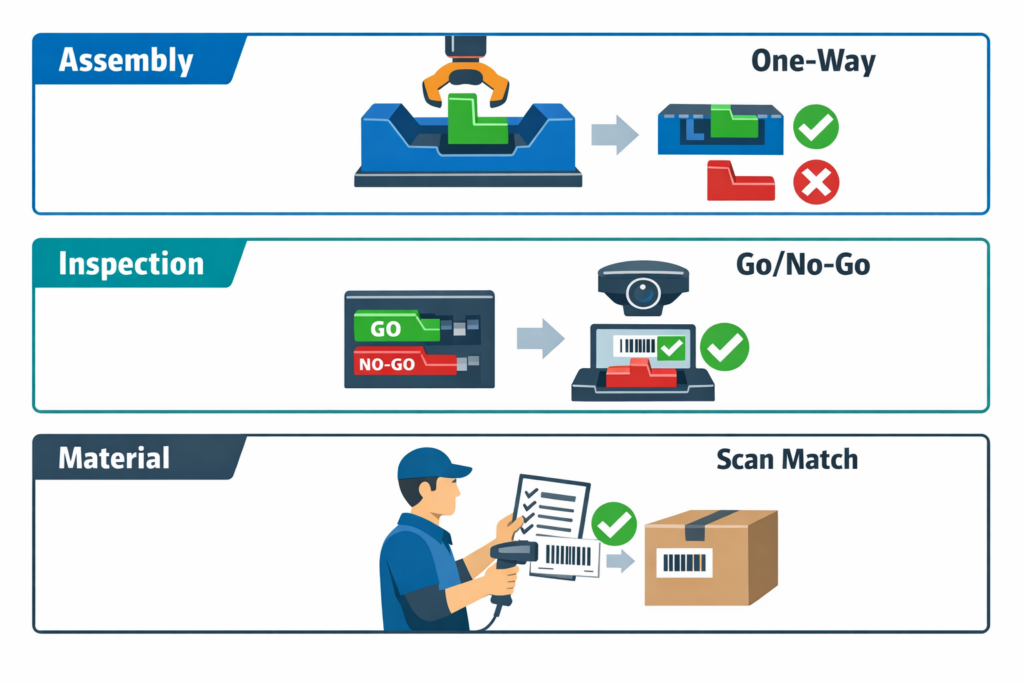
Сборка
В заключительной сборке односторонний светильник Это один из наиболее распространенных способов предотвращения ошибок в производстве. Деталь проектируется таким образом, чтобы она подходила только в правильном положении, поэтому оператор не может установить разъем, уплотнение или кронштейн наоборот. Это предотвращает обратную сборку, которая часто приводит к доработкам в производстве электроники, автомобилей и бытовой техники.
Ещё один практический пример: обнаружение отсутствующих частей на рабочем месте. Небольшой датчик, проверка веса или подтверждение с помощью световой индикации позволяют убедиться, что все необходимые винты, зажимы или шайбы действительно были использованы до того, как устройство покинет станцию. Это предотвращает неполную сборку, особенно на линиях с широким ассортиментом продукции, где операторы переключаются между различными вариантами продукции.
Инструменты с контролем крутящего момента Кроме того, система выполняет функцию защиты от ошибок, если она связана с последовательностью технологических процессов. Если необходимое количество крепежных элементов не будет выполнено, станция не выпустит деталь и не продолжит выполнение задания. В этом случае система контроля предотвращает превращение недостаточно затянутых или пропущенных крепежных элементов в скрытые дефекты.
Проверка
Метод «пока-йоке», основанный на проверке, наиболее эффективен, когда он дает четкий результат «прошел/не прошел», а не оставляет места для субъективной оценки. Простой индикатор "да/нет" Это классический пример: если обработанный штифт, отверстие или паз не соответствуют допуску, измерительный прибор не подойдет. Это предотвращает приемку деталей, не соответствующих спецификации, на основе визуального определения.
датчики зрения Они также широко используются для предотвращения ошибок в производстве, где важны визуальные характеристики. На упаковочной линии камера может подтвердить наличие этикетки, ее положение или цвет крышки до запечатывания коробок. Такой контроль предотвращает отгрузку товаров с неправильной этикеткой, что может привести к жалобам клиентов, проблемам с соблюдением нормативных требований или отзыву продукции.
Для задач ручной проверки используется структурированный подход. контрольный список пока-йоке Это помогает обеспечить последовательную проверку каждого необходимого пункта. Сам по себе контрольный список не является окончательным решением, но он становится эффективным, когда каждый пункт привязан к конкретной проверке, такой как совпадение серийного номера, наличие кода партии или подтверждение размеров. Это предотвращает пропуск этапов проверки, особенно во время смены персонала или при назначении временных операторов.
Обработка материалов
В сфере погрузочно-разгрузочных работ одним из наиболее эффективных примеров применения метода пока-йоке является следующее: комплектация с подтверждением штрих-кода. Перед подачей материала на линию оператор сканирует рабочий заказ, а затем сканирует этикетку детали, и система проверяет, совпадают ли они. Это предотвращает подачу неправильных деталей, что является распространенной причиной дефектов сборки в условиях мелкосерийного производства с широким ассортиментом продукции.
Цветовая кодировка и выделенные места для хранения также могут служить простыми средствами контроля, основанными на принципе «пока-йоке», если они тщательно продуманы. Например, для компонентов левой и правой стороны могут использоваться контейнеры разных цветов и физически разделенные позиции на стеллажах. Это снижает риск путаницы деталей при комплектации, хотя эффект более эффективен в сочетании с проверкой сканирования.
Ещё одним полезным элементом управления является контейнер фиксированного количества В контейнере хранится только точное количество компонентов, необходимых для одной единицы продукции или одной партии. Если после сборки остаются недостающие детали или если контейнер оказывается неполным на раннем этапе, неисправность становится очевидной немедленно. Это позволяет легче выявлять дефицит, избыток запасов и ошибки при комплектации заказов до того, как они превратятся в дефекты или несоответствия в складских запасах.
В совокупности эти примеры показывают, что практическая ценность заключается не в самой терминологии, а в выборе проектных решений, принимаемых на рабочем месте. Независимо от того, используете ли вы приспособления, измерительные приборы, датчики или сканирование, цель одна и та же: упростить выполнение правильного действия и сделать так, чтобы неправильное действие было трудно пропустить.
Как разработать эффективную систему защиты от ошибок
Полезный способ применения пока-йоке На производственной площадке предотвращение ошибок следует рассматривать как процесс проектирования, а не как набор разрозненных элементов. Для менеджеров по качеству и инженеров-технологов цель состоит в том, чтобы предотвратить превращение конкретной человеческой ошибки в дефект, задержку или нарушение требований. На практике это означает четкое определение причины сбоя, выявление мест, где оператор может совершить ошибку, и размещение средств контроля именно там. Для более наглядного и конкретного описания процесса проектирования можно использовать пример из реального производства: ручная сборочная линия электроники, производящая платы управления для промышленного оборудования.
Начните с режима обнаружения дефектов, а не с инструмента.
В этой области на заводе наблюдаются повторяющиеся сбои во время заключительного тестирования, поскольку операторы иногда устанавливают на одной из станций неправильный вариант конденсатора. Первым шагом является не вопрос о необходимости датчика, контрольного списка или приспособления, а точное определение характера неисправности. Проблема заключается в неправильном выборе детали, обратной ориентации, отсутствии подтверждения момента затяжки или использовании устаревшей рабочей инструкции? Такая ясность важна, поскольку для каждого вида неисправности требуется свой подход «пока-йоке».
На этом этапе многие команды ослабляют меры по предотвращению ошибок. В ответ на нарушение качества они дают общие указания, такие как “будьте внимательнее” или “проверяйте перед сборкой”, что не меняет процесс. Надежная система предотвращения ошибок точно указывает на ошибку, точный этап и точные последствия. В терминах бережливого производства, вы закладываете качество в сам процесс, вместо того чтобы полагаться на контроль качества для выявления отклонений на более поздних этапах.
Найдите точку принятия решения оператором.
Как только характер дефекта станет ясен, определите момент, когда ошибка становится возможной. В примере с электроникой дефект возникает не на заключительном этапе тестирования, а в тот момент, когда оператор выбирает конденсатор из контейнера, содержащего визуально похожие детали. Это и есть истинная точка принятия решения: момент выбора детали. Если вы разместите контроль только на заключительном этапе проверки, вы можете обнаружить проблему, но уже потратите трудозатраты и увеличите риск доработки.
Этот принцип является центральным для пока-йоке: Разместите контроль непосредственно в точке выполнения операции. Для процессов сборки это может быть отбор деталей, загрузка приспособлений, ввод параметров или подтверждение рабочего задания. Для процессов отслеживания это может быть печать этикеток или сканирование серийных номеров. Чем ближе контроль к моменту принятия решения, тем ниже стоимость исправления и выше вероятность предотвращения.
Решите, следует ли предотвращать или выявлять.
После определения точки принятия решения выберите, должна ли система управления блокировать ошибку или немедленно отмечать ее после возникновения. В примере с конденсатором предотвращение ошибки важнее обнаружения, поскольку оператор не должен иметь возможности начать сборку с неправильным компонентом. Использование подающего механизма с ключом, специальной конструкции бункера или этапа сканирования для проверки может остановить процесс до того, как будет установлена неправильная деталь. Если полное предотвращение невозможно, то немедленным обнаружением на станции является следующий лучший вариант.
Это ключевой этап, на котором команды должны учитывать время цикла, серьезность дефекта и стабильность процесса. Если ошибка создает угрозу безопасности, приводит к отказу клиента или дорогостоящему демонтажу, обычно оправдана профилактика. Если ошибка имеет низкий риск и легко исправляется за считанные секунды, может быть достаточно контроля на основе предупреждений. Эффективные контрмеры выбираются не по желанию, а исходя из стоимости и последствий неправильного выполнения этапа.
Разместите элементы управления там, где происходит работа.
Эффективная система управления должна соответствовать возможностям оператора. реальная последовательность работы. В приведенном примере, если оператор выбирает деталь, сканирует рабочий заказ, устанавливает компонент, а затем подтверждает завершение, наилучший контроль осуществляется на этапе выбора или установки, а не в отдельном журнале контроля качества, заполняемом позже. Физический направляющий элемент на станции, подающее устройство, принимающее только правильную катушку, или блокировка, привязанная к отсканированной детали, — все это работает, потому что они действуют там, где может произойти ошибка. Чем дальше контроль находится от места действия, тем легче его обойти.
Это одна из причин, почему многие контрольные списки, разработанные с благими намерениями и использующие метод «пока-йоке», терпят неудачу. Если контрольный список заполняется после сборки, он часто превращается в ретроспективную бумажную работу, а не в активный контроль. Контрольный список все еще может быть полезен, но только если он интегрирован в последовательность задач и требует подтверждения перед переходом к следующему шагу. Другими словами, контроль должен формировать поведение в реальном времени, а не просто документировать его впоследствии.
Проверка на риск обхода защиты и способы обхода защиты оператором.
Даже технически исправное устройство защиты от ошибок может выйти из строя, если операторы смогут обойти его в условиях производственного давления. Предположим, на линии по производству электроники инженеры наносят на контейнер предупреждающую этикетку, но операторы все равно берут не тот конденсатор во время переналадки, потому что обе катушки временно находятся на верстаке. Система контроля существует, но она не выдерживает обычных условий цеха. Надежная конструкция ставит практический вопрос: можно ли обойти эту систему контроля при срочных заказах, проблемах с балансировкой линии или нехватке материалов?
Вот где важна предварительная проверка. Наблюдайте за работой нескольких операторов в разные смены, а не только за самым подготовленным в дневную смену. Если неправильное действие всё ещё физически возможно, его можно пропустить с помощью цифровых средств или легко отменить без эскалации, значит, система контроля слабая. Сильная. защита от ошибок Системы исходят из предположения о различиях во внимании, уровне подготовки, усталости и срочности, а затем проектируются с учетом этих факторов.
Распознайте, когда физического применения метода Пока-Йоке недостаточно.
Физические средства контроля эффективны, но они не охватывают все возможные виды отказов. В одном и том же процессе сборки предприятие может столкнуться с пропущенной документацией, неправильными исправлениями чертежей, неполными записями крутящего момента, отсутствием отслеживания серийных номеров или задержкой в реагировании на сбой проверки. Ни одна из этих проблем не решается одним лишь приспособлением. Это проблемы управления процессом, и зачастую они создают такой же риск, как и ошибки сборки.
Например, оператор может установить правильный конденсатор, но при смене модели использовать устаревшую версию рабочей инструкции. Или станция может обнаружить сбой проверки, но проблема останется нерешенной, поскольку руководитель не будет своевременно оповещен. В подобных случаях защита от ошибок касается не только физической неправильной сборки, но и сбоев в процессе, которые позволяют дефектам распространяться дальше.
Внедряйте цифровые средства управления там, где важна дисциплина технологического процесса.
Когда риск связан с документацией, согласованиями, контролем версий или эскалацией, цифровые средства контроля становятся частью современной системы защиты от ошибок в производстве. На линии по производству электроники цифровая рабочая инструкция может гарантировать, что операторы видят только текущую версию для конкретного заказа на работу. Обязательное сканирование может подтвердить соответствие выбранного компонента спецификации материалов до того, как задача будет отмечена как выполненная. Обязательная фотография, ввод значения или подпись руководителя могут устранить пробел, где бумажные формы часто пропускаются или заполняются позже по памяти.
Это не заменяет физическую систему «пока-йоке», а расширяет её возможности. Самые эффективные системы сочетают предотвращение ошибок на уровне станции с проверкой на уровне процесса, так что оператор не может легко использовать неправильную деталь, пропустить критически важное подтверждение или позволить исключению исчезнуть в электронной почте или бумажных файлах. Та же логика может быть встроена в цифровые системы управления, такие как правила проверки, проверка штрих-кодов и рабочие процессы обработки исключений.
Цифровой метод Пока-Йоке: использование контрольных списков, проверки штрих-кодов и обработки исключений
Физические средства контроля позволяют устранить многие ошибки на производственном участке, но они не охватывают все точки отказа в современном производстве. На практике, защита от ошибок теперь также включает цифровые элементы управления которые блокируют неполные записи, проверяют правильность материала на нужном этапе и передают исключения на рассмотрение вышестоящим инстанциям до того, как они превратятся в дефекты при отгрузке.
Цифровая система «пока-йоке» особенно полезна, когда риск связан с данными, последовательностью, отслеживаемостью или утверждением. Примеры включают использование неправильной версии компонента, пропуск подтверждения момента затяжки, закрытие рабочего заказа без подтверждения проверки или неуведомление руководителя после неудачной проверки. Для команд, применяющих «пока-йоке» в бережливом производстве, эти средства контроля помогают внедрить качество не только в физический процесс, но и в сам поток транзакций.
Обязательные поля и условная логика
Цифровой контрольный список может служить не просто хранилищем записей, но и контрольной точкой. Обязательные поля Система предотвращает дальнейшее выполнение операций операторами при отсутствии номеров партий, идентификаторов оборудования, значений проверки или подписи оператора, в то время как условная логика изменяет форму в зависимости от того, что фактически произошло на станции. Если сборщик электроники отмечает проверку крутящего момента как не прошедшую, система может немедленно потребовать код дефекта, загрузку фотографии и комментарий к результату, прежде чем можно будет продолжить работу.
Это важно, потому что многие дефекты вызваны не недостатком знаний, а пропуском подтверждения из-за нехватки времени. Хорошо разработанный контрольный список “пока-йоке” исключает возможность «заполнить позже», что является одним из наиболее распространенных пробелов в ручных записях о качестве. В этом смысле цифровая защита от ошибок в производстве выполняет ту же работу, что и физическая блокировка: она предотвращает следующий шаг до тех пор, пока не будет выполнено критическое условие.
Проверка штрихкода и подтверждение выполнения
Проверка штрихкодов обеспечивает более высокий уровень контроля, когда важна идентификация материала. В примере со сборкой электроники оператор сканирует штрихкод катушки с компонентами перед загрузкой, и система сравнивает его с утвержденной спецификацией материалов или списком выдачи по рабочему заказу. Если отсканированный код не соответствует присвоенному номеру детали или версии, контрольный список блокирует выполнение и немедленно отмечает несоответствие.
Аналогичную логику можно применить и к подтверждению выполнения операции. Для выполнения шага затяжки может потребоваться фотография дисплея динамометрического инструмента или данные со смарт-устройства, прежде чем устройство перейдет к следующей операции. По сравнению с бумажными записями это обеспечивает гораздо лучшую отслеживаемость, особенно на предприятиях, где аудиты клиентов, требования ISO или гарантийные претензии зависят от точного подтверждения того, что было проверено, кем и когда.
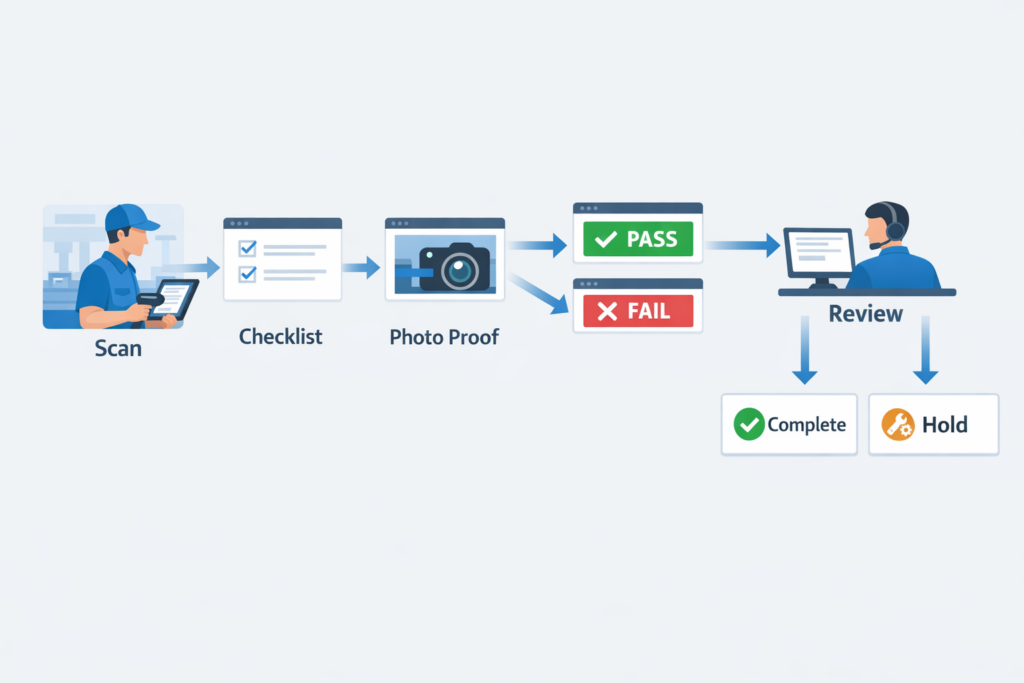
Утверждение с указанием времени и автоматическая маршрутизация исключений
Следующий уровень — это рабочий процесс. Если одна и та же команда по сборке электроники фиксирует неудачное сканирование, отсутствие фотографии или несоответствие результатов проверки техническим требованиям, система не должна полагаться на то, что кто-то заметит это позже в электронной таблице. Вместо этого исключение может быть автоматически направлено руководителю линии, инженеру по качеству или супервайзеру с указанием времени подтверждения и четким статусом, таким как приостановка, доработка или проверка на брак.
Именно здесь цифровая технология «пока-йоке» становится чем-то большим, чем просто сбором данных. Она стандартизирует реагирование на нештатные ситуации, сокращает задержки в локализации проблем и создает контрольный журнал для анализа повторяющихся проблем. Для предприятий, стремящихся улучшить примеры применения технологии «пока-йоке» за счет более эффективного выполнения задач, маршрутизация исключений сокращает разрыв между обнаружением и принятием мер.
Как Jodoo обеспечивает защиту от цифровых ошибок
С Jodoo, Производители могут создавать эти элементы управления без написания пользовательского кода, объединяя цифровые формы, правила проверки, сканирование штрих-кодов, условные поля, автоматизацию рабочих процессов и панели мониторинга в одной системе. В сценарии сборки электроники команда может настроить контрольный список на уровне станции, который блокирует завершение рабочего задания до тех пор, пока не будет отсканирован правильный штрих-код компонента, загружены фотодоказательства момента затяжки и пройдены все необходимые проверки. Если какой-либо элемент не пройден, Jodoo может автоматически направлять запись на рассмотрение руководителю, блокировать статус, уведомлять соответствующую должность и сохранять историю с отметкой времени для обеспечения отслеживаемости.
Это делает Jodoo Это полезно для предприятий, которые уже понимают значение метода пока-йоке, но нуждаются в его применении в документации, согласованиях и проверке материалов. Вместо того чтобы рассматривать цифровые записи как пассивную документацию, их можно превратить в активные средства контроля, обеспечивающие реальную защиту от ошибок в производстве.
Заключение: Создайте более интеллектуальную систему Пока-Йоке.
Пока-йоке Это означает нечто большее, чем просто добавление приспособления, концевого выключателя или датчика к рабочему месту. На практике это способ организации работы таким образом, чтобы правильное действие было легче выполнить, неправильное — сложнее, а дефекты предотвращались до того, как они распространятся дальше. Это важно, потому что даже самые мощные системы контроля не могут сравниться по стоимости и скорости с преимуществами предотвращения ошибок на источнике.
Для большинства производителей наилучшим подходом является комбинирование. физическая защита от ошибок с цифровые системы управления технологическими процессами. Приспособление может предотвратить установку неправильной детали, но оно не помешает оператору использовать устаревшую рабочую инструкцию, пропустить запись о прослеживаемости или закрыть задание без документирования отклонения. Цифровые средства контроля, такие как обязательные проверки, проверка штрих-кодов, фотоподтверждение, рабочие процессы утверждения и маршрутизация исключений, устраняют эти пробелы и создают более полную встроенную систему контроля качества.
Вот где Jodoo Jodoo отлично подходит для производственных команд. Будучи платформой бережливого производства без программирования, Jodoo позволяет создавать пользовательские контрольные списки, правила проверки, формы отслеживания и рабочие процессы эскалации без необходимости разработки собственных решений, что позволяет средствам контроля качества адаптироваться к изменениям вашего процесса. Если вы хотите превратить принципы пока-йоке в практическую систему для повседневной работы, вы можете это сделать. начать бесплатную пробную версию или заказать демонстрацию.

