บทนำ: เหตุใดซอฟต์แวร์ OEE จึงมีความสำคัญในการผลิตสมัยใหม่
โรงงานอาจส่งมอบสินค้าไม่ทันตามเป้าหมาย แม้ว่าทุกสายการผลิตจะทำงานได้อย่างมีประสิทธิภาพก็ตาม ดูเหมือน ยุ่งวุ่นวาย ในโรงงานหลายแห่ง การสูญเสียที่แท้จริงมาจากการหยุดชะงักช่วงสั้นๆ รอบการทำงานที่ช้า และสินค้าที่ไม่ได้มาตรฐานซึ่งไม่เคยปรากฏในรายงานการผลิตประจำวัน นั่นคือเหตุผลที่แท้จริงว่าทำไม ซอฟต์แวร์ OEE กลายเป็นสิ่งสำคัญอันดับต้นๆ สำหรับผู้ผลิตที่ต้องการทราบประสิทธิภาพของอุปกรณ์อย่างแม่นยำและแบบเรียลไทม์ แทนที่จะพึ่งพาไวท์บอร์ด สเปรดชีต และการประมาณการเมื่อสิ้นสุดกะการทำงาน.
ในโรงงานผลิตชิ้นส่วนยานยนต์ ผู้จัดการฝ่ายผลิตอาจพบว่าผลผลิตลดลง 81 ตัน 3 กิโลจูลในหนึ่งเดือน แต่ยังไม่ทราบว่าสาเหตุหลักมาจากความล่าช้าในการเปลี่ยนเครื่องจักร การหยุดทำงานโดยไม่ได้วางแผน หรือความเร็วลดลงของเครื่องจักรสำคัญเครื่องใดเครื่องหนึ่ง ในทั้งสองกรณีนี้, ซอฟต์แวร์ติดตาม OEE, การตรวจสอบ OEE เครื่องมือ และ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ช่วยให้ผู้บริหารฝ่ายโรงงาน ฝ่ายผลิต และฝ่ายบำรุงรักษา มองเห็นช่องว่างที่แท้จริงระหว่างผลการดำเนินงานที่วางแผนไว้กับผลการดำเนินงานจริง.
ในคู่มือนี้ คุณจะได้เรียนรู้ว่าซอฟต์แวร์ OEE ทำอะไร คุณสมบัติใดสำคัญที่สุด วิธีการประเมินตัวเลือกต่างๆ และวิธีการใช้ระบบที่เหมาะสมเพื่อปรับปรุงความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพทั่วทั้งโรงงานของคุณ.
ซอฟต์แวร์ OEE คืออะไร และวัดประสิทธิภาพโดยรวมของอุปกรณ์ได้อย่างไร?
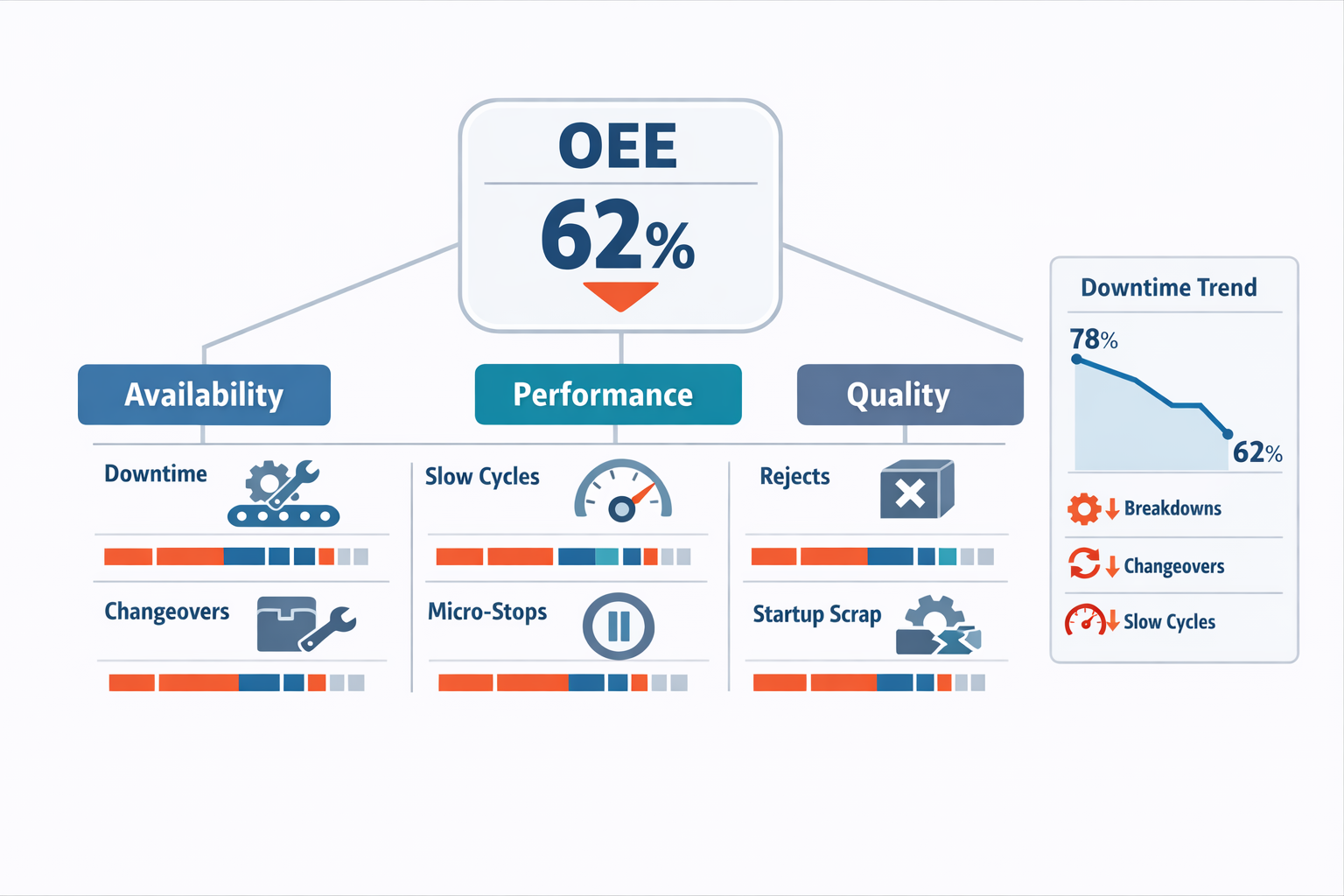
ซอฟต์แวร์ OEE เป็นระบบดิจิทัลที่ช่วยให้ผู้ผลิตวัดประสิทธิภาพการทำงานของอุปกรณ์ในสภาพการผลิตจริง กล่าวโดยง่ายคือ ระบบนี้แสดงให้เห็นว่าเครื่องจักรทำงานได้มีประสิทธิภาพหรือไม่ พร้อมใช้งานเมื่อควรใช้งาน ทำงานด้วยความเร็วที่เหมาะสม และผลิตชิ้นส่วนที่มีคุณภาพดี. เรื่องนี้สำคัญเพราะประสิทธิภาพโดยรวมของอุปกรณ์นั้นสร้างขึ้นจากสามปัจจัย: ความพร้อมใช้งาน × ประสิทธิภาพ × คุณภาพ. แทนที่จะพึ่งพาการประมาณการเมื่อสิ้นสุดกะหรือการอัปเดตในสเปรดชีต ซอฟต์แวร์ OEE จะเปลี่ยนข้อมูลเครื่องจักรและการผลิตให้เป็นภาพรวมแบบเรียลไทม์ของความสูญเสียในสายการผลิต.
สำหรับผู้จัดการโรงงานและผู้นำฝ่ายผลิต คุณค่าไม่ได้อยู่ที่เพียงแค่เปอร์เซ็นต์ OEE สุดท้ายเท่านั้น ดี ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ช่วยให้คุณมองเห็น ทำไม ค่า OEE ต่ำ ไม่ว่าปัญหาจะเกิดจากความเสียหาย การหยุดเล็กน้อย การสูญเสียความเร็ว เศษวัสดุระหว่างการเริ่มต้นทำงาน หรือสินค้าที่ไม่ได้มาตรฐาน ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่เห็นสายการผลิตที่ 3 ตกต่ำลงจาก... 78% OEE ถึง 62% ในช่วงกะบ่าย ด้วยวิธีการที่เหมาะสม ซอฟต์แวร์ติดตาม OEE, ทีมงานสามารถระบุสาเหตุของการลดลงดังกล่าวได้ว่ามาจากการหยุดทำงานโดยไม่ได้วางแผนไว้เป็นเวลา 47 นาที เวลาในการผลิตที่ช้าลงหลังจากการเปลี่ยนเครื่องมือ และอัตราการปฏิเสธที่เพิ่มขึ้นในช่วงเริ่มต้นการทำงาน.
วิธีที่ซอฟต์แวร์ OEE คำนวณปัจจัยหลักสามประการ
ที่มีประสิทธิภาพ เครื่องมือคำนวณ OEE วัดส่วนประกอบมาตรฐานทั้งสามอย่างเป็นระบบ. ความพร้อมใช้งาน ระบบจะติดตามว่าเวลาการผลิตที่กำหนดไว้ถูกใช้ไปจริงเท่าใด หากสายการผลิตบรรจุภัณฑ์ถูกกำหนดไว้ 480 นาที แต่เสียเวลาไป 60 นาทีเนื่องจากการชำรุดและการเปลี่ยนสายการผลิต ค่าความพร้อมใช้งานจะคำนวณจากเวลาการทำงานที่เหลืออยู่ ซึ่งช่วยให้ทีมบำรุงรักษาและฝ่ายปฏิบัติการมองเห็นผลกระทบของการหยุดทำงานได้อย่างชัดเจน แทนที่จะมองเวลาที่สูญเสียทั้งหมดเป็นตัวเลขเดียว.
ผลงาน วัดว่าเครื่องจักรทำงานด้วยความเร็วที่เหมาะสมหรือไม่ขณะที่กำลังทำงานอยู่ ตัวอย่างเช่น หากสายการประกอบชิ้นส่วนอิเล็กทรอนิกส์ควรผลิตแผงวงจร 1,200 ชิ้นต่อกะตามเวลาการทำงานมาตรฐาน แต่ผลิตได้เพียง 1,000 ชิ้น ประสิทธิภาพจะสะท้อนให้เห็นถึงความขาดแคลนนั้น แม้ว่าสายการผลิตจะทำงานได้ตามปกติก็ตาม นี่คือจุดที่การหยุดเล็กน้อย ความเร็วที่ลดลง การติดขัด และการปรับแต่งของผู้ปฏิบัติงานจะปรากฏให้เห็น หากไม่มีการวัดประสิทธิภาพ การตรวจสอบ OEE, การสูญเสียความเร็วเหล่านี้มักถูกซ่อนไว้ เนื่องจากเครื่องจักรไม่เคยถูกบันทึกอย่างเป็นทางการว่า "เสีย"“
คุณภาพวัดจากจำนวนหน่วยที่ดีที่ผลิตได้จากผลผลิตทั้งหมด ในโรงงานผลิตอาหาร สายการบรรจุอาจทำงานตลอดทั้งกะและทำความเร็วได้ตามเป้าหมาย แต่หากมีข้อบกพร่องในการปิดผนึกทำให้ต้องนำถุงบรรจุภัณฑ์ 4% ไปแก้ไขหรือทิ้ง คุณภาพก็จะลดลง และ OEE โดยรวมก็จะลดลงด้วย นี่คือเหตุผลว่าทำไม ซอฟต์แวร์ OEE ควรเชื่อมโยงจำนวนการผลิตกับรหัสสินค้าที่ถูกปฏิเสธ ผลการตรวจสอบ หรือบันทึกการควบคุมคุณภาพ ระบบที่ดีจะไม่หยุดอยู่แค่ "ปริมาณสินค้าที่ชำรุด" แต่จะแสดงประเภทของข้อบกพร่อง ชุดการผลิต กะการทำงาน และรูปแบบของสาเหตุหลักด้วย.
ซอฟต์แวร์ OEE ควรติดตามอะไรบ้าง
มีประโยชน์ ซอฟต์แวร์ติดตาม OEE การตั้งค่าควรบันทึกข้อมูลมากกว่าแค่เวลาการทำงานและผลรวมของผลลัพธ์ อย่างน้อยที่สุด ควรติดตามข้อมูลเหล่านี้ เวลาการผลิตที่วางแผนไว้ เหตุการณ์หยุดทำงาน รหัสสาเหตุ เวลาการผลิตจริง เวลาการผลิตในอุดมคติ จำนวนรวม จำนวนสินค้าที่ดี จำนวนสินค้าที่ถูกปฏิเสธ และบริบทของกะการทำงานหรือผู้ปฏิบัติงาน. ในโรงงานหลายแห่ง ยังจำเป็นต้องติดตามการเปลี่ยนกะ การหยุดทำงานชั่วคราว การสูญเสียระหว่างการเริ่มต้น การทำงานซ้ำ และบันทึกการบำรุงรักษา รายละเอียดเหล่านี้เองที่เปลี่ยน OEE จากตัวชี้วัดประสิทธิภาพ (KPI) ให้กลายเป็นเครื่องมือในการปรับปรุง.
เรื่องนี้สำคัญอย่างยิ่งในสภาพแวดล้อมที่มีหลายสายการผลิต ซึ่งการสูญเสียจะแตกต่างกันไปตามกระบวนการ เครื่องฉีดขึ้นรูปอาจประสบปัญหาความล่าช้าในการเปลี่ยนแม่พิมพ์ ในขณะที่สายการประกอบแผงวงจรพิมพ์ (PCB) อาจสูญเสียประสิทธิภาพเนื่องจากการหยุดชะงักของเครื่องป้อนวัสดุและการหยุดตรวจสอบ หาก... เครื่องมือคำนวณ OEE การบันทึกข้อมูลแบบเดิมจะบันทึกเฉพาะเวลาหยุดทำงานรวมเพียงครั้งเดียว ทำให้ไม่สามารถแยกความสูญเสียจากการบำรุงรักษา ความสูญเสียจากการตั้งค่า หรือการหยุดชะงักที่เกิดจากคุณภาพได้ ข้อมูลที่ดีกว่าจะนำไปสู่แผนปฏิบัติการที่ดีกว่า ไม่ว่าจะเป็นการลดเวลาเฉลี่ยในการซ่อมแซม การกำหนดมาตรฐานการเปลี่ยนงาน หรือการควบคุมกระบวนการให้เข้มงวดขึ้น.
วิธีการทำงานของแดชบอร์ด OEE ในภาคการผลิต
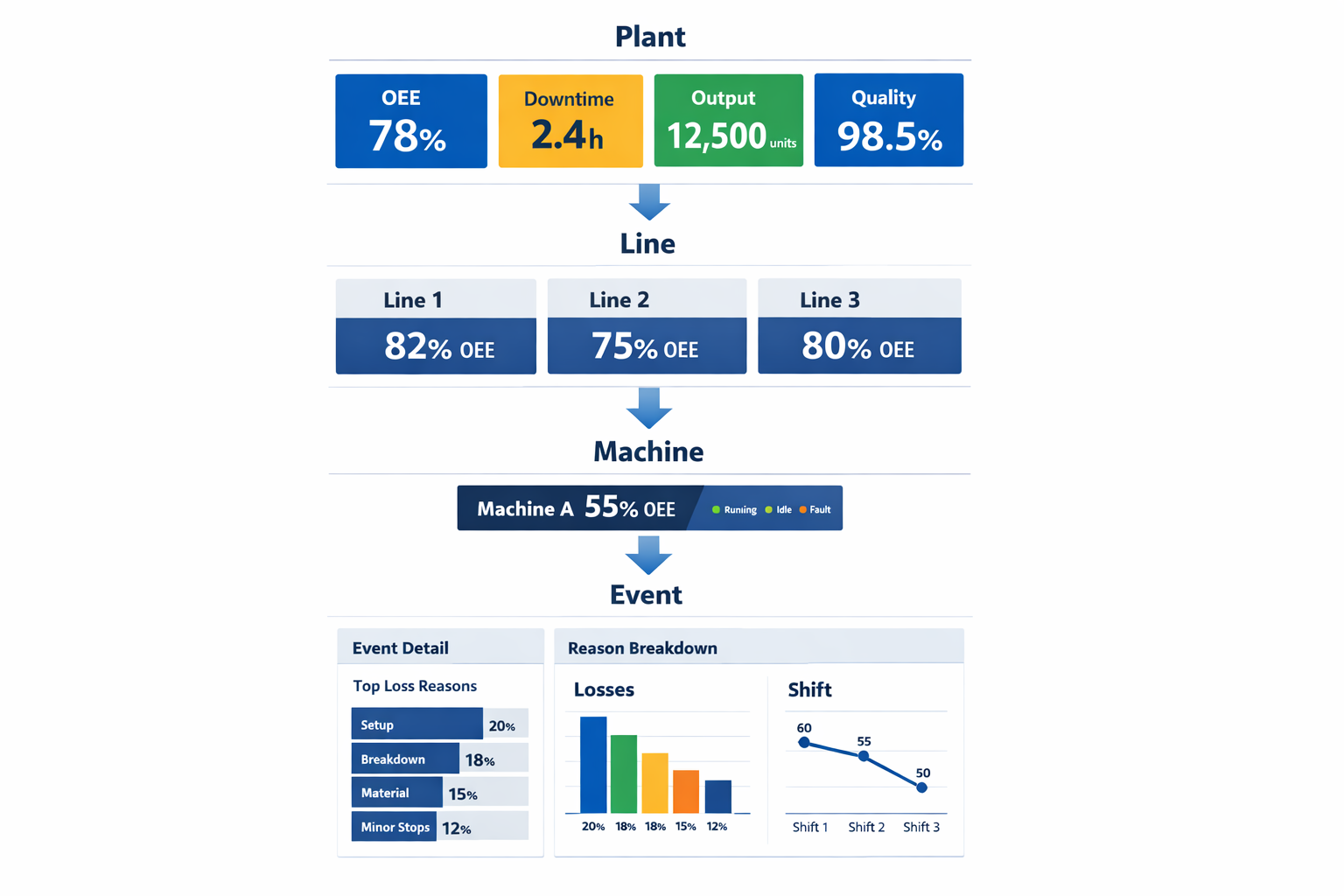
หนึ่ง แดชบอร์ด OEE สำหรับการผลิต ทีมงานควรใช้ประโยชน์จากระบบที่ให้ข้อมูลแบบเรียลไทม์เกี่ยวกับเครื่องจักร สายการผลิต กะการทำงาน ผลิตภัณฑ์ และโรงงาน บนหน้าจอเดียว ผู้จัดการโรงงานควรจะสามารถดูค่า OEE ปัจจุบัน เวลาหยุดทำงาน สาเหตุหลักของการสูญเสีย ผลผลิตเทียบกับเป้าหมาย และแนวโน้มคุณภาพได้ แทนที่จะรอรายงานรายสัปดาห์ หัวหน้างานสามารถระบุความเร็วสายการผลิตที่ลดลงหรือรูปแบบการปฏิเสธที่เพิ่มขึ้นได้ในระหว่างกะการทำงาน ซึ่งจะช่วยให้สามารถแจ้งปัญหาได้เร็วขึ้นและตอบสนองได้รวดเร็วยิ่งขึ้น.
ตัวอย่างเช่น ลองนึกภาพผู้จัดการฝ่ายบำรุงรักษาในโรงงานบรรจุเครื่องดื่มที่พบว่าอัตราการใช้งานของเครื่องบรรจุเครื่องหนึ่งลดลงทุกเช้า ระหว่างเวลา 9:00 น. ถึง 10:00 น. แดชบอร์ด OEE ในภาคการผลิต แสดงให้เห็นถึงการหยุดชะงักสั้นๆ ซ้ำๆ ที่เชื่อมโยงกับความผิดพลาดของเซ็นเซอร์ ไม่ใช่การเสียครั้งใหญ่ เนื่องจากปัญหาปรากฏให้เห็นในเวลาเกือบเรียลไทม์ ทีมงานจึงสามารถตรวจสอบการจัดตำแหน่งของเซ็นเซอร์และแก้ไขปัญหาได้ก่อนที่สายการผลิตจะสูญเสียกำลังการผลิตไปอีกทั้งวัน ซึ่งเป็นผลลัพธ์ที่แตกต่างอย่างมากจากการค้นพบรูปแบบหลังจากตรวจสอบข้อมูลในสเปรดชีตเป็นเวลาหลายวัน.
แดชบอร์ดที่ดีควรสนับสนุนการวิเคราะห์แบบเจาะลึกด้วย หากตัวเลข OEE ระดับโรงงานลดลง ผู้ใช้ควรสามารถคลิกเข้าไปดูที่สายการผลิตที่ได้รับผลกระทบ จากนั้นไปที่เครื่องจักร และคลิกที่สาเหตุของการหยุดทำงานหรือคุณภาพที่เฉพาะเจาะจงได้ เรื่องนี้สำคัญเพราะ OEE มักจะทำให้เข้าใจผิดได้เมื่อดูแค่ในรูปเปอร์เซ็นต์เดียว แดชบอร์ดที่รวมการวิเคราะห์แบบเจาะลึกนี้จึงเป็นสิ่งสำคัญ การตรวจสอบ OEE, แผนภูมิพาเรโต การเปรียบเทียบกะ และการแจ้งเตือนความผิดปกติ ช่วยให้ทีมปฏิบัติการมีพื้นฐานที่เป็นรูปธรรมสำหรับการประชุมประจำวันและการทบทวนการปรับปรุงอย่างต่อเนื่อง.
เหตุใดข้อมูลแบบเรียลไทม์จึงดีกว่าการรายงานด้วยสเปรดชีต
โรงงานหลายแห่งยังคงคำนวณ OEE ใน Excel เมื่อสิ้นสุดกะหรือวันทำงานแต่ละครั้ง แต่การทำเช่นนั้นทำให้เกิดความล่าช้าและจุดบอด ผู้ปฏิบัติงานอาจลืมระยะเวลาการหยุดทำงานที่แน่นอน เหตุผลของการหยุดทำงานอาจถูกบันทึกอย่างไม่สอดคล้องกัน และการสูญเสียประสิทธิภาพมักเป็นการประมาณการมากกว่าการวัดผล ในทางปฏิบัติ การรายงานโดยใช้สเปรดชีตมักจะประเมินประสิทธิภาพสูงเกินไปและรายงานการหยุดทำงานเล็กน้อยต่ำกว่าความเป็นจริง ทำให้ผู้จัดการเชื่อถือตัวเลขได้ยากขึ้นหรือตัดสินใจได้อย่างมั่นใจน้อยลง.
เรียลไทม์ ซอฟต์แวร์ OEE ช่วยเพิ่มทั้งความเร็วและความแม่นยำ เนื่องจากข้อมูลถูกเก็บรวบรวมใกล้กับเหตุการณ์มากขึ้น สัญญาณจากเครื่องจักร ข้อมูลจากผู้ปฏิบัติงาน การสแกนบาร์โค้ด และการตรวจสอบคุณภาพ สามารถป้อนเข้าสู่ระบบเดียวกันได้ ช่วยลดการตรวจสอบความถูกต้องด้วยตนเอง จากเกณฑ์มาตรฐานอุตสาหกรรมที่อ้างอิงโดยผู้เชี่ยวชาญด้าน TPM และ Lean มักพิจารณาว่า OEE ระดับโลกนั้นมีความสำคัญ 85%, แต่โรงงานหลายแห่งกลับตั้งอยู่ใกล้กับ... 60% หรือต่ำกว่า เมื่อวัดความสูญเสียได้อย่างแม่นยำ ช่องว่างไม่ได้อยู่ที่ประสิทธิภาพของเครื่องจักรเพียงอย่างเดียว แต่บ่อยครั้งอยู่ที่ว่าสามารถบันทึกและจำแนกความสูญเสียได้ดีเพียงใด.
นี่คือจุดที่แพลตฟอร์มที่มีความยืดหยุ่นอย่างเช่น... Jodoo เป็นประโยชน์สำหรับผู้ผลิตที่ต้องการมากกว่าแค่หน้าจอ OEE แบบคงที่ คุณสามารถสร้างแบบฟอร์มที่กำหนดเองสำหรับการบันทึกเหตุผลการหยุดทำงาน เวิร์กโฟลว์สำหรับการยกระดับการบำรุงรักษา แดชบอร์ดสำหรับการตรวจสอบ OEE ระดับสายการผลิต และมุมมองบนมือถือสำหรับหัวหน้างานโดยไม่ต้องพัฒนาเพิ่มเติมมากนัก นั่นหมายความว่าของคุณ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม สามารถสะท้อนกระบวนการทำงานจริงของคุณได้ ไม่ว่าคุณจะใช้เครื่องปั๊มขึ้นรูป สายการผลิต SMT หรืออุปกรณ์บรรจุภัณฑ์อาหาร กล่าวอีกนัยหนึ่งคือ ระบบจะปรับให้เข้ากับโรงงาน ไม่ใช่ในทางกลับกัน.
ปัญหาที่พบได้ทั่วไปในการติดตาม OEE ด้วยตนเองและการตรวจสอบ OEE แบบดั้งเดิม
สเปรดชีตใช้งานไม่ได้ผลเมื่อความซับซ้อนของการผลิตเพิ่มขึ้น
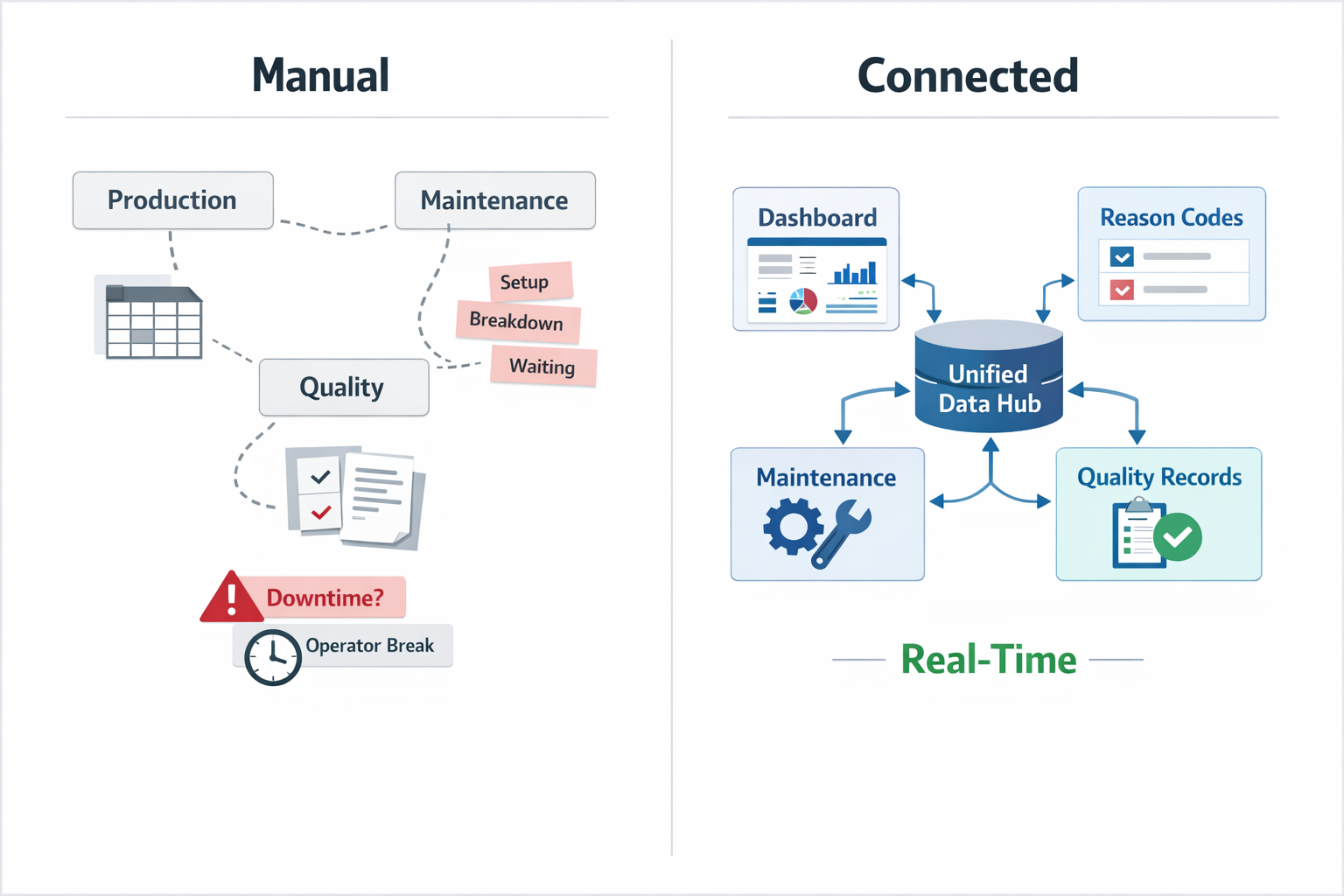
โรงงานหลายแห่งยังคงใช้แผ่นงาน Excel กระดานไวท์บอร์ด และรายงานการทำงานเป็นกะบนกระดาษเพื่อติดตามความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพ วิธีเหล่านี้อาจใช้ได้ผลกับสายการผลิตเดียวที่มีความหลากหลายของผลิตภัณฑ์ต่ำ แต่จะไม่น่าเชื่อถือเมื่อมีสินค้าหลาย SKU การเปลี่ยนสายการผลิตบ่อย และการทำงานเป็นกะที่หลากหลาย ในโรงงานผลิตชิ้นส่วนยานยนต์ที่ดำเนินการปั๊มขึ้นรูป การกลึง และการประกอบ การบันทึกเวลาหยุดทำงานที่ผิดพลาดเพียงครั้งเดียวในเครื่องปั๊มขึ้นรูปอาจส่งผลกระทบต่อ OEE (Overall Equipment Effectiveness) ของกระบวนการผลิตทั้งหมดได้.
ปัญหาหลักไม่ได้อยู่ที่ความพยายามในการป้อนข้อมูลเพียงอย่างเดียว แต่เป็นเพราะระบบแบบแมนนวลสร้างข้อมูลที่ไม่เชื่อมโยงกันระหว่างทีมผลิต ทีมซ่อมบำรุง และทีมควบคุมคุณภาพ หัวหน้างานฝ่ายผลิตอาจบันทึกการหยุดทำงาน 20 นาทีว่า "ความล่าช้าของวัสดุ" ในขณะที่ฝ่ายซ่อมบำรุงบันทึกว่าเป็นความผิดพลาดของเซ็นเซอร์ และฝ่ายควบคุมคุณภาพบันทึกว่ามีของเสียหลังจากเริ่มการผลิตใหม่ หากไม่มีการเชื่อมโยงกัน ซอฟต์แวร์ติดตาม OEE, ทีมของคุณใช้เวลาถกเถียงเรื่องตัวเลขมากกว่าเวลาที่ใช้ไปกับการปรับปรุงตัวเลขเหล่านั้น.
การรายงานเวลาหยุดทำงานมักจะล่าช้า ไม่ครบถ้วน หรือคลุมเครือเกินไป
ในโรงงานหลายแห่ง สาเหตุของการหยุดทำงานมักถูกบันทึกหลังจากเกิดเหตุการณ์แล้ว บางครั้งอาจเป็นตอนสิ้นสุดกะทำงานหรือแม้กระทั่งเช้าวันถัดไป เมื่อถึงเวลานั้น ผู้ปฏิบัติงานต้องอาศัยความจำ และการหยุดทำงานช่วงสั้นๆ มักถูกจัดกลุ่มไว้ในหมวดหมู่ทั่วไปหรือถูกมองข้ามไปโดยสิ้นเชิง ซึ่งทำให้ความน่าเชื่อถือลดลง การตรวจสอบ OEE เพราะการสูญเสียเล็กๆ น้อยๆ ที่เกิดขึ้นซ้ำๆ มักจะสะสมจนส่งผลให้สูญเสียกำลังการผลิตมากกว่าการขัดข้องครั้งใหญ่เพียงครั้งเดียว.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่เห็นค่า OEE ของสายการผลิตที่ 3 ลดลงจาก 78% เหลือ 68% ภายในสองสัปดาห์ แดชบอร์ดแสดงให้เห็นถึงความพร้อมใช้งานที่ลดลง แต่สาเหตุที่แท้จริงนั้นไม่ชัดเจนเนื่องจากผู้ปฏิบัติงานใช้ป้ายกำกับแบบกว้างๆ เช่น "ปัญหาเครื่องจักร" และ "รอคอย" ในความเป็นจริง การสูญเสียที่ใหญ่ที่สุดมาจากการติดขัดของตัวป้อนซ้ำๆ ซึ่งแต่ละครั้งกินเวลา 2 ถึง 4 นาที ซึ่งเกิดขึ้นบ่อยเกินไปและมีขนาดเล็กเกินกว่าจะบันทึกได้อย่างแม่นยำในกระบวนการที่ใช้กระดาษ.
ข้อมูลที่ผู้ปฏิบัติงานป้อนเข้าไม่สอดคล้องกันในแต่ละกะการทำงาน
ข้อมูล OEE ที่บันทึกด้วยตนเองนั้นขึ้นอยู่กับวินัย การฝึกอบรม และการตีความของผู้ปฏิบัติงานเป็นอย่างมาก พนักงานกะหนึ่งอาจบันทึกการหยุดทำงานชั่วคราวที่นานกว่า 60 วินาที ในขณะที่อีกกะหนึ่งบันทึกเฉพาะเหตุการณ์ที่นานกว่า 5 นาทีเท่านั้น ในโรงงานผลิตอาหารและเครื่องดื่ม พนักงานกะกลางคืนอาจจัดประเภทความล่าช้าในการทำความสะอาดเป็นการหยุดทำงานตามแผน ในขณะที่พนักงานกะกลางวันบันทึกเป็นการสูญเสียที่ไม่ได้วางแผนไว้ ทำให้การเปรียบเทียบ OEE นั้นไม่มีความหมาย.
ความไม่สอดคล้องกันนี้ก่อให้เกิดปัญหาความไว้วางใจอย่างมากสำหรับผู้จัดการโรงงาน หากทีมงานไม่กำหนดรหัสการหยุดทำงาน เหตุผลในการกำจัดของเสีย และมาตรฐานรอบการผลิตในลักษณะเดียวกัน แม้แต่ผู้ที่มีความสามารถที่สุดก็อาจได้รับผลกระทบ เครื่องมือคำนวณ OEE จะทำให้ได้ผลลัพธ์ที่คลาดเคลื่อน ตัวเลขบนหน้าจออาจดูแม่นยำ แต่หากข้อมูลต้นทางไม่สอดคล้องกัน ผลลัพธ์ที่ได้ก็จะไม่พร้อมสำหรับการตัดสินใจ.
การส่งต่อข้อมูลระหว่างกะทำให้เกิดช่องว่างของข้อมูลและบริบทที่หายไป
การเปลี่ยนกะเป็นหนึ่งในจุดที่พบบ่อยที่สุดที่คุณภาพข้อมูล OEE ลดลง พนักงานฝ่ายผลิตมุ่งเน้นไปที่การส่งมอบงาน การทำความสะอาด การตรวจสอบการเริ่มต้นใช้งาน และเป้าหมายการผลิตเร่งด่วน ดังนั้นข้อมูลการสูญเสียโดยละเอียดจึงมักถูกละเลย ในสภาพแวดล้อมที่มีผลิตภัณฑ์หลากหลาย เช่น อิเล็กทรอนิกส์หรือบรรจุภัณฑ์อาหาร การส่งมอบงานเหล่านี้ยังทับซ้อนกับการเปลี่ยนผลิตภัณฑ์และการตรวจสอบคุณภาพชิ้นงานแรก ซึ่งทำให้การรายงานมีความซับซ้อนยิ่งขึ้น.
ตัวอย่างเช่น สายการผลิตบรรจุภัณฑ์ขนมขบเคี้ยวอาจหยุดชั่วคราวเพื่อเปลี่ยนฟิล์ม ตรวจสอบด้วยเครื่องตรวจจับโลหะ และตรวจสอบฉลากระหว่างการเปลี่ยนกะ หากแต่ละเหตุการณ์ถูกบันทึกแยกกันโดยบุคคลที่แตกต่างกัน หรือไม่ได้บันทึกเลย ก็จะทำให้เกิดความเข้าใจผิดได้ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ข้อมูลจะไม่สะท้อนสิ่งที่เกิดขึ้นจริง ผลลัพธ์ที่ได้คือรายงาน OEE ที่แสดงให้เห็นถึงประสิทธิภาพที่ลดลง แต่ไม่ได้แสดงลำดับขั้นตอนการทำงานที่อยู่เบื้องหลัง.
แดชบอร์ดแบบดั้งเดิมแสดงปัญหา แต่ไม่ได้บอกว่าควรทำอย่างไรต่อไป
ปัญหาที่พบได้บ่อยในระบบเก่าๆ คือ ระบบเหล่านั้นให้ข้อมูลภาพรวมแต่ไม่มีขั้นตอนการทำงานที่ชัดเจน คุณอาจเห็นแผนภูมิแสดงค่า OEE แยกตามสายการผลิต กะการทำงาน หรือเครื่องจักร แต่ไม่มีเวิร์กโฟลว์ที่จะกระตุ้นการติดตามผล มอบหมายผู้รับผิดชอบ หรือตรวจสอบการแก้ไข ในทางปฏิบัติแล้ว ระบบเหล่านี้จำนวนมาก การผลิตแดชบอร์ด OEE ระบบเหล่านี้กลายเป็นเครื่องมือรายงานแบบเชิงรับ แทนที่จะเป็นระบบปรับปรุงเชิงรุก.
นี่เป็นเรื่องที่น่าหงุดหงิดเป็นพิเศษสำหรับทีมบำรุงรักษาและทีมปรับปรุงอย่างต่อเนื่อง หากแดชบอร์ดแสดงว่าเครื่องบรรจุเครื่องหนึ่งในโรงงานผลิตเครื่องดื่มสูญเสียความพร้อมใช้งาน 11% ไปเมื่อสัปดาห์ที่แล้ว คำถามต่อไปที่ชัดเจนก็คือ: การหยุดทำงานใดที่ทำให้เกิดปัญหานี้ ใครเป็นผู้รับผิดชอบในการตรวจสอบ และมาตรการแก้ไขใดที่จะต้องดำเนินการภายในเมื่อใด? หากระบบไม่สามารถเชื่อมโยงการสูญเสียกับตั๋วการบำรุงรักษา การวิเคราะห์สาเหตุหลัก หรือการติดตามการดำเนินการได้ ทีมต่างๆ ก็ต้องหันไปใช้การส่งอีเมล ข้อความแชท และสเปรดชีตแยกต่างหาก.
การขาดการตรวจสอบ OEE แบบเรียลไทม์ทำให้การตอบสนองช้าลง
เมื่อมีการตรวจสอบ OEE เฉพาะในรายงานสิ้นสุดกะหรือสิ้นสุดวัน หัวหน้างานจะพลาดโอกาสในการเข้าไปแก้ไขปัญหาขณะที่ปัญหายังคงเกิดขึ้นอยู่ จากการศึกษาในอุตสาหกรรมพบว่า การหยุดทำงานโดยไม่ได้วางแผนไว้ล่วงหน้าอาจทำให้ผู้ผลิตสูญเสียเงินหลายพันดอลลาร์สหรัฐต่อชั่วโมง ขึ้นอยู่กับกระบวนการผลิต และแม้แต่การหยุดชะงักเพียงช่วงสั้น ๆ ก็สามารถลดปริมาณการผลิตในสายการผลิตที่มีข้อจำกัดได้อย่างมาก การรายงานที่ล่าช้าหมายถึงการดำเนินการที่ล่าช้า ซึ่งทำให้การสูญเสียที่สามารถแก้ไขได้กลายเป็นผลผลิตที่สูญเสียไป.
เรียลไทม์ การตรวจสอบ OEE เรื่องนี้มีความสำคัญอย่างยิ่งในโรงงานที่อุปกรณ์ที่เป็นคอขวดเป็นตัวกำหนดตารางการทำงานทั้งหมด เช่น ในสายการเชื่อมชิ้นส่วนรถยนต์ หากเซลล์หุ่นยนต์เซลล์หนึ่งเริ่มหยุดทำงานซ้ำๆ พื้นที่ประกอบชิ้นส่วนถัดไปอาจขาดแคลนสินค้าได้ภายในกะเดียวกัน หากไม่มีการแจ้งเตือนอย่างทันท่วงทีและการจัดการที่เป็นระบบ ซอฟต์แวร์ติดตาม OEE, ปัญหาดังกล่าวอาจปรากฏในรายงานหลังจากที่เป้าหมายการผลิตไม่เป็นไปตามที่วางไว้แล้ว.
เหตุใดผู้ซื้อจึงเริ่มมองหาซอฟต์แวร์ OEE ที่ดีกว่า
ผู้ซื้อส่วนใหญ่ไม่ได้เริ่มค้นหาจาก... ซอฟต์แวร์ OEE เพราะพวกเขาต้องการแดชบอร์ดอีกอัน พวกเขาเริ่มต้นเพราะการรายงานแบบแมนนวลไม่สามารถสนับสนุนการตัดสินใจที่รวดเร็ว ความรับผิดชอบข้ามสายงาน หรือการปรับปรุงอย่างยั่งยืนได้อีกต่อไป เมื่อข้อมูลเวลาหยุดทำงานล่าช้า ข้อมูลจากผู้ปฏิบัติงานไม่สอดคล้องกัน และรายงานไม่เชื่อมโยงกับการดำเนินการ OEE จึงกลายเป็น KPI สำหรับการประชุมทบทวนแทนที่จะเป็นเครื่องมือสำหรับการควบคุมประจำวัน.
สิ่งที่ควรพิจารณาในการเลือกซอฟต์แวร์ติดตาม OEE สำหรับภาคการผลิต
การเลือก ซอฟต์แวร์ OEE ไม่ใช่แค่การหาหน้าจอที่แสดงข้อมูลความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพเท่านั้น สำหรับโรงงานส่วนใหญ่ ความท้าทายที่แท้จริงคือการได้รับข้อมูลที่ถูกต้องจากทั้งเครื่องจักรและคนงาน จากนั้นนำข้อมูลเหล่านั้นไปปฏิบัติให้เร็วพอที่จะปรับปรุงผลผลิตได้ วิธีที่ดีที่สุด ซอฟต์แวร์ติดตาม OEE ควรช่วยให้คุณเห็นความสูญเสียแบบเรียลไทม์ กำหนดมาตรฐานวิธีการบันทึก และกระตุ้นการตอบสนองที่ถูกต้องในสายการผลิต หากมันแสดงเพียงแค่แผนภูมิแบบคงที่เมื่อสิ้นสุดกะการทำงาน มันจะไม่สนับสนุนการปรับปรุงอย่างต่อเนื่อง.
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่เห็นตัวเลขในรายงานตอนเช้าว่า เครื่องปั๊มขึ้นรูปเครื่องหนึ่งมีค่า OEE อยู่ที่ 58% ตัวเลขนี้เพียงอย่างเดียวไม่สามารถอธิบายได้ว่า การสูญเสียที่มากที่สุดมาจากอะไร ไม่ว่าจะเป็นความล่าช้าในการเปลี่ยนเครื่องมือ การหยุดทำงานโดยไม่คาดคิด ความเร็วรอบการผลิตที่ลดลง หรือสินค้าที่ไม่ได้มาตรฐาน ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ควรให้ทีมวิเคราะห์สาเหตุของการสูญเสียเหล่านั้นโดยทันที กำหนดแนวทางการดำเนินการ และเปรียบเทียบผลลัพธ์กับเป้าหมายตามกะการทำงาน ผลิตภัณฑ์ และเครื่องจักร.
แดชบอร์ดแบบเรียลไทม์ที่แสดงความเสียหาย ไม่ใช่แค่คะแนน
แข็งแกร่ง การผลิตแดชบอร์ด OEE ระบบควรปรับปรุงข้อมูลแบบเรียลไทม์และแสดงเปอร์เซ็นต์มากกว่าหนึ่งค่า ผู้จัดการโรงงานจำเป็นต้องเห็นจำนวนการผลิตแบบเรียลไทม์ เวลาหยุดทำงานเป็นนาที ความเบี่ยงเบนของเวลาการผลิต อัตราการปฏิเสธ และประสิทธิภาพการทำงานของกะในหน้าจอเดียว แดชบอร์ดควรทำให้มองเห็นความสูญเสียเหล่านั้นได้ตามสายการผลิต เครื่องจักร กะ และกลุ่มผลิตภัณฑ์.
ตัวอย่างเช่น ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ สายการผลิต SMT สายหนึ่งอาจดูเหมือนทำงานได้ไม่เต็มประสิทธิภาพโดยรวม แต่ปัญหาที่แท้จริงอาจเกิดจากการหยุดทำงานชั่วคราวสั้นๆ ทุกๆ 10 ถึง 15 นาที ซึ่งเกิดจากการจัดตำแหน่งตัวป้อนชิ้นส่วนที่ไม่ถูกต้อง หากคุณ การตรวจสอบ OEE ระบบจะอัปเดตข้อมูลเฉพาะตอนสิ้นสุดกะเท่านั้น ทำให้รูปแบบดังกล่าวถูกกลบด้วยค่าเฉลี่ย แดชบอร์ดแบบเรียลไทม์ช่วยให้หัวหน้างานและช่างซ่อมบำรุงสามารถตรวจจับการหยุดชะงักที่เกิดขึ้นซ้ำๆ ได้ในขณะที่กำลังเกิดขึ้น ซึ่งจะช่วยลดเวลาในการตอบสนองและป้องกันไม่ให้ความสูญเสียเล็กน้อยกลายเป็นเป้าหมายผลผลิตที่พลาดไป.
การบันทึกสาเหตุที่ระบบหยุดทำงานต้องมีโครงสร้างและใช้งานได้จริง
หนึ่งในคุณสมบัติที่สำคัญที่สุดใน ซอฟต์แวร์ติดตาม OEE การบันทึกสาเหตุการหยุดทำงานที่มีโครงสร้างนั้นไม่เหมาะสม หากผู้ปฏิบัติงานสามารถป้อนอะไรก็ได้ลงในช่องข้อความอิสระ รายงานของคุณจะเต็มไปด้วยป้ายกำกับที่ไม่สอดคล้องกัน เช่น “เครื่องติดขัด” “สายการผลิตติดขัด” “หยุดเล็กน้อย” หรือ “อาจมีปัญหาสำคัญ” ซึ่งทำให้การวิเคราะห์แบบพาเรโตไม่น่าเชื่อถือและทำให้การประชุมเพื่อการปรับปรุงทุกครั้งอ่อนแอลง ซอฟต์แวร์ควรใช้รหัสการหยุดทำงานที่เป็นมาตรฐาน กฎการยกระดับ และแบบฟอร์มง่ายๆ ที่ผู้ปฏิบัติงานสามารถกรอกได้ในเวลาไม่กี่วินาที.
ลองนึกภาพสายการผลิตอาหารที่กำลังบรรจุเครื่องดื่มลงขวดด้วยความเร็วสูง เมื่อเครื่องบรรจุหยุดทำงาน ผู้ปฏิบัติงานควรจะสามารถเลือกหมวดหมู่ เช่น ปัญหาทางกล การขาดแคลนวัสดุ การเปลี่ยนสายการผลิต การทำความสะอาด หรือการกักเก็บคุณภาพ จากนั้นเพิ่มบันทึกสั้นๆ หากจำเป็น เมื่อเวลาผ่านไป ข้อมูลนั้นจะแสดงให้เห็นว่าการสูญเสียหลักมาจากอะไร ไม่ว่าจะเป็นการทำความสะอาด CIP ที่มากเกินไป การติดขัดของเครื่องป้อนฝา หรือการเติมวัตถุดิบที่ล่าช้า นี่คือจุดที่... เครื่องมือคำนวณ OEE จะมีประโยชน์มากขึ้น เพราะไม่เพียงแต่คำนวณเปอร์เซ็นต์เท่านั้น แต่ยังเชื่อมโยงตัวเลขเหล่านั้นกับสาเหตุที่แท้จริงอีกด้วย.
การป้อนข้อมูลที่เป็นมิตรต่อผู้ใช้งานมีความสำคัญพอๆ กับการเชื่อมต่อของเครื่องจักร
ผู้ผลิตหลายรายสันนิษฐานว่าสิ่งที่ดีที่สุด ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ต้องเป็นระบบอัตโนมัติอย่างสมบูรณ์ ในความเป็นจริง แม้แต่โรงงานที่มีระบบอัตโนมัติสูงก็ยังคงต้องพึ่งพาข้อมูลจากพนักงานในสายการผลิตสำหรับการหยุดชั่วคราว การเปลี่ยนกะ การตรวจสอบคุณภาพ การสูญเสียระหว่างการเริ่มต้น และสภาวะผิดปกติที่สัญญาณจากเครื่องจักรไม่สามารถจำแนกได้อย่างถูกต้อง ระบบที่เหมาะสมควรสนับสนุนการสแกนบาร์โค้ด แบบฟอร์มที่ใช้งานง่ายด้วยระบบสัมผัส แท็บเล็ตในสายการผลิต และการป้อนข้อมูลผ่านมือถือสำหรับหัวหน้างานและช่างเทคนิค หากอินเทอร์เฟซซับซ้อนเกินไป คุณภาพของข้อมูลจะลดลงภายในไม่กี่วัน.
สิ่งนี้มีความสำคัญอย่างยิ่งในสภาพแวดล้อมแบบผสมผสาน เช่น โรงงานบรรจุภัณฑ์ ซึ่งบางสายการผลิตเชื่อมต่อกับ PLC ในขณะที่บางสายการผลิตยังคงใช้ตัวนับแบบแมนนวลหรือกระบวนการกึ่งอัตโนมัติ ในทางปฏิบัติ ซอฟต์แวร์ OEE วิธีการนี้เป็นการผสมผสานข้อมูลจากเครื่องจักรเข้ากับข้อมูลจากผู้ปฏิบัติงาน แทนที่จะบังคับใช้เพียงวิธีเดียวทั่วทั้งโรงงาน ด้วยแพลตฟอร์มที่ไม่ต้องเขียนโค้ดอย่าง Jodoo ทีมงานสามารถสร้างแบบฟอร์มที่ตรงกับกระบวนการของแต่ละสายการผลิตได้ ไม่ว่าจะเป็นการบันทึกเวลาหยุดทำงานตามสถานะของเครื่องจักร หรือการให้ผู้ปฏิบัติงานบันทึกสาเหตุของของเสียด้วยรูปถ่ายและบันทึกย่อ ความยืดหยุ่นดังกล่าวมีค่ามากกว่าระบบแบบตายตัวที่ใช้ได้กับทุกอย่าง.
ระบบอัตโนมัติของเวิร์กโฟลว์เปลี่ยนข้อมูลให้เป็นการกระทำ
แค่แดชบอร์ดอย่างเดียวไม่สามารถปรับปรุง OEE ได้ การลงมือทำต่างหากที่จะช่วยได้ สิ่งที่ดีที่สุดคือ... ซอฟต์แวร์ติดตาม OEE ควรมีการเรียกใช้เวิร์กโฟลว์เมื่อตรงตามเงื่อนไขบางอย่าง เช่น เครื่องจักรหยุดทำงานซ้ำๆ ของเสียเกินเกณฑ์ หรือเวลาการผลิตจริงต่ำกว่ามาตรฐาน เวิร์กโฟลว์เหล่านี้สามารถแจ้งเตือนฝ่ายซ่อมบำรุง สร้างงานติดตามผล กำหนดให้หัวหน้างานตรวจสอบ หรือส่งต่อปัญหาที่เกิดขึ้นซ้ำๆ ไปยังทีมปรับปรุงอย่างต่อเนื่อง (CI) ซึ่งจะช่วยให้โรงงานเปลี่ยนจากการรายงานแบบตั้งรับไปสู่การแก้ปัญหาเชิงรุก.

ในโรงงานผลิตชิ้นส่วนยานยนต์ระดับ Tier 1 เซลล์ CNC อาจมีขนาดใหญ่กว่านั้น เวลาหยุดทำงานโดยไม่ได้วางแผนไว้ 30 นาที เกิดปัญหาดังกล่าวสามครั้งในหนึ่งสัปดาห์ แทนที่จะรอการประชุมประจำสัปดาห์ ระบบควรแจ้งเตือนช่างเทคนิคที่รับผิดชอบโดยอัตโนมัติ บันทึกเหตุการณ์ และส่งต่อไปยังผู้ตรวจสอบหาสาเหตุที่แท้จริงหากเกิดเหตุการณ์ซ้ำรอย การทำงานอัตโนมัติแบบนี้ช่วยสนับสนุน TPM และการปรับปรุงอย่างต่อเนื่องได้ดีกว่าการใช้สเปรดชีตมาก นอกจากนี้ยังสร้างบันทึกการตรวจสอบที่ช่วยให้ทีมรักษาผลลัพธ์ที่ดีไว้ได้ แทนที่จะต้องแก้ไขปัญหาเดิมซ้ำแล้วซ้ำเล่า.
การบูรณาการกับระบบ MES, ERP, ระบบบำรุงรักษา และระบบคุณภาพ
โรงงานส่วนใหญ่ไม่ได้ทำการวัด OEE อย่างโดดเดี่ยว ข้อมูลการผลิตอาจอยู่ในระบบ MES ใบสั่งงานในระบบ ERP ชิ้นส่วนอะไหล่ในระบบบำรุงรักษา และบันทึกข้อบกพร่องในฐานข้อมูลคุณภาพ การวัดผลอย่างมีประสิทธิภาพ การตรวจสอบ OEE ขึ้นอยู่กับการนำข้อมูลเหล่านั้นมารวมกันเพื่อให้ทีมเห็นไม่เพียงแค่ว่าเครื่องจักรหยุดทำงาน แต่ยังเห็นว่าลำดับการทำงานคืออะไร วัสดุที่ใช้คืออะไร ข้อบกพร่องที่เกิดขึ้นคืออะไร และประวัติการบำรุงรักษาบ่งชี้ถึงปัญหาที่เกิดขึ้นซ้ำหรือไม่ หากไม่มีการบูรณาการ หัวหน้างานมักใช้เวลาในการตรวจสอบรายงานมากกว่าการปรับปรุงประสิทธิภาพ.
ตัวอย่างเช่น ในโรงงานแปรรูปอาหาร การลดลงของกำลังการผลิตในสายการบรรจุหนึ่งสาย อาจมีความหมายก็ต่อเมื่อพิจารณาควบคู่ไปกับข้อมูลการควบคุมคุณภาพและตารางการทำความสะอาด หากคุณ ซอฟต์แวร์ OEE เมื่อสามารถผสานรวมบันทึกเหล่านั้นได้ โรงงานก็สามารถแยกแยะความแตกต่างระหว่างเวลาหยุดทำงานตามแผนปกติและการสูญเสียที่ผิดปกติซึ่งจำเป็นต้องดำเนินการแก้ไข ทำให้ง่ายต่อการสร้างมุมมองการดำเนินงานที่เชื่อมโยงกัน แทนที่จะใช้เครื่องมือรายงานแยกต่างหากอีกเครื่องมือหนึ่ง.
การแจ้งเตือนและการจัดการข้อผิดพลาดเพื่อการตอบสนองที่รวดเรวยิ่งขึ้น
ดี ซอฟต์แวร์ติดตาม OEE ไม่ควรคาดหวังให้ผู้จัดการจ้องหน้าจอคอมพิวเตอร์ทั้งวัน ระบบควรแจ้งเตือนเมื่อการผลิตต่ำกว่าเป้าหมาย เวลาหยุดทำงานเกินเกณฑ์ หรืออัตราการปฏิเสธสินค้าสูงเกินขีดจำกัดที่ควบคุมได้ การแจ้งเตือนเหล่านี้ควรแบ่งตามบทบาทหน้าที่ เพื่อให้ผู้ปฏิบัติงานเห็นปัญหาในระดับสายการผลิต ฝ่ายซ่อมบำรุงเห็นสัญญาณเตือนของอุปกรณ์ และผู้บริหารโรงงานเห็นความผิดปกติของประสิทธิภาพการทำงานในแต่ละพื้นที่หรือแต่ละไซต์งาน จุดประสงค์คือเพื่อลดเวลาในการตอบสนอง เพราะทุกการตอบสนองที่ล่าช้าจะทำให้เสียเวลาไปหลายนาที.
ในทางปฏิบัติ เรื่องนี้มีความสำคัญในสายการผลิตที่มีปริมาณมาก ซึ่งทุกนาทีมีค่าใช้จ่ายสูง ในโรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์สำหรับผู้บริโภค สายการผลิตที่ทำงานที่... 500 หน่วยต่อชั่วโมง สูญเสียมากกว่า 8 หน่วยต่อนาที ระหว่างการหยุดชะงัก หากระบบส่งการแจ้งเตือนหลังจาก 20 นาที แทนที่จะเป็น 2 นาที ต้นทุนของความล่าช้าจะเพิ่มขึ้นอย่างรวดเร็วในแง่ของการสูญเสียผลผลิต ความไม่มีประสิทธิภาพของแรงงาน และแรงกดดันในการกู้คืนกำหนดการ การแจ้งเตือนตามข้อยกเว้นทำให้... การผลิตแดชบอร์ด OEE สภาพแวดล้อมที่ใช้งานได้จริง ไม่ใช่แค่สวยงามน่าประทับใจเท่านั้น.
การรายงานหลายไซต์โดยไม่สูญเสียรายละเอียดในระดับท้องถิ่น
หากคุณดูแลโรงงานหรือสายการผลิตมากกว่าหนึ่งแห่ง ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ซอฟต์แวร์ควรสนับสนุนการรายงานจากหลายไซต์งานด้วยคำจำกัดความ KPI ที่สอดคล้องกัน ผู้อำนวยการฝ่ายปฏิบัติการกลุ่มอาจต้องการมุมมองภาพรวมเดียวที่เปรียบเทียบ OEE เวลาหยุดทำงาน และการสูญเสียคุณภาพในโรงงานต่างๆ ในมาเลเซีย ไทย และอินโดนีเซีย แต่แต่ละโรงงานยังคงต้องการการวิเคราะห์เชิงลึกในระดับท้องถิ่นตามเครื่องจักรและกะการทำงาน ซอฟต์แวร์ควรจัดการทั้งสองระดับโดยไม่บังคับให้ทุกไซต์งานใช้เวิร์กโฟลว์เดียวกันเป๊ะๆ หากไม่สอดคล้องกับความเป็นจริงในการปฏิบัติงาน ตัวชี้วัดมาตรฐานพร้อมการเก็บรวบรวมข้อมูลที่กำหนดค่าได้มักเป็นความสมดุลที่ดีที่สุด.
สิ่งนี้มีประโยชน์อย่างยิ่งสำหรับผู้ผลิตข้ามชาติที่มีกระบวนการคล้ายคลึงกันในโรงงานต่างๆ ตัวอย่างเช่น ผู้ผลิตชิ้นส่วนยานยนต์อาจพบว่าโรงงานแห่งหนึ่งมีประสิทธิภาพการทำงานที่สม่ำเสมอ 8 ถึง 10 เปอร์เซ็นต์ จะดีกว่าในสายการผลิตที่คล้ายคลึงกัน ด้วยความเหมาะสม Oการตรวจสอบ EE ด้วยการตั้งค่านี้ บริษัทสามารถเปรียบเทียบหมวดหมู่เวลาหยุดทำงาน การดำเนินการเปลี่ยนผ่าน การตอบสนองต่อการบำรุงรักษา และแนวโน้มของของเสียได้อย่างตรงไปตรงมา ซึ่งจะเปลี่ยนการเปรียบเทียบมาตรฐานให้เป็นสิ่งที่นำไปปฏิบัติได้จริง แทนที่จะเป็นเพียงแค่ตัวชี้วัดระดับสูง.
มองหาการคำนวณ OEE ที่ยืดหยุ่นและการวิเคราะห์เชิงลึก
ทุกโรงงานคำนวณ OEE โดยใช้กรอบพื้นฐานเดียวกัน แต่รายละเอียดจะแตกต่างกันไป บางทีมไม่รวมการบำรุงรักษาตามแผนไว้ในความพร้อมใช้งาน บางทีมแยกของเสียจากการเริ่มต้นการผลิตออกจากของเสียที่เกิดขึ้นในสภาวะคงที่ และบางทีมจำเป็นต้องติดตามการปฏิบัติตามจังหวะการผลิตควบคู่ไปกับ OEE มาตรฐาน ที่ดี เครื่องมือคำนวณ OEE ควรอนุญาตให้คุณกำหนดค่าสูตร เกณฑ์ ลำดับเหตุผล และมิติการรายงานได้โดยไม่ต้องใช้วิธีแก้ปัญหาแบบแมนนวล หากตรรกะมีความยืดหยุ่นน้อยเกินไป ทีมของคุณอาจต้องส่งออกข้อมูลกลับไปยัง Excel อีกครั้ง.
ความสามารถในการเจาะลึกรายละเอียดก็มีความสำคัญไม่แพ้กัน คุณควรจะสามารถเปลี่ยนจาก OEE ระดับโรงงานไปสู่สายการผลิต เครื่องจักร ผลิตภัณฑ์ กะการทำงาน ผู้ปฏิบัติงาน และเหตุการณ์หยุดทำงานได้ภายในไม่กี่คลิก ในสภาพแวดล้อมโรงงานจริง โอกาสในการปรับปรุงมักไม่ได้มาจากตัวเลขโดยรวมเพียงอย่างเดียว แต่มาจากการระบุว่าเครื่องบรรจุเครื่องหนึ่งเสียเวลาไป 12% จากการหยุดเล็กน้อยในกะกลางคืน หรือการสูญเสียคุณภาพของเซลล์การขึ้นรูปเซลล์หนึ่งเพิ่มขึ้นอย่างรวดเร็วในช่วงเปลี่ยนผลิตภัณฑ์ นั่นคือจุดที่ระบบเริ่มสนับสนุนการปรับปรุงแบบลีน ไม่ใช่แค่การรายงาน KPI เท่านั้น.
รายการตรวจสอบสำหรับผู้ซื้อซอฟต์แวร์ OEE
เมื่อคุณประเมิน ซอฟต์แวร์ OEE, ใช้เช็คลิสต์ที่อิงจากการปฏิบัติงานจริงในโรงงาน ไม่ใช่แค่การสาธิตจากผู้จำหน่าย รายชื่อเครื่องมือที่คุณเลือกควรประกอบด้วยเครื่องมือที่สนับสนุน:
- แดชบอร์ดแบบเรียลไทม์ พร้อมการติดตามค่า OEE แบบเรียลไทม์ เวลาหยุดทำงาน ผลผลิต ของเสีย และการทำงานเป็นกะ
- การบันทึกเหตุผลการหยุดทำงานที่มีโครงสร้าง ด้วยรหัสมาตรฐานและการป้อนข้อมูลที่ง่ายสำหรับผู้ใช้งาน
- การเก็บรวบรวมข้อมูลด้วยตนเองและโดยอัตโนมัติ, รวมถึงสัญญาณเครื่องจักรและแบบฟอร์มแนวหน้า
- อินเทอร์เฟซที่ใช้งานง่ายบนมือถือและแท็บเล็ต สำหรับผู้ปฏิบัติงาน หัวหน้างาน และทีมงานซ่อมบำรุง
- การทำงานอัตโนมัติของเวิร์กโฟลว์ สำหรับการแจ้งเตือน การยกระดับปัญหา การอนุมัติ และการดำเนินการแก้ไข
- การบูรณาการ พร้อมด้วยระบบ MES, ERP, CMMS, ระบบคุณภาพ และระบบสินค้าคงคลัง
- การแจ้งเตือนตามบทบาท สำหรับเหตุการณ์ผิดปกติและการละเมิดเกณฑ์
- การรายงานจากหลายไซต์ ด้วยคำจำกัดความ KPI ที่สอดคล้องกันและการเจาะลึกรายละเอียดในระดับท้องถิ่น
- ตรรกะการคำนวณ OEE ที่ปรับแต่งได้ เพื่อให้สอดคล้องกับกฎการผลิตของคุณ
- บันทึกการตรวจสอบและประวัติ เพื่อการปฏิบัติตามกฎระเบียบ การตรวจสอบ และการติดตามการปรับปรุงอย่างต่อเนื่อง
ประเด็นหลักนั้นง่ายมาก: สิ่งที่ดีที่สุด ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ระบบนี้ไม่ใช่แค่หน้าจอแสดงผลรายงานเท่านั้น แต่ควรเชื่อมโยงข้อมูลจากเครื่องจักร ข้อมูลจากผู้ปฏิบัติงาน ขั้นตอนการทำงาน และการวิเคราะห์เข้าไว้ในระบบเดียว เพื่อให้ทีมของคุณสามารถตอบสนองได้เร็วขึ้นและปรับปรุงประสิทธิภาพได้อย่างสม่ำเสมอ หากเครื่องมือที่คุณใช้อยู่แสดงเฉพาะตัวเลขของเมื่อวาน ก็ไม่ได้ช่วยให้คุณจัดการกับความสูญเสียในปัจจุบันได้อย่างแท้จริง.
นอกเหนือจากแดชบอร์ด: ซอฟต์แวร์ OEE ช่วยให้ทีมพัฒนาประสิทธิภาพได้อย่างไร
โรงงานหลายแห่งเริ่มต้นเส้นทางสู่ดิจิทัลด้วย... การผลิตแดชบอร์ด OEE หน้าจอทีวีที่อยู่เหนือเส้นนั้นมีประโยชน์ แต่ยังไม่เพียงพอ ถ้าคุณ ซอฟต์แวร์ OEE หากระบบแสดงข้อมูลความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพหลังจากสิ้นสุดกะการทำงานเท่านั้น ทีมของคุณก็จะยังตอบสนองช้าเกินไป คุณค่าที่แท้จริงจะเกิดขึ้นเมื่อระบบช่วยให้หัวหน้างาน ช่างเทคนิค และทีมปรับปรุงอย่างต่อเนื่องสามารถเปลี่ยนจากการมองเห็นไปสู่การลงมือปฏิบัติได้.
แข็งแกร่ง ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ควรเชื่อมโยงความสูญเสียที่เกิดขึ้นจริงกับบุคคลและขั้นตอนการทำงานที่จำเป็นในการแก้ไขปัญหา ในทางปฏิบัติ นั่นหมายความว่าเหตุการณ์เครื่องหยุดทำงานควรเป็นตัวกระตุ้นให้เกิดการร้องขอการบำรุงรักษา การหยุดทำงานเล็กน้อยซ้ำๆ ควรนำไปสู่การวิเคราะห์หาสาเหตุที่แท้จริง และความสูญเสียด้านคุณภาพควรเชื่อมโยงกับบันทึกการดำเนินการแก้ไข แดชบอร์ดเพียงอย่างเดียวไม่สามารถปลดล็อกศักยภาพนั้นได้ การติดตามผลอย่างมีระเบียบวินัยต่างหากที่จะช่วยได้.
แดชบอร์ด OEE ที่ดีจะบอกคุณว่าเกิดอะไรขึ้น
แดชบอร์ดที่มีประสิทธิภาพช่วยให้ทีมผลิตสามารถตอบคำถามพื้นฐานแต่สำคัญได้อย่างรวดเร็ว สายการผลิตใดที่เสียเวลามากที่สุดในกะนี้? การเสียเวลามากที่สุดเกิดจากการเปลี่ยนสายการผลิต การขัดข้อง การสูญเสียความเร็ว หรือข้อบกพร่อง? เครื่องบรรจุในโรงงานผลิตอาหารหยุดทำงานห้าครั้งเนื่องจากการติดขัดเล็กน้อย หรือการขัดข้องครั้งใหญ่ครั้งเดียวทำให้เสียเวลาส่วนใหญ่ของกะ?
นี่คือที่นี่ การตรวจสอบ OEE เรื่องนี้สำคัญมาก ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่เห็นสายการผลิตที่ 3 ลดลงจาก 78% ถึง 61% OEE ก่อนเที่ยงวัน แดชบอร์ดที่ดีจะแสดงให้เห็นว่าการสูญเสียเกิดจากการหยุดทำงานสั้นๆ 8 ครั้งของเครื่องปั๊มขึ้นรูป ไม่ใช่จากเศษวัสดุหรือการหยุดทำงานตามแผน ระดับรายละเอียดเช่นนี้ช่วยให้ทีมสามารถมุ่งเน้นไปที่ข้อจำกัดที่แท้จริงได้ทันที แทนที่จะถกเถียงเรื่องสมมติฐานในการประชุมช่วงบ่าย.
ซอฟต์แวร์ OEE ที่ดีที่สุดยังบอกคุณด้วยว่าควรทำอะไรต่อไป
ช่องว่างระหว่างการรายงานและการปรับปรุงเป็นสิ่งที่โรงงานหลายแห่งประสบปัญหา การมีโรงงานที่แข็งแกร่งเป็นสิ่งสำคัญ ซอฟต์แวร์ติดตาม OEE การตั้งค่าระบบไม่ควรหยุดอยู่แค่การระบุความเสียหาย แต่ควรแนะนำขั้นตอนต่อไปโดยอัตโนมัติ หากเครื่องจักรหยุดทำงานนานกว่า 10 นาที ระบบสามารถแจ้งเตือนฝ่ายซ่อมบำรุง กำหนดผู้รับผิดชอบ และบันทึกเวลาตอบสนองได้ หากเกิดข้อผิดพลาดเดียวกันซ้ำสามครั้งในกะเดียว ระบบสามารถส่งต่อไปยังฝ่ายวิศวกรรมหรือฝ่ายปรับปรุงคุณภาพเพื่อตรวจสอบอย่างละเอียดต่อไป.
ตัวอย่างเช่น ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ สายการผลิตแบบติดตั้งบนพื้นผิวอาจแสดงข้อผิดพลาดในการป้อนวัสดุซ้ำๆ ในช่วงกะกลางคืน หากไม่มีการสนับสนุนเวิร์กโฟลว์ การหยุดทำงานเหล่านั้นจะถูกบันทึกเป็นเพียงนาทีที่สูญเปล่า แต่ด้วยระบบที่เชื่อมต่อกัน ซอฟต์แวร์ OEE, เหตุการณ์นี้สามารถสร้างงานบำรุงรักษาโดยอัตโนมัติ แจ้งเตือนหัวหน้ากะผ่านมือถือ และเปิดบันทึกการแก้ไขปัญหาหากเครื่องป้อนวัสดุเครื่องเดิมทำให้เกิดการสูญเสียซ้ำๆ ในหลายวัน ซึ่งจะช่วยลดเวลาในการตอบสนองและป้องกันไม่ให้การหยุดทำงานซ้ำๆ กลายเป็นเรื่อง "ปกติ"“
การเชื่อมโยง OEE กับการส่งมอบงานบำรุงรักษา
ปัญหาการหยุดทำงานมักเกิดขึ้นบริเวณรอยต่อระหว่างการผลิตและการบำรุงรักษา ผู้ปฏิบัติงานบันทึกว่า "เครื่องเสีย" แต่ฝ่ายบำรุงรักษาต้องการรายละเอียดข้อผิดพลาดที่ดีกว่า เช่น เวลาที่เกิดเหตุการณ์ และระดับความสำคัญ เพื่อให้สามารถตอบสนองได้อย่างมีประสิทธิภาพ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม เมื่อเชื่อมโยงกับขั้นตอนการทำงานด้านการบำรุงรักษา การส่งมอบงานก็จะราบรื่นและรวดเร็วยิ่งขึ้น.
ในโรงงานผลิตอาหาร เครื่องบรรจุภัณฑ์อาจหยุดทำงานซ้ำๆ เนื่องจากการจัดตำแหน่งฟิล์มผิดพลาด แทนที่จะโทรแจ้งฝ่ายซ่อมบำรุงทางวิทยุแล้วค่อยมาบันทึกข้อมูลลงในสเปรดชีต ผู้ปฏิบัติงานสามารถเลือกสาเหตุการหยุดทำงานบนแท็บเล็ต เพิ่มรูปภาพ และส่งข้อมูลได้ทันที ระบบจะบันทึกเวลาที่หยุดทำงาน ส่งต่อเคสไปยังช่างเทคนิคที่เหมาะสม และติดตามเวลาที่รับทราบและเวลาซ่อมแซมแล้วเสร็จ เมื่อเวลาผ่านไป ข้อมูลชุดนี้จะสร้างข้อมูลที่มีค่าสำหรับการวิเคราะห์เวลาเฉลี่ยในการแก้ไขปัญหา (MTTR) การวิเคราะห์ข้อผิดพลาดที่เกิดขึ้นซ้ำ และการวางแผนการบำรุงรักษาเชิงป้องกัน.
การเชื่อมโยงความสูญเสียด้านคุณภาพกับการดำเนินการแก้ไข
น่าแปลกใจที่โรงงานจำนวนมากติดตามเวลาหยุดทำงานอย่างใกล้ชิด แต่กลับจัดการความสูญเสียด้านคุณภาพแยกต่างหาก โดยบันทึกในแบบฟอร์มกระดาษหรือไฟล์ QC แยกต่างหาก ทำให้มองเห็นภาพรวม OEE ที่แท้จริงได้ยากขึ้น (Good) ซอฟต์แวร์ OEE ควรเชื่อมโยงข้อมูลที่ถูกปฏิเสธ การแก้ไขงาน และปัญหาผลผลิตในรอบแรกเข้ากับเหตุการณ์การผลิตและบริบทของการทำงานโดยตรง.
ลองพิจารณาการผลิตชิ้นส่วนภายในรถยนต์ด้วยการฉีดขึ้นรูป หากพบว่าข้อบกพร่องจากการฉีดขึ้นรูปเพิ่มขึ้นในระหว่างการผลิตแม่พิมพ์ครั้งหนึ่งๆ เครื่องมือคำนวณ OEE ไม่ควรแค่ลดคะแนนคุณภาพแล้วก็จบไป ควรเชื่อมโยงแนวโน้มของข้อบกพร่องเข้ากับเครื่องจักร แม่พิมพ์ ผู้ปฏิบัติงาน ล็อตวัสดุ และช่วงเวลา จากนั้นจึงเริ่มการตรวจสอบคุณภาพเมื่อเกินเกณฑ์ที่กำหนด เรื่องนี้สำคัญมากเพราะคุณภาพที่ไม่ดีอาจทำให้เสียกำลังการผลิตสองเท่า: ครั้งแรกในการสร้างข้อบกพร่อง และอีกครั้งในการแก้ไขหรือการตรวจสอบเพิ่มเติม.
กระบวนการทำงานแบบยกระดับช่วยลดเวลาในการตอบสนอง
มีประโยชน์ที่สุด ซอฟต์แวร์ติดตาม OEE รองรับการแจ้งปัญหาตามกฎเกณฑ์ ไม่ใช่ทุกการหยุดทำงานที่ต้องมีผู้จัดการ แต่ความเสียหายบางอย่างก็จำเป็น การหยุดทำงานเล็กน้อย 90 วินาทีอาจอยู่ในความรับผิดชอบของหัวหน้าสายการผลิต ในขณะที่ความผิดพลาดซ้ำซาก 20 นาทีในเครื่องจักรที่เป็นคอขวดควรแจ้งปัญหาไปยังผู้บังคับบัญชาทันที.
เรื่องนี้สำคัญเพราะเวลาตอบสนองมีผลกระทบโดยตรงต่อ OEE (Overall Equipment Effectiveness) ในโรงงานผลิตอิเล็กทรอนิกส์ขนาดใหญ่ สถานีทดสอบที่เป็นคอขวดเพียงแห่งเดียวที่ทำงานที่ 400 หน่วยต่อชั่วโมงจะทำให้สูญเสียเวลาไปประมาณ 133 หน่วย เริ่มตั้งแต่เวลาหยุดทำงานโดยไม่คาดคิดเพียง 20 นาที ก่อนที่จะพิจารณาถึงผลกระทบที่อาจเกิดขึ้นกับระบบอื่นๆ การตรวจสอบ OEE เมื่อเชื่อมโยงกับระบบแจ้งเตือน กฎการยกระดับ และการติดตามการดำเนินการ ระบบนี้จะช่วยให้ทีมปกป้องปริมาณงานได้แบบเรียลไทม์ แทนที่จะบันทึกความเสียหายในภายหลังเท่านั้น.
การปรับปรุงอย่างต่อเนื่องเริ่มต้นด้วยข้อมูลการสูญเสียที่มีโครงสร้าง
สำหรับทีม CI สิ่งที่ดีที่สุดคือ... ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม นอกจากจะช่วยสนับสนุนการจัดการประจำวันแล้ว ยังสร้างข้อมูลการสูญเสียที่มีโครงสร้างและค้นหาได้ ซึ่งสามารถนำไปใช้ในกิจกรรม Kaizen, A3, 8D และ TPM ได้ แทนที่จะดึงข้อมูลเวลาหยุดทำงานจากกระดานไวท์บอร์ดและแผ่นงาน Excel ด้วยตนเอง ทีมปรับปรุงสามารถวิเคราะห์สาเหตุที่เกิดขึ้นซ้ำๆ ตามสายการผลิต กะการทำงาน กลุ่มเครื่องจักร หรือประเภทผลิตภัณฑ์ได้.
ลองนึกภาพผู้จัดการแบบลีนกำลังตรวจสอบเวลาหยุดทำงานหนึ่งเดือนของสายการผลิตสามสาย แดชบอร์ดแสดงให้เห็นว่าการหยุดเล็กๆ น้อยๆ ที่ใช้เวลาน้อยกว่าสามนาทีนั้นคิดเป็นสัดส่วนเท่าใด 42% ของเวลาที่สูญเสียทั้งหมด, โดยส่วนใหญ่แล้วปัญหาจะเกี่ยวข้องกับปัญหาการจัดตำแหน่งเซ็นเซอร์เพียงตัวเดียวในผลิตภัณฑ์ตระกูลใดตระกูลหนึ่ง ข้อมูลเชิงลึกนี้มีประโยชน์อย่างมาก เพราะชี้ให้เห็นถึงมาตรการแก้ไขที่ตรงจุด ไม่ใช่การคาดเดาแบบกว้างๆ เมื่อระบบ OEE เชื่อมโยงกับแผนปฏิบัติการ การตรวจสอบ และการตรวจสอบยืนยัน การปรับปรุงก็จะสามารถวัดผลได้และรักษาไว้ได้ง่ายขึ้น.
เหตุใดเวิร์กโฟลว์แบบกำหนดเองจึงทำให้ซอฟต์แวร์ OEE มีประโยชน์มากขึ้น
โรงงานแต่ละแห่งมีวิธีการจำแนกความเสียหายที่แตกต่างกัน ผู้ผลิตชิ้นส่วนยานยนต์ระดับ Tier 1 อาจต้องการรหัสการหยุดทำงาน เกณฑ์การยกระดับ และขั้นตอนการอนุมัติที่แตกต่างจากโรงงานผลิตเครื่องดื่มหรือผู้ผลิตชิ้นส่วนอิเล็กทรอนิกส์แบบรับจ้างผลิต นั่นเป็นเหตุผลว่าทำไมผู้ผลิตหลายรายจึงเลิกใช้โซลูชันเฉพาะจุดและสเปรดชีตในเวลาเดียวกัน เพราะอย่างหนึ่งนั้นตายตัวเกินไป และอีกอย่างหนึ่งก็ต้องอาศัยแรงงานคนมากเกินไป.
แพลตฟอร์มที่ไม่ต้องเขียนโค้ด เช่น Jodoo ทำให้ ซอฟต์แวร์ OEE ใช้งานได้จริงมากกว่า เพราะคุณสามารถสร้างเวิร์กโฟลว์ให้สอดคล้องกับกระบวนการผลิตจริงในโรงงานของคุณได้ คุณสามารถกำหนดค่าแบบฟอร์มการหยุดทำงาน การส่งมอบงานบำรุงรักษา การยกระดับข้อบกพร่อง การติดตามการตรวจสอบแบบหลายระดับ และแดชบอร์ดแบบเรียลไทม์ได้ในระบบเดียว โดยไม่ต้องรอการพัฒนาแบบกำหนดเองจำนวนมาก ซึ่งเป็นสิ่งสำคัญหากคุณต้องการให้โรงงานของคุณ... การผลิตแดชบอร์ด OEE ตั้งค่าให้เป็นส่วนหนึ่งของการดำเนินงานประจำวัน ไม่ใช่แค่หน้าจอรายงานเท่านั้น.
โดยสรุปคือ ดีที่สุด ซอฟต์แวร์ OEE ช่วยให้ทีมมองเห็นความสูญเสีย ตอบสนองได้เร็วขึ้น และปิดช่องว่างในการปรับปรุง หากระบบปัจจุบันของคุณแสดงเฉพาะ KPI คุณกำลังวัดประสิทธิภาพโดยไม่ได้บริหารจัดการอย่างเต็มที่ โรงงานที่ปรับปรุง OEE ได้อย่างสม่ำเสมอ มักจะเป็นโรงงานที่เชื่อมโยงข้อมูล การดำเนินการ และความรับผิดชอบเข้าด้วยกันในขั้นตอนการทำงานเดียว.
Jodoo ช่วยแก้ปัญหาช่องว่างในการติดตาม OEE, การตรวจสอบ OEE และขั้นตอนการทำงานได้อย่างไร
พืชหลายชนิดเริ่มต้นด้วยพื้นฐาน ซอฟต์แวร์ติดตาม OEE, จากนั้นก็จะถึงขีดจำกัดอย่างรวดเร็ว ระบบอาจแสดงความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพบนแดชบอร์ด แต่บ่อยครั้งที่ไม่สามารถตรงกับวิธีการที่โรงงานบันทึกเวลาหยุดทำงาน อนุมัติการบำรุงรักษา หรือจัดการกับข้อยกเว้นระดับกะได้ ช่องว่างดังกล่าวพบได้ทั่วไปในอุตสาหกรรมชิ้นส่วนยานยนต์ การประกอบชิ้นส่วนอิเล็กทรอนิกส์ และการแปรรูปอาหาร ซึ่งไซต์งานเดียวอาจรวมสัญญาณจากเครื่องจักร การป้อนข้อมูลด้วยตนเองของผู้ปฏิบัติงาน ไฟล์ Excel และบันทึกกระดาษ ในกรณีเหล่านั้น, ซอฟต์แวร์ OEE มันต้องทำมากกว่าแค่คำนวณตัวเลข มันต้องเชื่อมโยงผู้คน ข้อมูล และการดำเนินการติดตามผลเข้าด้วยกัน.
Jodoo มีประโยชน์ในที่นี้เพราะไม่ใช่โซลูชันเฉพาะจุดที่ตายตัว เป็นแพลตฟอร์มที่ไม่ต้องเขียนโค้ดซึ่งผู้ผลิตสามารถใช้สร้างได้ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ปรับแต่งเวิร์กโฟลว์ให้สอดคล้องกับกระบวนการทำงานจริง โดยไม่ต้องรอการพัฒนาแบบกำหนดเองที่ซับซ้อน นั่นหมายความว่าคุณสามารถกำหนดค่าแบบฟอร์มการหยุดทำงาน การบันทึกเศษวัสดุ กฎการแจ้งเตือน คำขอการบำรุงรักษา การอนุมัติแบบหลายระดับ และแดชบอร์ดแบบเรียลไทม์ได้ในสภาพแวดล้อมเดียว สำหรับโรงงานที่มีการเก็บรวบรวมข้อมูลแบบผสมผสานระหว่างข้อมูลด้วยตนเองและเครื่องจักร ความยืดหยุ่นนี้มีความสำคัญมากกว่ารายการคุณสมบัติที่ยาวเหยียดบนกระดาษ.
สร้างระบบติดตาม OEE โดยอิงจากกระบวนการทำงานจริงในโรงงานของคุณ
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่ดูแลเครื่องปั๊มขึ้นรูปโลหะ 6 เครื่องตลอด 3 กะ ทีมงานต้องการสิ่งที่ดีกว่านี้ การตรวจสอบ OEE, แต่เครื่องกดเครื่องหนึ่งส่งข้อมูล PLC โดยอัตโนมัติ สายการผลิตอีกสองสายยังคงต้องพึ่งพาแท็กเวลาหยุดทำงานของผู้ปฏิบัติงาน และสินค้าที่ไม่ได้มาตรฐานจะถูกบันทึกไว้ในไฟล์ตรวจสอบแยกต่างหาก ระบบมาตรฐานอาจบังคับให้โรงงานปรับตัวเข้ากับแบบจำลองที่ตายตัว แต่ Jodoo ช่วยให้ทีมสร้างแบบฟอร์มและเวิร์กโฟลว์ที่เหมาะสมกับสถานะปัจจุบัน ในขณะเดียวกันก็สร้างเส้นทางไปสู่ระบบอัตโนมัติที่มากขึ้นในอนาคต ซึ่งจะช่วยลดอุปสรรคในการใช้งานและช่วยให้โรงงานเริ่มปรับปรุง OEE ได้ในตอนนี้ แทนที่จะรอโครงการ MES เต็มรูปแบบ.
ด้วย Jodoo คุณสามารถสร้างแบบฟอร์มบันทึกเวลาหยุดทำงานแบบดิจิทัลที่บันทึกสาเหตุการหยุดทำงาน ระยะเวลา รหัสเครื่องจักร กะการทำงาน ชื่อผู้ปฏิบัติงาน และการดำเนินการแก้ไขที่ดำเนินการได้อย่างแม่นยำ นอกจากนี้ คุณยังสามารถเพิ่มกฎการตรวจสอบความถูกต้องเพื่อให้ผู้ปฏิบัติงานต้องเลือกจากหมวดหมู่การสูญเสียมาตรฐาน เช่น การตั้งค่า การเปลี่ยนเครื่องมือ การขาดแคลนวัสดุ ความผิดพลาดของเซ็นเซอร์ หรือการเสียที่ไม่ได้วางแผนไว้ นี่เป็นสิ่งสำคัญอย่างยิ่งเพราะคุณภาพข้อมูลที่ไม่ดีเป็นหนึ่งในสาเหตุหลักที่ทำให้โครงการ OEE หยุดชะงัก หากสาเหตุการหยุดทำงานไม่สอดคล้องกัน ตัวเลข OEE ของคุณก็จะเชื่อถือได้ยาก ในทางปฏิบัติ การกำหนดรหัสสาเหตุมาตรฐานเพียงอย่างเดียวก็สามารถเปิดเผยการหยุดทำงานเล็กน้อยที่เกิดขึ้นซ้ำๆ ซึ่งก่อนหน้านี้ซ่อนอยู่ภายในหมวด "อื่นๆ" ได้แล้ว“
สร้างแดชบอร์ด OEE แบบกำหนดเองที่ทีมฝ่ายผลิตจะใช้งานได้จริง
ดี แดชบอร์ด OEE สำหรับการผลิต ทีมงานต่างพึ่งพาข้อมูลไม่เพียงแต่เปอร์เซ็นต์รายวันเพียงอย่างเดียว ผู้จัดการโรงงานมักต้องการแนวโน้มระดับสายการผลิต ทีมซ่อมบำรุงต้องการรูปแบบความล้มเหลว และหัวหน้างานต้องการสถานะการทำงานแบบเรียลไทม์พร้อมการดำเนินการทันที Jodoo ช่วยให้คุณสร้างแดชบอร์ดตามบทบาทที่แสดงมุมมองที่แตกต่างกันของข้อมูลการดำเนินงานเดียวกัน เพื่อให้แต่ละทีมเห็นสิ่งที่สำคัญโดยไม่ถูกภาระงานมากเกินไป ซึ่งมีประโยชน์อย่างยิ่งในโรงงานที่ฝ่ายผลิต ฝ่ายคุณภาพ และฝ่ายซ่อมบำรุงยังคงทำงานโดยใช้สเปรดชีตที่แตกต่างกัน.
ตัวอย่างเช่น โรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์สามารถสร้างแดชบอร์ดหนึ่งสำหรับผู้ปฏิบัติงาน โดยแสดงผลผลิตแบบเรียลไทม์เทียบกับเป้าหมาย เวลาหยุดทำงานเป็นนาที และอัตราผลผลิตรอบแรกต่อสายการผลิต ผู้จัดการฝ่ายผลิตสามารถใช้แดชบอร์ดที่สอง ซึ่งแสดงค่า OEE (Overall Equipment Effectiveness) แยกตามกะ สาเหตุการหยุดทำงานห้าอันดับแรก และสถานีที่มีประสิทธิภาพต่ำที่สุดในช่วงเจ็ดวันที่ผ่านมา ฝ่ายซ่อมบำรุงสามารถมีมุมมองที่สาม ซึ่งเน้นการหยุดทำงานซ้ำๆ ตามสินทรัพย์ เวลาเฉลี่ยระหว่างความล้มเหลว และคำขอทำงานที่ยังเปิดอยู่ซึ่งเชื่อมโยงกับเหตุการณ์เหล่านั้น แทนที่จะต้องตามรายงานหลังจากสิ้นสุดกะ แต่ละทีมสามารถดำเนินการได้ในขณะที่ความเสียหายยังคงเกิดขึ้น.
เนื่องจาก Jodoo สามารถปรับแต่งได้ จึงสามารถใช้งานในลักษณะอื่นๆ ได้เช่นกัน เครื่องมือคำนวณ OEE เมื่อโรงงานยังไม่สามารถดึงข้อมูลทุกจุดจากอุปกรณ์โดยอัตโนมัติได้ คุณสามารถกำหนดสูตรสำหรับความพร้อมใช้งาน ประสิทธิภาพ คุณภาพ และ OEE โดยรวม โดยอิงจากข้อมูลป้อนเข้าและกฎการผลิตที่ได้รับการอนุมัติ ซึ่งจะช่วยให้โรงงานลดการคำนวณด้วยสเปรดชีตแบบแมนนวล ซึ่งช้าและมักสร้างปัญหาการควบคุมเวอร์ชันข้ามกะและแผนก เมื่อตรรกะได้รับการกำหนดมาตรฐานในระบบแล้ว ผู้จัดการจะใช้เวลาน้อยลงในการถกเถียงเรื่องสูตร และใช้เวลามากขึ้นในการแก้ไขสาเหตุที่แท้จริง.
เชื่อมโยงข้อมูล OEE เข้ากับเวิร์กโฟลว์การบำรุงรักษาและการแก้ไขปัญหา
หนึ่งในจุดอ่อนที่ใหญ่ที่สุดของหลายๆ คน ซอฟต์แวร์ติดตาม OEE ข้อเสียของเครื่องมือเหล่านี้คือ การวัดความสูญเสียโดยไม่กระตุ้นให้เกิดการดำเนินการแก้ไข การรู้ว่าสายการผลิตทำงานที่ OEE 58% เมื่อวานนี้เป็นสิ่งที่มีประโยชน์ แต่ก็ไม่ได้แก้ปัญหาที่ต้นเหตุหากไม่มีใครรับผิดชอบต่อการหยุดชะงักที่เกิดขึ้นซ้ำๆ Jodoo ช่วยอุดช่องว่างนั้นโดยการเชื่อมโยงบันทึกเวลาหยุดทำงานโดยตรงกับขั้นตอนการทำงาน เช่น คำขอการบำรุงรักษา การตรวจสอบโดยหัวหน้างาน การตรวจสอบอะไหล่ และการติดตามผลการแก้ไข ซึ่งจะสร้างความรับผิดชอบแทนที่จะเป็นเพียงรายงานแบบ passively อีกฉบับหนึ่ง.
ลองนึกภาพโรงงานผลิตอาหารแห่งหนึ่งที่เครื่องบรรจุภัณฑ์หยุดทำงานซ้ำแล้วซ้ำเล่าเนื่องจากการจัดตำแหน่งฟิล์มป้อนไม่ถูกต้อง ทุกครั้งที่ผู้ปฏิบัติงานบันทึกรหัสการหยุดทำงานดังกล่าวใน Jodoo ระบบจะแจ้งเตือนฝ่ายซ่อมบำรุงโดยอัตโนมัติหากปัญหาเดียวกันเกิดขึ้นสามครั้งภายในกะเดียว ระบบสามารถสร้างคำขอทำงานพร้อมหมายเลขเครื่องจักร รูปภาพ ระยะเวลาการหยุดทำงาน และความคิดเห็นของผู้ปฏิบัติงานได้ จากนั้นหัวหน้างานสามารถตรวจสอบได้ว่าปัญหาได้รับการแก้ไขชั่วคราวแล้วหรือไม่ หรือจำเป็นต้องดำเนินการแก้ไขที่ต้นเหตุอย่างแท้จริง เช่น การเปลี่ยนชิ้นส่วน การฝึกอบรมการตั้งค่าใหม่ หรือการปรับปรุงการบำรุงรักษาเชิงป้องกัน.
กระบวนการแบบวงปิดเช่นนี้มีความสำคัญ เพราะการหยุดทำงานโดยไม่ได้วางแผนไว้ อาจทำให้ผู้ผลิตสูญเสียเงินหลายพันดอลลาร์ต่อชั่วโมง ขึ้นอยู่กับสายการผลิตและมูลค่าของผลิตภัณฑ์ การศึกษาในอุตสาหกรรมแสดงให้เห็นบ่อยครั้งว่า ผู้ผลิตสูญเสียกำลังการผลิตจำนวนมากไปกับการหยุดทำงานเล็กน้อยและความล้มเหลวเรื้อรัง ไม่ใช่แค่การเสียครั้งใหญ่เท่านั้น หากคุณ การตรวจสอบ OEE ระบบไม่สามารถดำเนินการใดๆ ได้เมื่อค่าที่กำหนดไว้เกินขีดจำกัด คุณทำได้เพียงบันทึกความสูญเสียแทนที่จะลดความสูญเสียลง Jodoo ช่วยให้การติดตามผลเป็นไปอย่างชัดเจน โดยเชื่อมโยงเหตุการณ์ความสูญเสียแต่ละครั้งเข้ากับสถานะ เจ้าของ วันครบกำหนด และบันทึกการเสร็จสิ้น.
รองรับการเก็บข้อมูลแบบผสมผสานทั้งแบบด้วยตนเองและด้วยเครื่องจักร
โรงงานส่วนใหญ่ยังไม่ได้ใช้ระบบอัตโนมัติอย่างเต็มรูปแบบในการเก็บรวบรวมข้อมูลประสิทธิภาพ โรงงานที่พัฒนาแล้วอาจมีเครื่องนับจำนวนในสายการผลิตที่สำคัญ แต่ยังคงต้องพึ่งพาการบันทึกเศษวัสดุด้วยมือ การขอซ่อมบำรุงด้วยเอกสาร และการส่งมอบงานระหว่างกะด้วยวาจา นั่นคือเหตุผลที่ระบบที่ยืดหยุ่นจึงมีความสำคัญ ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม แนวทางนี้มักจะใช้งานได้จริงมากกว่าระบบที่ตั้งสมมติฐานว่าทุกสินทรัพย์สามารถส่งข้อมูลแบบเรียลไทม์ได้อย่างสมบูรณ์แบบตั้งแต่วันแรก Jodoo สนับสนุนแนวทางสายกลางนี้ได้เป็นอย่างดี เพราะสามารถผสานรวมแบบฟอร์มดิจิทัล แอปพลิเคชันบนมือถือ ตรรกะการทำงาน และแดชบอร์ดเข้าไว้ในระบบเดียว.
ตัวอย่างเช่น โรงงานฉีดขึ้นรูปพลาสติกสามารถเริ่มต้นด้วยการแปลงข้อมูลการนับรอบการทำงานของผู้ปฏิบัติงาน ปริมาณชิ้นงานที่ไม่ได้มาตรฐาน เวลาเปลี่ยนแม่พิมพ์ และสาเหตุการหยุดทำงานให้เป็นระบบดิจิทัลผ่านแบบฟอร์มบนแท็บเล็ตที่แต่ละเครื่องจักร หากในภายหลังมีสัญญาณจากเครื่องจักรเพิ่มเติม โรงงานก็สามารถบูรณาการข้อมูลเหล่านั้นได้โดยยังคงใช้ขั้นตอนการทำงานและแดชบอร์ดเดิมที่ผู้ควบคุมงานและวิศวกรใช้งานอยู่ ซึ่งจะช่วยปกป้องความพยายามในการดำเนินการและหลีกเลี่ยงปัญหาทั่วไปของการแทนที่ระบบที่ไม่สมบูรณ์ระบบหนึ่งด้วยอีกระบบหนึ่ง สำหรับผู้ผลิตขนาดกลางหลายราย วิธีการแบบค่อยเป็นค่อยไปนี้มีความสมจริงมากกว่าทั้งในด้านการดำเนินงานและด้านการเงิน.
มอบเครื่องมือที่ผู้ปฏิบัติงานและหัวหน้างานจะนำไปใช้ได้จริงในพื้นที่ปฏิบัติงาน
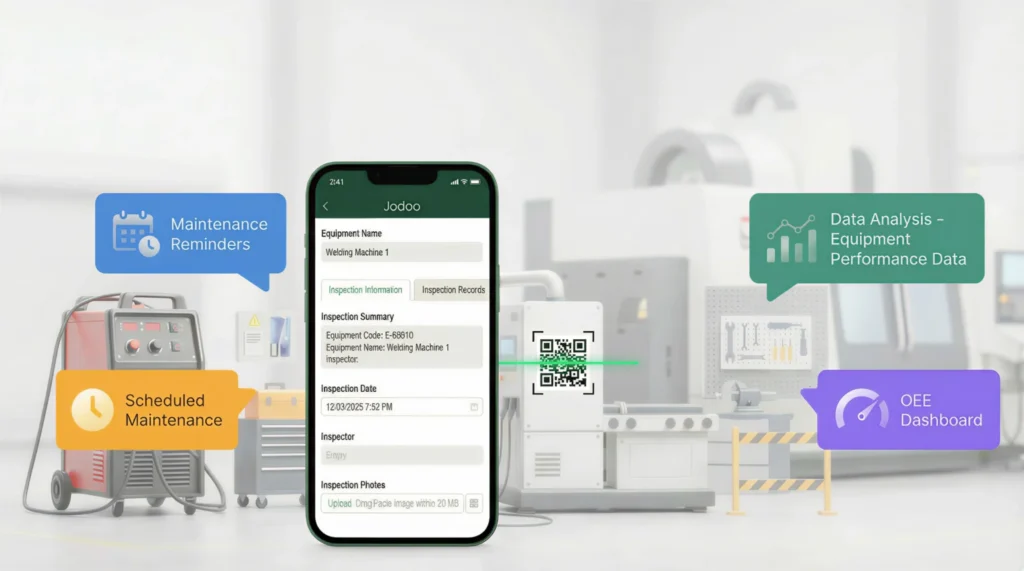
การนำไปใช้งานจริงมีความสำคัญไม่แพ้ฟีเจอร์ต่างๆ หากผู้ปฏิบัติงานต้องเปิดระบบเดสก์ท็อปที่ซับซ้อนเพียงเพื่อบันทึกการหยุดทำงานห้านาที ข้อมูลก็จะล่าช้า ไม่ครบถ้วน หรือถูกละเลยไปเลย Jodoo ช่วยให้ทีมสร้างแอปพลิเคชันที่ใช้งานง่ายสำหรับผู้ปฏิบัติงาน โดยมีรหัสเหตุผลแบบดรอปดาวน์ การเลือกอุปกรณ์ด้วยบาร์โค้ดหรือคิวอาร์โค้ด การอัปโหลดรูปภาพ ลายเซ็น และเลย์เอาต์ที่เป็นมิตรกับอุปกรณ์พกพาซึ่งใช้งานได้ทั้งบนแท็บเล็ตและโทรศัพท์ นี่เป็นสิ่งสำคัญในสภาพแวดล้อมการผลิตที่วุ่นวาย ซึ่งการคลิกเพิ่มเติมทุกครั้งจะลดการปฏิบัติตามกฎระเบียบลง.
หัวหน้างานยังได้รับประโยชน์จากอินเทอร์เฟซที่ใช้งานง่าย แทนที่จะตรวจสอบหลายระบบ พวกเขาสามารถตรวจสอบเหตุการณ์เครื่องหยุดทำงาน อนุมัติบันทึกการแก้ไข มอบหมายงานติดตาม และตรวจสอบประสิทธิภาพการทำงานในแต่ละกะได้จากแอปเดียว ในโรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์หรืออาหารที่มีสายการผลิตหลายสาย วิธีนี้ช่วยประหยัดเวลาในช่วงเปลี่ยนกะและการประชุมทบทวนประจำวัน นอกจากนี้ยังสร้างบันทึกการตรวจสอบที่ชัดเจนยิ่งขึ้นสำหรับการควบคุมกระบวนการตามมาตรฐาน ISO 9001 และการรายงานการปรับปรุงอย่างต่อเนื่อง.
เหตุใดเรื่องนี้จึงสำคัญต่อการปรับปรุงอย่างต่อเนื่อง
OEE จะมีคุณค่าก็ต่อเมื่อนำไปสู่การปรับปรุงอย่างยั่งยืน ทีมงาน Lean และ CI มักประสบปัญหาเพราะข้อมูลที่สูญหายอยู่ในระบบหนึ่ง รายการดำเนินการอยู่ในอีเมล และผลการตรวจสอบอยู่ในกระดาษ Jodoo ช่วยให้คุณเชื่อมต่อบันทึก OEE กับเวิร์กโฟลว์การปรับปรุงที่กว้างขึ้น เช่น การแก้ปัญหา A3 การตรวจสอบกระบวนการแบบหลายระดับ การติดตามความผิดปกติ และการติดตามการดำเนินการ Kaizen ซึ่งจะเปลี่ยน OEE จาก KPI ที่คงที่ไปเป็นระบบการปรับปรุงการดำเนินงาน.
ตัวอย่างจริงจากภาคการผลิต: โรงงานสามารถใช้ Jodoo เป็นเครื่องมือคำนวณ OEE ได้อย่างไร
ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานผลิตชิ้นส่วนยานยนต์ที่ควบคุมเครื่องปั๊มขึ้นรูปสี่เครื่องในสองกะ ทีมงานบันทึกเวลาการผลิตที่วางแผนไว้ เวลาหยุดทำงานโดยไม่คาดคิด การหยุดเล็กน้อย และของเสียใน Excel ในขณะที่หัวหน้างานบันทึกบันทึกการเสียบนกระดาษและบันทึกปัญหาการบำรุงรักษาในระบบแยกต่างหาก เมื่อสิ้นสุดแต่ละกะ จะมีคนนำตัวเลขมารวมกันด้วยตนเองเพื่อประเมิน OEE แต่ถึงตอนนั้น สายการผลิตก็สูญเสียเวลาการผลิตไปแล้วหลายชั่วโมง นี่เป็นเหตุผลทั่วไปที่ทำให้หลายโรงงานเริ่มมองหา ซอฟต์แวร์ OEE ซึ่งจะช่วยให้พวกเขาเปลี่ยนจากการรายงานล่าช้าไปเป็นการดำเนินการแบบเรียลไทม์ได้.
ก่อนหน้านี้: การติดตาม OEE ด้วยสเปรดชีตสร้างจุดบอด
ในการตั้งค่าสเปรดชีต ผู้ปฏิบัติงานอาจบันทึกเหตุผลการหยุดทำงาน เช่น “ความล่าช้าในการเปลี่ยนแม่พิมพ์” “การติดขัดของเครื่องป้อน” หรือ “ความผิดพลาดของเซ็นเซอร์” ในรูปแบบที่แตกต่างกัน ทำให้ยากต่อการจัดกลุ่มความสูญเสียอย่างแม่นยำ และแทบเป็นไปไม่ได้เลยที่จะเปรียบเทียบเครื่องพิมพ์ สายการผลิต หรือกะการทำงานหนึ่งกับอีกเครื่องหนึ่งโดยไม่ต้องตรวจสอบด้วยตนเอง หากเครื่องพิมพ์หยุดทำงานหกครั้งในหนึ่งกะการทำงาน ทีมงานฝ่ายผลิตอาจทราบเพียงจำนวนนาทีทั้งหมดที่สูญเสียไป แต่ไม่ทราบว่าโหมดความล้มเหลวใดเกิดขึ้นซ้ำๆ ส่งผลให้โรงงานมีข้อมูล แต่ไม่มีข้อมูลเชิงลึกที่นำไปใช้ได้จริง.
หลังจากนั้น: Jodoo กลายเป็นเครื่องมือคำนวณ OEE ที่สามารถปรับแต่งได้
ด้วย Jodoo โรงงานเดียวกันนี้สามารถสร้างโครงสร้างที่เรียบง่ายแต่มีระเบียบได้ เครื่องมือคำนวณ OEE โดยไม่ต้องพัฒนาซอฟต์แวร์เพิ่มเติมจำนวนมาก ผู้ปฏิบัติงานสามารถรายงานเหตุการณ์เครื่องจักรหยุดทำงานผ่านแบบฟอร์มบนมือถือหรือแท็บเล็ต ณ สายการผลิต โดยเลือกใช้รหัสเหตุผลมาตรฐาน เช่น เครื่องจักรเสีย การผลิตเกินเวลาที่กำหนด วัตถุดิบขาดแคลน หรือการปรับคุณภาพ แบบฟอร์มยังสามารถบันทึกเวลาเริ่มต้น เวลาสิ้นสุด รหัสเครื่องจักร กะการทำงาน รหัสสินค้า รูปภาพ และความคิดเห็นของผู้ปฏิบัติงาน ทำให้ได้ข้อมูลที่สะอาดและมีโครงสร้างตั้งแต่เริ่มต้น ซึ่งจะช่วยปรับปรุงคุณภาพของโรงงานได้ทันที ซอฟต์แวร์ติดตาม OEE การตั้งค่า.
จากนั้น Jodoo จะคำนวณความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพโดยอัตโนมัติโดยใช้ตรรกะของโรงงานเอง ตัวอย่างเช่น ความพร้อมใช้งานสามารถคำนวณจากเวลาการผลิตที่วางแผนไว้ลบด้วยเวลาหยุดทำงานที่บันทึกไว้ ประสิทธิภาพสามารถเปรียบเทียบจำนวนรอบการทำงานจริงกับอัตราการทำงานในอุดมคติ และคุณภาพสามารถดึงปริมาณที่ดีเทียบกับปริมาณทั้งหมดจากรายงานการผลิต แทนที่จะรอให้วิศวกรอัปเดตสเปรดชีต โรงงานจะได้รับมุมมองแบบเรียลไทม์ของข้อมูล ซอฟต์แวร์ประสิทธิภาพอุปกรณ์โดยรวม ตัวชี้วัดแยกตามสายการผลิต กะการทำงาน เครื่องจักร และกลุ่มผลิตภัณฑ์ สิ่งนี้มีประโยชน์อย่างยิ่งในสภาพแวดล้อมที่มีหลายสายการผลิต ซึ่งลำดับความสำคัญอาจเปลี่ยนแปลงไปในแต่ละชั่วโมง.
ขั้นตอนการทำงานบนสายการผลิตอาจมีลักษณะดังนี้
ลองนึกภาพว่าสายการผลิตที่ 2 หยุดทำงานเวลา 10:17 น. เนื่องจากความผิดพลาดของระบบป้อนวัสดุ พนักงานเปิดแบบฟอร์ม Jodoo บนแท็บเล็ต สแกนคิวอาร์โค้ดของเครื่อง เลือก “ความผิดพลาดของระบบป้อนวัสดุ” ป้อนเวลาที่หยุดทำงานและเริ่มทำงานใหม่ และเพิ่มรูปภาพของจุดที่ป้อนวัสดุผิดพลาด เมื่อสายการผลิตเริ่มทำงานอีกครั้ง พนักงานจะปิดเหตุการณ์ และระยะเวลาหยุดทำงานจะถูกคำนวณโดยอัตโนมัติ ข้อมูลดังกล่าวจะถูกป้อนเข้าสู่ข้อมูล OEE แบบเรียลไทม์ของโรงงานโดยไม่ต้องป้อนข้อมูลซ้ำในภายหลัง.
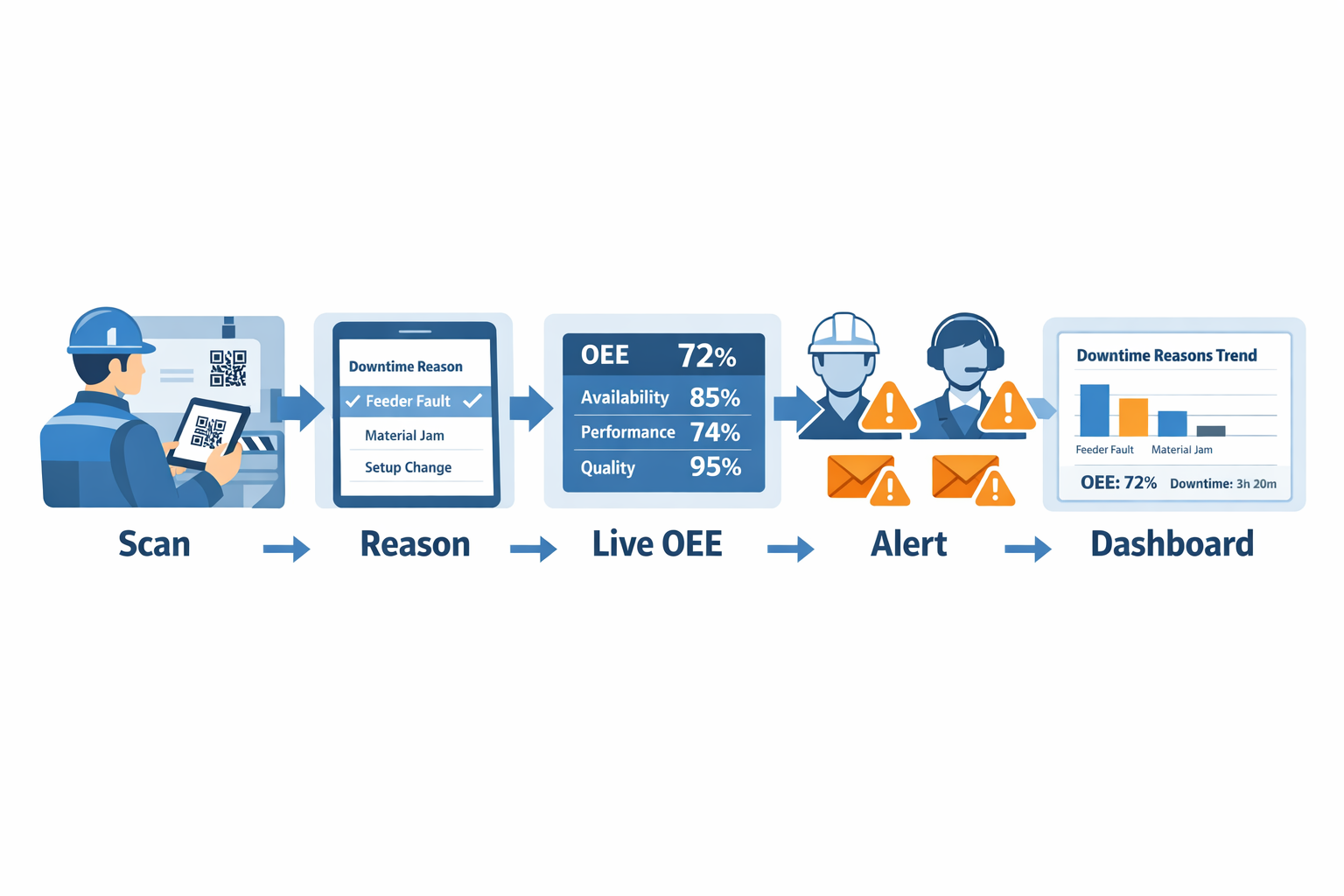
หากเวลาหยุดทำงานเกินกว่าเกณฑ์ที่กำหนดไว้ เช่น 10 นาที, Jodoo สามารถเรียกใช้เวิร์กโฟลว์โดยอัตโนมัติได้ ระบบจะส่งการแจ้งเตือนไปยังหัวหน้างานฝ่ายซ่อมบำรุง ในขณะที่หัวหน้าฝ่ายผลิตจะได้รับการแจ้งเตือนพร้อมกันหากปัญหานั้นส่งผลกระทบต่อเป้าหมายของกะงาน เรื่องนี้สำคัญมากเพราะการแจ้งเตือนอย่างรวดเร็วเป็นหนึ่งในข้อดีที่ชัดเจนที่สุดของระบบดิจิทัล การตรวจสอบ OEE: ผู้ที่เกี่ยวข้องจะเห็นปัญหาขณะที่ปัญหายังเกิดขึ้นอยู่ ไม่ใช่หลังจากปิดรายงานการทำงานแล้ว ในทางปฏิบัติ วิธีนี้จะช่วยลดเวลาในการตอบสนองต่อปัญหาขัดข้องที่เกิดขึ้นซ้ำๆ ได้อย่างมาก.
การเปิดเผยความสูญเสียบนแดชบอร์ด OEE ที่ทีมฝ่ายผลิตสามารถนำไปใช้ได้
เมื่อระบบบันทึกเหตุการณ์ต่างๆ อย่างเป็นระเบียบแล้ว Jodoo ก็สามารถแสดงผลเหตุการณ์เหล่านั้นบนหน้าจอได้ แดชบอร์ด OEE สำหรับการผลิต ทีมต่างๆ สามารถนำไปปฏิบัติได้จริง ผู้จัดการโรงงานสามารถเปิดแดชบอร์ดเดียวและดูค่า OEE ปัจจุบันแยกตามเครื่องผลิต สาเหตุหลักของการหยุดทำงานในแต่ละวัน จำนวนนาทีที่เครื่องเสียในแต่ละกะ และแนวโน้มของเศษวัสดุตามหมายเลขชิ้นส่วน ผู้จัดการฝ่ายซ่อมบำรุงอาจใช้มุมมองที่กรองแล้วเพื่อแสดงเฉพาะความสูญเสียทางกล เวลาเฉลี่ยระหว่างความล้มเหลว และการดำเนินการแก้ไขที่ล่าช้า ผู้จัดการฝ่ายผลิตสามารถมุ่งเน้นไปที่การสูญเสียความเร็วและการเกินเวลาในการเปลี่ยนกะเพื่อกำหนดเป้าหมายในการฟื้นฟูผลผลิตในทันที.
แดชบอร์ดประเภทนี้มีประโยชน์มากกว่ารายงานสิ้นเดือนแบบคงที่ เพราะช่วยให้เห็นรูปแบบการสูญเสียได้ตั้งแต่เนิ่นๆ ตัวอย่างเช่น หากความผิดพลาดของสายป้อนเป็นสาเหตุของ... 28% หากทีมงานสามารถตรวจสอบเวลาหยุดทำงานทั้งหมดของเครื่องจักรเครื่องหนึ่งในช่วงเจ็ดวันที่ผ่านมา ทีมงานจะสามารถหาสาเหตุที่แท้จริงได้ก่อนที่ปัญหาจะลุกลามไปยังเครื่องจักรอื่นๆ ในโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ วิธีการเดียวกันนี้อาจเผยให้เห็นว่าการหยุดทำงานเล็กน้อยของเครื่องจักรแบบหยิบและวางนั้นทำให้ประสิทธิภาพการทำงานลดลงมากกว่าการเสียครั้งใหญ่เสียอีก ในสายการผลิตอาหาร แดชบอร์ดอาจแสดงให้เห็นว่าการล้างทำความสะอาดที่เกินเวลาที่กำหนดนั้นส่งผลกระทบต่อความพร้อมใช้งานมากกว่าที่คาดการณ์ไว้ในตอนแรก.
ส่งต่อปัญหาไปยังทีมที่เหมาะสมเพื่อการแก้ไขที่รวดเร็วยิ่งขึ้น
มูลค่าที่แท้จริงของ ซอฟต์แวร์ OEE นี่ไม่ใช่แค่การคำนวณ แต่เป็นการลงมือทำ ใน Jodoo เหตุการณ์หยุดทำงานสามารถกระตุ้นเวิร์กโฟลว์ที่เชื่อมโยงกัน ซึ่งจะกำหนดงานติดตามผลตามรหัสเหตุผล ประเภทสินทรัพย์ หรือระดับความรุนแรง ความผิดพลาดทางกลไกสามารถส่งตรงไปยังฝ่ายซ่อมบำรุง การขาดแคลนวัสดุสามารถส่งไปยังคลังสินค้าหรือฝ่ายวางแผน และการสูญเสียคุณภาพซ้ำๆ สามารถสร้างงานให้กับวิศวกรคุณภาพหรือหัวหน้างานฝ่ายผลิตได้ ซึ่งจะช่วยป้องกันสถานการณ์ปกติที่ปัญหาหนึ่งปรากฏในรายงานสามฉบับแต่ไม่มีผู้รับผิดชอบ.
ลองนึกภาพโรงงานผลิตชิ้นส่วนรถยนต์สังเกตเห็นว่าสายการผลิตแผ่นโลหะหมายเลข 2 ลดลงจากระดับหนึ่ง 72% OEE ถึง 61% ตลอดระยะเวลาสามวัน แดชบอร์ดแสดงให้เห็นว่าการสูญเสียส่วนใหญ่เกิดจากการหยุดทำงานสั้นๆ ซ้ำๆ ซึ่งเกิดจากปัญหาการจัดแนวของตัวป้อน Jodoo สามารถสร้างบันทึกการดำเนินการแก้ไขโดยอัตโนมัติ มอบหมายให้ผู้วางแผนการบำรุงรักษา กำหนดวันครบกำหนด และเชื่อมโยงปัญหาดังกล่าวกลับไปยังประวัติการหยุดทำงานเดิม เมื่อการดำเนินการเสร็จสิ้น โรงงานสามารถเปรียบเทียบประสิทธิภาพก่อนและหลังการแก้ไขเพื่อยืนยันว่าการแก้ไขนั้นช่วยปรับปรุง OEE ได้จริงหรือไม่.
เหตุใดเรื่องนี้จึงสำคัญต่อการปรับปรุงอย่างต่อเนื่อง
สำหรับทีมที่เน้นการพัฒนาแบบลีนและการปรับปรุงอย่างต่อเนื่อง (CI) การตั้งค่านี้จะเปลี่ยน OEE จากตัวชี้วัดที่ล่าช้าให้กลายเป็นเครื่องมือการจัดการรายวัน แทนที่จะเสียเวลาหลายชั่วโมงในการรวบรวมข้อมูล พวกเขาสามารถมุ่งเน้นไปที่การวิเคราะห์พาเรโต การตรวจสอบสาเหตุที่แท้จริง และการปิดการดำเนินการ โรงงานที่เปลี่ยนระบบการรายงานภาคสนามให้เป็นดิจิทัลมักจะเห็นการแจ้งปัญหาที่รวดเร็วขึ้น การจำแนกประเภทเวลาหยุดทำงานที่ชัดเจนขึ้น และการติดตามการดำเนินการแก้ไขที่ดีขึ้น เนื่องจากข้อมูลเชื่อมต่อกันตั้งแต่การบันทึกเหตุการณ์ไปจนถึงแดชบอร์ดและเวิร์กโฟลว์ นั่นทำให้ Jodoo มีประโยชน์ใช้สอยไม่เพียงแค่ในฐานะเครื่องมือเท่านั้น เครื่องมือคำนวณ OEE, แต่เป็นระบบปฏิบัติการที่มีความยืดหยุ่นซึ่งสนับสนุนการปรับปรุงอย่างต่อเนื่อง.
สรุป: การเลือกซอฟต์แวร์ OEE ที่เหมาะสม และเหตุผลที่ Jodoo น่าพิจารณา
เมื่อคุณประเมิน ซอฟต์แวร์ OEE, เป้าหมายไม่ใช่แค่การแสดงความพร้อมใช้งาน ประสิทธิภาพ และคุณภาพบนแดชบอร์ด คุณต้องการระบบที่ให้ข้อมูลแบบเรียลไทม์เกี่ยวกับความสูญเสียในสายการผลิต ช่วยให้ทีมดำเนินการแก้ไขปัญหาการหยุดทำงานและข้อบกพร่องได้อย่างรวดเร็ว และสอดคล้องกับวิธีการทำงานจริงของโรงงานของคุณ ลองนึกภาพผู้จัดการฝ่ายผลิตในโรงงานอิเล็กทรอนิกส์ที่สามารถมองเห็นการหยุดชะงักเล็กๆ น้อยๆ ที่เพิ่มขึ้นในสายการผลิต SMT สายหนึ่ง กระตุ้นการบำรุงรักษา และตรวจสอบผลกระทบในแต่ละกะก่อนที่ผลผลิตจะลดลงไปอีก.
ซอฟต์แวร์ประเมินประสิทธิภาพโดยรวมของอุปกรณ์ที่ดีที่สุดควรทำสิ่งต่อไปนี้ได้ดี 4 ประการ ได้แก่ ทำให้มองเห็นความสูญเสียได้ชัดเจน เปลี่ยนความผิดปกติให้เป็นการดำเนินการ ปรับให้เข้ากับขั้นตอนการทำงานเฉพาะของโรงงาน และติดตั้งใช้งานได้โดยไม่ต้องใช้เวลาโครงการไอทีนาน ไม่ว่าคุณจะดำเนินงานสายการผลิตชิ้นส่วนยานยนต์ โรงงานบรรจุภัณฑ์อาหาร หรือการประกอบหลายสายการผลิต ซึ่งแต่ละเครื่องจักร ทีมงาน และกฎการรายงานแตกต่างกัน ในทางปฏิบัติ ผู้ผลิตที่เปลี่ยนระบบการรายงานและการตอบสนองการผลิตให้เป็นดิจิทัล มักจะลดความล่าช้าในการรายงาน ปรับปรุงความแม่นยำของเวลาหยุดทำงาน และสร้างการแก้ปัญหาแบบครบวงจรที่รวดเร็วยิ่งขึ้น.
หากคุณต้องการวิธีที่ยืดหยุ่นในการผสานรวม การตรวจสอบ OEE, ระบบอัตโนมัติในการทำงาน และการปรับแต่งเฉพาะสำหรับแต่ละโรงงาน, Jodoo Jodoo เป็นสิ่งที่ควรพิจารณา ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด Jodoo ช่วยให้คุณสร้างแบบฟอร์ม การแจ้งเตือน แดชบอร์ด และเวิร์กโฟลว์ที่การดำเนินงานของคุณต้องการ โดยไม่ต้องเสียเวลาพัฒนาโค้ดเองจำนวนมาก. เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo สามารถสนับสนุนเป้าหมายการปรับปรุง OEE ของคุณได้อย่างไร.