
Nach Kategorien durchsuchen
Einleitung: Was ein Kaizen-Event in der modernen Fertigung bedeutet
Ungeplante Ausfallzeiten, Nacharbeiten, Wartezeiten und das tägliche Beheben von Problemen können still und leise viel Zeit in Anspruch nehmen. 20% bis 30% der Fertigungsproduktivität in vielen Werken. Deshalb Kaizen-Event bleibt eines der praktischsten Lean-Werkzeuge in der Fabrikhalle: Es gibt einem funktionsübergreifenden Team ein kurzes, strukturiertes Zeitfenster – oft 3 bis 5 Tage—um ein bestimmtes Prozessproblem schnell zu beheben.
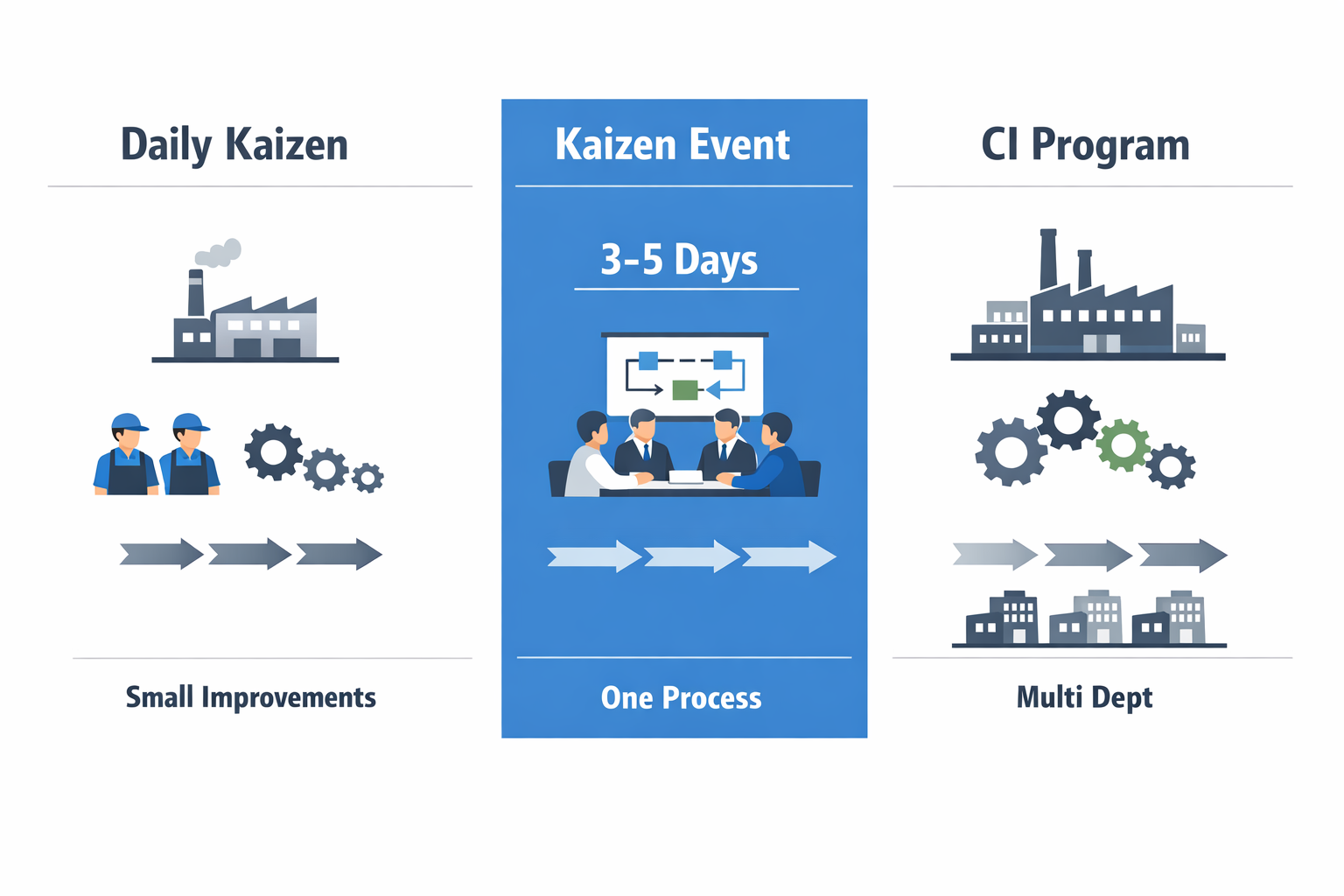
Einfach ausgedrückt: Kaizen-Event Ein Kaizen-Workshop ist ein fokussierter Workshop zur kontinuierlichen Verbesserung, der sich auf ein klar definiertes Problem konzentriert, wie z. B. lange Umrüstzeiten, Ausschuss an einer kritischen Produktionslinie oder Verzögerungen im Materialfluss zwischen Prozessen. Er unterscheidet sich von der alltäglichen Kaizen-Kultur, in der Bediener und Vorgesetzte kontinuierlich kleine Verbesserungen vornehmen, und ist fokussierter als ein umfassendes Programm zur kontinuierlichen Verbesserung, das sich über mehrere Abteilungen, Standorte oder Quartale erstrecken kann. Das Veranstaltungsformat ist darauf ausgelegt, Dringlichkeit, Schnelligkeit und direktes Handeln am Gemba.
Lean-Manager, Verantwortliche für kontinuierliche Verbesserung, Werksleiter und operative Teams nutzen diesen Ansatz, wenn ein Problem zu gravierend ist, um es in routinemäßigen Meetings zu behandeln, aber klein genug, um mit konzentrierter Anstrengung gelöst zu werden. In den folgenden Abschnitten werden wir behandeln, wann ein Kaizen-Event sinnvoll ist, wie man sich darauf vorbereitet und wie es funktioniert. Kaizen-Event Der Prozess läuft Tag für Tag ab, und es geht darum, die Maßnahmen nach dem Workshop so zu verfolgen, dass die erzielten Fortschritte auch tatsächlich erhalten bleiben.
Wann man ein Kaizen-Event einsetzen sollte
A Kaizen-Event Die Methode eignet sich am besten, wenn ein klar definiertes operatives Problem vorliegt, ein Prozessverantwortlicher mit Handlungsspielraum benannt ist und genügend Daten vorhanden sind, um den Erfolg der Änderung zu bestätigen. Sie ist das richtige Werkzeug für Probleme, die zu dringlich für langsame, schrittweise Verbesserungen sind, aber dennoch so spezifisch, dass sie in einem fokussierten Lean-Workshop angegangen werden können. In der Praxis bedeutet dies meist ein Problem, das mit einer einzelnen Produktionslinie, Produktfamilie, einem Schichtmodell oder einem Workflow-Bereich verbunden ist, und nicht eine unternehmensweite Transformation.
Die entscheidende Frage ist nicht, ob das Problem schmerzlich ist. Vielmehr geht es darum, ob es sich durch einen kurzen, funktionsübergreifenden Kaizen-Prozess beobachten, analysieren und verbessern lässt. Ist der Umfang zu breit gefasst, verbringt das Team den Workshop mit der Ursachenforschung, anstatt Gegenmaßnahmen zu testen.
Nutzen Sie ein Kaizen-Event, wenn das Problem spezifisch und messbar ist.
Ein guter Kandidat weist eine deutliche Lücke zwischen aktueller Leistung und Zielvorgabe auf. Lücke Dies kann sich beispielsweise in Form von OEE-Verlusten, Ausschussquoten, Rüstzeiten, Wartezeiten, geringerer Erstausbeute, WIP-Ansammlungen oder verzögerten Übergaben zwischen Abteilungen äußern. Wenn Sie den Ausgangspunkt, das Ziel und die Prozessgrenzen definieren können, ist dies in der Regel ein guter Ausgangspunkt für ein kontinuierliches Verbesserungsprojekt.
Beispielsweise ist eine Verpackungslinie mit einem wiederkehrenden Engpass beim Verpacken von Kartons ein besseres Ziel für ein Kaizen-Event als die “Verbesserung der Werksproduktivität”. Ein Elektronikmonteur mit 8% Überarbeitung Die Fokussierung auf eine Lötstation ist ein besseres Ziel als die Reduzierung von Qualitätsproblemen. Durch die engere Fokussierung erhält das Team ein praktisches Problem, das es in Echtzeit beobachten und schnell beheben kann.
Häufige Herstellungsprobleme, die gut passen
Einige der effektivsten Beispiele für Kaizen-Events stammen aus der Bearbeitung von Problemen, die zwar den Arbeitsalltag stören, aber keine großen Investitionsprojekte erfordern. In der Fertigung nutzen Teams Kaizen-Events häufig, um Materialwege, Wartezeiten zwischen Arbeitsstationen oder unnötige, sich wiederholende Bewegungen in der manuellen Montage und Verpackung zu reduzieren. Diese Probleme sind sichtbar und lassen sich in einer Werkstattumgebung leichter beheben.
In Automobilwerken sind lange Umrüstzeiten gängige Praxis. SMEDVeranstaltungen dieser Art konzentrieren sich oft auf eine Presse, eine Formenfamilie oder einen Vorrichtungswechselprozess, mit dem Ziel, die Rüstzeit um 30% bis 50% durch bessere Sequenzierung, externe Einrichtung und standardisierte Arbeitsabläufe. Da Umrüstverluste viel Zeit in Anspruch nehmen können. 5% bis 20% Bei der geplanten Produktionszeit in Umgebungen mit gemischten Produktionsmodellen kann bereits ein einzelnes erfolgreiches Ereignis messbare Kapazitäten schaffen.
In der Elektronikfertigung werden Kaizen-Events häufig eingesetzt, um Nacharbeitsschleifen, Verzögerungen bei der Materialversorgung, Materialengpässe an der Produktionslinie und wiederkehrende Übergabefehler zwischen SMT, Inspektion und Endmontage zu beheben. Diese Probleme sind meist funktionsübergreifend, aber dennoch überschaubar genug für einen kurzen Workshop. Ein fokussiertes Team kann die Ursachen für Verzögerungen oder Fehler im Prozess ermitteln und Änderungen testen, ohne die gesamte Anlage umgestalten zu müssen.
Anzeichen dafür, dass das Problem zu groß für ein Kaizen-Event ist
Nicht jedes Problem sollte über einen solchen Kanal gelöst werden. Kaizen-Event. Wenn das Problem von größeren ERP-Änderungen, Anlagenerweiterungen, Lieferantenreformen oder der Genehmigung von Investitionsgütern abhängt, kann ein Workshop zwar die Ursachen aufdecken, aber nicht genügend Veränderungen während der Veranstaltung umsetzen. In solchen Fällen ist eine umfassendere Projektstruktur erforderlich, wobei das Kaizen-Event später für einen kleineren Teilprozess genutzt wird.
Dasselbe gilt, wenn das eigentliche Problem noch besteht. unklar. Wenn Ihre Daten inkonsistent sind, die Bediener sich über die Fehlerursache uneinig sind und das Team den aktuellen Zustand nicht einmal definieren kann, sind Sie wahrscheinlich noch nicht auf den Ernstfall vorbereitet. Eine kurze Vorstudie oder Datenerhebung liefert bessere Ergebnisse als ein verfrühter Workshop.
Ein weiteres Warnsignal ist eine schwache Eigentümerstruktur. Ein Kaizen-Event sollte Endet mit Entscheidungen, Es geht nicht nur um Ideen, sondern je nach Problemstellung auch um die Unterstützung von Führungskräften, Instandhaltungs-, Qualitäts-, Planungs- oder Entwicklungsabteilungen. Ohne Entscheidungsträger im Raum besteht die Gefahr, dass der Workshop zu einem reinen Diskussionsforum anstatt zu einem effektiven Umsetzungsmechanismus verkommt.
Wie man ein Kaizen-Event abgrenzt
Der optimale Untersuchungsrahmen ist eng genug gefasst, um eine aussagekräftige Studie durchzuführen, aber gleichzeitig groß genug, um finanziell oder operativ relevant zu sein. Eine einfache Regel besteht darin, das Problem anhand von vier Kriterien zu definieren: Prozess, Produktfamilie, Standort und Zeit. Zum Beispiel: “Reduzierung ungeplanter Wartezeiten zwischen Stanzen und Schweißen von Teilen des Modells A auf Linie 2 während der ersten Schicht.”
Dieser Umfang ermöglicht es Ihnen, später einen realistischen Kaizen-Aktionsplan zu erstellen, da Verantwortlichkeiten und Kennzahlen von Anfang an klar definiert sind. Er sorgt außerdem dafür, dass der Kaizen-Prozess an konkreten Arbeitsabläufen und nicht an abstrakten Verbesserungszielen ausgerichtet bleibt. Benötigt die Aussage mehrere “und”-Klauseln, ist der Umfang wahrscheinlich zu weit gefasst.
Ein praktischer Kaizen-Event-Checkliste In dieser Phase sollten drei Dinge bestätigt werden: Das Problem tritt wiederholt auf, das Team kann es direkt beobachten und das Werk kann Änderungen innerhalb von Tagen statt Monaten testen. Sind diese Bedingungen nicht erfüllt, sollte das Problem zwar weiterhin beachtet werden, jedoch nicht in dieser Form.
Ein kurzer Entscheidungstest vor der Terminplanung der Veranstaltung
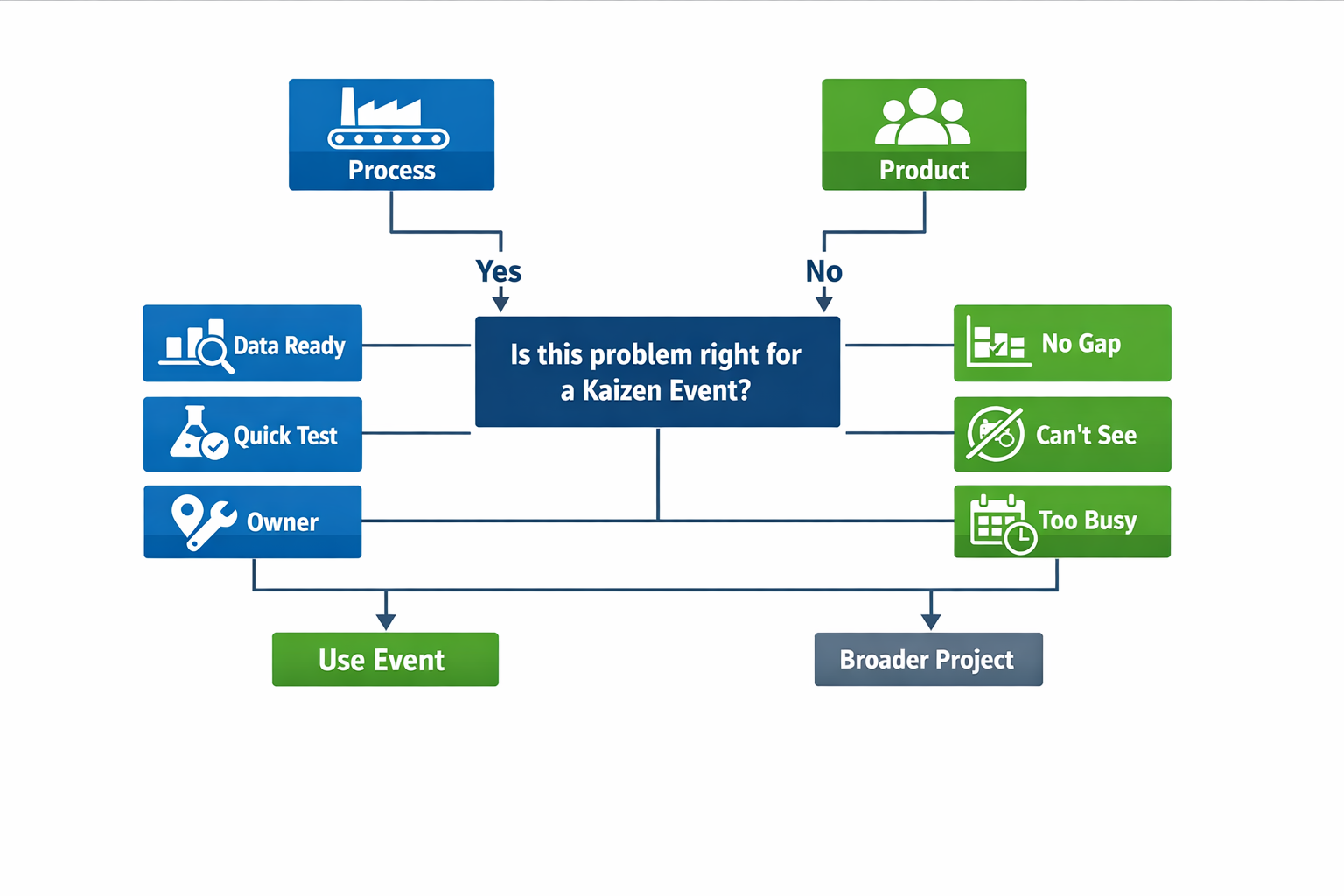
Bevor Sie die Veranstaltung planen, stellen Sie sich fünf Fragen: Ist das Problem lokal begrenzt? Ist die Leistungslücke messbar? Können die richtigen Personen für mehrere Tage intensiv teilnehmen? Kann das Team Gegenmaßnahmen schnell testen? Wird sich der Erfolg in Output, Durchlaufzeit, Qualität oder Arbeitsproduktivität zeigen? Wenn Sie die meisten dieser Fragen mit Ja beantworten können, dann … Kaizen-Event ist wahrscheinlich die richtige Wahl.
Lautet die Antwort Nein, erzwingen Sie das Format nicht. Kaizen-Events Sie sind so wirkungsvoll, weil sie Beobachtung, Analyse, Handlung und Nachbereitung in einem kurzen Zyklus zusammenfassen. Sie funktionieren am besten, wenn das Problem für diese Fokussierung bereit ist.
Wie man sich vor dem ersten Tag auf den Kaizen-Eventprozess vorbereitet
A Kaizen-Event Der Erfolg oder Misserfolg entscheidet sich meist schon, bevor das Team überhaupt den Workshopraum betritt. Die Vorbereitungsphase legt den Rahmen fest, gibt dem Team ein messbares Ziel vor und verhindert, dass ein Lean-Workshop in eine allgemeine Diskussion über alle Probleme im Werk ausartet. Eine gute Vorbereitung verkürzt zudem die Zeit von der Beobachtung bis zur Umsetzung, da das Team mit Fakten und nicht mit Annahmen beginnt.
Um die Prozesseinführung anschaulicher und verständlicher zu gestalten, wird in diesem Abschnitt ein praktisches Beispiel vorgestellt: ein Metallstanzwerk, das Halterungen für Gerätehersteller produziert. Das Werk hat ein anhaltendes Problem mit dem Pressenwechselprozess: Die durchschnittliche Rüstzeit an Linie 3 beträgt 92 Minuten, was zu Terminüberschreitungen, übermäßigem Halbfertigproduktbestand und häufigen Wochenendüberstunden führt. Ziel des anstehenden kontinuierlichen Verbesserungsprozesses ist es, die Rüstzeit zu reduzieren, ohne die Erstausbeute oder die Sicherheit der Bediener zu beeinträchtigen.
Definiere einen engen, kontrollierbaren Bereich
Der erste Schritt im Kaizen-Eventprozess ist die Erstellung einer klaren Eventcharta. Im Beispiel mit dem Stanzvorgang sollte das Team das Event nicht als “Verbesserung der Stanzproduktivität” definieren, da dies für einen kurzen Workshop zu allgemein ist. Ein praktikabler Zielsetzungsbereich wäre beispielsweise: Reduzierung der Rüstzeiten an Presslinie 3 für die Produktfamilie B durch Optimierung der internen Rüstvorgänge, der Werkzeugbereitstellung und des Freigabeprozesses für das erste Stück.
Ein gut durchdachter Projektumfang definiert die Prozessgrenzen, den betroffenen Bereich und die Ausschlusskriterien. Beispielsweise können der Wartungsrückstand, Lieferzeiten von Zulieferern und langfristige Investitionen relevant sein, sollten aber nicht Teil dieses Projekts sein, es sei denn, sie behindern die Reduzierung der Rüstzeiten direkt. Dadurch bleibt das Kaizen-Event auf Änderungen fokussiert, die das Team schnell testen und standardisieren kann.
Setzen Sie sich Ziele, die Geschwindigkeit, Qualität und Sicherheit in Einklang bringen.
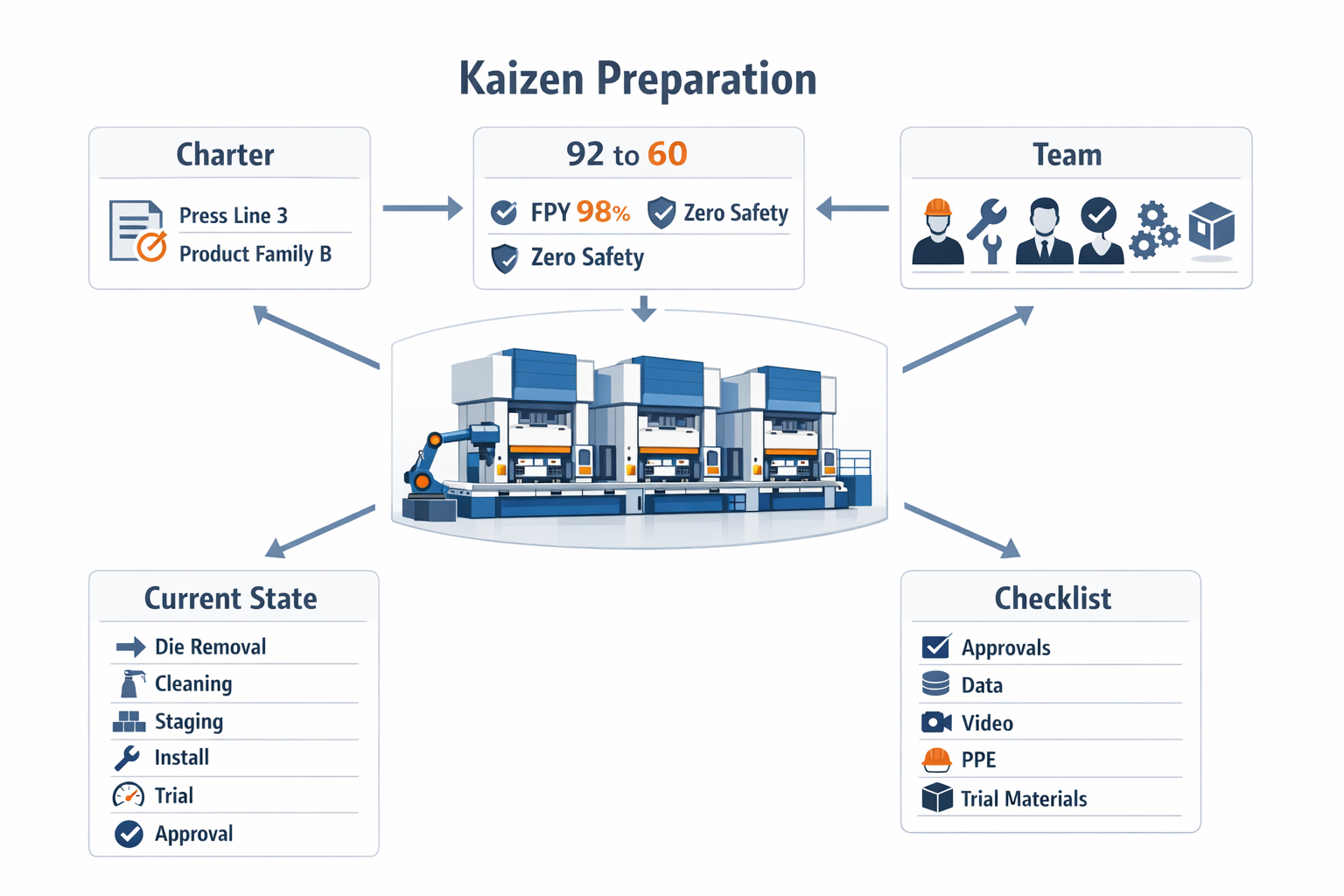
A Kaizen-Event benötigt ein Ziel Das ist so konkret, dass es als Entscheidungsgrundlage im Workshop dient. In diesem Fall könnte das Werk als primäres Ziel die Reduzierung der durchschnittlichen Rüstzeit von 92 auf 60 Minuten festlegen, mit sekundären Zielen, die Erstausbeute über 981 TP3T zu halten und während der Versuche keine Sicherheitsvorfälle zu verursachen. Diese Kombination ist wichtig, da eine Rüstzeitreduzierung, die zu Qualitätseinbußen oder unsicheren Abkürzungen führt, keine Verbesserung darstellt.
Zielvorgaben sollten auf der tatsächlichen Leistung basieren, nicht nur auf Wunschvorstellungen. Liegen die besten Ergebnisse der letzten Zeit bereits bei etwa 68 Minuten, ist ein Ziel von 60 Minuten zwar ambitioniert, aber realistisch. Beträgt die beste jemals erreichte Zeit 85 Minuten, sollte das Team das Ziel möglicherweise staffeln und 70 Minuten als ersten Meilenstein festlegen.
Wählen Sie das richtige funktionsübergreifende Team
Eine schwache Teamstruktur ist einer der häufigsten Gründe, warum ein Kaizen-Projekt schon vor dem ersten Tag scheitert. Im Stanzwerk sollte das Kernteam aus Pressenbediener, Einrichter, Produktionsleiter, Qualitätsingenieur, Instandhaltungsbeauftragtem, Werkzeugspezialisten und Materialbearbeiter bestehen. Verzögert sich die Freigabe des ersten Stücks, muss ein Ingenieur oder ein Mitarbeiter der Qualitätssicherung mit Entscheidungsbefugnis von Anfang an einbezogen und nicht erst später konsultiert werden.
Der Veranstaltungsleiter sollte in der Lage sein, die Problemlösung zu fördern, ohne technische Entscheidungen zu dominieren. In vielen Betrieben übernimmt dies ein Lean Manager, ein Manager für kontinuierliche Verbesserung oder ein Produktionsingenieur. Es ist außerdem hilfreich, vor dem Workshop klare Rollen zuzuweisen: Moderator, Zeitnehmer, Datenverantwortlicher, Sicherheitsbeauftragter und Genehmiger für Änderungen an Standardarbeitsanweisungen.
Sammeln Sie vor Beginn des Workshops Basisdaten.
Ein Lean-Verbesserungsworkshop sollte mit einem gemeinsame Faktenbasis. Für die Rüstzeitoptimierung sollte das Team mindestens zwei bis vier Wochen an Umrüstungsdaten erfassen, darunter durchschnittliche Rüstzeiten, beste und schlechteste Umrüstungen, Ausfallzeiten, Freigabezeiten des ersten Teils, Ausschuss beim Anfahren und Überstunden aufgrund verzögerter Umrüstungen. Bei schlechter Datenqualität im MES oder in den Ausfallprotokollen ist die direkte Beobachtung kürzlich durchgeführter Rüstvorgänge oft zuverlässiger.
Videoaufnahmen sind besonders bei Kaizen-Events mit Fokus auf die Einrichtung hilfreich, da sie zeigen, wo tatsächlich Zeit verbraucht wird. In vielen Umrüstungsstudien stellen Teams fest, dass nur ein Teil der Zeit tatsächlich für den Werkzeugwechsel benötigt wird, während der Rest für Wartezeiten auf Gabelstaplerunterstützung, die Suche nach Klemmen, das Bergen von Messgeräten oder die Qualitätsfreigabe aufgewendet wird. Ohne diese Vergleichsbasis verbringt das Team den ersten Tag möglicherweise mit Diskussionen über Ursachen, die sich im Vorfeld leicht überprüfen lassen.
Erfassen Sie den aktuellen Zustand im operativen Detail
Erstellen Sie vor dem Event eine einfache Ist-Sicht des Prozesses, den das Team optimieren wird. Im Stanzbeispiel bedeutet das, die 92-minütige Rüstzeit in einzelne Schritte zu unterteilen: Bestätigung des letzten Teils, Werkzeugentnahme, Reinigung, Werkzeugtransport, Bereitstellung des neuen Werkzeugs, Installation, Zentrierung, Probelauf, Erstteilprüfung und Freigabe für die Produktion. Messen Sie die Zeit für jeden Schritt und kennzeichnen Sie interne, externe, wartende oder Nachbearbeitungsaufgaben.
Diese Karte muss keine perfekte Wertstromanalyse für die gesamte Abteilung sein. Sie benötigt lediglich genügend Details, um die Verluststellen und die Interventionsmöglichkeiten des Teams während des Ereignisses aufzuzeigen. Eine praxisnahe Ist-Zustands-Karte hilft dem Team außerdem, Abhängigkeiten zu erkennen, beispielsweise einen Gabelstapler, der drei Produktionslinien bedient, oder eine Qualitätsfreigabe, die immer hinter dem Anlauf einer anderen Produktionslinie zurücksteht.
Erstellen Sie eine praktische Checkliste für Kaizen-Events
A Kaizen-Event Checkliste Dadurch wird verhindert, dass im Workshop wertvolle Zeit durch vermeidbare Probleme verloren geht. Für die Einrichtung der Linie 3 sollte die Checkliste folgende grundlegende Vorbereitungspunkte umfassen: Genehmigung des Veranstaltungsplans, Vereinbarung der Ziele, Validierung der Ausgangsdaten, Erstellung eines Prozessdiagramms, Sammlung von Videos oder Beobachtungen, Freistellung der Teammitglieder von ihren regulären Aufgaben, Überprüfung der Sicherheitsrisiken und Verfügbarkeit der Testmaterialien. Sie sollte außerdem logistische Aspekte wie persönliche Schutzausrüstung (PSA), Bodenmarkierungen, Stoppuhr, Etiketten, rote Markierungen, Kamerazugang und einen Raum oder eine Tafel zur Aktionsverfolgung beinhalten.
Die Checkliste sollte über die Verwaltung hinausgehen und Folgendes umfassen: Entscheidungspunkte. Beispielsweise ist unklar, wer die Versetzung von Installationen genehmigen, wer Änderungen an Standardarbeitsabläufen freigeben und welches Budgetlimit während der Veranstaltung für Transportwagen, Schattenwände oder Schnellspannvorrichtungen freigegeben werden kann. Viele Teams verlieren an Schwung, weil sie zwar Präsentationsfolien vorbereiten, aber keine Genehmigungen einholen.
Logistik, Zeitplan und Einschränkungen bestätigen
Die Vorbereitung sollte auch die Produktionsrealitäten berücksichtigen. In einem Stanzwerk ist der beste Zeitpunkt für die Veranstaltung möglicherweise kurz vor einem geplanten Produktfamilienwechsel und nicht während einer Produktionsspitzenwoche. Das Team sollte die Maschinenverfügbarkeit für die Tests bestätigen, festlegen, welche anstehenden Rüstvorgänge live beobachtet werden, und dafür sorgen, dass die wichtigsten Bediener nicht ständig für Routinearbeiten zurückgerufen werden müssen.
Es ist außerdem wichtig, Einschränkungen frühzeitig zu definieren. Wenn Kundenlieferungen längere Testläufe nicht zulassen, muss das Team neue Methoden möglicherweise in einer geplanten Schicht mit geringem Auftragsvolumen testen. Bei eingeschränkter Wartungsunterstützung sollte der Einsatzplan Änderungen priorisieren, die keine größeren Maschinenmodifikationen erfordern.
Die Vorbereitung in eine sofort einsatzbereite Veranstaltungscharta umwandeln
Am Ende der Vorbereitungsphase sollte das Team eine einseitige Veranstaltungscharta erstellt haben, die jeder schnell verstehen kann. In diesem Beispiel würde die Charta das Geschäftsproblem, den Prozessumfang, die aktuelle Leistung, den Zielzustand, die Teammitglieder, die Veranstaltungstermine und die erwarteten Ergebnisse – wie beispielsweise eine neue Einrichtungssequenz, überarbeitete Standardarbeitsanweisungen und einen ersten Kaizen-Aktionsplan für alle Punkte, die während des Workshops nicht abgeschlossen werden können – beschreiben. Dieses Dokument bildet die Grundlage für den ersten Tag.
Diese sorgfältige Vorbereitung verlangsamt die Veranstaltung nicht. Im Gegenteil, sie beschleunigt den Workshop, da das Team seine Zeit der Ursachenanalyse, dem Testen von Gegenmaßnahmen und der Festlegung von Änderungen widmen kann, anstatt darüber zu diskutieren, welches Problem überhaupt gelöst werden soll. Der nächste Schritt besteht darin, diese Vorbereitung in einen disziplinierten, täglichen Umsetzungsplan für die Produktion zu überführen.
Ein praktischer Tagesplan für die Durchführung eines Kaizen-Events
A Kaizen-Event Die besten Ergebnisse erzielt man, wenn das Team einem strukturierten Arbeitsablauf folgt, anstatt sich direkt auf Lösungen zu stürzen. In den meisten Werken bedeutet das einen 3- bis 5-tägigen Lean-Workshop mit klar definierten Tagesergebnissen, Validierung in der Produktion und abschließender Managementbewertung. Ziel ist es nicht, eine lange Liste von Ideen zu erstellen, sondern den Kaizen-Prozess zügig genug zu durchlaufen, um Änderungen zu testen, während Bediener, Vorgesetzte, Technik, Qualitätssicherung und Instandhaltung weiterhin eng zusammenarbeiten.
Tag 1: Auftakt, Festlegung des Umfangs und Beobachtung des tatsächlichen Ablaufs
Beginnen Sie mit einem kurzen Kick-off direkt am Ort des Geschehens (Gemba), nicht mit einer Präsentation im Konferenzraum. Besprechen Sie die Zielbedingungen, den Umfang der Veranstaltung, die Sicherheitsvorgaben, die Ausgangswerte und wie der Erfolg bis zum Ende der Woche aussehen muss. Halten Sie diese Besprechung auf 30 bis 45 Minuten begrenzt, damit das Team den Großteil des Tages den Prozess direkt miterleben kann.
Der nächste Schritt ist die strukturierte Beobachtung. Verfolgen Sie den Material-, Bediener-, Maschinen- und Informationsfluss in Echtzeit und dokumentieren Sie die tatsächlichen Zykluszeiten, Wartezeiten, Transportwege, Umrüstschritte, Fehlerstellen und Übergaben. Bei vielen Kaizen-Veranstaltungen zeigt sich an diesem Punkt, dass Annahmen nicht mehr greifen; was Führungskräfte für ein Maschinenproblem halten, entpuppt sich oft als Problem in der Planung, den Werkzeugen oder den Bewegungsabläufen.
Eine praktische Regel ist, Verschwendung in Kategorien zu erfassen, auf die das Team sofort reagieren kann: Verzögerungen, unnötige Bewegungen, Nacharbeit, Überbearbeitung, fehlendes Material, unklare Anweisungen oder instabile Maschineneinstellungen. Wenn der Workshop den Montageablauf optimiert, kann das Team ein Spaghetti-Diagramm und ein Zeiterfassungsblatt verwenden. Bei einer Rüstzeitoptimierung sollten interne und externe Rüstvorgänge noch am selben Tag getrennt werden, bevor mit dem Brainstorming begonnen wird.
Tag 2: Ursachen analysieren und Prioritäten für die notwendigen Änderungen festlegen
Sobald das Team genügend Beweise gesammelt hat, sollte die Ursachenanalyse durchgeführt werden. Verwenden Sie einfache Werkzeuge, die Bediener und Vorgesetzte verstehen, testen und in Echtzeit hinterfragen können, wie zum Beispiel: 5 Warum, Fischgrätendiagramme, Pareto-Diagramme, oder eine Ursache-Wirkungs-Matrix. Die Qualität dieses Schrittes entscheidet darüber, ob der Workshop nachhaltige Erfolge erzielt oder nur vorübergehende Bereinigungen bewirkt.
Priorisieren Sie die Ursachen anhand ihrer Auswirkungen und ihrer Beeinflussbarkeit. Ein häufiger Fehler ist es, größere Systemprobleme, Investitionsprojekte und Richtlinienänderungen mit lösbaren Problemen in der Produktion gleichzusetzen. Im Rahmen eines kontinuierlichen Verbesserungsprozesses sollte das Team unterscheiden, was diese Woche geändert werden kann und was nach dem Prozess eskaliert werden muss.
Hier finden auch verschiedene Kaizen-Event Beispiele Die Logik ist unterschiedlich. In einer Werkstatt zur Rüstzeitreduzierung liegt die Hauptursache möglicherweise im Warten auf Werkzeuge, der Suche nach Spannvorrichtungen oder dem wiederholten Nachjustieren von Werkzeugen nach dem Anfahren. Bei einem Qualitätssicherungsvorfall kann die Ursache in einer mangelhaften Prüfsequenz, unklaren Fehlerkriterien oder einem fehlenden direkten Feedback-Mechanismus zwischen Produktionslinie und Qualitätssicherung liegen.
Tag 3: Gegenmaßnahmen entwerfen und Schnellversuche durchführen
Am dritten Tag sollte das Team mit der Entwicklung und dem Testen von Gegenmaßnahmen in der Produktion beginnen. Gute Gegenmaßnahmen sind spezifisch, sichtbar und messbar: Werkzeuge umstellen, Arbeitsinhalte neu verteilen, Teilepräsentation ändern, Arbeitsablauf überarbeiten, Prüfvorrichtungen hinzufügen, Auslösepunkte definieren oder visuelle Kontrollen einführen. Vage Maßnahmen wie “Kommunikation verbessern” sollten vermieden werden, es sei denn, sie führen zu einer klaren Prozessänderung.
Führen Sie Testläufe so schnell wie möglich durch und vergleichen Sie das Ergebnis mit dem Ausgangswert. Liegt der Fokus auf der Optimierung des Montageablaufs, kann eine einfache Umstrukturierung von drei Stationen die Laufwege um 401 TP3T verkürzen und die Stundenleistung ohne zusätzlichen Personalaufwand steigern. Geht es hingegen um die Reduzierung von Rüstzeiten, kann die Bereitstellung von Materialien und die Umstellung von Justierungen auf feste Einstellungen die Umrüstzeit in einem Testlauf von 70 auf 45 Minuten und in einem zweiten Testlauf auf 32 Minuten senken.
Das Team sollte jeden Versuch mit Vorher-Nachher-Zeiten, Fotos, Feedback der Bediener und jeglichen Auswirkungen auf Sicherheit oder Qualität dokumentieren. Dies ist noch nicht der endgültige Kaizen-Aktionsplan; er dient als Nachweis dafür, was funktioniert hat, was nicht funktioniert hat und was vor der Standardisierung noch verbessert werden muss.
Tag 4: Die neue Methode festigen und die Standardarbeitsanweisungen aktualisieren
Sobald Versuche wiederholbare Verbesserungen zeigen, sollte die neue Methode in den Standardarbeitsprozess überführt werden. Arbeitsanweisungen, Einrichtungspläne, Qualitätskontrollpunkte, Lagerregeln an der Produktionslinie und Eskalationsschritte sollten aktualisiert werden, damit die Verbesserungen nicht von der Anwesenheit desselben Teams abhängen. In vielen Fabriken wird dieser Teil des Kaizen-Prozesses von vielen Teams vernachlässigt, obwohl er die Ergebnisse eines Workshops in die tägliche Praxis umsetzt.
Die Schulung sollte direkt am Einsatzort erfolgen. Führen Sie Bediener, Teamleiter und Supportfunktionen durch die überarbeitete Abfolge, bestätigen Sie die Taktgenauigkeit und vergewissern Sie sich, dass die neue Methode in allen Schichten praktikabel ist. Falls sich die Prozesszeiten aufgrund des Ereignisses geändert haben, prüfen Sie, ob auch die vorgelagerte Materialversorgung, die Inspektionshäufigkeit, Wartungsprüfungen oder ERP-Transaktionsschritte angepasst werden müssen.
Dies ist auch der richtige Zeitpunkt, um offene Punkte abzuschließen, die während des Workshops nicht erledigt werden konnten. Beispielsweise kann eine erfolgreiche Rüstzeitreduzierung noch die Anfertigung von Schattenbrettern, permanenten Werkzeuggestellen oder die Anpassung der Wartungsintervalle erfordern. Diese Punkte sollten klar protokolliert, aber nicht mit bereits validierten Änderungen vermischt werden.
Tag 5: Bericht erstatten, Ergebnisse bestätigen und nächste Schritte festlegen
Der letzte Tag sollte sich auf eine faktenbasierte Auswertung konzentrieren, nicht nur auf das Feiern. Berichten Sie über das ursprüngliche Ziel, den Ausgangszustand, die ermittelten Ursachen, die getesteten Gegenmaßnahmen, die messbaren Ergebnisse und die verbleibenden Lücken. Erfolgreiche Teams zeigen auch auf, was nicht funktioniert hat, denn so wird verhindert, dass beim nächsten Event derselbe Fehler wiederholt wird.
Ein aussagekräftiger Bericht enthält konkrete Zahlen. Das kann beispielsweise bedeuten, dass die Rüstzeit um 541 TP3T reduziert, die Erstausbeute um 6 Prozentpunkte verbessert, der Bestand an unfertigen Erzeugnissen zwischen den Stationen von 120 auf 45 Einheiten gesenkt oder die Laufwege der Bediener pro Zyklus um 30 Meter verkürzt wurden. Quantifizierte Ergebnisse sind wichtig, da Lean-Verantwortliche Belege benötigen, bevor sie die neue Methode auf eine andere Linie oder ein anderes Werk ausweiten.
Verwenden Sie eine kurze Kaizen-Event-Checkliste Vor Abschluss des Workshops: Standardarbeitsabläufe aktualisiert, Verantwortliche benannt, Schulungen abgeschlossen, Kennzahlen bestätigt, offene Risiken aufgelistet und die Genehmigung der Führungsebene dokumentiert. Halten Sie die noch offenen Punkte zügig und handlungsorientiert, denn im nächsten Abschnitt dieses Artikels geht es darum, wie diese Maßnahmen nach der Veranstaltung nachverfolgt werden können, anstatt sie in Tabellen oder Besprechungsnotizen verschwinden zu lassen.
Wählen Sie das richtige Workshop-Format für das Problem
Nicht jeder Kaizen-Event Das Tempo bleibt gleich, auch wenn die Tagesstruktur ähnlich ist. Bei einer Rüstzeitoptimierung wird in der Regel mehr Zeit für Videoanalysen, die Trennung von internen und externen Arbeitsschritten sowie für Wiederholungsversuche aufgewendet. Bei einer Optimierung des Montageablaufs liegt der Fokus stärker auf Takt, Linienausgleich, Verschwendung von Bewegungsabläufen und der Teilebereitstellung.
Ein Workshop zur Qualitätssicherung geht oft schneller zu temporären Kontrollmaßnahmen über, bevor das Team an dauerhaften Präventionsmaßnahmen arbeitet. In diesem Fall können an Tag 1 und Tag 2 sofortige Sortier-, Isolierungs- oder mehrstufige Inspektionsmaßnahmen zum Schutz der Kunden durchgeführt werden, während die Ursachenanalyse fortgesetzt wird. Die Struktur bleibt gleich, aber die Reihenfolge passt sich dem operationellen Risiko an.
Für Werksleiter ist die konsequente Durchführung entscheidend. Wenn jeder Workshop einem klaren Tagesplan folgt, kann Ihr Team die Ergebnisse verschiedener Veranstaltungen vergleichen, die Moderatoren effektiver schulen und ein wiederholbares Modell für zukünftige kontinuierliche Verbesserungsmaßnahmen entwickeln.
Wie man den Kaizen-Aktionsplan nach dem Ereignis verfolgt
A Kaizen-Event Ein Erfolg stellt sich erst ein, wenn die im Workshop vereinbarten Maßnahmen umgesetzt, verifiziert und in der Praxis dauerhaft verankert werden. In vielen Betrieben liegt das eigentliche Problem nicht im Lean-Workshop selbst, sondern in den Wochen danach, wenn sich Prioritäten verschieben, Nachweise in E-Mails und Tabellen verstreut sind und niemand mehr erkennen kann, welche Gegenmaßnahmen tatsächlich Wirkung zeigen. Deshalb benötigt der Kaizen-Aktionsplan nach dem Event dieselbe Disziplin wie das Event selbst: klare Verantwortlichkeiten, Fristen, Nachweise, regelmäßige Überprüfungen und Eskalationsmöglichkeiten.
Die Ergebnisse des Workshops in einen nachvollziehbaren Kaizen-Aktionsplan umwandeln
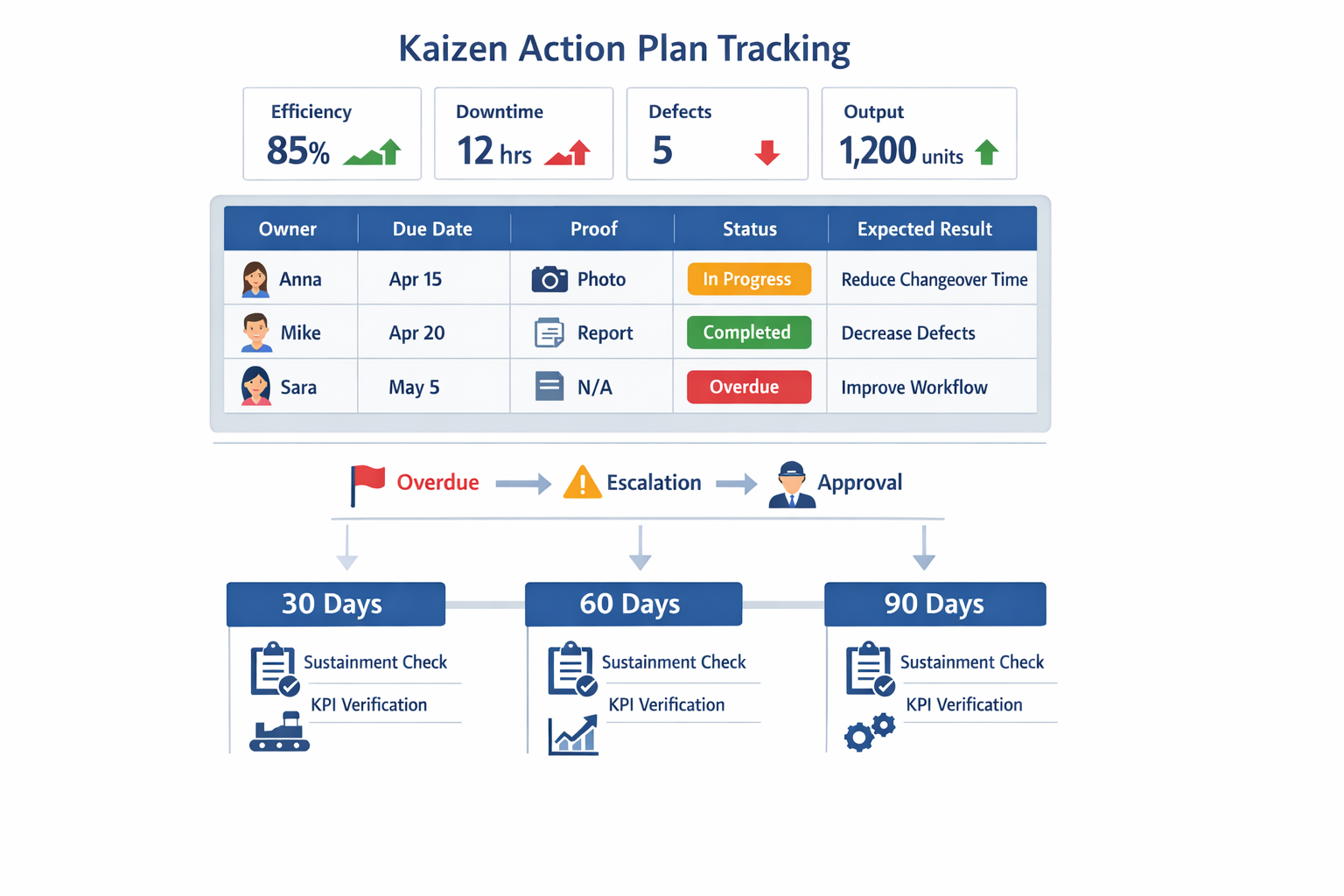
Am Ende des Kaizen-Event Im Prozess sollte jeder Verbesserungsvorschlag in eine nachvollziehbare Maßnahme umgewandelt werden, nicht in eine vage Besprechungsnotiz. Jede Maßnahme benötigt fünf grundlegende Elemente: Eigentümer, Fälligkeitsdatum, erwartetes Ergebnis, Verifizierungsmethode und aktueller Status. Wenn das Team Standardarbeitsabläufe geändert, Vorrichtungen versetzt, Prüfpunkte überarbeitet oder einen neuen Materialfluss getestet hat, sollte im Aktionsprotokoll auch vermerkt sein, welche Nachweise die Durchführung belegen, wie z. B. Fotos, aktualisierte Standardarbeitsanweisungen, Daten aus Zeitstudien oder Ergebnisse der ersten Ausbeute.
Die Aufgabenbeschreibungen sollten so präzise sein, dass sie später von jedem überprüft werden können. “Linienausgleich verbessern” ist zu allgemein, wohingegen “Arbeitsinhalte an Station 3 und Station 4 neu ausbalancieren, um die Zykluszeitdifferenz bis zum 15. Juni von 18 Sekunden auf unter 5 Sekunden zu reduzieren” zielführend ist. Dieser Detaillierungsgrad erleichtert es den Teams aus Produktion, Entwicklung, Instandhaltung und Qualitätssicherung, sich auf die konkrete Definition von “Fertig” zu einigen.
Definieren Sie Eskalationsregeln, bevor Maßnahmen außer Kontrolle geraten.
Die meisten offenen Punkte scheitern nicht an technischen Schwierigkeiten, sondern daran, dass es keine Eskalationsregelung für den Fall gibt, dass sich Fristen verschieben. Daher sollte Ihre Checkliste für Kaizen-Events zur Nachverfolgung festlegen, was geschieht, wenn eine Maßnahme 3, 7 oder 14 Tage überfällig ist. Üblicherweise verfolgen Teamleiter die Punkte zunächst nach, Abteilungsleiter überprüfen blockierte Punkte wöchentlich, und die Werksleitung greift ein, wenn Maßnahmen die Sicherheit, Kundenrisiken oder zugesagte Einsparungen beeinträchtigen.
Die Eskalation sollte sich an den geschäftlichen Auswirkungen orientieren, nicht nur an der Verspätung. Wenn eine überfällige Aufgabe die Implementierung von Poka-Yoke in einem fehleranfälligen Prozess verzögert, verdient dies schnellere Aufmerksamkeit als ein risikoarmes visuelles Management-Update. Werke, die strukturierte Eskalationsverfahren nutzen, schließen Maßnahmen tendenziell schneller ab, da Hindernisse frühzeitig erkannt werden, anstatt erst bei der 30-Tage-Überprüfung aufzutauchen.
Nutzen Sie die Überprüfungen nach 30, 60 und 90 Tagen, um die Nachhaltigkeit zu prüfen, nicht nur den Abschluss.
Ein bedeutender kontinuierlicher Verbesserungsprozess endet nicht mit dem Abschluss der Aufgabenliste 100%. Die wichtigere Frage ist, ob die erzielten Verbesserungen auch nach Schichtwechsel, Vorgesetztenwechsel und Produktionsmixänderungen erhalten bleiben. Deshalb 30-60-90 Tage Reviews sind wichtig: Sie prüfen, ob der Prozess stabil ist, ob der neue Standard eingehalten wird und ob das Geschäftsergebnis über die Workshop-Woche hinaus Bestand hat.
Nach 30 Tagen ist die Umsetzungsdisziplin zu prüfen: Sind alle Kernmaßnahmen abgeschlossen und wenden die Bediener die neue Methode korrekt an? Nach 60 Tagen sind Leistungstrends wie Umrüstzeit, Ausschussquote, WIP-Bestand und Termintreue zu analysieren. Nach 90 Tagen ist die Nachhaltigkeit zu bestätigen, indem die aktuelle Leistung mit den im Rahmen des Kaizen-Events festgelegten Ausgangswerten und Zielwerten verglichen wird. Anschließend ist zu entscheiden, ob die Änderung auf eine andere Linie übertragen, überarbeitet oder formell in das Tagesgeschäft integriert werden soll.
Checkliste für ein auf Nachhaltigkeit ausgerichtetes Kaizen-Event erstellen
Viele Teams verwenden ein Kaizen-Event Die Checkliste dient der Workshop-Planung, jedoch nicht der Nachbereitung. Nach der Veranstaltung sollte sie Punkte wie aktualisierte Standardarbeitsanweisungen, die Bestätigung der Bedienerschulung, Änderungen des Kontrollplans, Aktualisierungen der vorbeugenden Wartung, implementierte visuelle Kontrollen, Live-KPI-Tracking und die Zuweisung der Auditverantwortung umfassen. Dadurch wird die Nachbereitung zu einem routinemäßigen Managementprozess und nicht zu einer einmaligen Aufräumaktion.
Die Checkliste sollte auch Prüfdaten und Verantwortliche für die Überprüfung enthalten. Wenn beispielsweise im Rahmen einer Rüstzeitoptimierung ein neues Layout für den Werkzeugwagen eingeführt wurde, sollte die Checkliste für die Aufrechterhaltung bestätigen, dass der Wagen beschriftet ist, die Schattentafeln vollständig sind, Nachschubregeln definiert sind und die Vorgesetzten die Einhaltung wöchentlich überprüfen. Ohne diese Kontrollen fallen selbst gute Kaizen-Projekte oft innerhalb eines Quartals wieder in den alten Zustand zurück.
Ergebnisse mit Dashboards verfolgen, nicht mit statischen Berichten.
Dashboards helfen dabei, abgeschlossene Aktivitäten von tatsächlichen betrieblichen Verbesserungen zu unterscheiden. Ein Werk sollte mindestens die offenen Aufgaben des Verantwortlichen, überfällige Aufgaben, die Abschlussquote, den Verifizierungsstatus und die Entwicklung der KPIs im Vergleich zum Zielwert einsehen können. Wenn das Ziel beispielsweise darin bestand, die Umrüstzeit um 251 TP3T zu reduzieren, sollte das Dashboard anzeigen, ob die durchschnittliche Rüstzeit tatsächlich gesunken ist und sich stabilisiert hat – und nicht nur, ob das Team die zugehörigen Aufgaben abgeschlossen hat.
Abgeschlossene Maßnahmen führen nicht immer zu nachhaltigen Ergebnissen. Eine Linie kann zwar alle Maßnahmenpunkte abschließen, das Ziel aber dennoch verfehlen, weil die Ursache nur teilweise behoben wurde oder eine unterstützende Maßnahme – wie beispielsweise eine Nachschulung der Bediener – ausgelassen wurde. Die visuelle Nachverfolgung macht diese Lücke schneller sichtbar und bietet den Betriebsleitern eine praktische Grundlage für Interventionen.
Wie Jodoo Teams dabei hilft, Kaizen-Maßnahmen nach dem Event zu verfolgen
Jodoo bietet Teams eine kontrolliertere Möglichkeit, die Nachbereitung von Veranstaltungen zu steuern. digitaler Workflow. Teams können Formulare nutzen, um jede Kaizen-Maßnahme mit Verantwortlichem, Fälligkeitsdatum, Zielkennzahl und erforderlichen Nachweisen zu erfassen; Workflows leiten Genehmigungen, Erinnerungen und Eskalationen automatisch weiter; und mobile Foto-Uploads ermöglichen die direkte Überprüfung von Layoutänderungen, Werkzeugaktualisierungen oder der Fertigstellung des visuellen Managements aus der Fertigungshalle. Anstatt Aktualisierungen auf Whiteboards, in Tabellenkalkulationen und Messenger-Apps zu verfolgen, verfügt das Werk über eine zentrale, aktuelle Dokumentation des Kaizen-Maßnahmenplans.
Jodoo unterstützt auch Dashboard-basierte Überprüfung Linien- oder werksübergreifend. Ein CI-Manager kann überfällige Aufgaben, die Abschlussleistung pro Abteilung und KPI-Trends nach Events zentral überwachen, während Werksleiter blockierte Aktionen vor dem nächsten Review-Meeting detailliert analysieren können. Da Berechtigungen, Audit-Historie und Statusverfolgung in den Workflow integriert sind, lässt sich der Kaizen-Event-Prozess einfacher standardisieren, ohne dass alle Standorte gezwungen sind, dieselben Tabellenkalkulationsgewohnheiten zu verwenden.
Beispiel: Standardisierung der Nachverfolgung über zwei Automobillinien hinweg
Ein Automobilteilewerk nutzte Jodoo Nach zwei Verbesserungsmaßnahmen an zwei Montagelinien mit wiederkehrenden Fehlern und Umrüstproblemen stellte sich heraus, dass die Maßnahmenverfolgung vor der Digitalisierung in separaten Excel-Dateien erfolgte. Die Manager hatten nur begrenzten Einblick, welche Artikel sich verzögerten, wer dafür verantwortlich war und ob Gegenmaßnahmen an der Linie überprüft worden waren. Infolgedessen wurden einige Maßnahmen als abgeschlossen markiert, obwohl die Standardarbeitsanweisungen nicht aktualisiert worden waren und Fotobeweise fehlten.
Das Werk ersetzte diesen Ansatz durch einen Jodoo-Workflow, der für jede Aktion die Angabe eines Verantwortlichen, einer Frist, unterstützender Dokumente oder Fotos sowie die Genehmigung des zuständigen Vorgesetzten vor dem Abschluss vorschrieb. Dashboards zeigten offene und überfällige Aufgaben pro Linie an, während Überprüfungen nach 30, 60 und 90 Tagen Echtzeitdaten zu Abschlussquoten und Fehlertrends lieferten. Das Ergebnis war ein schnellerer Aufgabenabschluss, eine konsistentere Überprüfung und ein Nachfolgemodell, das das Werk für zukünftige Kaizen-Projekte nutzen konnte, ohne den Prozess jedes Mal neu entwickeln zu müssen.
Fazit: Ein wiederholbares Kaizen-Event-System aufbauen
A Kaizen-Event Wertvolle Ergebnisse erzielt man erst, wenn man es als mehr als nur einen kurzen Workshop in der Produktion betrachtet. Der eigentliche Nutzen ergibt sich aus der Verknüpfung dreier Phasen zu einem Gesamtsystem: klare Planung im Vorfeld, disziplinierte Durchführung während des Workshops und sichtbare Nachbereitung, nachdem das Team den Workshop verlassen hat. Ohne diese Verknüpfung verbessern viele Betriebe zwar einen Prozess für eine Woche, müssen dann aber mit der Rückkehr alter Verzögerungen, Nacharbeiten oder Umrüstverluste rechnen.
Für Lean- und Betriebsleiter besteht das praktische Ziel nicht darin, eine einzelne erfolgreiche Veranstaltung durchzuführen. Es geht darum, ein System aufzubauen, das… wiederholbarer Kaizen-Event-Prozess Das System, das Ihr Team linien-, zellen- und werksübergreifend mit derselben Struktur für Geltungsbereich, Verantwortlichkeiten, Maßnahmenverfolgung und Ergebnisberichterstattung nutzen kann, ist besonders wichtig in Produktionsumgebungen mit Mehrschichtbetrieb, wo Checklisten und Tabellenkalkulationen oft an ihre Grenzen stoßen, sobald funktionsübergreifende Verantwortlichkeiten erforderlich sind.
Jodoo Unterstützt Hersteller bei der Umwandlung von Kaizen-Events in standardisierte digitale Arbeitsabläufe. Als No-Code-Plattform für Lean Manufacturing ermöglicht sie die Erstellung von Formularen für Event-Charter und Aktionslisten, die Zuweisung von Verantwortlichen und Fälligkeitsterminen, die Erfassung von Fotobeweisen vor Ort, die Automatisierung von Erinnerungen und Genehmigungen sowie die Berichterstattung über Verbesserungsergebnisse in Echtzeit-Dashboards.
Wenn Sie eine kontrolliertere Methode zur Durchführung und Aufrechterhaltung eines Kaizen-Events wünschen, Kostenlose Testversion starten oder Demo buchen mit Jodoo.

