
เรียกดูตามหมวดหมู่
บทนำ: กิจกรรมไคเซ็นมีความหมายอย่างไรในอุตสาหกรรมการผลิตสมัยใหม่
การหยุดทำงานโดยไม่ได้วางแผน การทำงานซ้ำ เวลาที่ต้องรอ และการแก้ไขปัญหาเฉพาะหน้าในแต่ละวัน สามารถบั่นทอนกำลังของเราไปได้โดยที่เราไม่รู้ตัว 20% ถึง 30% ของประสิทธิภาพการผลิตในโรงงานหลายแห่ง นั่นคือเหตุผลที่... กิจกรรมไคเซ็น ยังคงเป็นหนึ่งในเครื่องมือ Lean ที่ใช้งานได้จริงมากที่สุดในสายการผลิต: มันให้กรอบเวลาที่สั้นและมีโครงสร้างแก่ทีมงานข้ามสายงาน—ซึ่งมักจะเป็นเช่นนั้น 3 ถึง 5 วัน—เพื่อแก้ไขปัญหาเฉพาะกระบวนการได้อย่างรวดเร็ว.
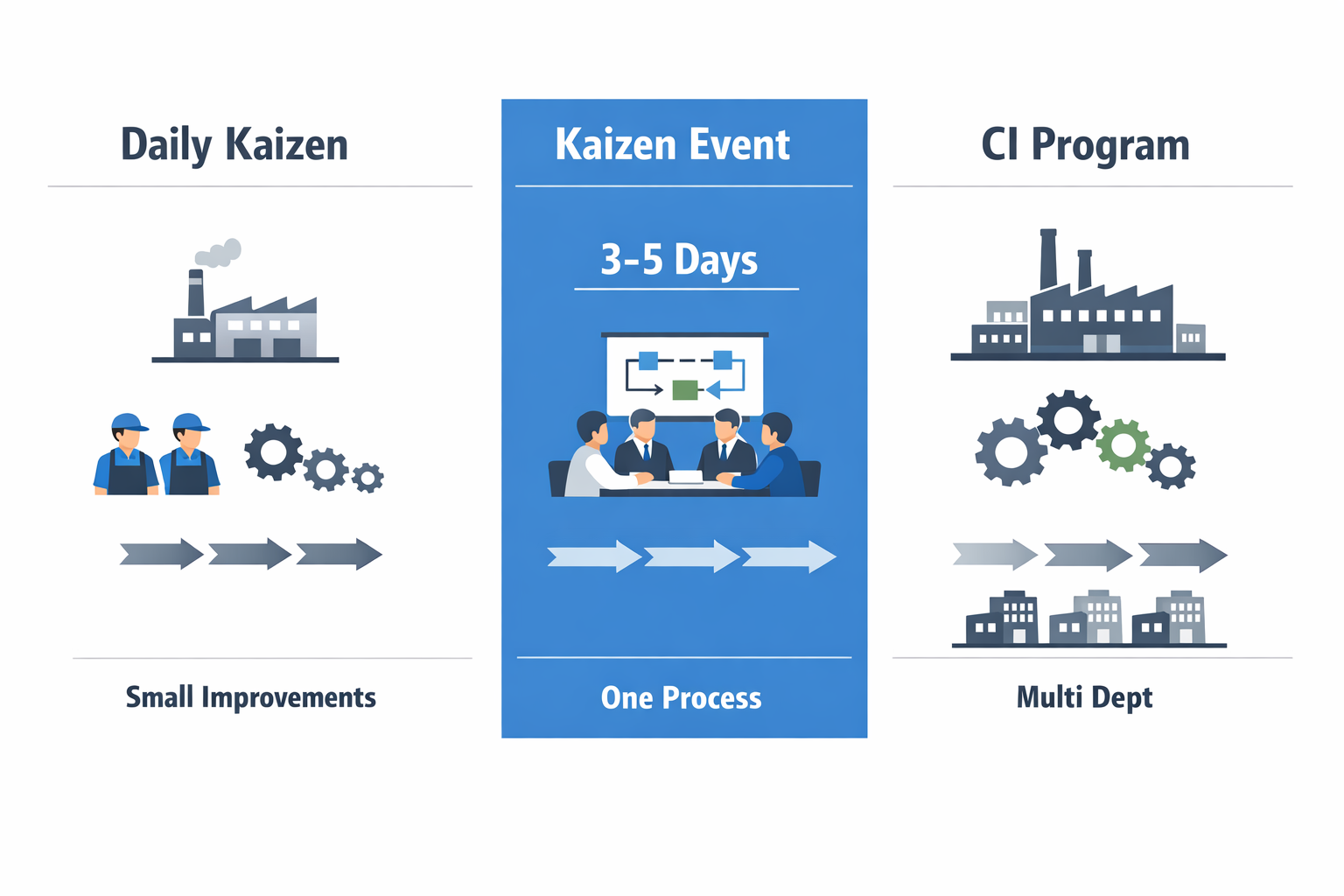
พูดให้เข้าใจง่ายๆ ก็คือ กิจกรรมไคเซ็น เป็นเวิร์กช็อปการปรับปรุงอย่างต่อเนื่องที่มุ่งเน้นเฉพาะประเด็นสำคัญ เช่น การเปลี่ยนสายการผลิตที่ใช้เวลานาน ของเสียในสายการผลิตที่สำคัญ หรือความล่าช้าในการไหลของวัสดุระหว่างกระบวนการ ซึ่งแตกต่างจากวัฒนธรรมไคเซ็นในชีวิตประจำวัน ที่ผู้ปฏิบัติงานและหัวหน้างานทำการปรับปรุงเล็กๆ น้อยๆ อย่างต่อเนื่อง และมีขอบเขตแคบกว่าโปรแกรมการปรับปรุงอย่างต่อเนื่องแบบเต็มรูปแบบ ซึ่งอาจครอบคลุมหลายแผนก หลายสถานที่ หรือหลายไตรมาส รูปแบบของกิจกรรมนี้ได้รับการออกแบบมาเพื่อ ความเร่งด่วน ความรวดเร็ว และการดำเนินการโดยตรง ที่หน้างานจริง (เก็มบา).
ผู้จัดการแบบลีน ผู้นำด้านการปรับปรุงอย่างต่อเนื่อง ผู้จัดการโรงงาน และทีมปฏิบัติการใช้แนวทางนี้เมื่อปัญหาใหญ่เกินกว่าจะปล่อยให้เป็นไปตามการประชุมปกติ แต่ก็เล็กพอที่จะแก้ไขได้ด้วยความพยายามอย่างมุ่งมั่น ในส่วนต่อไปนี้ เราจะกล่าวถึงเวลาที่ควรใช้กิจกรรมไคเซ็น วิธีการเตรียมตัวสำหรับกิจกรรม และวิธีการดำเนินการ กิจกรรมไคเซ็น กระบวนการทำงานในแต่ละวัน และวิธีการติดตามผลหลังการอบรมเพื่อให้ผลลัพธ์คงอยู่ได้จริง.
ควรจัดกิจกรรมไคเซ็นเมื่อใด
A กิจกรรมไคเซ็น วิธีการนี้ได้ผลดีที่สุดเมื่อคุณมีปัญหาในการดำเนินงานที่ชัดเจน มีผู้รับผิดชอบกระบวนการที่สามารถดำเนินการได้ และมีข้อมูลเพียงพอที่จะยืนยันว่าการเปลี่ยนแปลงได้ผลหรือไม่ เป็นเครื่องมือที่เหมาะสมสำหรับปัญหาที่เร่งด่วนเกินกว่าจะปล่อยให้เป็นการปรับปรุงแบบค่อยเป็นค่อยไป แต่ก็ยังแคบพอที่จะปรับปรุงได้ภายในเวิร์กช็อปการปรับปรุงแบบลีนที่เน้นเฉพาะเจาะจง ในทางปฏิบัติ นั่นมักหมายถึงปัญหาที่ผูกติดอยู่กับสายการผลิต กลุ่มผลิตภัณฑ์ รูปแบบการทำงาน หรือขอบเขตของเวิร์กโฟลว์เพียงอย่างเดียว มากกว่าการเปลี่ยนแปลงทั้งองค์กร.
ประเด็นสำคัญไม่ได้อยู่ที่ว่าปัญหานั้นสร้างความเจ็บปวดหรือไม่ แต่ขึ้นอยู่กับว่าปัญหานั้นสามารถสังเกต วิเคราะห์ และปรับปรุงได้หรือไม่ ผ่านกระบวนการไคเซ็นระยะสั้นแบบบูรณาการจากหลายฝ่าย หากขอบเขตงานกว้างเกินไป ทีมงานจะใช้เวลาในเวิร์กช็อปถกเถียงถึงสาเหตุแทนที่จะทดสอบมาตรการแก้ไข.
ใช้กิจกรรมไคเซ็นเมื่อปัญหาเฉพาะเจาะจงและวัดผลได้
ผู้สมัครที่ดีจะต้องมีช่องว่างที่ชัดเจนระหว่างผลการปฏิบัติงานในปัจจุบันกับผลการปฏิบัติงานเป้าหมาย ช่องว่าง อาจแสดงออกมาในรูปแบบของการสูญเสีย OEE อัตราของเสีย เวลาเปลี่ยนกะ เวลารอคิว ผลผลิตรอบแรก การสะสมของงานระหว่างผลิต หรือการส่งมอบงานล่าช้าระหว่างแผนก หากคุณสามารถกำหนดจุดเริ่มต้น เป้าหมาย และขอบเขตของกระบวนการได้ โดยทั่วไปแล้วคุณจะพบว่ากระบวนการนั้นเหมาะสมอย่างยิ่งสำหรับการปรับปรุงอย่างต่อเนื่อง.
ตัวอย่างเช่น สายการผลิตบรรจุภัณฑ์ที่มีปัญหาคอขวดซ้ำๆ ในขั้นตอนการบรรจุกล่อง ถือเป็นเป้าหมายของการปรับปรุงอย่างต่อเนื่อง (Kaizen) ที่ดีกว่าการ “ปรับปรุงประสิทธิภาพการผลิตของโรงงาน” หรืออาจจะเป็นโรงงานประกอบชิ้นส่วนอิเล็กทรอนิกส์ที่มี... 8% ปรับปรุงใหม่ การกำหนดเป้าหมายที่ชัดเจนในสถานีบัดกรีเพียงแห่งเดียว ดีกว่าการกำหนดเป้าหมายว่า “ลดปัญหาด้านคุณภาพ” การกำหนดกรอบที่แคบลงทำให้ทีมมีโอกาสแก้ไขปัญหาได้จริง สามารถสังเกตได้แบบเรียลไทม์ และปรับปรุงได้อย่างรวดเร็ว.
ปัญหาการผลิตทั่วไปที่แก้ไขได้อย่างเหมาะสม
ตัวอย่างกิจกรรมไคเซ็นที่มีประสิทธิภาพมากที่สุดบางส่วน มาจากปัญหาที่ก่อให้เกิดความไม่สะดวกในชีวิตประจำวัน แต่ไม่จำเป็นต้องใช้โครงการลงทุนขนาดใหญ่ โดยทั่วไปแล้ว ในภาคการผลิต ทีมงานมักใช้กิจกรรมเหล่านี้เพื่อลดระยะทางการขนส่งวัสดุ เวลาการรอคอยระหว่างสถานีงาน หรือของเสียจากการเคลื่อนไหวซ้ำๆ ในพื้นที่ประกอบและบรรจุภัณฑ์ด้วยมือ ปัญหาเหล่านี้เป็นปัญหาที่มองเห็นได้ และปัญหาที่มองเห็นได้นั้นแก้ไขได้ง่ายกว่าในสภาพแวดล้อมของโรงงาน.
ในโรงงานผลิตรถยนต์ การเปลี่ยนสายการผลิตที่ใช้เวลานานเป็นเรื่องปกติทั่วไป. สเมดกิจกรรมในรูปแบบนี้มักมุ่งเน้นไปที่เครื่องอัดขึ้นรูปเครื่องเดียว แม่พิมพ์ชุดเดียว หรือกระบวนการเปลี่ยนอุปกรณ์จับยึดเพียงอย่างเดียว โดยมีเป้าหมายเพื่อลดเวลาในการตั้งค่าลง 30% ถึง 50% ด้วยการจัดลำดับที่ดีขึ้น การตั้งค่าภายนอก และการทำงานที่เป็นมาตรฐาน เนื่องจากความสูญเสียจากการเปลี่ยนถ่ายอาจทำให้สิ้นเปลืองพลังงาน 5% ถึง 20% ในสภาพแวดล้อมแบบผสมผสาน เมื่อพิจารณาจากเวลาการผลิตที่วางแผนไว้ แม้แต่เหตุการณ์ที่ประสบความสำเร็จเพียงครั้งเดียวก็สามารถสร้างกำลังการผลิตที่วัดผลได้.
ในอุตสาหกรรมการผลิตอิเล็กทรอนิกส์ กิจกรรมไคเซ็นมักถูกนำมาใช้เพื่อแก้ไขปัญหาการทำงานซ้ำซ้อน ความล่าช้าในการเติมวัตถุดิบ การขาดแคลนวัสดุข้างสายการผลิต และความล้มเหลวในการส่งมอบงานซ้ำๆ ระหว่างขั้นตอน SMT การตรวจสอบ และการประกอบขั้นสุดท้าย ปัญหาเหล่านี้มักเกี่ยวข้องกับหลายฝ่ายงาน แต่ก็ยังอยู่ในขอบเขตที่จำกัดพอที่จะจัดเวิร์คช็อปสั้นๆ ได้ ทีมงานที่มุ่งเน้นสามารถติดตามจุดที่ความล่าช้าหรือข้อผิดพลาดเกิดขึ้นในกระบวนการ และทดสอบการเปลี่ยนแปลงโดยไม่ต้องออกแบบโรงงานใหม่ทั้งหมด.
สัญญาณที่บ่งบอกว่าปัญหานั้นใหญ่เกินกว่าจะแก้ไขด้วยกิจกรรมไคเซ็น
ไม่ใช่ทุกปัญหาควรได้รับการแก้ไขด้วยวิธีการนี้ กิจกรรมไคเซ็น. หากปัญหาเกี่ยวข้องกับการเปลี่ยนแปลงระบบ ERP ครั้งใหญ่ การขยายโรงงาน การออกแบบใหม่ของซัพพลายเออร์ หรือการอนุมัติอุปกรณ์ทุน การจัดเวิร์กช็อปอาจระบุสาเหตุได้ แต่จะไม่สามารถนำไปสู่การเปลี่ยนแปลงที่เพียงพอในระหว่างการจัดงานได้ ในกรณีเหล่านั้น คุณจำเป็นต้องมีโครงสร้างโครงการที่กว้างขึ้น โดยใช้กิจกรรมไคเซ็นในภายหลังกับกระบวนการย่อยขนาดเล็กกว่า.
หลักการเดียวกันนี้ใช้ได้เช่นกันเมื่อปัญหาต้นตอยังคงอยู่ ไม่ชัดเจน. หากข้อมูลของคุณไม่สอดคล้องกัน ผู้ปฏิบัติงานมีความเห็นไม่ตรงกันเกี่ยวกับรูปแบบความล้มเหลว และทีมงานไม่สามารถระบุสถานะปัจจุบันได้ คุณอาจยังไม่พร้อมสำหรับเหตุการณ์นั้น การศึกษาเบื้องต้นหรือการรวบรวมข้อมูลในระยะเวลาสั้นๆ จะให้ผลลัพธ์ที่ดีกว่าการจัดเวิร์คช็อปเร็วเกินไป.
สัญญาณเตือนอีกอย่างคือความเป็นเจ้าของที่ไม่ชัดเจน กิจกรรมไคเซ็นควรเป็นอย่างไร จบด้วยการตัดสินใจ, ไม่ใช่แค่เพียงแนวคิดเท่านั้น ดังนั้นคุณจึงต้องการผู้นำสายงาน การบำรุงรักษา คุณภาพ การวางแผน หรือการสนับสนุนด้านวิศวกรรม ขึ้นอยู่กับปัญหาที่เกิดขึ้น หากไม่มีผู้มีอำนาจตัดสินใจอยู่ในห้อง การประชุมเชิงปฏิบัติการอาจกลายเป็นเพียงเวทีสำหรับการอภิปรายแทนที่จะเป็นกลไกในการดำเนินการ.
วิธีการกำหนดขอบเขตของกิจกรรมไคเซ็น
ขอบเขตที่ดีที่สุดคือขอบเขตที่แคบพอที่จะทำการทดลองได้อย่างมีนัยสำคัญ แต่กว้างพอที่จะส่งผลกระทบในด้านการเงินหรือการดำเนินงาน กฎง่ายๆ คือการกำหนดปัญหาโดยครอบคลุมสี่ขอบเขต: กระบวนการ กลุ่มผลิตภัณฑ์ สถานที่ และเวลา. ตัวอย่างเช่น: “ลดเวลาการรอคอยโดยไม่ได้วางแผนไว้ระหว่างการปั๊มขึ้นรูปและการเชื่อมชิ้นส่วนรุ่น A ในสายการผลิตที่ 2 ในช่วงกะแรก”
ขอบเขตระดับนี้จะช่วยให้คุณสามารถวางแผนปฏิบัติการไคเซ็นที่สมจริงได้ในภายหลัง เพราะความรับผิดชอบและตัวชี้วัดมีความชัดเจนตั้งแต่เริ่มต้น นอกจากนี้ยังทำให้กระบวนการจัดกิจกรรมไคเซ็นอยู่บนพื้นฐานของการทำงานจริงมากกว่าเป้าหมายการปรับปรุงที่เป็นนามธรรม หากข้อความนั้นต้องการคำว่า “และ” หลายประโยค ขอบเขตอาจจะกว้างเกินไป.
ในทางปฏิบัติ รายการตรวจสอบกิจกรรมไคเซ็น ในขั้นตอนนี้ ควรยืนยันสามสิ่งต่อไปนี้: ปัญหาเกิดขึ้นซ้ำ ทีมสามารถสังเกตเห็นได้โดยตรง และโรงงานสามารถทดสอบการเปลี่ยนแปลงได้ภายในไม่กี่วัน แทนที่จะเป็นหลายเดือน หากไม่ตรงตามเงื่อนไขเหล่านี้ ปัญหาอาจยังคงสมควรได้รับการแก้ไข แต่ไม่ใช่ในรูปแบบนี้.
แบบทดสอบการตัดสินใจอย่างรวดเร็วก่อนกำหนดตารางการจัดงาน
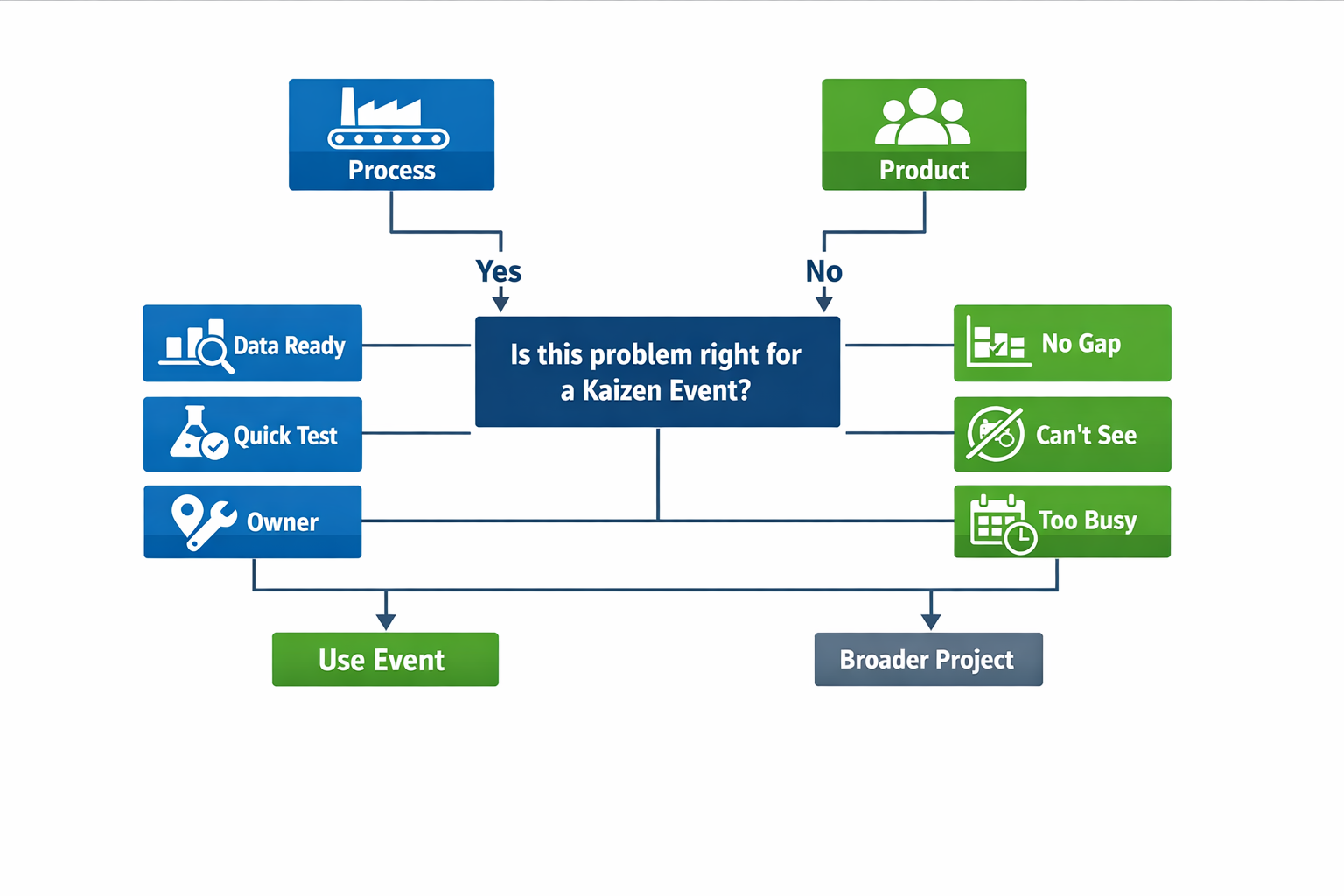
ก่อนที่คุณจะกำหนดตารางกิจกรรม ให้ถามตัวเองด้วยห้าคำถามนี้ ปัญหาเกิดขึ้นเฉพาะที่หรือไม่? ช่องว่างด้านประสิทธิภาพสามารถวัดได้หรือไม่? มีบุคคลที่เหมาะสมเข้าร่วมได้หลายวันโดยมุ่งเน้นหรือไม่? ทีมสามารถทดสอบมาตรการแก้ไขได้อย่างรวดเร็วหรือไม่? ความสำเร็จจะปรากฏให้เห็นในด้านผลผลิต ระยะเวลานำ คุณภาพ หรือผลิตภาพแรงงานหรือไม่? หากคำตอบคือใช่สำหรับคำถามส่วนใหญ่ แสดงว่ากิจกรรมนั้นเหมาะสม กิจกรรมไคเซ็น น่าจะเป็นทางเลือกที่ถูกต้อง.
ถ้าคำตอบคือไม่ ก็อย่าฝืนใช้รูปแบบนั้น. กิจกรรมไคเซ็น วิธีการเหล่านี้มีประสิทธิภาพสูง เพราะสามารถรวบรวมการสังเกต การวิเคราะห์ การลงมือปฏิบัติ และการติดตามผลไว้ในวงจรสั้นๆ และจะได้ผลดีที่สุดเมื่อปัญหาพร้อมสำหรับการมุ่งเน้นในระดับนั้น.
วิธีเตรียมความพร้อมสำหรับกระบวนการจัดกิจกรรมไคเซ็นก่อนวันแรก
A กิจกรรมไคเซ็น โดยปกติแล้ว ความสำเร็จหรือความล้มเหลวจะเกิดขึ้นก่อนที่ทีมจะเข้าไปในห้องอบรมเชิงปฏิบัติการเสียอีก ขั้นตอนการเตรียมการจะกำหนดขอบเขต ให้เป้าหมายที่วัดผลได้แก่ทีม และป้องกันไม่ให้การอบรมเชิงปฏิบัติการเพื่อปรับปรุงประสิทธิภาพแบบลีนกลายเป็นเพียงการอภิปรายกว้างๆ เกี่ยวกับทุกสิ่งทุกอย่างที่ผิดพลาดในโรงงาน การเตรียมการที่ดีจะช่วยลดระยะเวลาจากข้อสังเกตไปสู่การลงมือปฏิบัติ เพราะทีมเริ่มต้นด้วยข้อเท็จจริง ไม่ใช่ข้อสันนิษฐาน.
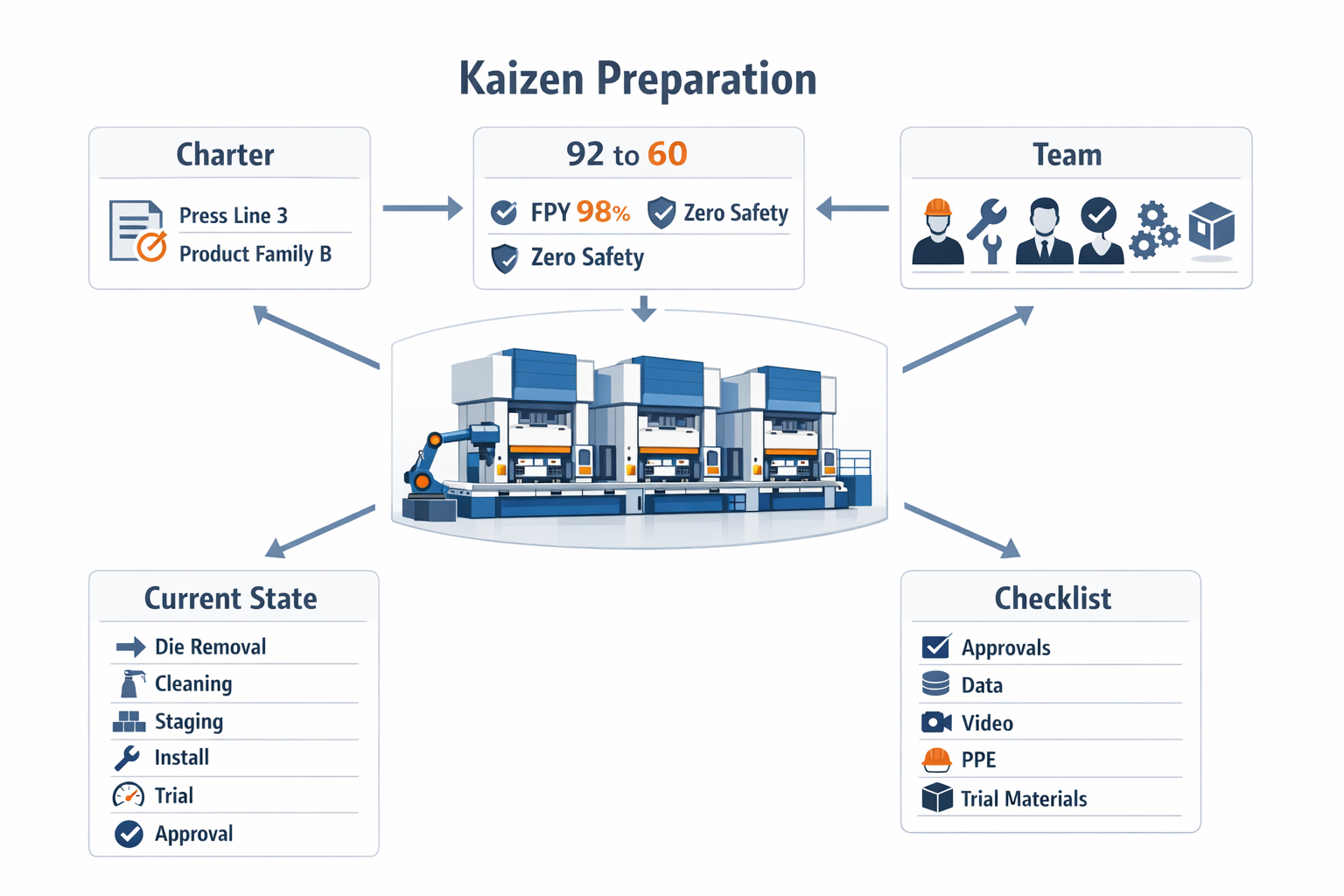
เพื่อให้การแนะนำกระบวนการมีความเข้าใจง่ายและชัดเจนยิ่งขึ้น ส่วนนี้จะนำเสนอตัวอย่างกรณีศึกษา: โรงงานปั๊มโลหะที่ผลิตชิ้นส่วนยึดสำหรับผู้ผลิตเครื่องใช้ไฟฟ้า โรงงานแห่งนี้ประสบปัญหาอย่างต่อเนื่องในกระบวนการเปลี่ยนเครื่องปั๊ม โดยเวลาในการตั้งค่าเฉลี่ยของสายการผลิตที่ 3 คือ 92 นาที ส่งผลให้ตารางงานล่าช้า สินค้าคงคลังส่วนเกิน และต้องทำงานล่วงเวลาในวันหยุดสุดสัปดาห์บ่อยครั้ง เป้าหมายของกิจกรรมการปรับปรุงอย่างต่อเนื่องที่จะเกิดขึ้นคือการลดเวลาในการเปลี่ยนเครื่องปั๊มโดยไม่ลดทอนคุณภาพในครั้งแรกหรือความปลอดภัยของผู้ปฏิบัติงาน.
กำหนดขอบเขตที่แคบและควบคุมได้
ขั้นตอนแรกในกระบวนการจัดกิจกรรมไคเซ็นคือการเขียนแผนงานกิจกรรมที่ชัดเจน ในตัวอย่างการปั๊มขึ้นรูป ทีมงานไม่ควรกำหนดขอบเขตของกิจกรรมว่า “ปรับปรุงประสิทธิภาพการปั๊มขึ้นรูป” เพราะกว้างเกินไปสำหรับเวิร์กช็อปสั้นๆ ขอบเขตที่ใช้งานได้จริงควรจะเป็น: ลดเวลาการเปลี่ยนงานในสายการผลิตที่ 3 สำหรับกลุ่มผลิตภัณฑ์ B โดยการปรับปรุงขั้นตอนการตั้งค่าภายใน การจัดเตรียมเครื่องมือ และขั้นตอนการอนุมัติชิ้นงานแรก.
ขอบเขตที่ดีจะกำหนดขอบเขตของกระบวนการ พื้นที่ที่ได้รับผลกระทบ และสิ่งที่อยู่นอกขอบเขต ตัวอย่างเช่น งานซ่อมบำรุงที่ค้างอยู่ ระยะเวลารอคอยของซัพพลายเออร์ และการลงทุนระยะยาว อาจมีความเกี่ยวข้อง แต่ควรอยู่นอกเหนือขอบเขตของกิจกรรมนี้ เว้นแต่ว่าสิ่งเหล่านั้นจะขัดขวางการลดเวลาในการตั้งค่าโดยตรง วิธีนี้จะช่วยให้กิจกรรมไคเซ็นมุ่งเน้นไปที่การเปลี่ยนแปลงที่ทีมสามารถทดสอบและกำหนดมาตรฐานได้อย่างรวดเร็ว.
กำหนดเป้าหมายที่สร้างสมดุลระหว่างความเร็ว คุณภาพ และความปลอดภัย
A กิจกรรมไคเซ็น ต้องการ เป้า ซึ่งมีความเฉพาะเจาะจงเพียงพอที่จะใช้เป็นแนวทางในการตัดสินใจระหว่างการประชุมเชิงปฏิบัติการ ในกรณีนี้ โรงงานอาจตั้งเป้าหมายหลักไว้ที่การลดเวลาการตั้งค่าเฉลี่ยจาก 92 นาทีเหลือ 60 นาที โดยมีเป้าหมายรองคือการรักษาระดับผลผลิตรอบแรกให้สูงกว่า 98% และไม่มีอุบัติเหตุด้านความปลอดภัยเกิดขึ้นระหว่างการทดลอง การผสมผสานนี้มีความสำคัญ เพราะการลดเวลาการตั้งค่าที่ทำให้เกิดข้อผิดพลาดด้านคุณภาพหรือทางลัดที่ไม่ปลอดภัยนั้นไม่ใช่การปรับปรุงที่ดีขึ้น.
เป้าหมายควรตั้งอยู่บนพื้นฐานประสิทธิภาพการทำงานจริง ไม่ใช่แค่ความปรารถนาเพียงอย่างเดียว หากการตั้งค่าที่ดีที่สุดในปัจจุบันอยู่ที่ประมาณ 68 นาทีแล้ว เป้าหมาย 60 นาทีก็ถือว่าท้าทายแต่ก็สมเหตุสมผล หากการตั้งค่าที่ดีที่สุดเท่าที่เคยบันทึกไว้คือ 85 นาที ทีมอาจต้องปรับเป้าหมายเป็นระยะ และกำหนดให้ 70 นาทีเป็นเป้าหมายแรก.
เลือกทีมข้ามสายงานที่เหมาะสม
โครงสร้างทีมที่อ่อนแอเป็นหนึ่งในสาเหตุที่พบบ่อยที่สุดที่ทำให้กิจกรรมไคเซ็นหยุดชะงักก่อนวันแรก สำหรับโรงงานปั๊มขึ้นรูป ทีมหลักควรประกอบด้วย พนักงานควบคุมเครื่องปั๊มขึ้นรูป ช่างเทคนิคการตั้งค่า หัวหน้างานฝ่ายผลิต วิศวกรคุณภาพ ตัวแทนฝ่ายซ่อมบำรุง ผู้เชี่ยวชาญด้านเครื่องมือ และพนักงานจัดการวัสดุ หากการอนุมัติชิ้นงานแรกทำให้เกิดความล่าช้า วิศวกรหรือผู้มีอำนาจตัดสินใจจากฝ่ายควบคุมคุณภาพจะต้องมีส่วนร่วมด้วย ไม่ใช่ปรึกษาในภายหลัง.
ผู้นำกิจกรรมควรเป็นบุคคลที่สามารถอำนวยความสะดวกในการแก้ไขปัญหาโดยไม่เข้าไปแทรกแซงการตัดสินใจทางเทคนิค ในโรงงานหลายแห่ง บุคคลนั้นอาจเป็นผู้จัดการด้านลีน ผู้จัดการด้านการปรับปรุงอย่างต่อเนื่อง หรือวิศวกรฝ่ายผลิต นอกจากนี้ การกำหนดบทบาทที่ชัดเจนก่อนการจัดเวิร์คช็อปก็เป็นประโยชน์เช่นกัน เช่น ผู้ประสานงาน ผู้ควบคุมเวลา เจ้าของข้อมูล ผู้ตรวจสอบความปลอดภัย และผู้อนุมัติการเปลี่ยนแปลงขั้นตอนการทำงานมาตรฐาน.
รวบรวมข้อมูลพื้นฐานก่อนเริ่มการประชุมเชิงปฏิบัติการ
การอบรมเชิงปฏิบัติการเพื่อการปรับปรุงแบบลีนควรเริ่มต้นด้วย ฐานข้อมูลข้อเท็จจริงที่แบ่งปัน. สำหรับการลดระยะเวลาการตั้งค่า ทีมควรเก็บรวบรวมข้อมูลการเปลี่ยนงานอย่างน้อยสองถึงสี่สัปดาห์ รวมถึงเวลาการตั้งค่าเฉลี่ย การเปลี่ยนงานที่ดีที่สุดและแย่ที่สุด รหัสการหยุดทำงาน เวลาอนุมัติชิ้นงานแรก ของเสียที่เกิดขึ้นระหว่างการเริ่มต้น และค่าล่วงเวลาที่เกี่ยวข้องกับการเปลี่ยนงานที่ล่าช้า หากคุณภาพข้อมูลในระบบ MES หรือบันทึกการหยุดทำงานไม่ดี การสังเกตโดยตรงจากการตั้งค่าล่าสุดมักจะน่าเชื่อถือกว่า.
การบันทึกวิดีโอมีประโยชน์อย่างยิ่งในตัวอย่างกิจกรรมไคเซ็นที่เน้นการตั้งค่า เพราะแสดงให้เห็นว่าเวลาส่วนใหญ่หมดไปกับอะไรบ้าง ในการศึกษาการเปลี่ยนเครื่องมือหลายๆ ครั้ง ทีมงานพบว่าเวลาที่ใช้ไปนั้นเป็นเพียงส่วนหนึ่งเท่านั้นที่เป็นงานเปลี่ยนเครื่องมือจริงๆ ส่วนที่เหลือเป็นการรอรถยก การค้นหาแคลมป์ การเดินหาเกจ หรือการรอการอนุมัติคุณภาพ หากไม่มีข้อมูลพื้นฐานนี้ ทีมงานอาจใช้เวลาในวันแรกไปกับการถกเถียงถึงสาเหตุที่สามารถตรวจสอบได้ล่วงหน้า.
แสดงแผนผังสถานะปัจจุบันโดยละเอียดในเชิงปฏิบัติการ
ก่อนเริ่มงาน ให้สร้างภาพรวมสถานะปัจจุบันอย่างง่ายๆ ของกระบวนการที่ทีมจะปรับปรุง ในตัวอย่างการปั๊มขึ้นรูป นั่นหมายถึงการแบ่งขั้นตอนการตั้งค่า 92 นาทีออกเป็นขั้นตอนย่อยๆ ได้แก่ การยืนยันชิ้นงานสุดท้าย การถอดแม่พิมพ์ การทำความสะอาด การขนส่งแม่พิมพ์ การจัดเตรียมแม่พิมพ์ใหม่ การติดตั้ง การจัดตำแหน่ง การทดลองใช้งาน การตรวจสอบชิ้นงานแรก และการส่งไปยังฝ่ายผลิต จับเวลาในแต่ละขั้นตอนและทำเครื่องหมายว่างานใดเป็นงานภายใน งานภายนอก งานที่รอ หรือ งานที่ต้องทำซ้ำ.
แผนผังนี้ไม่จำเป็นต้องเป็นแผนผังกระแสคุณค่าที่สมบูรณ์แบบสำหรับทั้งแผนก เพียงแค่มีรายละเอียดเพียงพอที่จะแสดงให้เห็นว่าความสูญเสียเกิดขึ้นที่ใด และทีมสามารถเข้าไปแทรกแซงได้ในระหว่างเหตุการณ์นั้นอย่างไร แผนผังสถานะปัจจุบันที่ใช้งานได้จริงยังช่วยให้ทีมระบุความสัมพันธ์ระหว่างกันได้ เช่น รถยกคันเดียวที่ให้บริการสามสายการผลิต หรือการอนุมัติคุณภาพที่มักจะรอคิวหลังจากการเริ่มต้นสายการผลิตอื่นเสมอ.
สร้างรายการตรวจสอบกิจกรรมไคเซ็นที่ใช้งานได้จริง
A กิจกรรมไคเซ็น รายการตรวจสอบ ช่วยป้องกันไม่ให้เวิร์กช็อปเสียเวลาไปกับปัญหาที่ไม่จำเป็น สำหรับการจัดเตรียมสายการผลิตที่ 3 รายการตรวจสอบควรครอบคลุมรายการความพร้อมขั้นพื้นฐาน ได้แก่ การอนุมัติกฎบัตรกิจกรรม การตกลงเป้าหมาย การตรวจสอบข้อมูลพื้นฐาน การจัดทำแผนผังกระบวนการ การรวบรวมวิดีโอหรือการสังเกตการณ์ การอนุญาตให้สมาชิกในทีมหยุดปฏิบัติหน้าที่ปกติ การทบทวนความเสี่ยงด้านความปลอดภัย และการมีวัสดุสำหรับการทดลอง นอกจากนี้ยังควรรวมถึงด้านโลจิสติกส์ เช่น อุปกรณ์ป้องกันส่วนบุคคล (PPE) เครื่องหมายบนพื้น นาฬิกาจับเวลา ป้ายกำกับ ป้ายสีแดง การเข้าถึงกล้อง และห้องหรือกระดานสำหรับติดตามการดำเนินการ.
รายการตรวจสอบควรครอบคลุมมากกว่าแค่การบริหารจัดการ และควรรวมถึงสิ่งต่อไปนี้ด้วย จุดตัดสินใจ. ตัวอย่างเช่น ใครมีอำนาจอนุมัติการเคลื่อนย้ายอุปกรณ์ ใครมีอำนาจลงนามอนุมัติการเปลี่ยนแปลงงานมาตรฐาน และงบประมาณสูงสุดเท่าใดที่สามารถอนุมัติได้ในระหว่างการจัดงานสำหรับรถเข็น กระดานเงา หรือแคลมป์ยึดแบบรวดเร็ว หลายทีมเสียจังหวะเพราะเตรียมสไลด์ไว้แล้วแต่ไม่ได้ขออนุมัติ.
ยืนยันรายละเอียดด้านโลจิสติกส์ ระยะเวลา และข้อจำกัดต่างๆ
การเตรียมการควรคำนึงถึงความเป็นจริงในการผลิตด้วย ในโรงงานปั๊มขึ้นรูป ช่วงเวลาที่ดีที่สุดสำหรับการดำเนินการอาจเป็นช่วงก่อนการเปลี่ยนกลุ่มผลิตภัณฑ์ตามกำหนดการ มากกว่าช่วงสัปดาห์ที่มีผลผลิตสูงสุด ทีมงานควรตรวจสอบความพร้อมของเครื่องจักรสำหรับการทดลอง ระบุว่าการตั้งค่าที่จะเกิดขึ้นใดบ้างที่จะได้รับการสังเกตการณ์จริง และจัดสรรเวลาเพื่อให้ผู้ปฏิบัติงานหลักไม่ต้องถูกดึงกลับไปแก้ไขปัญหาเฉพาะหน้าซ้ำแล้วซ้ำเล่า.
สิ่งสำคัญอีกประการหนึ่งคือการกำหนดข้อจำกัดตั้งแต่เนิ่นๆ หากการจัดส่งสินค้าของลูกค้าไม่สามารถทนต่อการทดลองใช้งานเป็นเวลานานได้ ทีมงานอาจจำเป็นต้องทดสอบวิธีการใหม่ๆ ในช่วงกะการทำงานที่มีปริมาณน้อยตามแผน หากการสนับสนุนด้านการบำรุงรักษามีจำกัด แผนงานควรให้ความสำคัญกับการเปลี่ยนแปลงที่ไม่ต้องดัดแปลงเครื่องจักรครั้งใหญ่.
แปลงขั้นตอนการเตรียมงานให้เป็นเอกสารกำหนดการจัดงานที่พร้อมใช้งาน
เมื่อสิ้นสุดขั้นตอนการเตรียมการ ทีมควรมีเอกสารสรุปรายละเอียดของงาน (Event Charter) ความยาวหนึ่งหน้ากระดาษที่ทุกคนสามารถเข้าใจได้อย่างรวดเร็ว ในตัวอย่างนี้ เอกสารจะระบุปัญหาทางธุรกิจ ขอบเขตของกระบวนการ ประสิทธิภาพในปัจจุบัน สภาพเป้าหมาย สมาชิกในทีม วันที่จัดงาน และผลลัพธ์ที่คาดหวัง เช่น ลำดับการตั้งค่าใหม่ ขั้นตอนการทำงานมาตรฐานที่ปรับปรุงใหม่ และแผนปฏิบัติการไคเซ็นเบื้องต้นสำหรับรายการใดๆ ที่ไม่สามารถดำเนินการให้เสร็จสิ้นได้ในระหว่างการประชุมเชิงปฏิบัติการ เอกสารฉบับนี้จะเป็นหลักสำคัญสำหรับวันแรกของการประชุม.
การเตรียมการในระดับนี้ไม่ได้ทำให้การดำเนินงานช้าลง แต่กลับทำให้การประชุมเชิงปฏิบัติการเร็วขึ้น เพราะทีมงานสามารถใช้เวลาไปกับการตรวจสอบสาเหตุ ทดสอบมาตรการแก้ไข และกำหนดการเปลี่ยนแปลงให้แน่นอน แทนที่จะเสียเวลาถกเถียงกันว่าปัญหาที่ต้องการแก้ไขคืออะไร ขั้นตอนต่อไปคือการเปลี่ยนการเตรียมการนั้นให้เป็นแผนการดำเนินงานแบบมีระเบียบวินัยในแต่ละวัน ณ สถานที่ปฏิบัติงาน.
แผนปฏิบัติการแบบวันต่อวันสำหรับการจัดกิจกรรมไคเซ็น
A กิจกรรมไคเซ็น วิธีการนี้จะได้ผลดีที่สุดเมื่อทีมปฏิบัติตามจังหวะที่เป็นระบบระเบียบแทนที่จะรีบหาทางแก้ไขโดยทันที ในโรงงานส่วนใหญ่ นั่นหมายถึงการจัดเวิร์คช็อปปรับปรุงแบบลีนเป็นเวลา 3-5 วัน โดยมีผลลัพธ์รายวันที่ชัดเจน การตรวจสอบความถูกต้องในสายการผลิต และการทบทวนโดยผู้บริหารในตอนท้าย เป้าหมายไม่ใช่การสร้างรายการไอเดียที่ยาวเหยียด แต่เป็นการดำเนินการตามกระบวนการไคเซ็นให้เร็วพอที่จะทดสอบการเปลี่ยนแปลงในขณะที่ผู้ปฏิบัติงาน หัวหน้างาน ฝ่ายวิศวกรรม ฝ่ายคุณภาพ และฝ่ายซ่อมบำรุงยังคงสอดคล้องกัน.
วันที่ 1: เริ่มต้นโครงการ ยืนยันขอบเขต และสังเกตกระบวนการทำงานจริง
เริ่มต้นด้วยการประชุมสรุปสั้นๆ ที่หน้างานจริง ไม่ใช่การนำเสนอในห้องประชุม ทบทวนเงื่อนไขเป้าหมาย ขอบเขตของเหตุการณ์ ข้อจำกัดด้านความปลอดภัย ตัวชี้วัดพื้นฐาน และลักษณะของความสำเร็จที่ควรจะเป็นเมื่อสิ้นสุดสัปดาห์ ใช้เวลาเพียง 30-45 นาที เพื่อให้ทีมมีเวลาส่วนใหญ่ในวันนั้นได้เห็นกระบวนการทำงานจริง.
ขั้นตอนต่อไปคือการสังเกตอย่างเป็นระบบ ติดตามวัสดุ ผู้ปฏิบัติงาน เครื่องจักร และการไหลของข้อมูลแบบเรียลไทม์ และบันทึกเวลาการทำงานจริง เวลาที่รอคอย ระยะทางในการเดินทาง ขั้นตอนการเปลี่ยนงาน จุดที่เกิดข้อบกพร่อง และการส่งมอบงาน ในกิจกรรมไคเซ็นหลายๆ ครั้ง นี่คือจุดที่สมมติฐานต่างๆ พังทลายลง สิ่งที่ผู้นำคิดว่าเป็นปัญหาของเครื่องจักร มักจะกลายเป็นปัญหาด้านการจัดตารางเวลา เครื่องมือ หรือการเคลื่อนไหว.
หลักปฏิบัติที่สำคัญคือ การบันทึกความสูญเปล่าในหมวดหมู่ที่ทีมสามารถดำเนินการแก้ไขได้ทันที เช่น ความล่าช้า การเคลื่อนไหวที่มากเกินไป การทำงานซ้ำ การประมวลผลมากเกินไป วัสดุที่ขาดหาย คำแนะนำที่ไม่ชัดเจน หรือการตั้งค่าเครื่องจักรที่ไม่เสถียร หากการประชุมเชิงปฏิบัติการมุ่งเน้นไปที่กระบวนการประกอบ ทีมอาจใช้แผนภาพเส้นสปาเก็ตตี้และแบบฟอร์มบันทึกเวลา หากเป็นการลดขั้นตอนการตั้งค่า ควรแยกงานการตั้งค่าภายในและภายนอกในวันเดียวกันก่อนเริ่มการระดมความคิดใดๆ.
วันที่ 2: วิเคราะห์สาเหตุที่แท้จริงและจัดลำดับความสำคัญของสิ่งที่ต้องเปลี่ยนแปลง
เมื่อทีมมีหลักฐานเพียงพอแล้ว ให้เริ่มทำการวิเคราะห์หาสาเหตุที่แท้จริง ใช้เครื่องมือที่ใช้งานง่าย ซึ่งผู้ปฏิบัติงานและหัวหน้างานสามารถเข้าใจ ทดสอบ และตรวจสอบได้แบบเรียลไทม์ เช่น 5 ทำไม, แผนภาพก้างปลา, แผนภูมิพาเรโต, หรือเมทริกซ์เหตุและผล คุณภาพของขั้นตอนนี้จะเป็นตัวกำหนดว่าการอบรมเชิงปฏิบัติการจะก่อให้เกิดผลลัพธ์ที่ยั่งยืนหรือเป็นเพียงการแก้ไขปัญหาชั่วคราวเท่านั้น.
จัดลำดับความสำคัญของสาเหตุโดยพิจารณาจากผลกระทบและความสามารถในการควบคุม ข้อผิดพลาดที่พบบ่อยคือการนำปัญหาใหญ่ของระบบ โครงการลงทุน และการเปลี่ยนแปลงนโยบายมาพิจารณาร่วมกับปัญหาที่แก้ไขได้ง่ายในระดับปฏิบัติการ ในระหว่างกิจกรรมการปรับปรุงอย่างต่อเนื่อง ทีมควรแยกแยะสิ่งที่สามารถเปลี่ยนแปลงได้ในสัปดาห์นี้ออกจากสิ่งที่ต้องดำเนินการแก้ไขหลังจากกิจกรรมเสร็จสิ้นแล้ว.
นี่คือจุดที่ความแตกต่างเกิดขึ้นเช่นกัน กิจกรรมไคเซ็น ตัวอย่าง แสดงให้เห็นถึงตรรกะที่แตกต่างกัน ในโรงงานลดเวลาการตั้งค่า สาเหตุหลักอาจเกิดจากการรอเครื่องมือ การค้นหาแคลมป์ หรือการปรับแม่พิมพ์ซ้ำๆ หลังจากการเริ่มต้นใช้งาน ในเหตุการณ์ควบคุมคุณภาพ สาเหตุหลักอาจเกิดจากลำดับการตรวจสอบที่ไม่ดี เกณฑ์ความบกพร่องที่ไม่ชัดเจน หรือไม่มีวงจรการป้อนกลับทันทีระหว่างสายการผลิตและช่างเทคนิคด้านคุณภาพ.
วันที่ 3: ออกแบบมาตรการรับมือและทดลองอย่างรวดเร็ว
ภายในวันที่ 3 ทีมควรเริ่มสร้างและทดสอบมาตรการแก้ไขปัญหาในพื้นที่ทำงาน มาตรการแก้ไขปัญหาที่ดีต้องมีความเฉพาะเจาะจง มองเห็นได้ และวัดผลได้ เช่น ย้ายตำแหน่งเครื่องมือ ปรับสมดุลเนื้อหางาน เปลี่ยนการนำเสนอชิ้นส่วน แก้ไขลำดับขั้นตอน เพิ่มอุปกรณ์ตรวจสอบ กำหนดจุดกระตุ้น หรือสร้างตัวควบคุมภาพ หลีกเลี่ยงการกระทำที่ไม่ชัดเจน เช่น “ปรับปรุงการสื่อสาร” เว้นแต่ว่ามันจะนำไปสู่การเปลี่ยนแปลงกระบวนการที่ชัดเจน.
ดำเนินการทดลองให้เร็วที่สุดเท่าที่จะเป็นไปได้และวัดผลลัพธ์เทียบกับค่าพื้นฐาน หากเป้าหมายคือการปรับปรุงขั้นตอนการประกอบ การปรับสมดุลสถานีทั้งสามอย่างง่ายๆ อาจช่วยลดระยะทางการเดินได้ถึง 40% และเพิ่มผลผลิตต่อชั่วโมงโดยไม่ต้องเพิ่มแรงงาน หากเป้าหมายคือการลดเวลาในการตั้งค่า การจัดเตรียมวัสดุไว้ล่วงหน้าและการแปลงการปรับเปลี่ยนเป็นการตั้งค่าคงที่อาจช่วยลดเวลาในการเปลี่ยนงานจาก 70 นาทีเหลือ 45 นาทีในการทดลองครั้งแรก จากนั้นเหลือ 32 นาทีหลังจากการทดลองครั้งที่สอง.
ทีมควรบันทึกรายละเอียดการทดลองแต่ละครั้ง โดยระบุช่วงเวลาก่อนและหลัง ภาพถ่าย ข้อเสนอแนะจากผู้ปฏิบัติงาน และผลกระทบด้านความปลอดภัยหรือคุณภาพ นี่ไม่ใช่แผนปฏิบัติการไคเซ็นฉบับสมบูรณ์ แต่เป็นเพียงหลักฐานว่าอะไรได้ผล อะไรล้มเหลว และอะไรที่ยังต้องปรับปรุงแก้ไขก่อนที่จะนำไปใช้เป็นมาตรฐาน.
วันที่ 4: ปรับใช้ระเบียบวิธีใหม่และปรับปรุงขั้นตอนการทำงานมาตรฐาน
เมื่อการทดลองแสดงให้เห็นถึงการปรับปรุงที่สามารถทำซ้ำได้ ให้แปลงวิธีการใหม่นั้นให้เป็นขั้นตอนการทำงานมาตรฐาน อัปเดตคำแนะนำในการทำงาน เอกสารการตั้งค่า จุดตรวจสอบคุณภาพ กฎการจัดเก็บข้างสายการผลิต และขั้นตอนการแก้ไขปัญหา เพื่อให้ผลลัพธ์ที่ได้ไม่ขึ้นอยู่กับการมีทีมงานชุดเดิมอยู่ด้วย ในโรงงานหลายแห่ง นี่คือส่วนที่หลายทีมลงทุนน้อยเกินไปในกระบวนการไคเซ็น แม้ว่าจะเป็นสิ่งที่เปลี่ยนผลลัพธ์จากการประชุมเชิงปฏิบัติการให้กลายเป็นแนวปฏิบัติประจำวันก็ตาม.
การฝึกอบรมควรเกิดขึ้น ณ จุดใช้งานจริง อธิบายขั้นตอนการทำงานที่ปรับปรุงใหม่ให้แก่ผู้ปฏิบัติงาน หัวหน้าทีม และฝ่ายสนับสนุน ตรวจสอบความสอดคล้องของจังหวะเวลา และตรวจสอบว่าวิธีการใหม่นี้มีความเหมาะสมในทุกกะการทำงาน หากเหตุการณ์ดังกล่าวเปลี่ยนแปลงจังหวะเวลาของกระบวนการ ให้ตรวจสอบว่าการจัดหาต้นทาง ความถี่ในการตรวจสอบ การตรวจสอบบำรุงรักษา หรือขั้นตอนการทำธุรกรรมในระบบ ERP จำเป็นต้องปรับเปลี่ยนด้วยหรือไม่.
นี่เป็นช่วงเวลาที่เหมาะสมในการสรุปรายการที่ค้างอยู่ซึ่งไม่สามารถดำเนินการให้แล้วเสร็จในระหว่างการประชุมเชิงปฏิบัติการ ตัวอย่างเช่น การลดระยะเวลาการตั้งค่าที่ประสบความสำเร็จอาจยังคงต้องมีการสร้างแผ่นบังเงา ชั้นวางเครื่องมือถาวร หรือการปรับช่วงเวลาการบำรุงรักษาเชิงป้องกัน รายการเหล่านั้นควรบันทึกไว้อย่างชัดเจน แต่ไม่ควรนำไปรวมกับรายการที่ได้รับการยืนยันแล้ว.
วันที่ 5: รายงานผล ยืนยันผลลัพธ์ และมอบหมายงานต่อไป
วันสุดท้ายควรเน้นการทบทวนตามข้อเท็จจริง ไม่ใช่แค่การเฉลิมฉลองเพียงอย่างเดียว รายงานเป้าหมายเดิม สภาพการณ์ก่อนเริ่มงาน สาเหตุหลักที่พบ มาตรการแก้ไขที่ทดสอบ ผลลัพธ์ที่วัดได้ และช่องว่างที่ยังคงเหลืออยู่ ทีมที่แข็งแกร่งจะแสดงให้เห็นด้วยว่าอะไรบ้างที่ไม่ได้ผล เพราะนั่นจะช่วยป้องกันไม่ให้กิจกรรมครั้งต่อไปทำซ้ำแนวคิดที่ล้มเหลวแบบเดียวกัน.
รายงานที่ดีควรมีตัวเลขที่ชัดเจน เช่น เวลาในการเปลี่ยนกะลดลง 541 ตัน ผลผลิตรอบแรกดีขึ้น 6 เปอร์เซ็นต์ สินค้าคงคลังระหว่างสถานีลดลงจาก 120 หน่วยเหลือ 45 หน่วย หรือระยะทางในการเดินทางของผู้ปฏิบัติงานลดลง 30 เมตรต่อรอบ ผลลัพธ์ที่วัดได้มีความสำคัญ เพราะผู้นำด้านลีนต้องการหลักฐานก่อนที่จะขยายวิธีการใหม่ไปยังสายการผลิตหรือโรงงานอื่น.
ใช้แบบสั้น รายการตรวจสอบกิจกรรมไคเซ็น ก่อนปิดการประชุมเชิงปฏิบัติการ: อัปเดตงานมาตรฐาน มอบหมายผู้รับผิดชอบ เสร็จสิ้นการฝึกอบรม ยืนยันตัวชี้วัด ระบุความเสี่ยงที่ยังไม่ได้รับการแก้ไข และบันทึกการอนุมัติจากผู้บริหาร จัดการรายการที่ยังไม่ได้รับการแก้ไขให้กระชับและอยู่ในขอบเขตการดำเนินงาน เพราะส่วนถัดไปของบทความนี้จะเน้นวิธีการติดตามการดำเนินการเหล่านั้นหลังจากเสร็จสิ้นงาน แทนที่จะปล่อยให้มันกระจัดกระจายอยู่ในสเปรดชีตหรือบันทึกการประชุม.
เลือกรูปแบบการอบรมเชิงปฏิบัติการที่เหมาะสมกับปัญหา
ไม่ใช่ทุกคน กิจกรรมไคเซ็น ดำเนินไปตามจังหวะเดียวกัน แม้ว่าโครงสร้างรายวันจะคล้ายคลึงกันก็ตาม โดยปกติแล้วกิจกรรมลดขั้นตอนการตั้งค่าจะใช้เวลามากขึ้นในการวิเคราะห์วิดีโอ การแยกงานภายในและภายนอก และการทดลองซ้ำ ในขณะที่กิจกรรมปรับปรุงกระบวนการประกอบจะเน้นไปที่จังหวะการผลิต ความสมดุลของสายการผลิต การสูญเสียจากการเคลื่อนไหว และการจัดวางชิ้นส่วนมากขึ้น.
การประชุมเชิงปฏิบัติการด้านการควบคุมคุณภาพมักจะดำเนินการควบคุมชั่วคราวอย่างรวดเร็วก่อนที่ทีมจะเริ่มดำเนินการป้องกันถาวร ในกรณีเช่นนั้น วันแรกและวันที่สองอาจรวมถึงการคัดแยก การแยก หรือมาตรการตรวจสอบหลายระดับในทันทีเพื่อปกป้องลูกค้าในขณะที่การวิเคราะห์สาเหตุที่แท้จริงยังคงดำเนินต่อไป โครงสร้างยังคงเหมือนเดิม แต่ลำดับจะเปลี่ยนไปเพื่อให้สอดคล้องกับความเสี่ยงในการดำเนินงาน.
สำหรับผู้บริหารระดับโรงงาน สิ่งสำคัญคือความสม่ำเสมอในการดำเนินการ หากการอบรมเชิงปฏิบัติการทุกครั้งเป็นไปตามแผนงานที่ชัดเจนในแต่ละวัน ทีมของคุณจะสามารถเปรียบเทียบผลลัพธ์ระหว่างกิจกรรมต่างๆ ฝึกสอนผู้ดำเนินงานได้อย่างมีประสิทธิภาพมากขึ้น และสร้างแบบจำลองที่ทำซ้ำได้สำหรับงานปรับปรุงอย่างต่อเนื่องในอนาคต.
วิธีการติดตามแผนปฏิบัติการไคเซ็นหลังเสร็จสิ้นกิจกรรม
A กิจกรรมไคเซ็น การปรับปรุงแบบลีนจะให้ผลลัพธ์ที่มีคุณค่าก็ต่อเมื่อการดำเนินการที่ตกลงกันไว้ในเวิร์กช็อปนั้นเสร็จสมบูรณ์ ตรวจสอบแล้ว และคงอยู่ต่อเนื่องในภาคปฏิบัติ ในโรงงานหลายแห่ง จุดที่ล้มเหลวอย่างแท้จริงไม่ได้อยู่ที่เวิร์กช็อปการปรับปรุงแบบลีนเอง แต่เป็นช่วงหลายสัปดาห์หลังจากนั้น เมื่อลำดับความสำคัญเปลี่ยนไป หลักฐานกระจัดกระจายอยู่ตามอีเมลและสเปรดชีต และไม่มีใครเห็นว่ามาตรการแก้ไขใดได้ผลจริง นั่นเป็นเหตุผลว่าทำไมแผนปฏิบัติการไคเซ็นหลังการจัดงานจึงต้องมีระเบียบวินัยเช่นเดียวกับตัวงานเอง นั่นคือ การกำหนดผู้รับผิดชอบที่ชัดเจน กำหนดเวลา หลักฐาน จังหวะการทบทวน และการยกระดับปัญหา.
แปลงผลลัพธ์จากการประชุมเชิงปฏิบัติการให้เป็นแผนปฏิบัติการไคเซ็นที่ตรวจสอบได้
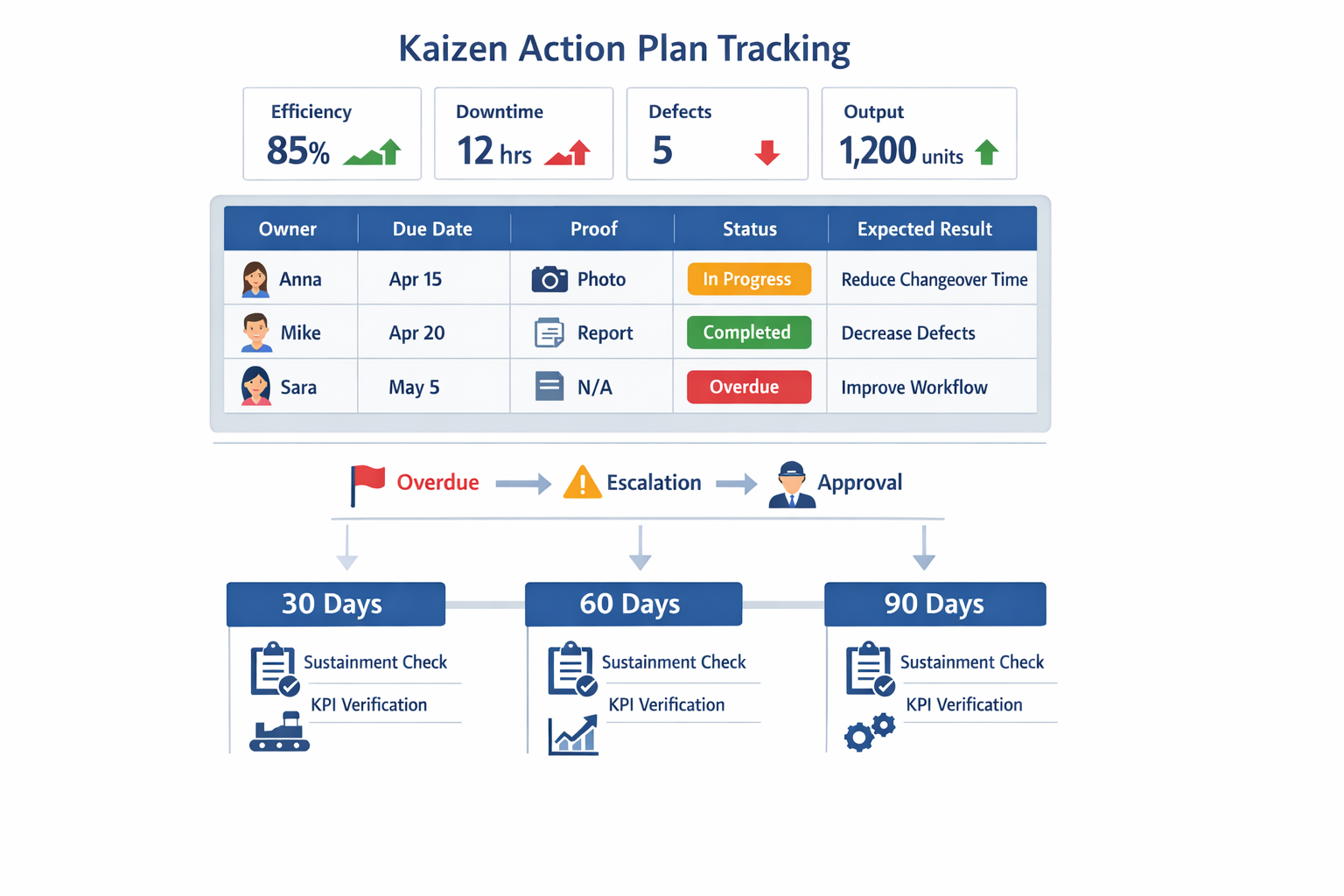
ในตอนท้ายของ กิจกรรมไคเซ็น ในกระบวนการนี้ ทุกรายการปรับปรุงควรถูกแปลงเป็นแผนปฏิบัติการที่ติดตามได้ ไม่ใช่บันทึกการประชุมที่ไม่ชัดเจน แผนปฏิบัติการแต่ละอย่างต้องมีองค์ประกอบพื้นฐานห้าประการ: เจ้าของ, วันครบกำหนด, ผลลัพธ์ที่คาดหวัง, วิธีการตรวจสอบ และสถานะปัจจุบัน. หากทีมงานได้เปลี่ยนแปลงขั้นตอนการทำงานมาตรฐาน ย้ายอุปกรณ์ ปรับเปลี่ยนจุดตรวจสอบ หรือทดลองใช้กระบวนการไหลของวัสดุใหม่ บันทึกการดำเนินการควรระบุหลักฐานที่จะพิสูจน์ว่าการดำเนินการเสร็จสมบูรณ์แล้ว เช่น ภาพถ่าย ขั้นตอนการปฏิบัติงานมาตรฐาน (SOP) ที่ได้รับการปรับปรุง ข้อมูลการศึกษาเวลา หรือผลลัพธ์ผลผลิตในรอบแรก.
ควรระบุรายละเอียดของงานให้เฉพาะเจาะจงเพียงพอ เพื่อให้ทุกคนสามารถตรวจสอบได้ในภายหลัง ตัวอย่างเช่น “ปรับปรุงความสมดุลของสายการผลิต” นั้นกว้างเกินไป ในขณะที่ “ปรับสมดุลปริมาณงานของสถานีที่ 3 และสถานีที่ 4 เพื่อลดช่องว่างของเวลาในการผลิตจาก 18 วินาที เหลือต่ำกว่า 5 วินาที ภายในวันที่ 15 มิถุนายน” นั้นใช้ได้ รายละเอียดในระดับนี้จะช่วยให้ทีมผลิต วิศวกรรม การบำรุงรักษา และคุณภาพ สามารถเข้าใจตรงกันได้ง่ายขึ้นว่า “เสร็จสมบูรณ์” หมายถึงอะไร.
กำหนดกฎการยกระดับก่อนที่การดำเนินการจะเริ่มผิดพลาด
งานที่ค้างอยู่ส่วนใหญ่ไม่ได้ล้มเหลวเพราะยากในทางเทคนิค แต่ล้มเหลวเพราะไม่มีกฎเกณฑ์ในการติดตามผลเมื่อกำหนดเวลาเลื่อนออกไป ด้วยเหตุนี้ รายการตรวจสอบกิจกรรมไคเซ็นสำหรับการติดตามผลจึงควรระบุว่าเกิดอะไรขึ้นเมื่อการดำเนินการล่าช้าไป 3 วัน 7 วัน หรือ 14 วัน แนวทางทั่วไปคือให้หัวหน้าทีมติดตามผลก่อน ผู้จัดการฝ่ายตรวจสอบรายการที่ติดขัดทุกสัปดาห์ และผู้บริหารระดับโรงงานจะเข้ามาแทรกแซงเมื่อการดำเนินการส่งผลกระทบต่อความปลอดภัย ความเสี่ยงของลูกค้า หรือการประหยัดที่ตกลงกันไว้.
การยกระดับปัญหาควรเชื่อมโยงกับผลกระทบทางธุรกิจ ไม่ใช่แค่ความล่าช้า หากงานที่ค้างชำระทำให้การติดตั้งระบบป้องกันความผิดพลาด (poka-yoke) ในกระบวนการที่มีแนวโน้มเกิดข้อผิดพลาดล่าช้า ปัญหานั้นสมควรได้รับการแก้ไขเร็วกว่าการอัปเดตการจัดการภาพที่มีความเสี่ยงต่ำ โรงงานที่ใช้ระบบการยกระดับปัญหาอย่างเป็นระบบมักจะแก้ไขปัญหาได้เร็วขึ้น เพราะอุปสรรคจะปรากฏให้เห็นตั้งแต่เนิ่นๆ แทนที่จะปรากฏขึ้นในการตรวจสอบ 30 วัน.
ใช้การประเมินผลทุก 30-60-90 วัน เพื่อตรวจสอบความต่อเนื่อง ไม่ใช่แค่การตรวจสอบว่าโครงการเสร็จสมบูรณ์หรือไม่
กิจกรรมการปรับปรุงอย่างต่อเนื่องที่มีประสิทธิภาพไม่ได้สิ้นสุดลงเมื่อรายการงานเสร็จสิ้นครบ 100% แล้ว คำถามที่สำคัญกว่าคือ ผลลัพธ์ที่ดีจะยังคงอยู่หรือไม่หลังจากมีการหมุนเวียนกะ การเปลี่ยนหัวหน้างาน และความผันแปรของส่วนผสมในการผลิต นั่นคือเหตุผล 30-60-90 วัน การประเมินผลมีความสำคัญ เพราะเป็นการทดสอบว่ากระบวนการมีความเสถียรหรือไม่ มาตรฐานใหม่ได้รับการปฏิบัติตามหรือไม่ และผลลัพธ์ทางธุรกิจยังคงอยู่ต่อไปหลังจากสัปดาห์ของการอบรมเชิงปฏิบัติการหรือไม่.
เมื่อครบ 30 วัน ให้ตรวจสอบระเบียบวินัยในการปฏิบัติงาน: การดำเนินการหลักทั้งหมดเสร็จสมบูรณ์หรือไม่ และผู้ปฏิบัติงานใช้วิธีการใหม่ได้อย่างถูกต้องหรือไม่ เมื่อครบ 60 วัน ให้ทบทวนแนวโน้มประสิทธิภาพ เช่น เวลาเปลี่ยนกะ อัตราของเสีย ระดับสินค้าคงคลังระหว่างการผลิต หรือการส่งมอบตรงเวลา เมื่อครบ 90 วัน ให้ยืนยันความยั่งยืนโดยการเปรียบเทียบประสิทธิภาพปัจจุบันกับเกณฑ์มาตรฐานและเป้าหมายที่กำหนดไว้ในระหว่างกิจกรรมไคเซ็น และตัดสินใจว่าควรนำการเปลี่ยนแปลงไปใช้กับสายการผลิตอื่น ปรับปรุง หรือบูรณาการอย่างเป็นทางการเข้ากับการจัดการประจำวันหรือไม่.
สร้างรายการตรวจสอบกิจกรรมไคเซ็นที่เน้นความยั่งยืน
หลายทีมใช้ กิจกรรมไคเซ็น นี่คือเช็คลิสต์สำหรับการวางแผนการจัดอบรมเชิงปฏิบัติการ แต่ไม่ใช่สำหรับการรักษาผลลัพธ์ให้ยั่งยืน หลังจากเสร็จสิ้นการอบรมแล้ว เช็คลิสต์ควรครอบคลุมรายการต่างๆ เช่น งานมาตรฐานที่ได้รับการปรับปรุง การลงนามรับรองการฝึกอบรมผู้ปฏิบัติงาน การเปลี่ยนแปลงแผนควบคุม การปรับปรุงการบำรุงรักษาเชิงป้องกัน การควบคุมด้วยภาพ การติดตามตัวชี้วัดประสิทธิภาพ (KPI) แบบเรียลไทม์ และการมอบหมายผู้รับผิดชอบการตรวจสอบ การทำเช่นนี้จะเปลี่ยนการติดตามผลให้เป็นกระบวนการจัดการที่เป็นประจำ แทนที่จะเป็นการแก้ไขปัญหาเพียงครั้งเดียว.
รายการตรวจสอบควรระบุวันที่ตรวจสอบและผู้รับผิดชอบการตรวจสอบด้วย ตัวอย่างเช่น หากกิจกรรมลดต้นทุนการตั้งค่าได้นำไปสู่รูปแบบรถเข็นเครื่องมือใหม่ รายการตรวจสอบการบำรุงรักษาควรยืนยันว่ารถเข็นมีป้ายกำกับ บอร์ดแสดงรายละเอียดเสร็จสมบูรณ์ กฎการเติมสินค้าได้รับการกำหนด และผู้ควบคุมงานตรวจสอบการปฏิบัติตามกฎทุกสัปดาห์ หากไม่มีการควบคุมเหล่านี้ แม้แต่ตัวอย่างกิจกรรมไคเซ็นที่ดีก็มักจะกลับไปสู่สภาพเดิมภายในหนึ่งไตรมาส.
ติดตามผลลัพธ์ด้วยแดชบอร์ด ไม่ใช่รายงานแบบคงที่
แดชบอร์ดช่วยแยกแยะกิจกรรมที่เสร็จสมบูรณ์ออกจากการปรับปรุงการดำเนินงานที่แท้จริง โรงงานควรจะสามารถมองเห็นอย่างน้อยที่สุด การดำเนินการที่ค้างอยู่โดยผู้รับผิดชอบ การดำเนินการที่ล่าช้า อัตราการปิดงาน สถานะการตรวจสอบ และการเคลื่อนไหวของ KPI เทียบกับเป้าหมาย หากเป้าหมายของกิจกรรมคือการลดเวลาการเปลี่ยนกะลง 25% แดชบอร์ดควรแสดงให้เห็นว่าเวลาการตั้งค่าเฉลี่ยลดลงและคงที่หรือไม่ ไม่ใช่แค่แสดงว่าทีมปิดงานที่เกี่ยวข้องหรือไม่.
การดำเนินการที่เสร็จสิ้นแล้วไม่ได้หมายความว่าจะได้ผลลัพธ์ที่ยั่งยืนเสมอไป สายการผลิตอาจดำเนินการตามรายการงานทั้งหมดเสร็จสิ้นแล้ว แต่ก็ยังไม่บรรลุเป้าหมาย เนื่องจากสาเหตุหลักได้รับการแก้ไขเพียงบางส่วน หรือเนื่องจากการดำเนินการสนับสนุนบางอย่าง เช่น การฝึกอบรมผู้ปฏิบัติงาน ถูกละเลย การติดตามด้วยภาพทำให้เห็นช่องว่างนั้นได้เร็วขึ้น และให้พื้นฐานที่เป็นรูปธรรมแก่ผู้นำด้านการปฏิบัติงานในการแก้ไขปัญหา.
Jodoo ช่วยให้ทีมติดตามการดำเนินการไคเซ็นหลังจบกิจกรรมได้อย่างไร
Jodoo ช่วยให้ทีมมีวิธีการจัดการติดตามผลหลังเหตุการณ์อย่างมีประสิทธิภาพมากขึ้น เวิร์กโฟลว์ดิจิทัล. ทีมสามารถใช้แบบฟอร์มเพื่อบันทึกการดำเนินการไคเซ็นแต่ละครั้ง โดยระบุผู้รับผิดชอบ วันครบกำหนด ตัวชี้วัดเป้าหมาย และหลักฐานที่จำเป็น ใช้เวิร์กโฟลว์เพื่อส่งต่อการอนุมัติ การแจ้งเตือน และการยกระดับปัญหาโดยอัตโนมัติ และใช้การอัปโหลดรูปภาพผ่านมือถือเพื่อตรวจสอบการเปลี่ยนแปลงเค้าโครง การอัปเดตเครื่องมือ หรือความสำเร็จของการจัดการด้วยภาพโดยตรงจากหน้างาน แทนที่จะต้องติดตามการอัปเดตผ่านกระดานไวท์บอร์ด สเปรดชีต และแอปส่งข้อความ โรงงานจะมีบันทึกการดำเนินการไคเซ็นแบบเรียลไทม์เพียงแห่งเดียว.
Jodoo ยังสนับสนุนอีกด้วย การตรวจสอบตามแดชบอร์ด ครอบคลุมทั้งสายการผลิตหรือโรงงาน ผู้จัดการ CI สามารถตรวจสอบรายการที่ค้างชำระ ประสิทธิภาพการปิดงานตามแผนก และแนวโน้ม KPI หลังเหตุการณ์ได้ในที่เดียว ในขณะที่ผู้จัดการโรงงานสามารถเจาะลึกไปยังการดำเนินการที่ติดขัดก่อนการประชุมทบทวนครั้งต่อไป เนื่องจากสิทธิ์การเข้าถึง ประวัติการตรวจสอบ และการติดตามสถานะถูกรวมเข้าไว้ในเวิร์กโฟลว์แล้ว จึงทำให้การกำหนดมาตรฐานกระบวนการกิจกรรมไคเซ็นทำได้ง่ายขึ้น โดยไม่ต้องบังคับให้ทุกไซต์ต้องพึ่งพาการใช้สเปรดชีตแบบเดียวกัน.
ตัวอย่าง: การกำหนดมาตรฐานการติดตามผลในสายการผลิตรถยนต์สองสาย
โรงงานผลิตชิ้นส่วนยานยนต์แห่งหนึ่งเคยใช้ Jodoo หลังจากดำเนินการปรับปรุงแก้ไขสองครั้งในสายการผลิตสองสายที่มีข้อบกพร่องซ้ำซากและปัญหาในการเปลี่ยนกะการทำงาน ก่อนที่จะนำระบบติดตามผลมาใช้ดิจิทัล การติดตามการดำเนินการจะอยู่ในไฟล์ Excel แยกกัน และผู้จัดการมีข้อมูลจำกัดเกี่ยวกับรายการที่ล่าช้า ใครเป็นผู้รับผิดชอบ หรือว่ามีการตรวจสอบมาตรการแก้ไขในสายการผลิตแล้วหรือไม่ ส่งผลให้การดำเนินการบางอย่างถูกทำเครื่องหมายว่าเสร็จสมบูรณ์แล้ว แม้ว่างานมาตรฐานจะยังไม่ได้อัปเดต และไม่มีหลักฐานภาพถ่าย.
โรงงานได้เปลี่ยนมาใช้เวิร์กโฟลว์ Jodoo แทนวิธีการเดิม โดยกำหนดให้ทุกการดำเนินการต้องมีผู้รับผิดชอบ กำหนดเวลา เอกสารประกอบหรือรูปภาพ และการอนุมัติจากหัวหน้างานที่รับผิดชอบก่อนจึงจะปิดงานได้ แดชบอร์ดแสดงรายการที่ยังไม่ปิดและรายการที่เลยกำหนดแยกตามแต่ละรายการ ในขณะที่การตรวจสอบทุกๆ 30-60-90 วัน จะดึงข้อมูลแบบเรียลไทม์เกี่ยวกับอัตราการปิดงานและแนวโน้มของข้อบกพร่อง ผลลัพธ์ที่ได้คือการปิดงานที่รวดเร็วยิ่งขึ้น การตรวจสอบที่สม่ำเสมอมากขึ้น และแบบจำลองการติดตามผลที่โรงงานสามารถนำไปใช้กับตัวอย่างกิจกรรมไคเซ็นในอนาคตได้โดยไม่ต้องสร้างกระบวนการใหม่ทุกครั้ง.
สรุป: สร้างระบบกิจกรรมไคเซ็นที่ทำซ้ำได้
A กิจกรรมไคเซ็น จะสร้างคุณค่าได้อย่างแท้จริงก็ต่อเมื่อได้รับการปฏิบัติมากกว่าแค่การอบรมระยะสั้นในโรงงาน ผลประโยชน์ที่แท้จริงมาจากการเชื่อมโยงสามขั้นตอนเข้าด้วยกันเป็นระบบการทำงานเดียว ได้แก่ การวางแผนล่วงหน้าอย่างชัดเจน การดำเนินการอย่างมีระเบียบวินัยระหว่างการอบรม และการติดตามผลอย่างเป็นรูปธรรมหลังจากที่ทีมงานออกจากห้องไปแล้ว หากปราศจากการเชื่อมโยงนี้ โรงงานหลายแห่งอาจปรับปรุงกระบวนการหนึ่งอย่างได้เพียงหนึ่งสัปดาห์ แล้วก็พบว่าปัญหาเดิม ๆ เช่น ความล่าช้า การทำงานซ้ำ หรือการสูญเสียจากการเปลี่ยนกะ กลับมาอีกครั้ง.
สำหรับผู้นำด้าน Lean และการดำเนินงาน เป้าหมายที่แท้จริงไม่ใช่การจัดงานให้ประสบความสำเร็จเพียงครั้งเดียว แต่เป็นการสร้างระบบที่ยั่งยืน กระบวนการจัดกิจกรรมไคเซ็นที่ทำซ้ำได้ ที่ทีมของคุณสามารถนำไปใช้ได้ทั่วทั้งสายการผลิต หน่วยการผลิต และโรงงาน โดยมีโครงสร้างเดียวกันสำหรับขอบเขตงาน ผู้รับผิดชอบ การติดตามการดำเนินการ และการรายงานผลลัพธ์ ซึ่งมีความสำคัญอย่างยิ่งในสภาพแวดล้อมการผลิตแบบหลายกะ ที่ซึ่งเช็คลิสต์แบบกระดาษและสเปรดชีตมักจะใช้ไม่ได้ผลเมื่อการดำเนินการจำเป็นต้องมีการรับผิดชอบข้ามสายงาน.
Jodoo ช่วยให้ผู้ผลิตเปลี่ยนกิจกรรมไคเซ็นให้เป็นเวิร์กโฟลว์ดิจิทัลที่เป็นมาตรฐาน ในฐานะแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด มันช่วยให้คุณสร้างแบบฟอร์มสำหรับแผนงานกิจกรรมและรายการดำเนินการ มอบหมายผู้รับผิดชอบและวันครบกำหนด บันทึกหลักฐานภาพถ่ายจากหน้างาน ตั้งค่าการแจ้งเตือนและการอนุมัติโดยอัตโนมัติ และรายงานผลการปรับปรุงบนแดชบอร์ดแบบเรียลไทม์.
หากคุณต้องการวิธีการจัดการและรักษาความต่อเนื่องของกิจกรรมไคเซ็นอย่างมีประสิทธิภาพมากขึ้น, เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต ด้วย Jodoo.

