
カテゴリー別に閲覧する
はじめに:現代の製造業におけるカイゼンイベントの意味
計画外のダウンタイム、手戻り作業、待ち時間、そして日々の緊急対応は、静かに 20%~30% 多くの工場での製造生産性。そのため、 カイゼンイベント 工場現場で最も実用的なリーンツールの1つであり続けている。クロスファンクショナルチームに短く構造化された時間枠を与え、多くの場合 3~5日―特定のプロセス上の問題を迅速に解決するため。.
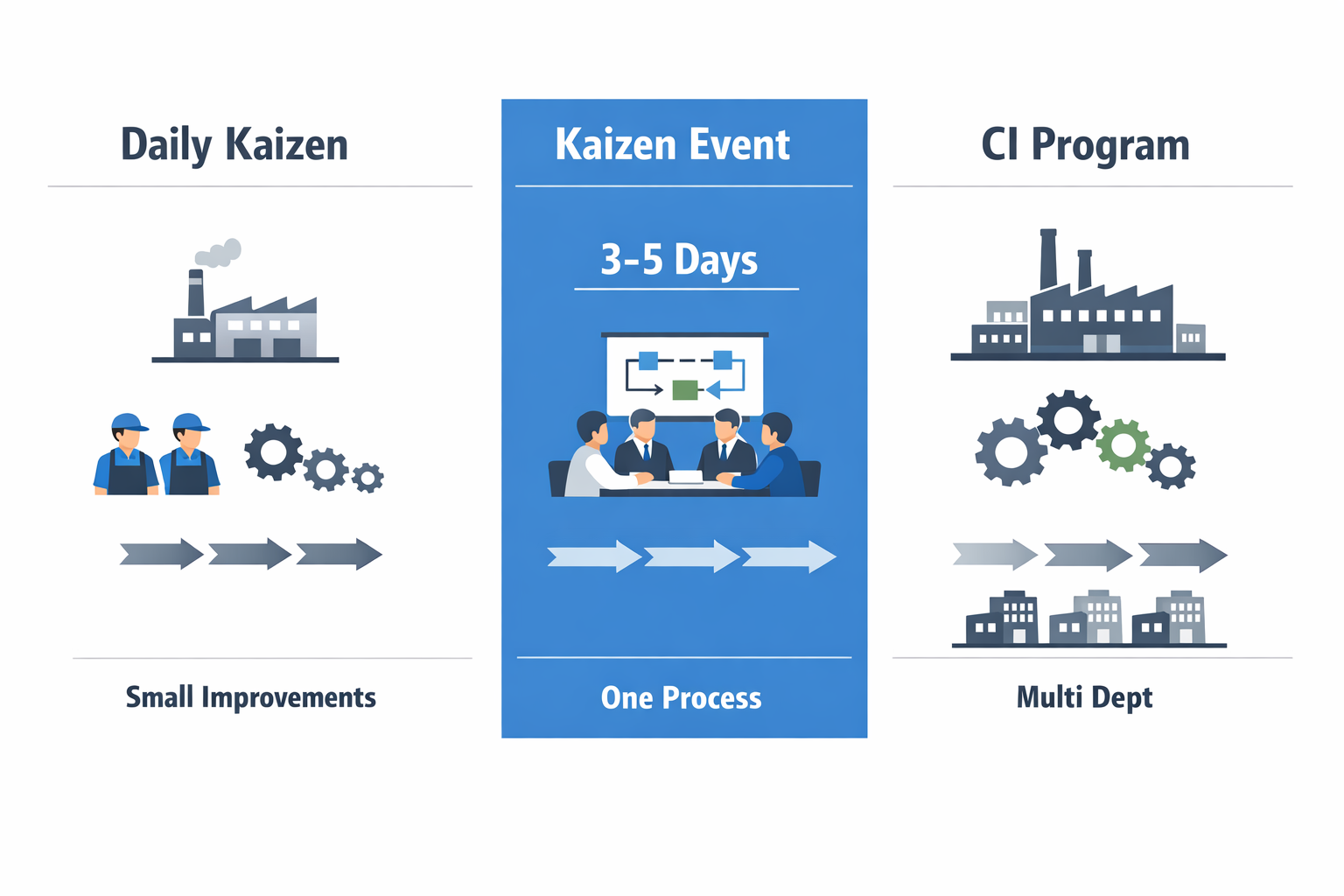
簡単に言うと、 カイゼンイベント これは、長い段取り替え時間、重要なラインでの不良品、工程間の資材の流れの遅延など、明確に定義された1つの問題に焦点を当てた、集中的な継続的改善ワークショップです。作業員や監督者が継続的に小さな改善を行う日常的なカイゼン文化とは異なり、複数の部門、拠点、または四半期にまたがる可能性のある本格的な継続的改善プログラムよりも範囲が狭いものです。イベントの形式は、 緊急性、スピード、そして直接的な行動 現場で。.
リーンマネージャー、継続的改善リーダー、工場長、およびオペレーションチームは、問題が通常の会議に任せるにはあまりにも混乱を招くが、集中した努力で解決できるほど小さい場合にこのアプローチを使用します。次のセクションでは、カイゼンイベントを使用するタイミング、準備方法、および カイゼンイベント このプロセスは日々機能し、ワークショップ後の成果を確実に維持するために、どのように行動を追跡するか。.
カイゼンイベントを実施するタイミング
A カイゼンイベント 明確な運用上の問題があり、対応可能なプロセスオーナーがいて、変更がうまくいったかどうかを確認するのに十分なデータがある場合に、この手法は最も効果を発揮します。これは、緩慢な漸進的改善に任せるには緊急性が高すぎるものの、集中的なリーン改善ワークショップで改善できる範囲に収まる問題に適したツールです。実際には、これは通常、企業全体の変革ではなく、特定のライン、製品ファミリー、シフトパターン、またはワークフローの境界に関連する問題を意味します。.
重要なのは、問題が深刻かどうかではなく、短期間で部門横断的なカイゼン活動を通じて、問題を観察、分析、改善できるかどうかである。範囲が広すぎると、チームは対策を検証するのではなく、原因究明に時間を費やしてしまうだろう。.
問題が具体的かつ測定可能な場合は、カイゼンイベントを活用する。
優秀な候補者は、現在のパフォーマンスと目標とするパフォーマンスの間に明確なギャップがある。 ギャップ OEEの低下、不良率、段取り替え時間、待ち時間、初回合格率、仕掛品蓄積、部門間の引き渡し遅延といった形で現れる可能性があります。開始点、目標、およびプロセス境界を明確に定義できれば、継続的改善活動に最適な状況と言えるでしょう。.
例えば、ケース梱包で繰り返しボトルネックが発生している包装ラインは、「工場の生産性を向上させる」よりも優れたカイゼンイベントの対象となります。電子機器組立工場では、 8%のリワーク 「品質問題を減らす」よりも、「はんだ付けステーション1つを改善する」という目標の方が適切です。より具体的な目標を設定することで、チームはリアルタイムで観察し、迅速に改善できる実践的な問題に取り組むことができます。.
よく発生する製造上の問題で、うまくフィットするもの
最も効果的なカイゼン活動の事例のいくつかは、日常的な業務に支障をきたすものの、大規模な設備投資を必要としない問題から生まれています。一般的な製造業では、チームはカイゼン活動を活用して、資材の移動距離、作業ステーション間の待ち時間、手作業による組み立てや梱包作業における反復動作の無駄を削減することがよくあります。これらは目に見える問題であり、目に見える問題は作業場のような環境で改善しやすいのです。.
自動車工場では、長時間の段取り替え作業はまさにうってつけの作業だ。. SMEDスタイルのイベントでは、多くの場合、1 つのプレス、1 つの金型ファミリー、または 1 つの治具交換プロセスに焦点を当て、セットアップ時間を短縮することを目標としています。 30%~50% より良いシーケンス、外部設定、および標準作業を通じて。段取り替え損失は消費される可能性がある 5%から20% 混合生産環境における計画生産時間に関して言えば、たった一度の成功事例でも、測定可能な生産能力を生み出すことができる。.
電子機器製造において、カイゼン活動は、手直しループ、フィーダー補充の遅延、ラインサイドでの材料不足、SMT、検査、最終組立間の繰り返し発生する引き渡しミスなどに対処するためによく用いられます。これらの問題は通常、複数の部門にまたがるものですが、短時間のワークショップで解決できる範囲に収まります。集中したチームが、遅延やエラーがプロセスにどこから発生しているかを特定し、工場全体を再設計することなく変更をテストできます。.
カイゼンイベントでは対応できないほど大きな問題の兆候
すべての問題が カイゼンイベント. 問題が大規模なERPシステムの変更、設備拡張、サプライヤーの再設計、または設備投資の承認に関わる場合、ワークショップでは原因を特定できるかもしれませんが、その場で十分な変更を実施することはできません。そのような場合は、より広範なプロジェクト構造が必要となり、カイゼン活動は後からより小規模なサブプロセスに適用する必要があります。.
根本的な問題がまだ解決されていない場合にも同じことが当てはまります 不明. データに矛盾があり、オペレーター間で故障モードに関する意見が一致せず、チームが現状すら把握できない場合は、おそらくまだイベントへの準備が整っていないでしょう。ワークショップを時期尚早に開催するよりも、短期間の事前調査やデータ収集サイクルを行う方が、より良い結果が得られます。.
もう一つの警告サインは、オーナーシップの弱さです。カイゼンイベントでは、 決定で終わる, 単なるアイデアではなく、具体的な行動につながるものでなければなりません。そのため、問題に応じて、現場のリーダーシップ、保守、品質管理、計画、またはエンジニアリングのサポートが必要になります。意思決定者が参加していないと、ワークショップは実行メカニズムではなく、単なる議論の場になってしまう危険性があります。.
カイゼンイベントの範囲設定方法
最適な範囲とは、有意義な試験を完了できるほど狭く、かつ財務的または運用的に重要な意味を持つほど広い範囲を指します。簡単なルールとしては、問題を次の4つの境界で定義することです。 プロセス、製品ファミリー、場所、および時間. 例えば、「第1シフト中に、第2ラインにおけるモデルA部品のプレス加工と溶接の間の計画外の待ち時間を削減する。」“
この範囲であれば、最初から責任者と評価指標が明確になるため、後々現実的なカイゼン活動計画を策定できます。また、カイゼン活動のプロセスが抽象的な改善目標ではなく、実際の業務に基づいたものになります。もしこの記述に複数の「かつ」句が必要な場合は、おそらく範囲が広すぎるでしょう。.
実用的 カイゼンイベントチェックリスト この段階で確認すべき事項は3つあります。問題が再発していること、チームがそれを直接観察できること、そして工場が数ヶ月ではなく数日で変更をテストできることです。これらの条件が満たされない場合でも、問題自体は注目に値するかもしれませんが、この形式で対応する必要はありません。.
イベント開催前に簡単に判断できるテスト
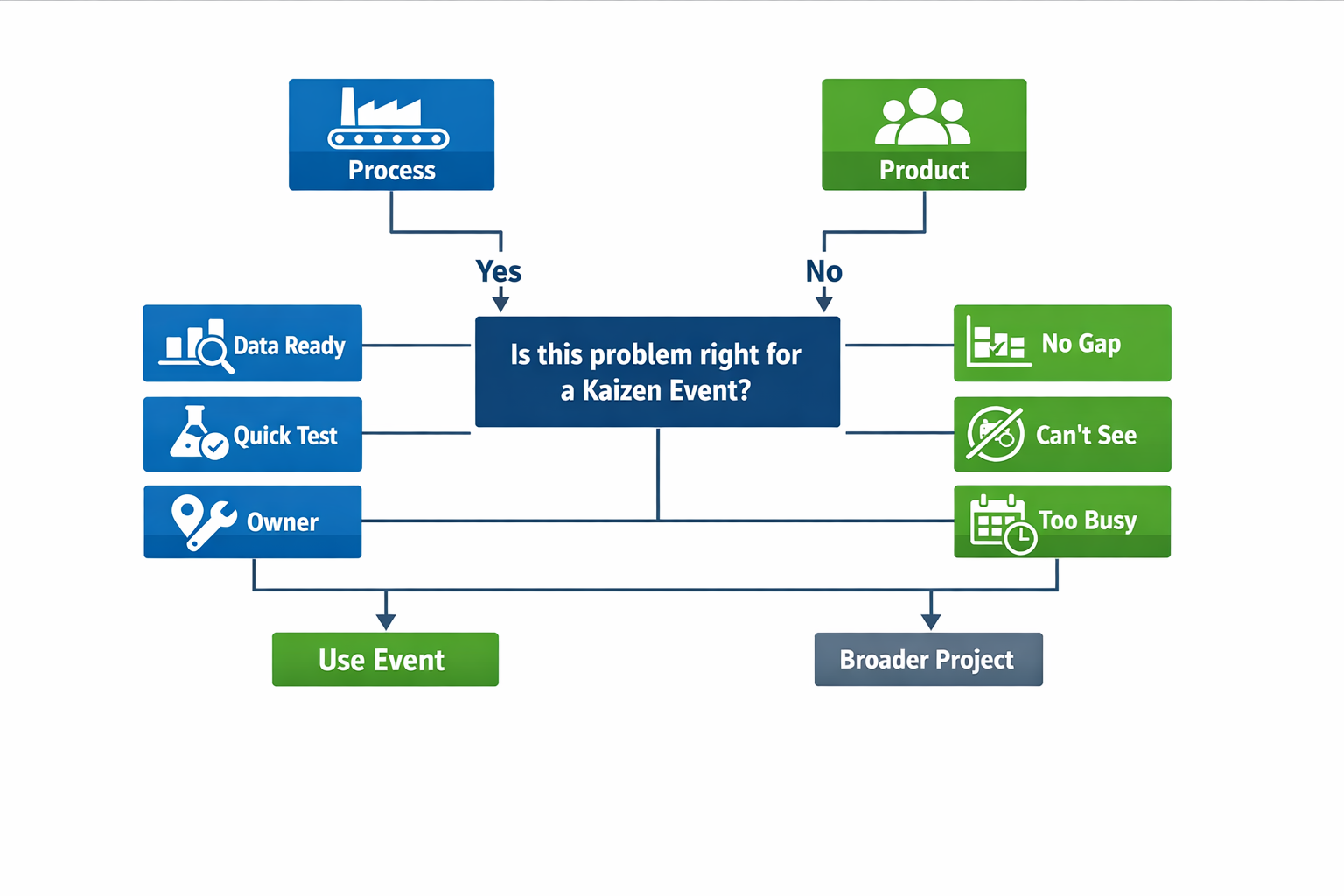
イベントをスケジュールする前に、5つの質問を自問してください。問題は局所的ですか?パフォーマンスのギャップは測定可能ですか?適切な人材が数日間集中して参加できますか?チームは対策を迅速にテストできますか?成果は、出力、リードタイム、品質、または労働生産性で目に見える形で現れますか?これらのほとんどに「はい」と答える場合は、 カイゼンイベント おそらくそれが正しい選択だろう。.
答えが「いいえ」の場合は、フォーマットを強制しないでください。. カイゼンイベント 観察、分析、行動、フォローアップを短いサイクルに凝縮できるため、非常に効果的です。問題がそのレベルの集中的な取り組みを受け入れる準備ができている場合に、最も効果を発揮します。.
カイゼンイベントプロセスの準備方法(初日開始前)
A カイゼンイベント 準備段階では、チームがワークショップルームに入る前に、成功か失敗かがほぼ決まってしまうことが多い。準備段階では、作業範囲が明確になり、チームに測定可能な目標が与えられ、リーン改善ワークショップが工場内のあらゆる問題点についての漠然とした議論に陥るのを防ぐことができる。また、適切な準備を行うことで、チームは憶測ではなく事実に基づいて作業を開始できるため、観察から行動までの時間を短縮できる。.
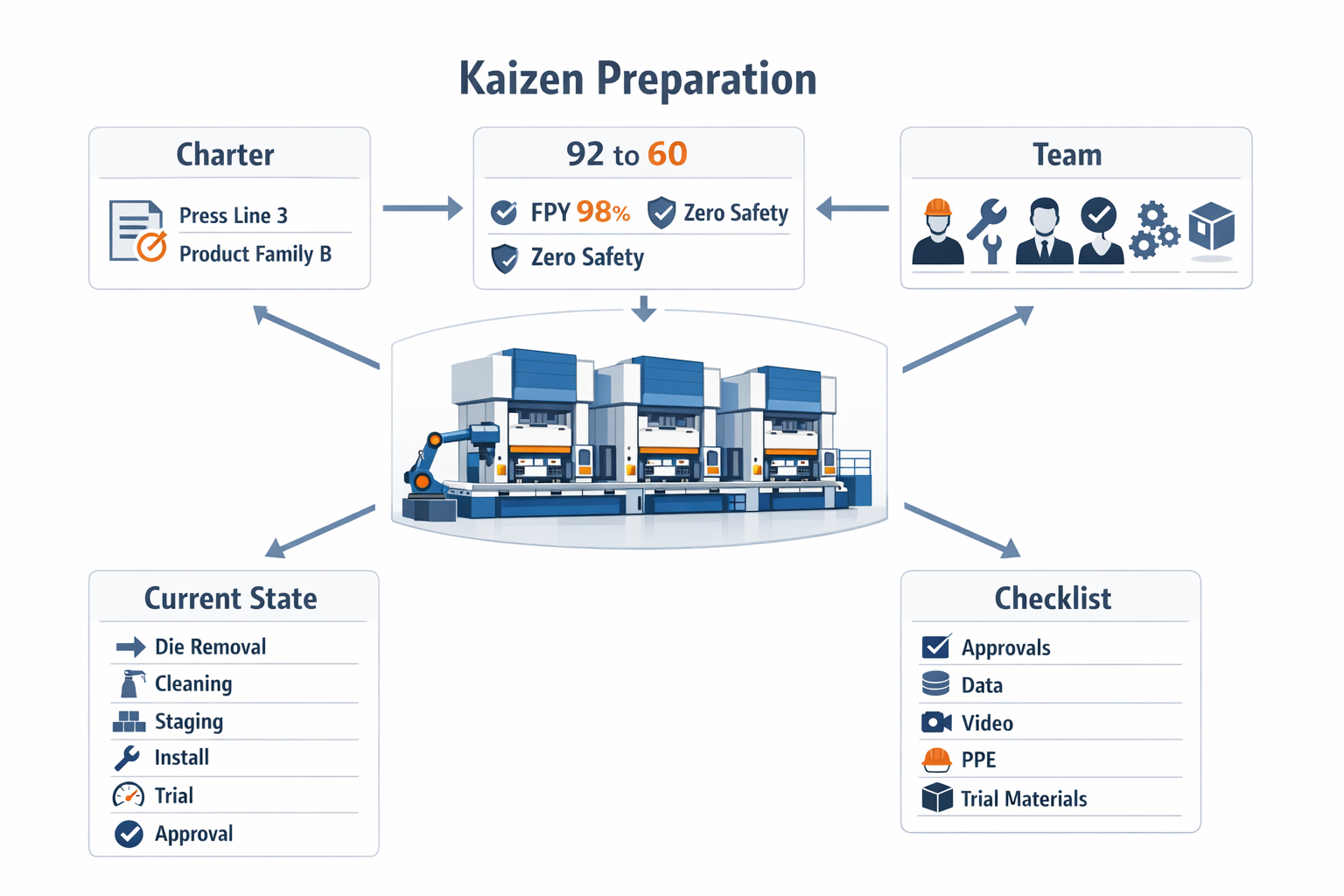
工程紹介をより直感的かつ分かりやすくするために、本節では実例を取り上げます。家電メーカー向けにブラケットを製造する金属プレス工場を例に挙げます。この工場では、プレス機の段取り替え工程に慢性的な問題を抱えています。第3ラインの平均段取り時間が92分にも達し、スケジュール遅延、仕掛品過剰、週末残業の頻発といった事態を招いています。今回の継続的改善活動の目標は、初回合格率や作業員の安全性を損なうことなく、段取り替え時間を短縮することです。.
狭く、管理可能な範囲を定義する
カイゼンイベントプロセスの最初のステップは、明確なイベント憲章を作成することです。プレス加工の例では、「プレス加工の生産性を向上させる」という範囲は、短いワークショップには広すぎるため、チームはイベントの範囲を「プレスライン3における製品ファミリーBの段取り替え時間を、内部セットアップ手順、ツール準備、および初回品承認フローを改善することによって短縮する」とすべきです。.
適切なスコープとは、プロセスの境界、影響を受ける領域、そして範囲外となるものを明確に定義するものです。例えば、保守作業のバックログ、サプライヤーのリードタイム、長期的な設備投資などは関連する可能性がありますが、段取り時間の短縮を直接的に妨げない限り、このイベントの対象外とすべきです。こうすることで、カイゼン活動はチームが迅速にテストし、標準化できる変更点に集中することができます。.
スピード、品質、安全性のバランスが取れた目標を設定する
A カイゼンイベント 必要 ターゲット これは、ワークショップ中の意思決定を導くのに十分な具体性を持つものです。この場合、工場は、平均段取り時間を92分から60分に短縮することを主要目標とし、98%以上の初回合格率を維持し、試作中に安全事故をゼロにすることを副次目標として設定することができます。この組み合わせが重要なのは、品質不良や危険な近道を生み出すような段取り時間の短縮は改善とは言えないからです。.
目標は、単なる願望ではなく、実際のベースラインパフォーマンスに基づいて設定すべきです。最近のベストケースのセットアップ時間がすでに約68分であれば、60分という目標は野心的ではありますが、実現可能な目標と言えるでしょう。過去最高のセットアップ時間が85分であれば、チームは目標を段階的に引き上げ、70分を最初のマイルストーンとして設定する必要があるかもしれません。.
適切なクロスファンクショナルチームを選択する
チーム体制の弱さは、カイゼン活動が初日を迎える前に頓挫する最も一般的な理由の一つです。プレス工場の場合、コアチームにはプレスオペレーター、セットアップ技術者、生産監督者、品質エンジニア、保守担当者、ツーリングスペシャリスト、資材担当者を含めるべきです。初回品の承認に遅延が生じる場合は、後から相談するのではなく、決定権を持つエンジニアまたは品質保証担当者を必ず含める必要があります。.
イベントリーダーは、技術的な意思決定を主導することなく、問題解決を促進できる人物であるべきです。多くの工場では、リーン生産方式の管理者、継続的改善(CI)管理者、または生産技術者がその役割を担います。また、ワークショップの前に、ファシリテーター、タイムキーパー、データ所有者、安全レビュー担当者、標準作業変更の承認者といった明確な役割分担を決めておくことも有効です。.
ワークショップ開始前にベースラインデータを収集する
リーン改善ワークショップは、 共有された事実ベース. 段取り時間短縮イベントでは、チームは平均段取り時間、最良および最悪の段取り時間、ダウンタイムコード、初回承認時間、起動時の不良品、段取り遅延に伴う残業時間など、少なくとも2~4週間分の段取り時間データを収集する必要があります。MESまたはダウンタイムログのデータ品質が低い場合は、最近の段取り状況を直接観察する方が信頼性の高い場合が多いです。.
動画撮影は、特にセットアップに焦点を当てたカイゼン活動において非常に役立ちます。なぜなら、実際に時間がどこで費やされているかが分かるからです。多くの段取り替えに関する研究では、実際の工具交換作業に費やされている時間はごく一部であり、残りの時間はフォークリフトのサポート待ち、クランプ探し、ゲージ探し、品質承認待ちなどに費やされていることが分かります。こうした基準となる情報がなければ、チームは初日に、事前に簡単に検証できる原因について議論することに時間を費やしてしまう可能性があります。.
現状を運用詳細レベルでマッピングする
イベントの前に、チームが改善するプロセスの現状を簡潔にまとめた図を作成します。プレス加工の例では、92分のセットアップ時間を、最終製品確認、金型取り外し、洗浄、金型搬送、新金型準備、設置、センタリング、試運転、初回製品検査、生産開始といった具体的な手順に分解します。各手順にかかる時間を計測し、内部作業、外部作業、待機作業、再作業のいずれであるかをマークします。.
このマップは、部門全体の完璧なバリューストリームマップである必要はありません。損失が発生している箇所と、チームが問題発生時に介入できる箇所を示すのに十分な詳細情報があれば十分です。実用的な現状マップは、1台のフォークリフトが3つのラインを担当している、あるいは品質承認プロセスが常に別のラインの稼働開始後に待機しているといった依存関係をチームが特定するのにも役立ちます。.
実践的なカイゼンイベントチェックリストを作成する
A カイゼンイベント チェックリスト ワークショップが回避可能な問題に時間を費やすことを防ぎます。ライン3のセットアップイベントの場合、チェックリストには、イベント憲章の承認、目標の合意、ベースラインデータの検証、プロセスフロー図の準備、ビデオまたは観察結果の収集、チームメンバーの通常業務からの解放、安全リスクのレビュー、試験用資材の入手可能性といった基本的な準備項目を含める必要があります。また、個人用保護具(PPE)、床面マーキング、ストップウォッチ、ラベル、レッドタグ、カメラアクセス、アクション追跡用の部屋またはボードなどのロジスティクスも含める必要があります。.
チェックリストは管理業務にとどまらず、以下の内容を含むべきである。 意思決定ポイント. 例えば、誰が機材の移設を承認できるのか、誰が標準作業の変更を承認できるのか、イベント中にカート、シャドウボード、クイッククランプなどの予算上限額はいくらまで承認できるのか、といった点です。多くのチームは、スライドの準備はするものの承認を得ていないために、勢いを失ってしまいます。.
物流、タイミング、制約事項を確認する
準備段階では、生産現場の実情も考慮に入れる必要があります。プレス加工工場の場合、イベントを実施する最適なタイミングは、生産ピーク時ではなく、製品ファミリーの変更予定直前かもしれません。チームは、試験用の機械の稼働状況を確認し、今後実施されるセットアップのうち、どの工程を実際に観察するかを特定し、主要なオペレーターが日常的な緊急対応に何度も駆り出されないように時間を確保する必要があります。.
制約事項を早期に明確に定義することも重要です。顧客への出荷量が長時間の試運転に耐えられない場合は、計画された少量生産シフトで新しい方法をテストする必要があるかもしれません。保守サポートが限られている場合は、イベント計画では、機械の大幅な改造を必要としない変更を優先すべきです。.
準備段階をすぐに使えるイベント憲章に変換する
準備の最後には、チーム全員がすぐに理解できる1ページのイベント憲章を作成する必要があります。この例では、憲章には、ビジネス上の課題、プロセス範囲、現在のパフォーマンス、目標状態、チームメンバー、イベントの日程、そして新しいセットアップ手順、改訂された標準作業、ワークショップ中に完了できない項目に対する初期カイゼン行動計画などの期待される成果物が記載されます。この文書が、1日目の活動の基盤となります。.
このレベルの準備は、イベントの進行を遅らせるものではありません。むしろ、チームが解決すべき問題について議論するのではなく、原因の検証、対策のテスト、変更点の確定に時間を費やすことができるため、ワークショップの進行を速めます。次のステップは、その準備を現場での規律ある日々の実行計画へと落とし込むことです。.
カイゼンイベントを実施するための実践的な日々の計画
A カイゼンイベント チームが解決策に飛びつくのではなく、規律あるリズムに従って進めることで、最も効果を発揮します。ほとんどの工場では、これは3~5日間のリーン改善ワークショップを意味し、明確な日々の成果、現場での検証、そして最後に経営陣によるレビューが行われます。目標はアイデアの長いリストを作成することではなく、作業員、監督者、エンジニアリング、品質管理、保守部門が連携を保っている間に、カイゼンイベントのプロセスを迅速に進めて変更をテストすることです。.
1日目:キックオフ、スコープの確認、実際のプロセスの観察
会議室でのプレゼンテーションではなく、現場での短いキックオフミーティングから始めましょう。目標とする状況、イベントの範囲、安全上の制約、基準となる指標、そして週末までに達成すべき成功の定義などを確認します。このミーティングは30分から45分程度に抑え、チームが一日の大半を現場のプロセスを直接確認することに費やせるようにします。.
次のステップは、構造化された観察です。材料、作業者、機械、情報の流れをリアルタイムで追跡し、実際のサイクルタイム、待ち時間、移動距離、段取り替え手順、不良箇所、引き渡しを記録します。多くのカイゼン活動において、この時点で前提が崩れます。リーダーが機械の問題だと考えていたことが、実際にはスケジューリング、工具、または動作の問題であることが多いのです。.
実用的なルールとしては、チームがすぐに対処できるカテゴリー(遅延、過剰な移動、手直し、過剰加工、材料不足、指示の不明瞭さ、不安定な機械設定など)に無駄を分類することです。ワークショップが組立フローに焦点を当てている場合は、スパゲッティ図と時間観測シートを使用できます。段取り時間短縮イベントの場合は、ブレインストーミングを開始する前に、同じ日に内部段取り作業と外部段取り作業を分けておく必要があります。.
2日目:根本原因を分析し、変更すべき事項の優先順位付けを行う
チームが十分な証拠を得たら、根本原因分析に進みます。オペレーターや監督者がリアルタイムで理解、テスト、検証できるシンプルなツールを使用します。 5つの理由, フィッシュボーン図, パレート図, あるいは、原因と結果のマトリックスを作成する。このステップの質によって、ワークショップが永続的な成果を生み出すか、一時的な改善に終わるかが決まる。.
影響度と制御可能性に基づいて原因の優先順位付けを行いましょう。よくある間違いは、主要なシステム問題、設備投資プロジェクト、方針変更などを、現場で解決可能な問題と同じ議論に含めてしまうことです。継続的改善活動中は、チームは今週中に変更できるものと、活動後にエスカレーションが必要なものを区別する必要があります。.
これはまた、異なる カイゼンイベント 例 異なる論理が示される。段取り時間短縮作業場では、最大の原因は、工具待ち、クランプ探し、あるいは起動後の金型調整の繰り返しなどである可能性がある。品質封じ込め事象では、根本原因は、検査手順の不備、欠陥基準の不明確さ、あるいは生産ラインと品質技術者間の即時フィードバックループの欠如などである可能性がある。.
3日目:対策を設計し、迅速な試験を実施する
3日目までに、チームは現場で対策の構築とテストを開始する必要があります。効果的な対策は、具体的で、目に見える形で、測定可能なものでなければなりません。例えば、工具の配置換え、作業内容の再調整、部品の提示方法の変更、手順の見直し、検査治具の追加、トリガーポイントの定義、視覚的な管理策の作成などが挙げられます。「コミュニケーションの改善」といった曖昧な行動は、明確なプロセス変更につながる場合を除き、避けるべきです。.
できるだけ早く試行を実施し、結果を基準値と比較して測定してください。イベントが組立フローに焦点を当てている場合、3つのステーションの単純な再配置によって、歩行距離を40%削減し、労働力を増やすことなく時間当たりの生産量を向上させることができます。イベントが段取り時間の短縮に焦点を当てている場合、材料を事前に準備し、調整を固定設定に変換することで、1回の試行で段取り替え時間を70分から45分に短縮し、2回目の試行後には32分に短縮することができます。.
チームは、各試行について、実施前後の時間、写真、オペレーターのフィードバック、および安全性や品質への影響を記録に残すべきです。これは最終的なカイゼン行動計画ではなく、何がうまくいき、何がうまくいかず、標準化前に何がまだ改善が必要なのかを示す証拠です。.
4日目:新しい方法を確定し、標準作業を更新する
試行によって再現性のある改善が確認できたら、新しい方法を標準作業に移行します。作業指示書、セットアップシート、品質チェックポイント、ラインサイド保管ルール、エスカレーション手順を更新し、改善効果が同じイベントチームの参加に依存しないようにします。多くの工場では、ワークショップの成果を日常業務に落とし込むために、この部分への投資が多くのチームで不足しています。.
トレーニングは使用現場で行うべきです。オペレーター、チームリーダー、およびサポート担当者に改訂された手順を説明し、タクトタイムの整合性を確認し、新しい方法がシフト全体で現実的であることを検証してください。イベントによってプロセスのタイミングが変更された場合は、上流の供給、検査頻度、保守点検、またはERPトランザクションの手順も調整する必要があるかどうかを確認してください。.
また、ワークショップ中に完了できない未解決事項を確定させるのにも最適な時期です。例えば、段取り時間の短縮が成功したとしても、製作済みのシャドウボード、常設の工具ラック、または改訂された予防保全間隔が必要になる場合があります。これらの項目は明確に記録する必要がありますが、既に承認済みの変更と混同しないようにしてください。.
5日目:報告、結果確認、次の行動の割り当て
最終日は、祝賀ムードだけではなく、事実に基づいた検証に重点を置くべきです。当初の目標、現状、発見された根本原因、テストした対策、測定可能な結果、そして残された課題を報告しましょう。優秀なチームは、うまくいかなかった点も明らかにします。そうすることで、次回のイベントで同じ失敗を繰り返すことを防ぐことができるからです。.
優れた報告書には具体的な数値が含まれているべきです。例えば、段取り替え時間が54%短縮された、初回合格率が6パーセントポイント向上した、ステーション間の仕掛品が120個から45個に削減された、あるいは作業員の移動距離が1サイクルあたり30メートル短縮された、といった数値です。定量化された結果が重要なのは、リーン生産方式のリーダーは、新しい方法を別のラインや工場に拡大する前に、その根拠となる証拠を必要とするからです。.
短いものを使用する カイゼンイベントチェックリスト ワークショップ終了前に、標準作業の更新、担当者の割り当て、トレーニングの完了、指標の確認、未解決のリスクのリストアップ、およびリーダーシップの承認の記録を行います。未解決事項は、スプレッドシートや会議メモに放置するのではなく、イベント後にそれらのアクションを追跡する方法に焦点を当てるため、明確かつ運用可能な状態に保ってください。.
問題に適したワークショップ形式を選択する
すべてではない カイゼンイベント 日々の作業構造が似ていても、同じペースで進みます。段取り時間短縮イベントでは、通常、ビデオ分析、内部作業と外部作業の分離、および繰り返し試行に多くの時間を費やします。組立フロー改善イベントでは、タクトタイム、ラインバランス、動作の無駄、および部品の提示に重点が置かれます。.
品質管理ワークショップでは、恒久的な予防策に取り組む前に、一時的な対策へと迅速に移行することがよくあります。その場合、1日目と2日目には、根本原因分析を継続しながら顧客を保護するための即時選別、隔離、または段階的な検査措置が含まれる可能性があります。構造自体は変わりませんが、運用リスクに合わせて手順が変わります。.
工場責任者にとって重要なのは、実行の一貫性です。すべてのワークショップが明確な日ごとの計画に従って実施されれば、チームはイベント間の成果を比較し、ファシリテーターをより効果的に指導し、将来の継続的改善活動のための再現可能なモデルを構築することができます。.
イベント後のカイゼン行動計画の追跡方法
A カイゼンイベント ワークショップで合意された行動が現場で完了、検証、そして継続されて初めて、真の価値が生まれます。多くの工場では、真の失敗要因はリーン改善ワークショップそのものではなく、その後の数週間にあります。この時期には優先順位が変わり、証拠はメールやスプレッドシートに散在し、どの対策が実際に効果を発揮しているのか誰も把握できなくなります。だからこそ、ワークショップ後のカイゼン行動計画には、ワークショップ自体と同様の規律が必要なのです。つまり、明確な責任分担、期限、証拠、レビューの頻度、そしてエスカレーションといった点です。.
ワークショップの成果物を、責任あるカイゼン行動計画に転換する
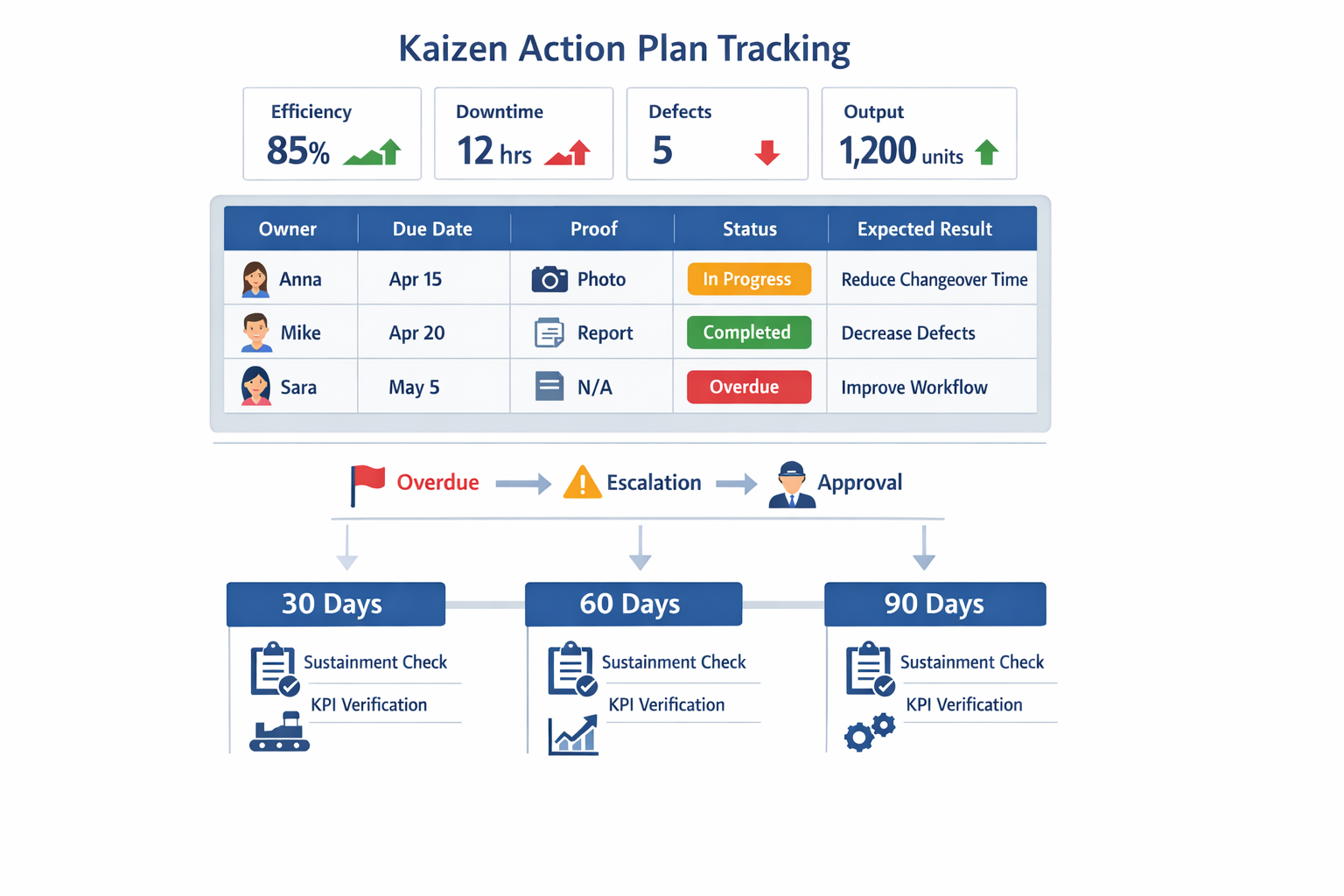
最後に カイゼンイベント プロセスにおいては、すべての改善項目は、漠然とした会議メモではなく、追跡可能なアクションに変換されるべきです。各アクションには、次の5つの基本事項が必要です。 所有者、期日、期待される結果、検証方法、および現在のステータス. チームが標準作業を変更したり、治具を移動したり、検査ポイントを改訂したり、新しい材料の流れを試したりした場合は、作業記録には、写真、更新された標準作業手順書、時間研究データ、初回合格率の結果など、完了を証明する証拠も記載する必要があります。.
行動計画は、後で誰でも監査できるように、十分に具体的に記述してください。「ラインバランスを改善する」は漠然としすぎていますが、「ステーション3とステーション4の作業内容を再調整し、サイクルタイムの差を6月15日までに18秒から5秒未満に短縮する」であれば適切です。このレベルの詳細さがあれば、生産、エンジニアリング、保守、品質管理の各チームが「完了」の意味について認識を共有しやすくなります。.
問題が発生する前にエスカレーションルールを定義する
未解決事項のほとんどは、技術的に難しいから失敗するのではなく、期限がずれた際にエスカレーションルールが存在しないために失敗します。そのため、カイゼンイベントのフォローアップチェックリストには、アクションが3日、7日、または14日遅れた場合にどう対処するかを明確に定める必要があります。一般的なアプローチとしては、まずチームリーダーがフォローアップを行い、部門マネージャーがブロックされた項目を毎週確認し、アクションが安全性、顧客リスク、または約束されたコスト削減に影響を与える場合は工場責任者が介入するという方法があります。.
エスカレーションは、単なる遅延ではなく、ビジネスへの影響に基づいて行うべきです。もし期限切れのタスクが、欠陥が発生しやすいプロセスへのポカヨケ導入を遅らせているのであれば、リスクの低いビジュアルマネジメントの更新よりも、迅速な対応が必要です。構造化されたエスカレーションを採用している工場では、30日レビューで問題が表面化するのではなく、早期に問題が明らかになるため、アクションをより迅速に完了できる傾向があります。.
完了だけでなく、継続性を確認するために30日、60日、90日ごとのレビューを実施しましょう。
強力な継続的改善活動は、タスクリストが100%完了に達した時点で終わるものではありません。より適切な質問は、シフト交代、監督者の変更、生産構成の変化後も成果が維持されるかどうかです。 30日、60日、90日 レビューは重要です。プロセスが安定しているか、新しい基準が遵守されているか、そしてビジネス上の成果がワークショップ期間後も持続しているかを検証するからです。.
30日後には、実行規律を確認します。すべてのコアアクションが完了しているか、作業員が新しい方法を正しく使用しているかを確認します。60日後には、段取り替え時間、不良率、仕掛品レベル、納期遵守率などのパフォーマンス傾向をレビューします。90日後には、現在のパフォーマンスをカイゼン活動中に設定した基準値と目標値と比較し、持続性を確認します。そして、変更を別のラインに展開するか、修正するか、または日常管理に正式に統合するかを決定します。.
持続可能性を重視したカイゼンイベントのチェックリストを作成する
多くのチームが カイゼンイベント ワークショップの計画段階ではチェックリストを使用しますが、成果の維持には使用しません。イベント終了後には、更新された標準作業手順、オペレーター研修の承認、管理計画の変更、予防保全の更新、視覚的管理の実施、KPI追跡の実施、監査担当者の割り当てといった項目を網羅したチェックリストを作成する必要があります。これにより、フォローアップが一度限りの清掃作業ではなく、日常的な管理プロセスとなります。.
チェックリストには、検証日とレビュー担当者も記載する必要があります。例えば、段取り時間短縮イベントで新しいツールカートのレイアウトが導入された場合、維持管理チェックリストでは、カートにラベルが貼られていること、シャドーボードが完成していること、補充ルールが定義されていること、そして管理者が毎週遵守状況を監査していることを確認する必要があります。こうした管理がなければ、優れたカイゼンイベントの事例でさえ、1四半期以内に元の状態に戻ってしまうことがよくあります。.
静的なレポートではなく、ダッシュボードで結果を追跡しましょう。
ダッシュボードは、完了した活動と実際の業務改善を区別するのに役立ちます。工場では、少なくとも、担当者による未完了のアクション、期限切れのアクション、完了率、検証状況、および目標に対するKPIの推移を確認できる必要があります。イベントの目標が段取り替え時間を25%短縮することだった場合、ダッシュボードには、チームが関連タスクを完了したかどうかだけでなく、平均段取り時間が実際に短縮され、その状態が維持されたかどうかが表示されるべきです。.
完了したアクションが必ずしも持続的な成果につながるとは限りません。すべてのアクション項目を完了しても、根本原因が部分的にしか対処されていなかったり、オペレーターの再訓練などの支援アクションが省略されていたりすると、目標を達成できない場合があります。ビジュアルトラッキングは、こうしたギャップをより迅速に可視化し、オペレーションリーダーに介入のための実践的な根拠を提供します。.
Jodooがイベント後のカイゼン活動の追跡にどのように役立つか
Jodoo チームがイベント後のフォローアップをより管理しやすい方法で行えるようにする デジタルワークフロー. チームは、フォームを使用して各カイゼンアクションを担当者、期日、目標指標、必要な証拠とともに記録し、ワークフローを使用して承認、リマインダー、エスカレーションを自動的にルーティングし、モバイル写真アップロードを使用してレイアウト変更、ツール更新、またはビジュアル管理の完了を現場から直接確認できます。ホワイトボード、スプレッドシート、メッセージングアプリで更新情報を追いかける代わりに、工場はカイゼンアクションプランのリアルタイム記録を1つ保持できます。.
Jodoo またサポートも ダッシュボードベースのレビュー ラインや工場をまたいで、CIマネージャーは期限切れアイテム、部門別の完了状況、イベント後のKPIトレンドを1か所で監視でき、工場マネージャーは次回のレビュー会議前にブロックされているアクションを詳細に確認できます。権限、監査履歴、ステータス追跡がワークフローに組み込まれているため、すべての拠点が同じスプレッドシートの習慣に頼ることなく、カイゼンイベントプロセスを標準化することが容易になります。.
例:2つの自動車ラインにわたるフォローアップの標準化
自動車部品工場が1つ使用 Jodoo 繰り返し発生する不具合や段取り替えの問題を抱える2つの組立ラインで、2回の改善イベントを実施した後、フォローアップをデジタル化する前は、アクション追跡は別々のExcelファイルに保存されており、管理者はどの項目が遅延しているか、誰が担当しているか、ライン上で対策が検証されたかどうかを十分に把握できていませんでした。その結果、標準作業が更新されていないにもかかわらず、一部のアクションが完了済みとマークされ、写真による証拠も不足していました。.
工場では、この従来のアプローチをJodooワークフローに置き換えました。このワークフローでは、各作業に担当者、期限、関連書類または写真、そして担当スーパーバイザーの承認が必要でした。ダッシュボードには、ラインごとの未完了項目と期限切れ項目が表示され、30日、60日、90日のレビューでは、完了率と欠陥傾向に関するリアルタイムデータが取得されました。その結果、作業完了までの時間が短縮され、検証の一貫性が向上し、工場はプロセスを毎回再構築することなく、今後のカイゼン活動に適用できるフォローアップモデルを構築することができました。.
結論:再現可能なカイゼンイベントシステムを構築する
A カイゼンイベント 単なる現場での短時間のワークショップ以上のものとして扱われることで、真の価値が生まれます。真の成果は、明確な事前計画、イベント中の規律ある実行、そしてチームが退出した後も目に見えるフォローアップという3つの段階を1つの運用システムに統合することによって得られます。この連携がなければ、多くの工場は1週間だけ1つのプロセスを改善しても、その後、以前からの遅延、手戻り、段取り替えによる損失が再び発生するのを目の当たりにすることになります。.
リーンとオペレーションのリーダーにとって、実践的な目標は、1つのイベントを成功させることではなく、 繰り返し可能なカイゼンイベントプロセス チームがライン、セル、工場を問わず、スコープ、所有権、アクション追跡、結果報告のための同じ構造で利用できるツールです。これは、複数シフト制の製造環境では特に重要です。なぜなら、複数の部門にわたる責任が必要となる場合、紙のチェックリストやスプレッドシートはしばしば機能しなくなるからです。.
Jodoo 製造業者がカイゼン活動を標準化されたデジタルワークフローに変換するのに役立ちます。ノーコードのリーン生産方式プラットフォームとして、イベント憲章やアクションリストのフォーム作成、担当者と期日の割り当て、現場からの写真証拠の取得、リマインダーと承認の自動化、リアルタイムダッシュボードでの改善結果の報告などが可能です。.
カイゼンイベントをより管理された方法で実行し、維持したい場合は、, 無料トライアルを開始する または デモを予約する Jodooを使って。.

