
Nach Kategorien durchsuchen
Einleitung: Warum Manufacturing Execution Systems wieder an Bedeutung gewonnen haben
Viele Fabriken verlieren wertvolle Produktionszeit nicht, weil Maschinen stillstehen, sondern weil Informationen verloren gehen. Die Bediener erfassen die Produktionsleistung verspätet, Vorgesetzte suchen in Papierformularen und Tabellenkalkulationen nach Qualitätsmängeln, und Manager erkennen Probleme erst nach Schichtende. Deshalb Fertigungsmanagementsysteme (MES) werden wieder aktiv geprüft: Die Werksleiter wünschen sich eine strengere Produktionskontrolle, eine bessere Rückverfolgbarkeit und Echtzeit-Transparenz, ohne den täglichen Betrieb zu verlangsamen.
Der Druck ist heute höher als noch vor einigen Jahren. Kürzere Lieferzeiten, steigende Anforderungen an Kundenaudits und eine volatilere Nachfrage bedeuten, dass Betriebsleiter und IT-Teams die Digitalisierung der Fertigung nicht länger als langfristiges Projekt betrachten können. Sie benötigen Systeme, die Produktionsaufträge, Bedienereingaben, Qualitätsaufzeichnungen und Leistungsdaten schnell genug verknüpfen, um tägliche Entscheidungen zu unterstützen – und nicht nur monatliche Berichte.
Dieser Artikel erläutert die Evaluierung anhand praktischer Beispiele. Zunächst betrachten wir die konkreten Funktionen eines Manufacturing Execution Systems (MES) in der Fertigung. Anschließend vergleichen wir MES-Software mit ERP-, SCADA- und anderen Fertigungssystemen, untersuchen, wo traditionelle MES-Plattformen Mehrwert bieten oder zu unflexibel sind, und gehen schließlich der Frage nach, wann eine flexiblere, workflowbasierte Alternative besser geeignet sein könnte.
Was ein Manufacturing Execution System (MES) tatsächlich in der Fertigungshalle leistet
A Fertigungsmanagementsystem Das MES-System fungiert als Bindeglied zwischen Produktionsplanung und -ausführung. In der Praxis unterstützt es Vorgesetzte, Bediener und Qualitätssicherungsteams bei der Schichtleitung mit aktuellen Anweisungen, Echtzeit-Statusinformationen und dokumentierten Vorgängen in jedem Produktionsschritt. Während das ERP-System die Produktionsvorgaben festlegt, steuert das MES-System die genaue Ausführung der Arbeiten am Band – Minute für Minute.
Um das zu verdeutlichen, nehmen wir eine Elektronikfertigungslinie, die Leiterplatten-basierte Steuermodule herstellt. Das Werk erhält einen Produktionsauftrag über 2.000 Einheiten, die auf mehrere Arbeitsstationen für die SMT-Bestückung, die manuelle Montage, die Prüfung, die Etikettierung und die Endverpackung verteilt werden. Ein Fertigungsleitsystem koordiniert diese Schritte, sodass der richtige Auftrag, die Bedieneraktion, die Materialcharge und das Qualitätsergebnis während des gesamten Produktionsprozesses miteinander verknüpft bleiben.
Produktionsplanung und Arbeitsablaufsteuerung
Eine der ersten Aufgaben eines Manufacturing Execution Systems ist Versand von Produktionsaufträgen Das System priorisiert Aufträge anhand von Fälligkeitstermin, Maschinenverfügbarkeit, Umrüstlogik oder Materialverfügbarkeit und leitet sie so an die richtige Linie, Station oder den richtigen Bediener weiter. Anstatt auf gedruckte Begleitscheine oder mündliche Übergaben angewiesen zu sein, kann es Aufträge priorisieren. Dies ist insbesondere in der Elektronikmontage wichtig, wo eine verzögerte Zuführung oder eine fehlende Bauteilrolle den gesamten Produktionsablauf durcheinanderbringen kann.
In unserer Steuerungsmodullinie sendet das MES den nächsten freigegebenen Fertigungsauftrag an die SMT, nachdem es die Stücklistenrevision, den Arbeitsplan und die geplante Menge bestätigt hat. Es kann auch einen nachgelagerten Testauftrag zurückhalten, falls die vorgelagerte Charge die Qualitätskontrolle noch nicht bestanden hat. Hier zeigt sich der operative Nutzen von Produktionssteuerungssystemen: Sie zeigen nicht nur Aufträge an, sondern helfen auch, die Arbeitsabläufe anhand der tatsächlichen Gegebenheiten in der Fertigung zu steuern.
Arbeitsanweisungen und Bedienerhinweise
Sobald der Auftrag erteilt ist, MES-Software liefert korrekte Anweisungen Direkt am Einsatzort sehen die Bediener die aktuelle Standardarbeitsanweisung (SOP), die Montagezeichnung, die Drehmomentvorgabe, die Prüfmethode oder den Qualitätskontrollpunkt für die exakte Produktrevision, die gerade gefertigt wird. In Fabriken mit häufigen Konstruktionsänderungen verringert dies das Risiko, dass Bediener einer veralteten PDF-Datei oder einer gedruckten, nie aktualisierten Anleitung folgen.
In der Elektronikfertigung kann ein Bediener in der manuellen Montage den Arbeitsauftrag scannen und erhält sofort die aktuellen Lötstandards, eine Abbildung der Steckerausrichtung und eine Checkliste für den ESD-Schutz. Aktualisiert die Entwicklungsabteilung die Nacharbeitskriterien für eine bestimmte Platinenrevision, kann das Fertigungsmanagementsystem diese Änderung an die Station übermitteln, bevor die nächste Einheit gefertigt wird. Diese Steuerungsmöglichkeit ist ein Hauptgrund dafür, dass Hersteller in Umgebungen mit hoher Produktvielfalt Fertigungssteuerungssoftware einsetzen.
Datenerfassung und Ereignisaufzeichnung im Verkaufsraum
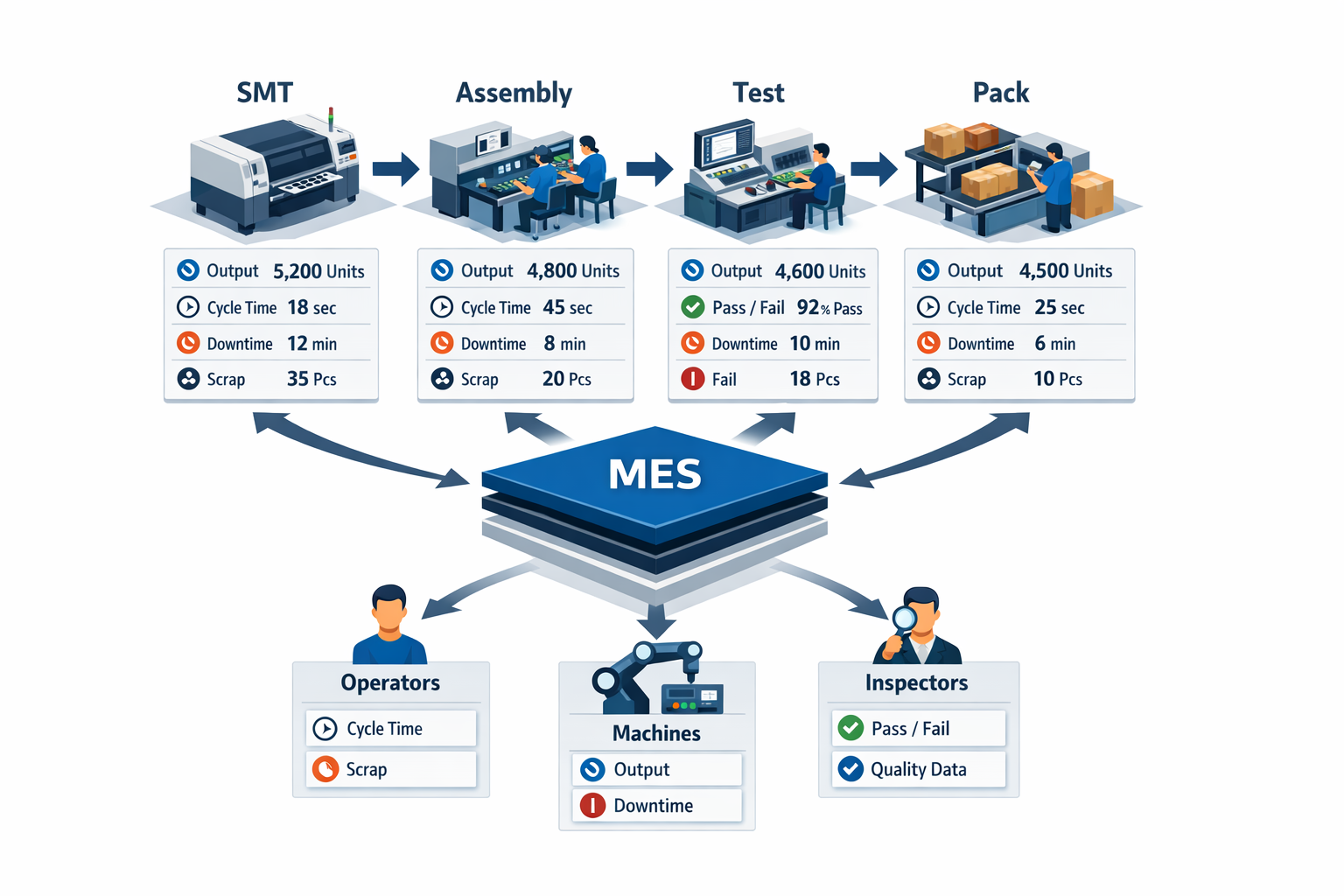
Eine Kernfunktion von MES ist Erfassung von Produktionsdaten während der Arbeit, Die Daten werden nicht erst Stunden später in Tabellenkalkulationen erfasst. Bediener, Maschinen und Prüfer dokumentieren die fertiggestellten Mengen, Zykluszeiten, Ausfallgründe, Ausschussmengen, Testergebnisse und Abweichungen des jeweiligen Arbeitsauftrags. So entsteht eine Echtzeit-Dokumentation der Arbeitsausführung anstelle einer verzögerten Zusammenfassung nach Schichtende.
In der Elektronikfertigung durchläuft der Produktionsauftrag die Phasen SMT, Montage und Test, wobei jede Station ihre eigenen Daten erfasst. Die Bediener protokollieren Start- und Stoppzeiten, die Teststationen laden die Ergebnisse (bestanden/nicht bestanden) hoch, und Qualitätsereignisse wie Lötbrücken oder fehlende Bauteile werden dem jeweiligen Arbeitsauftrag und der Gerätehistorie zugeordnet. So können die Vorgesetzten erkennen, ob eine geringe Produktion durch Produktionsausfälle, hohe Ausschussquoten im ersten Durchgang oder ein Ungleichgewicht der Arbeitskräfte verursacht wird, anstatt dies anhand der Tagesgesamtzahlen zu erraten.
In-Prozess-Qualitätskontrollen und -Sperrungen
A Fertigungsmanagementsystem bettet auch ein Qualität in den Arbeitsablauf integriert. Anstatt die Inspektion als separaten Papierprozess zu behandeln, kann MES-Software die Freigabe des ersten Teils, Inprozesskontrollen, Fehlercodierung und die Weiterleitung von Abweichungen vor dem nächsten Arbeitsschritt vorschreiben. Dies ist besonders nützlich, wenn Qualitätsmängel erst wenige Stationen später kostspielig werden, beispielsweise nach der Schutzlackierung oder dem abschließenden Funktionstest.
Im gleichen Elektronikbeispiel müssen die ersten zehn montierten Einheiten möglicherweise einer Endabnahme unterzogen werden, bevor die Produktion mit voller Geschwindigkeit weiterläuft. Überschreitet die Fehlerrate bei der Eingangskontrolle oder dem Funktionstest einen Schwellenwert, kann das System die Charge stoppen und zur Überprüfung weiterleiten. Dadurch wird die Qualitätskontrolle von einer reinen Berichtspflicht zu einem aktiven Steuerungsmechanismus im Rahmen des täglichen Produktionsmanagements.
Rückverfolgbarkeit und Genealogie über Materialien und Fertigprodukte hinweg
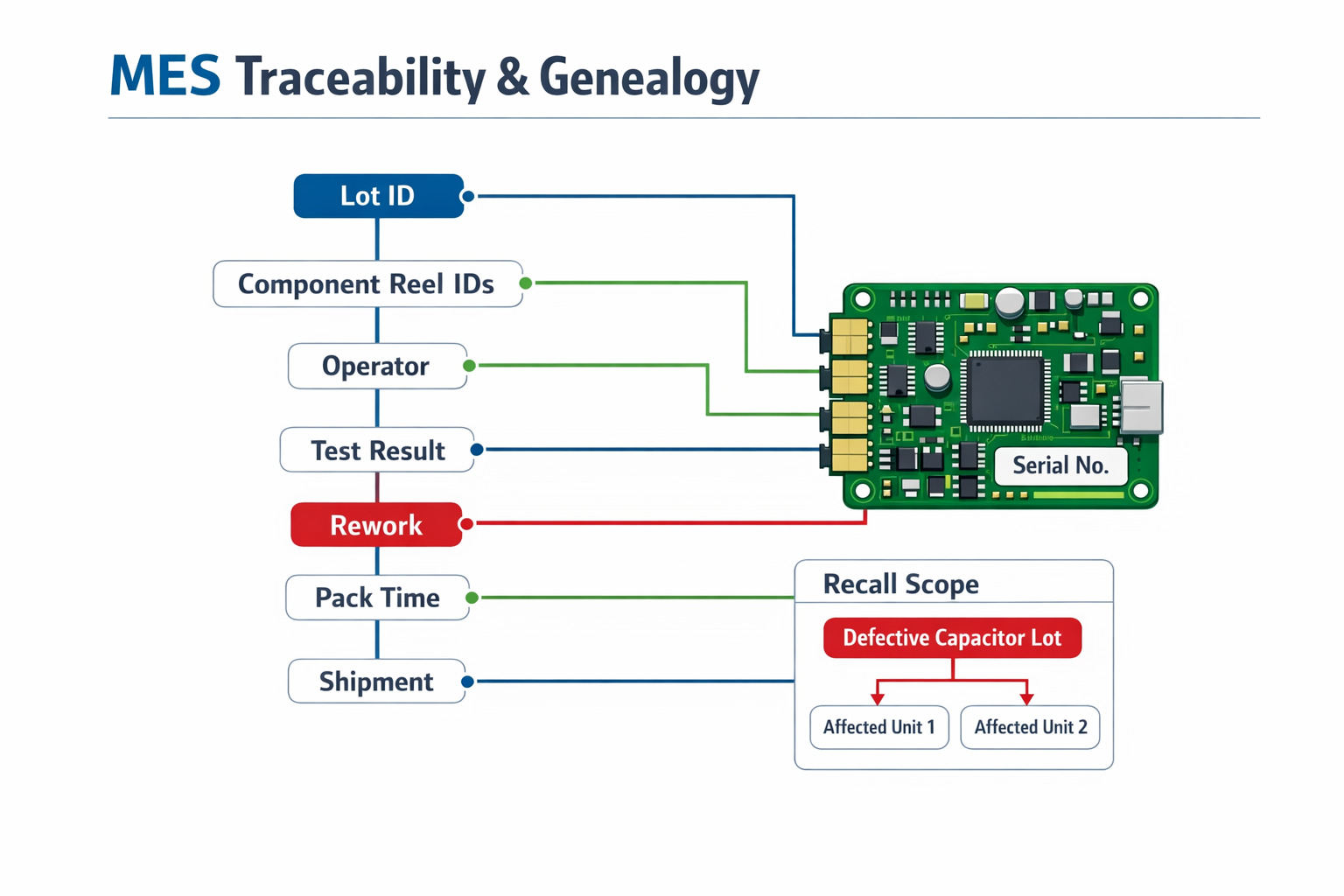
Rückverfolgbarkeit Hier entfalten viele Produktionssteuerungssysteme ihren größten Nutzen. Das System verknüpft Rohmaterialchargen, Komponentenrollen, Bedieneraktionen, Maschinenschritte, Prüfungen, Nachbearbeitungsprotokolle und Seriennummern zu einem einzigen Datensatz. Für Hersteller, die mit Kundenreklamationen, Gewährleistungsansprüchen oder behördlichen Audits konfrontiert sind, kann diese Historie den entscheidenden Unterschied zwischen gezielten Eindämmungsmaßnahmen und einem umfassenden, kostspieligen Rückruf ausmachen.
In der Steuerungsmodullinie kann jede Leiterplatten-Seriennummer mit der Lötpastencharge, den Bauteilrollen-IDs, dem Bestücker, dem Testergebnis und dem Verpackungszeitstempel verknüpft werden. Sollte sich eine Kondensatorcharge später als fehlerhaft erweisen, kann der Hersteller genau feststellen, welche fertigen Einheiten diese Charge verwendet haben und wohin sie ausgeliefert wurden. Diese lückenlose Rückverfolgbarkeit ist einer der wichtigsten praktischen Gründe für den Einsatz eines Manufacturing Execution Systems (MES) in der diskreten Fertigung.
Leistungstransparenz für Vorgesetzte und Manager
Die letzte Schicht ist Sichtweite. MES-Software bietet Linienleitern und Werksleitern einen aktuellen Überblick über Produktionsleistung, Fertigungsbestände, Ausfallzeiten, Qualitätsverluste und Termintreue, oft aufgeschlüsselt nach Schicht, Linie, Produkt oder Arbeitsplatz. Anstatt auf den Morgenbericht zu warten, können sie eingreifen, solange das Problem die laufende Produktion noch beeinträchtigt.
In der Elektronikfertigungslinie kann ein Vorgesetzter feststellen, dass die SMT-Fertigung die Zielvorgaben erfüllt, der abschließende Test jedoch einen Engpass verursacht, da die Ausbeute im ersten Durchlauf in der letzten Stunde von 981 TP3T auf 931 TP3T gesunken ist. Ein Werksleiter kann die geplante mit der tatsächlichen Produktionsmenge linienübergreifend vergleichen und so erkennen, wo Umrüstverluste das Lieferrisiko erhöhen. Dies ist der tägliche Nutzen eines Manufacturing Execution Systems (MES): Es verknüpft Arbeitsprozesse, Daten und Entscheidungen so eng miteinander, dass die Kontrolle in der Fertigung verbessert wird.
MES vs. ERP und andere Fertigungsbetriebssysteme
Was jedes System leisten soll
Viele Probleme bei der Softwareauswahl beginnen mit einem simplen Fehler: Planung, Ausführung, Überwachung und Workflow-Steuerung werden fälschlicherweise als ein und dieselbe Ebene behandelt. In der Praxis sind sie es nicht. ERP verwaltet die Geschäftsplanung und Transaktionen; MES steuert die Produktionsabwicklung in der Fertigungshalle; SCADA Die Überwachung und Steuerung von Gerätesignalen sowie das umfassendere Management von Fertigungsabläufen können verschiedene Funktionen aus Produktion, Qualitätssicherung, Instandhaltung und Leistungsoptimierung vereinen. Werden diese Grenzen verwischt, kann es passieren, dass man eine umfangreiche MES-Software für ein Problem erwirbt, das eigentlich nur die Planung, Datenerfassung oder Genehmigungsprozesse betrifft.
MES vs. ERP: Planung versus Ausführung
Der praktischste Weg, um zu verstehen MES vs ERP Das ist Folgendes: ERP entscheidet, was hergestellt werden soll, während MES-Software dabei hilft. Kontrollieren Sie in Echtzeit, wie es hergestellt wird.. ERP-Systeme verwalten Bedarf, Einkauf, Lagerbewertung, Stammdaten, Kostenaggregationen und Produktionsaufträge auf Unternehmensebene. Ein Manufacturing Execution System (MES) arbeitet näher an der Produktion und wandelt diese Aufträge in Versandlisten, Bedieneraufgaben, Verbrauchsdatensätze, Qualitätskontrollen und den aktuellen Produktionsstatus um. In den meisten Fabriken beantwortet ERP die Frage “Was ist geplant und was hat es gekostet?”, während ein MES die Frage beantwortet “Was passiert gerade, auf welcher Linie, mit welchen Materialien und mit welchem Ergebnis?”.”
In einem Automobilzulieferwerk beispielsweise kann das ERP-System einen Fertigungsauftrag für 5.000 Bremsbaugruppen freigeben und Liefertermine sowie Materialbedarf festlegen. Die MES-Software sequenziert den Auftrag anschließend linienweise, erfasst Produktionsdaten auf Serien- oder Chargenebene, verfolgt Ausschuss und blockiert den nächsten Arbeitsschritt, falls ein Drehmomenttest fehlschlägt. Erwartet ein Einkäufer, dass das ERP-System diese Echtzeitkontrollen allein übernimmt, führt dies in der Regel zu verzögerter Dateneingabe, mangelnder Rückverfolgbarkeit und manuellen Behelfslösungen in der Fertigung.
Wo MRP passt
UVP wird oft verwechselt mit MES Da beide Systeme an Produktionsaufträge gebunden sind, dienen sie unterschiedlichen Zwecken. MRP berechnet anhand von Prognosen, Stücklisten, Lieferzeiten und Lagerbeständen, welche Materialien in welcher Menge und wann benötigt werden. Es handelt sich im Wesentlichen um ein Planungsmodul, das üblicherweise in ein ERP-System integriert oder eng damit verbunden ist. Es ersetzt keine Fertigungssteuerungssoftware, da es weder Bedieneraktionen noch den Fertigungsstatus auf Maschinenebene oder laufende Qualitätsentscheidungen erfasst.
MES vs. SCADA: Ausführung versus Geräteüberwachung
SCADA SCADA ist in der Prozesshierarchie unterhalb von MES angesiedelt. Es erfasst Maschinen- und Prozessdaten von SPSen, Sensoren und Steuergeräten und stellt Alarme, Prozesswerte und Anlagenzustände für die übergeordnete Steuerung bereit. MES nutzt einige dieser Daten, hat aber ein umfassenderes Aufgabenfeld: Es verknüpft Maschinenereignisse mit Arbeitsaufträgen, Bedienern, Materialien, Qualitätsaufzeichnungen und der Produktionslogik. Kurz gesagt: SCADA meldet, dass eine Presse um 10:14 Uhr angehalten hat; MES informiert darüber, welcher Auftrag lief, welche Menge betroffen war, ob die Stillstandszeit den Schwellenwert überschritten hat und welche Maßnahmen als Nächstes erforderlich sind.
Ein praktisches Beispiel aus der Elektronik verdeutlicht den Unterschied. Ein Reflow-Ofen meldet zwar Temperaturabweichungen über SCADA, doch die MES-Ebene bestimmt, welche Leiterplattencharge sich in Bearbeitung befand, ob diese Charge unter Quarantäne gestellt werden muss und ob eine nachgelagerte Prüfung ausgelöst werden muss. Selbst wenn ein IT-Team SCADA in der Erwartung erwirbt, damit Rückverfolgbarkeit und Routing zu automatisieren, benötigt es weiterhin eine zusätzliche Ebene für die Ausführung und Protokollierung.
Wie die Systemarchitektur zusammenwirkt
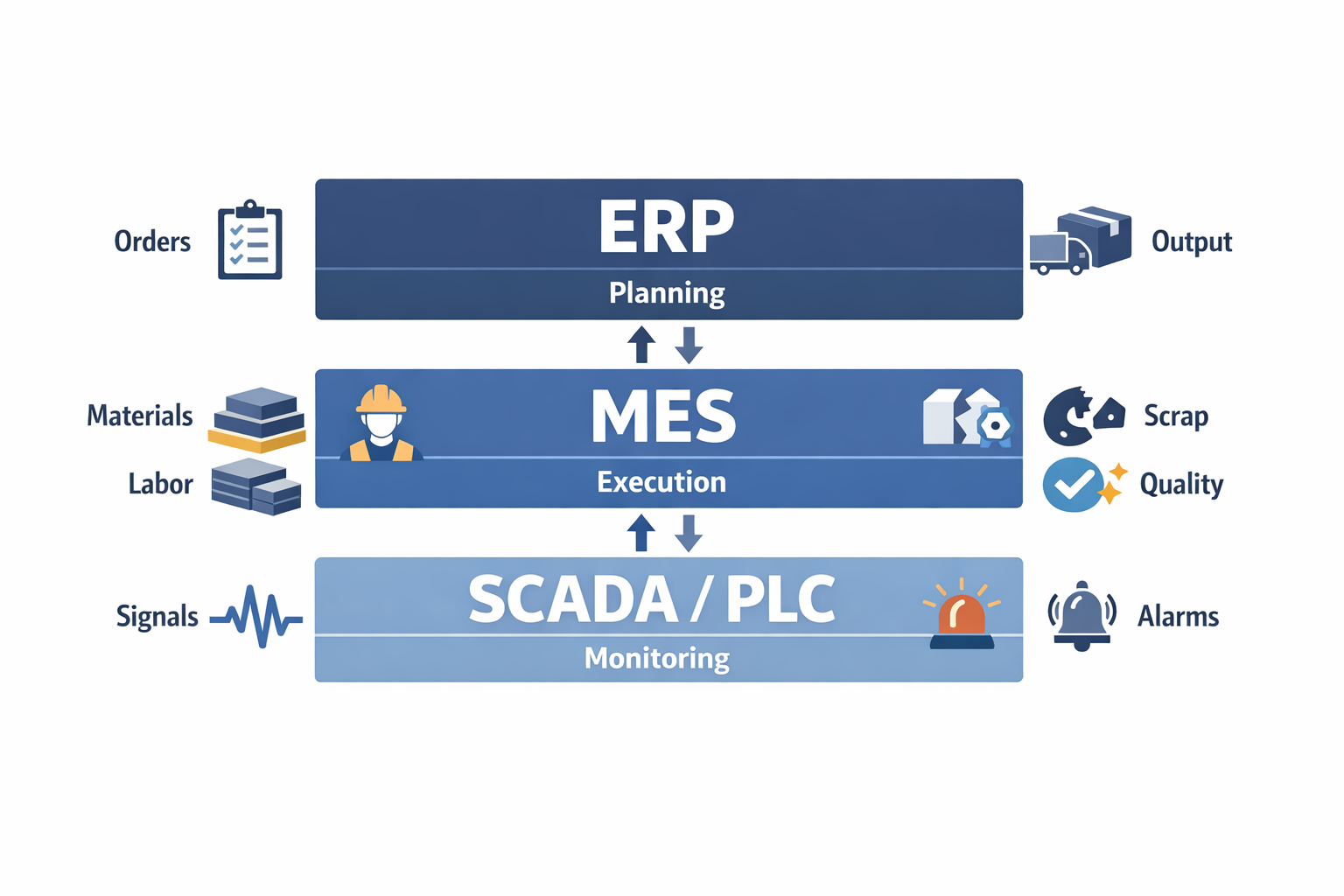
Ein hilfreiches mentales Modell ist ein Stapel: ERP steht bei der Planung an erster Stelle., MES In der Mitte für die Ausführung und SPS/SCADA auf der Geräteebene für Überwachung und Steuerung. Daten sollten bidirektional fließen. Das ERP-System sendet Aufträge, Materialdaten und Standards nach unten; das MES (Manufacturing Execution System) sendet Ist-Produktion, Arbeitsaufwand, Ausschuss und Status nach oben; SCADA und Maschinen liefern Signale und Leistungsdaten an das MES oder Datenspeicher. Sind diese Ebenen gut konzipiert, erfüllt jedes System seine Aufgabe, anstatt ein unpassender Ersatz für ein anderes zu sein.
Wo Workflow-Tools ihren Platz finden
Nicht jede betriebliche Anforderung gehört in eine vollständige MES-Plattform. Viele Fabriken benötigen zusätzlich Workflow-Tools für Genehmigungen, Ausnahmebehandlung, Wartungsanfragen, Abweichungsprüfungen, Linienfreigaben oder die Weiterleitung von Abweichungen. Diese Prozesse sind eng mit der Fertigungssteuerung verknüpft und oft zu dynamisch oder abteilungsspezifisch, um bei jeder Änderung eines Formulars, einer Regel oder eines Eskalationspfads feste MES-Änderungen zu rechtfertigen. Hier kommt flexible Workflow-Software ins Spiel, die sich in das umfassendere Fertigungsmanagement integriert.
In einem typischen Fertigungsbetrieb erfasst das Kern-MES beispielsweise Auftragsfertigstellung und Ausfallzeiten, während eine separate Workflow-Ebene die Genehmigung von Nacharbeiten durch Vorgesetzte, die Durchführung von CAPA-Maßnahmen und die digitale Übergabe zwischen Produktion und Qualitätssicherung verwaltet. Wenn ein Unternehmen jeden operativen Prozess in ein ERP-System integriert, führt dies in der Regel zu langsamen Änderungsanträgen. Integriert es hingegen jeden Prozess in eine MES-Software, entstehen Komplexität und Kosten, die nicht dem tatsächlichen Bedarf entsprechen.
Warum diese Grenzen für Käufer wichtig sind
Die zentrale Kauffrage ist nicht, welche Kategorie fortschrittlicher klingt. Es geht vielmehr um die Ebene, die die operative Entscheidungsfindung optimiert, die Sie verbessern möchten. Bei Problemen mit der Endplanung, der Materialverfügbarkeit und der Abstimmung der Beschaffung sind ERP und MRP der richtige Ausgangspunkt. Geht es um Echtzeit-Auftragsabwicklung, Rückverfolgbarkeit und Fertigungssteuerung, ist ein Manufacturing Execution System (MES) die passende Lösung. Für die Transparenz des Anlagenzustands, Alarme und Prozesswerte ist SCADA die richtige Wahl; bei anlagenspezifischen Genehmigungen und sich schnell ändernden Betriebsprozessen ist ein flexibler Workflow oder … MES-Alternative ist möglicherweise praktischer als die Erweiterung einer herkömmlichen Suite.
Wann traditionelle MES-Software die richtige Lösung ist – und wann sie zu komplex wird.
Wo traditionelle MES-Software einen klaren Mehrwert bietet
Traditionell MES Software ist in vielen Fabriken nach wie vor die richtige Wahl. Betreiben Sie einen großen, mehrstufigen Betrieb mit strengen Qualitätsvorgaben, validierten Prozessen und hohen Anforderungen an die Rückverfolgbarkeit? Dann bietet Ihnen ein umfassendes Manufacturing Execution System (MES) die Kontrollebene, die Tabellenkalkulationen, einfache Formulare und einfache Tools nicht bieten können. Dies gilt insbesondere für Branchen wie die Automobil-, Medizintechnik-, Luft- und Raumfahrt- sowie die regulierte Elektronikindustrie, in denen jede Chargenbewegung, jede Bedieneraktion, jeder Prozessschritt und jedes Qualitätsergebnis protokolliert und nachvollziehbar sein muss.
Ein gutes Beispiel ist ein Automobilzulieferer, der sicherheitskritische Komponenten in mehreren Werken fertigt. In diesem Umfeld benötigt das Unternehmen möglicherweise eine durchgängige Produkthistorie, festgelegte Produktionsrouten, serialisierte Teileverfolgung, Maschinenintegration und ein streng geregeltes Änderungsmanagement über alle Schichten und Standorte hinweg. Ein Produktionsmanagementsystem (MES) dient hier nicht nur der Transparenz, sondern ist auch ein wichtiger Bestandteil der Vorgehensweise des Unternehmens, um die Einhaltung von Vorschriften nachzuweisen, Rückrufe zu managen und Kundenbeziehungen zu schützen. Für einen solchen Betrieb rechtfertigen der Umfang und die Struktur eines vollständigen MES häufig die Investition.
Traditionelle MES-Systeme sind auch dann sinnvoll, wenn die Ausführung eng mit ERP, Maschinendaten und formalen Prozessen des Fertigungsmanagements synchronisiert werden muss. Wenn Produktionspläne, Arbeitszeiterfassung, Materialverbrauch, Qualitätskontrollen und Wartungsstatus durch eine kontrollierte Systemlogik fließen müssen, kann eine umfassendere Plattform das Betriebsrisiko reduzieren. In diesen Fällen geht es nicht um MES versus ERP, sondern darum, wie die beiden Systeme nahtlos zwischen Planung und Ausführung zusammenarbeiten.
Warum sich MES-Projekte oft schwerfällig anfühlen
Die Herausforderung besteht darin, dass eine effektive Steuerung in der Regel mit einem hohen Implementierungsaufwand verbunden ist. Je nach Anlagenkomplexität dauern MES-Implementierungen üblicherweise 6 bis 18 Monate, Die Einführung unternehmensweiter Software kann sich verlängern, sobald Prozessmapping, Integrationen, Validierung, Tests und die standortbezogene Implementierung einbezogen werden. Untersuchungen von Branchenanalysten zeigen übereinstimmend, dass Softwareprojekte im Fertigungsbereich nicht scheitern oder ins Stocken geraten, weil der Anwendungsfall falsch ist, sondern weil Umfang, Änderungsmanagement und Integrationskomplexität unterschätzt werden.
Die Personalisierung stellt einen weiteren häufigen Reibungspunkt dar. Viele MES Plattformen sind konfigurierbar, aber nicht immer flexibel So wie es Werksteams erwarten, wenn sich lokale Arbeitsabläufe wöchentlich oder monatlich ändern. Ein Werk möchte möglicherweise den Genehmigungsprozess für Abweichungen anpassen, einen neuen Erstinspektionsschritt hinzufügen oder die Logik für Stillstandszeiten ändern, nur um dann festzustellen, dass die Änderung die Unterstützung von Spezialisten, formale Testzyklen oder Berater des Herstellers erfordert. Das bremst Verbesserungen in Umgebungen, in denen Vorgesetzte schnellere Iterationen der Fertigungssteuerungssoftware und der zugehörigen Arbeitsabläufe benötigen.
Beraterabhängigkeit zusätzliche Kosten Über die Softwarelizenz hinaus. Globale MES-Programme binden häufig Systemintegratoren, Lösungsarchitekten, Schnittstellenentwickler, Validierungsspezialisten und interne IT-Ressourcen über einen langen Zeitraum ein. Für große, regulierte Betriebe mag dies akzeptabel sein. Für mittelständische Hersteller kann es ein realistisches Digitalisierungsziel jedoch in ein Investitionsprojekt mit langer Amortisationszeit und hohem organisatorischem Aufwand verwandeln.
Die Belastung durch Veränderungsmanagement wird oft unterschätzt.
Selbst wenn die Plattform technisch ausgereift ist, kann die Einführung schwieriger sein als erwartet. Ein Manufacturing Execution System (MES) verändert die Arbeitsberichte der Bediener, den Umgang der Vorgesetzten mit Ausnahmen, die Produktfreigabe durch die Qualitätssicherung und die Steuerung von Prozessänderungen durch die IT. Fehlt es dem Werk an einer soliden Stammdatenverwaltung, stabilen Arbeitsabläufen und klaren Verantwortlichkeiten für die Produktionsprozesse, kann die Software organisatorische Schwächen schneller aufdecken, als das Unternehmen sie beheben kann.
Deshalb stoßen manche MES-Initiativen in Werken, die ihre Kernprozesse noch standardisieren, auf Schwierigkeiten. Das System mag für einen ausgereiften, streng kontrollierten Betrieb ausgelegt sein, während im Werk noch uneinheitliche Arbeitsanweisungen, informelle Genehmigungsverfahren oder unzusammenhängende Berichtsgewohnheiten herrschen. In diesem Fall ist nicht unbedingt die Software fehlerhaft, sondern möglicherweise der Zeitpunkt.
Ein praktischer Entscheidungsrahmen
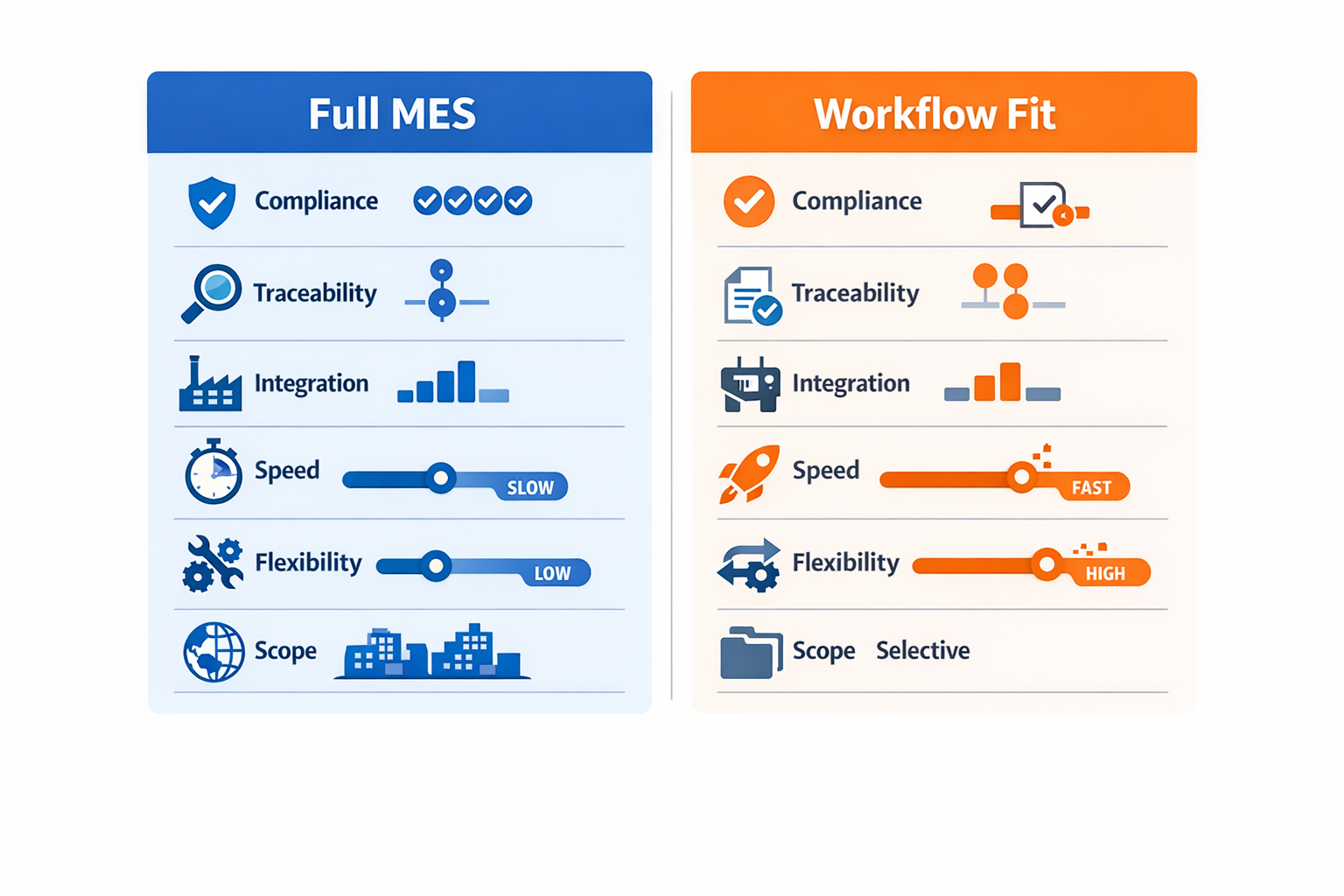
Die eigentliche Kauffrage ist nicht, ob MES-Software gut oder schlecht ist. Vielmehr geht es darum, ob Sie eine umfassende Ausführungsebene für komplexe Abläufe benötigen oder ob Sie hauptsächlich einige wenige, reibungsintensive Arbeitsabläufe schnell digitalisieren möchten. MES Die Passung deutet in der Regel auf hohen Compliance-Druck, umfassende Rückverfolgbarkeit, Maschinen- und ERP-Integration sowie standortübergreifende Governance hin. Eine gezielte Workflow-Digitalisierung hingegen bezieht sich meist auf Werke, die digitale Produktionsprotokolle, die Weiterleitung von Abweichungen, Eskalationsprozesse und Live-Dashboards benötigen, anstatt von Anfang an eine vollständige Lösung.
Betrachten wir einen mittelständischen Fertigungsbetrieb mit häufigen Auftragswechseln und unterschiedlichen Produktionsmethoden. Er benötigt möglicherweise kein vollständiges Produktionssteuerungssystem für jeden einzelnen Prozessschritt, aber dringend eine übersichtlichere Schichtberichterstattung, ein schnelleres Abweichungsmanagement und eine bessere Transparenz für das Management. Beschränkt sich das Problem auf ausgewählte Arbeitsabläufe und betrifft es nicht die gesamte Prozesssteuerung, kann ein umfassendes MES im Verhältnis zum tatsächlichen operativen Bedarf zu komplex werden.
Das Fehlpaarung Das ist der Hauptgrund für die Suche nach einer MES-Alternative. Das Werk lehnt digitales Produktionsmanagement nicht ab; es möchte lediglich Überinvestitionen vermeiden. Sind nur wenige Arbeitsabläufe beeinträchtigt, kann es sinnvoller sein, diese zunächst zu digitalisieren, den Nutzen schnell nachzuweisen und später zu entscheiden, ob eine umfassendere MES-Architektur noch notwendig ist.
Eine flexible MES-Alternative: Nutzung von No-Code-Workflows für Produktion, Qualität und Transparenz
Nicht jede Fabrik benötigt ein vollständiges Manufacturing Execution System (MES).
Manche Hersteller erreichen einen Punkt, an dem ein vollständiger Fertigungsmanagementsystem Das erscheint ihnen für das unmittelbare Problem zu komplex. Sie benötigen möglicherweise keine durchgängige Fertigungssteuerungssoftware für jede Linie, Maschine und jeden Standort, aber sie brauchen eine präzisere Kontrolle über Produktionsprotokolle, Qualitätsfreigaben, Reaktionszeiten bei Produktionsausfällen und Rückverfolgbarkeitsdaten. In solchen Fällen lautet die eigentliche Anforderung oft nicht “jetzt MES-Software kaufen”, sondern “die Arbeitsabläufe digitalisieren, die die Produktion aktuell verlangsamen”. Hier erweist sich eine flexible MES-Alternative als sinnvoll.
Dies gilt insbesondere für mittelgroße Werke mit unterschiedlichem Reifegrad der Prozesse in den einzelnen Abteilungen. Ein Werk nutzt möglicherweise bereits ein ERP-System für Planung und Bestandsführung, verwendet aber weiterhin Papierformulare, Excel-Tabellen und WhatsApp-Nachrichten für die Freigabe von Produktionslinien, die Erststückprüfung und die Eskalation von Wartungsmeldungen. In diesem Fall liegt das Problem nicht im ERP-System selbst und es geht nicht zwangsläufig um die Entscheidung zwischen einem MES-System und einem ERP-System. Das Problem liegt vielmehr in der Ausführung der operativen Arbeitsabläufe im Werk.
Ein No-Code-Ansatz für gezieltes Management von Fertigungsabläufen
Jodoo Diese Zwischenstellung ist ideal, da sie es Betriebsteams ermöglicht, zielgerichtete Workflows für das Produktionsmanagement zu erstellen, ohne auf die vollständige Einführung eines MES warten zu müssen. Anstatt alle Funktionen herkömmlicher MES-Software zu ersetzen, digitalisiert sie spezifische MES-ähnliche Prozesse wie Produktionsverfolgung, Qualitätskontrollen, Wartungsanfragen, Rückverfolgbarkeitsformulare, Genehmigungswege und Dashboards für Vorgesetzte. Dadurch können Werksteams schneller reagieren, wenn sich Standardarbeitsanweisungen ändern, neue Anforderungen von Kundenaudits gestellt werden oder eine Produktionslinie einen anderen Kontrollablauf benötigt als eine andere. Für viele Fabriken ist diese Flexibilität kurzfristig wichtiger als die gleichzeitige Einführung eines umfassenden Produktionsmanagementsystems.
Nehmen wir einen mittelständischen Elektronikzulieferer, der Steuerplatinen für Industrieanlagen herstellt. Anstatt ein komplettes Manufacturing Execution System (MES)-Projekt für das gesamte Werk zu starten, beginnt das Werk mit vier Arbeitsabläufen, die mit hohen Reibungsverlusten verbunden sind. JodooDie Funktionen umfassen Linienfreigabeprüfungen vor Modellwechseln, Eskalation von Stillstandszeiten während der Montage, Freigabe der Erststückprüfung zu Schichtbeginn und ein Live-Dashboard für Vorgesetzte zur Anzeige von Ausstoß, Fehlern und Stillständen. Jeder Workflow ist als vernetzte Anwendung mit rollenbasierten Formularen, Genehmigungslogik, Warnmeldungen und Dashboard-Ansichten konfiguriert, sodass Produktion, Qualitätssicherung und Instandhaltung mit demselben Live-Datensatz anstatt mit separaten Dateien arbeiten.
Wie modulare Apps ausgewählte MES-ähnliche Arbeitsabläufe abdecken
In diesem System füllen Linienführer vor Beginn eines neuen Arbeitsauftrags digitale Freigabeformulare auf Tablets aus, fügen Fotos hinzu und bestätigen den Revisionsstatus von Werkzeugen, Materialien und Dokumenten. Bei Abweichungen kann der Workflow die Freigabe stoppen und den Vorgesetzten umgehend benachrichtigen. Im Falle eines Produktionsstillstands erfassen die Bediener das Problem direkt an der Linie, leiten es je nach Fehlertyp an die Instandhaltung weiter und verfolgen Reaktionszeit und Bearbeitungsstatus, ohne die Plattform verlassen zu müssen. Die Erststückprüfung folgt demselben Prinzip: Die Mitarbeiter der Qualitätssicherung prüfen die Messwerte, dokumentieren die weitere Vorgehensweise und geben die Produktion erst nach Genehmigung frei.
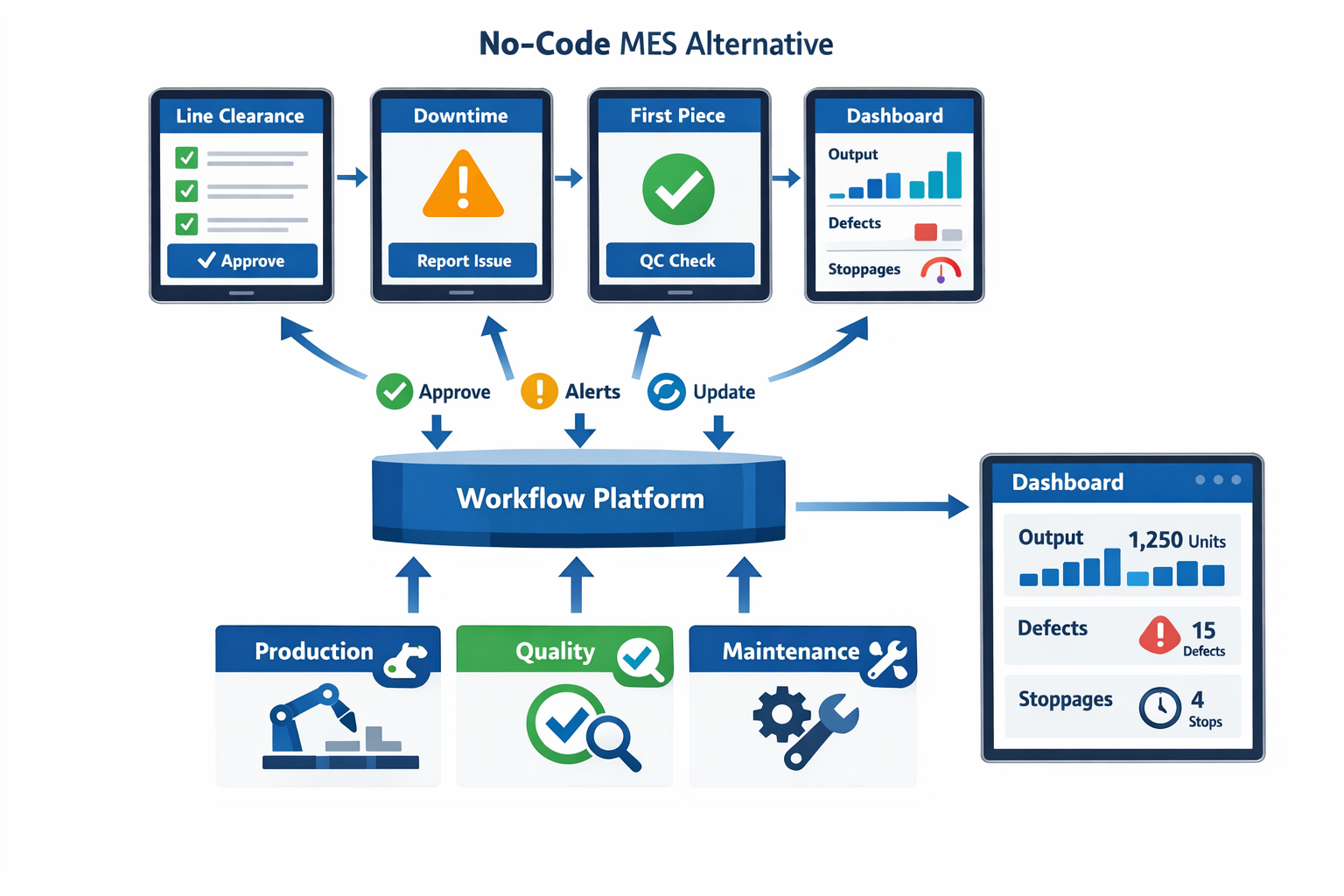
Da diese Anwendungen Daten austauschen, kann das Werk eine schlanke Betriebsschicht aufbauen, die sich wie ausgewählte Teile eines Manufacturing Execution Systems (MES) verhält, ohne jedoch den Anspruch zu erheben, ein vollständiges Enterprise-MES zu ersetzen. Produktionsereignisse, Qualitätsergebnisse und Wartungsmaßnahmen können in einem Dashboard zusammengeführt werden, wodurch Trends nach Schicht, Linie, Produktfamilie oder Fehlercode sichtbar werden. Sollte das Werk später Funktionen für die Bearbeitung von Abweichungen, die Genehmigung von Nacharbeiten oder Kalibrierungserinnerungen benötigen, lassen sich die Workflows erweitern, ohne das gesamte System neu aufbauen zu müssen. Diese Modularität ist oft der Hauptgrund, warum Unternehmen überhaupt eine MES-Alternative evaluieren.
Wie Betriebsverantwortung in der Praxis aussieht
Ein No-Code-Modell verändert auch, wer das System verbessern kann. In vielen traditionellen MES-Softwareprojekten hängen selbst kleinere Bildschirmänderungen oder Aktualisierungen von Genehmigungsregeln von externen Beratern oder einem zentralen IT-Backlog ab. Jodoo, Werksleiter, Prozessingenieure oder CI-Teams können Workflow-Änderungen in der Regel direkt verantworten, während die IT weiterhin Berechtigungen, Integrationen und Datenstruktur verwaltet. Dadurch verkürzt sich der Zyklus zwischen “Dieser Prozess schlägt in der Produktionslinie fehl” und “Der Workflow wurde aktualisiert”.”
Wo dieser Ansatz am besten passt
Dieser Ansatz eignet sich am besten, wenn die schnelle Steuerung spezifischer Arbeitsabläufe Priorität hat und nicht die umfassende Orchestrierung aller Maschinen, Aufträge und Prozesse im Werk. Benötigen Sie konfigurierbare Formulare, Genehmigungslogik, Rückverfolgbarkeit, digitale Arbeitsnachweise und Live-Dashboards? Dann kann eine No-Code-Plattform die Lücke zwischen ERP und einem vollständigen Produktionsmanagementsystem (MES) sinnvoll schließen. Sie ist ideal für Hersteller, die den Wert schrittweise nachweisen und anschließend ergebnisorientiert expandieren möchten. Sie ist zwar kein universeller Ersatz für jedes MES-Szenario, aber oft der schnellere Weg zu messbaren Verbesserungen.
Fazit: Wie Sie den richtigen Weg für Ihre Fabrik wählen
Die richtige Wahl hängt vom benötigten Grad an Kontrolle, Standardisierung und Systemtiefe Ihrer Anlage ab. Traditionell Fertigungsmanagementsysteme Ein MES ist sinnvoll, wenn Sie eine durchgängige Produktionssteuerung, tiefgreifende Maschinen- und Unternehmensintegration, lückenlose Rückverfolgbarkeit und umfassende Unterstützung für komplexe, standortübergreifende oder regulierte Prozesse benötigen. Wenn Ihre Umgebung eher der Automobilzulieferindustrie, der Medizintechnik oder der Elektronikfertigung mit hohen Stückzahlen und strengen Compliance-Anforderungen ähnelt, kann ein vollständiges MES die richtige langfristige Investition sein.
Viele Hersteller arbeiten jedoch an einem spezifischeren Problem. Sie müssen Papier, Tabellenkalkulationen und unzusammenhängende Genehmigungsprozesse in Bereichen wie Produktionsberichterstattung, Qualitätskontrolle, Eskalation von Ausfallzeiten, Wartungsanfragen und der Transparenz für Vorgesetzte ersetzen. In solchen Fällen kann eine zielgerichtete und flexible Alternative schneller Mehrwert bieten, mit geringerem Implementierungsrisiko und weniger Abhängigkeit von Beratern oder kundenspezifischer Programmierung.
Wenn es Ihnen vor allem darum geht, bestimmte Produktionsabläufe zu modernisieren, ohne sich auf eine langwierige MES-Einführung festzulegen, ist Jodoo eine Überlegung wert. Als No-Code-Plattform für Lean Manufacturing, Jodoo Unterstützt Betriebsteams beim Aufbau und der Anpassung von Produktions-, Qualitäts-, Wartungs- und Dashboard-Workflows an die tatsächlichen Bedürfnisse der Fertigung. Sie können Kostenlose Testversion starten oder Demo buchen um herauszufinden, ob ein modularer Ansatz besser zu Ihrer Fabrik passt als ein vollständiges MES-Programm.


