
Telusuri berdasarkan kategori
Pendahuluan: Mengapa Sistem Eksekusi Manufaktur Kembali Mendapatkan Perhatian
Banyak pabrik kehilangan waktu produksi yang kritis bukan karena mesin berhenti, tetapi karena informasi terhenti. Operator mencatat hasil produksi terlambat, pengawas mengejar masalah kualitas melalui formulir kertas dan spreadsheet, dan manajer baru melihat masalah setelah shift berakhir. Itulah sebabnya sistem eksekusi manufaktur (MES) kembali ditinjau secara aktif: para pemimpin pabrik menginginkan kontrol produksi yang lebih ketat, ketelusuran yang lebih kuat, dan visibilitas waktu nyata tanpa memperlambat operasi sehari-hari.
Tekanan saat ini lebih tinggi daripada beberapa tahun lalu. Waktu tunggu yang lebih singkat, meningkatnya persyaratan audit pelanggan, dan permintaan yang lebih fluktuatif berarti Direktur Operasi dan tim TI tidak dapat lagi memperlakukan digitalisasi lantai produksi sebagai proyek jangka panjang. Mereka membutuhkan sistem yang menghubungkan pesanan produksi, masukan operator, catatan kualitas, dan data kinerja dengan cukup cepat untuk mendukung keputusan harian, bukan hanya pelaporan bulanan.
Artikel ini menguraikan evaluasi tersebut secara praktis. Pertama, kita akan melihat apa yang sebenarnya dilakukan oleh sistem eksekusi manufaktur (MES) di lantai produksi. Kemudian kita akan membandingkan perangkat lunak MES dengan ERP, SCADA, dan sistem operasi manufaktur lainnya, memeriksa di mana platform MES tradisional memberikan nilai atau menjadi terlalu kaku, dan akhirnya mengeksplorasi kapan alternatif berbasis alur kerja yang lebih fleksibel mungkin lebih tepat.
Apa yang Sebenarnya Dilakukan Sistem Eksekusi Manufaktur di Lantai Produksi?
A sistem eksekusi manufaktur Sistem MES berada di antara perencanaan produksi dan pelaksanaan fisik. Dalam praktiknya, perangkat lunak MES membantu pengawas, operator, dan tim kualitas menjalankan shift dengan instruksi terkini, status waktu nyata, dan bukti rekaman tentang apa yang terjadi di setiap langkah. Jika ERP memberi tahu pabrik apa yang harus dibuat, sistem eksekusi produksi membantu mengontrol bagaimana pekerjaan itu dilakukan di lini produksi, menit demi menit.
Untuk memperjelas hal tersebut, pertimbangkan jalur perakitan elektronik yang memproduksi modul kontrol berbasis PCB. Pabrik menerima pesanan produksi sebanyak 2.000 unit, yang dibagi ke beberapa stasiun kerja untuk pemuatan SMT, perakitan manual, pengujian, pelabelan, dan pengemasan akhir. Sistem kontrol lantai produksi mengkoordinasikan langkah-langkah tersebut sehingga pekerjaan yang tepat, tindakan operator, lot material, dan hasil kualitas tetap terhubung sepanjang proses produksi.
Penjadwalan Produksi dan Pengurutan Pekerjaan
Salah satu tugas pertama dari sistem eksekusi manufaktur adalah pengiriman pesanan produksi ke jalur, stasiun, atau operator yang tepat. Alih-alih mengandalkan lembar kerja tercetak atau serah terima verbal, sistem ini dapat memprioritaskan pekerjaan berdasarkan tanggal jatuh tempo, ketersediaan mesin, logika pergantian, atau kesiapan material. Hal ini penting dalam perakitan elektronik, di mana satu keterlambatan pengaturan pengumpan atau hilangnya gulungan komponen dapat mengganggu seluruh jadwal.
Pada lini modul kontrol kami, MES mengirimkan perintah kerja yang disetujui berikutnya ke SMT setelah mengkonfirmasi revisi BOM, routing, dan kuantitas yang dijadwalkan. Sistem ini juga dapat menahan perintah pengujian hilir jika batch hulu belum lolos inspeksi. Di sinilah sistem eksekusi produksi menjadi operasional dan bukan administratif: sistem ini tidak hanya menampilkan perintah; tetapi juga membantu mengatur urutan pekerjaan berdasarkan kondisi aktual di lantai produksi.
Instruksi Kerja dan Panduan Operator
Setelah pekerjaan diberikan, Perangkat lunak MES menyampaikan instruksi yang benar Pada titik penggunaan. Operator melihat SOP terkini, gambar perakitan, spesifikasi torsi, metode pengujian, atau titik pemeriksaan kualitas untuk revisi produk yang sedang dibuat. Di pabrik dengan perubahan teknik yang sering terjadi, ini mengurangi risiko operator mengikuti PDF usang atau instruksi tercetak yang tidak pernah diganti.
Untuk lini elektronik, operator di perakitan manual dapat memindai pesanan kerja dan langsung menerima standar penyolderan terbaru, gambar orientasi konektor, dan daftar periksa untuk pengendalian ESD. Jika bagian teknik memperbarui kriteria pengerjaan ulang untuk revisi papan tertentu, sistem eksekusi manufaktur dapat mengirimkan perubahan tersebut ke stasiun sebelum unit berikutnya dibuat. Kontrol tersebut merupakan alasan utama mengapa produsen menggunakan perangkat lunak kontrol lantai produksi di lingkungan dengan beragam produk.
Pengumpulan Data dan Pencatatan Kejadian di Lantai Produksi
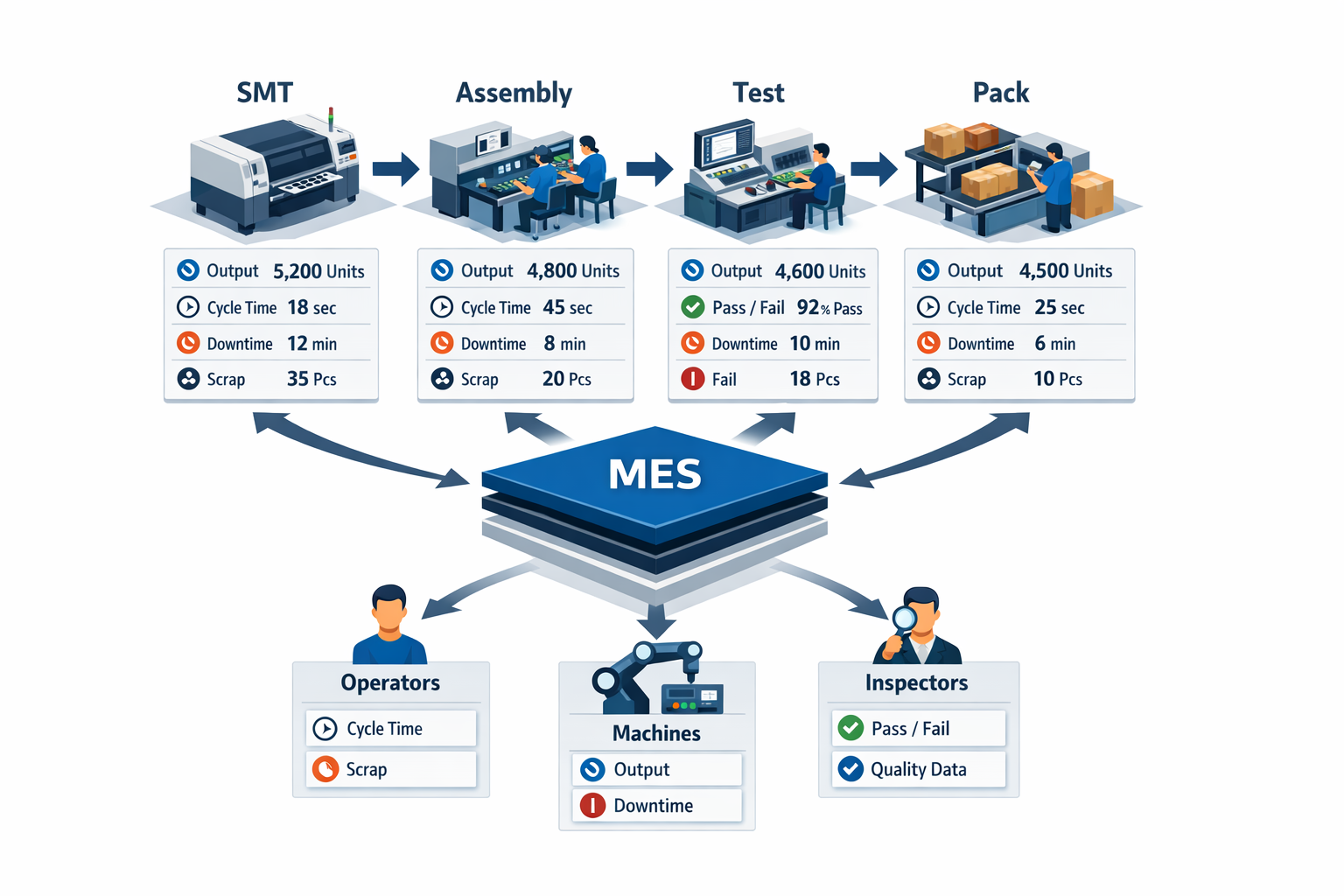
Kemampuan inti MES adalah mencatat data produksi saat pekerjaan berlangsung, bukan berjam-jam kemudian di spreadsheet. Operator, mesin, dan inspektur mencatat kuantitas yang diselesaikan, waktu siklus, alasan waktu henti, jumlah barang rusak, hasil pengujian, dan pengecualian terhadap pesanan kerja yang aktif. Ini menciptakan catatan langsung tentang pelaksanaan, bukan ringkasan yang tertunda setelah shift berakhir.
Pada lini produksi elektronik, pesanan produksi bergerak dari SMT ke perakitan hingga pengujian, dan setiap stasiun menambahkan datanya sendiri. Operator mencatat waktu mulai dan berhenti, stasiun pengujian mengunggah hasil lulus/gagal, dan kejadian kualitas seperti jembatan solder atau komponen yang hilang dikaitkan dengan pesanan kerja dan riwayat unit yang sama. Supervisor kemudian dapat melihat apakah output rendah disebabkan oleh penghentian pengumpan, kegagalan percobaan pertama yang tinggi, atau ketidakseimbangan tenaga kerja, daripada hanya menebak dari total akhir hari.
Pemeriksaan dan Penangguhan Kualitas dalam Proses
A sistem eksekusi manufaktur juga menyematkan kualitas ke dalam alur kerja. Alih-alih memperlakukan inspeksi sebagai proses kertas terpisah, perangkat lunak MES dapat mensyaratkan persetujuan sampel pertama, pemeriksaan dalam proses, pengkodean cacat, dan pengalihan ketidaksesuaian sebelum langkah selanjutnya diizinkan. Hal ini sangat berguna di mana penyimpangan kualitas menjadi mahal hanya beberapa stasiun kemudian, seperti setelah pelapisan konformal atau uji fungsional akhir.
Dalam contoh elektronik yang sama, 10 unit pertama yang dirakit mungkin memerlukan persetujuan inspeksi sebelum lini produksi berlanjut dengan kecepatan penuh. Jika tingkat cacat melebihi ambang batas pada pengujian ICT atau pengujian fungsional, sistem dapat memicu penangguhan pada batch tersebut dan mengarahkannya untuk ditinjau. Hal ini mengubah pengendalian mutu dari sekadar pelaporan menjadi mekanisme pengendalian eksekusi dalam manajemen operasional manufaktur sehari-hari.
Ketertelusuran dan Silsilah di Seluruh Material dan Unit Jadi
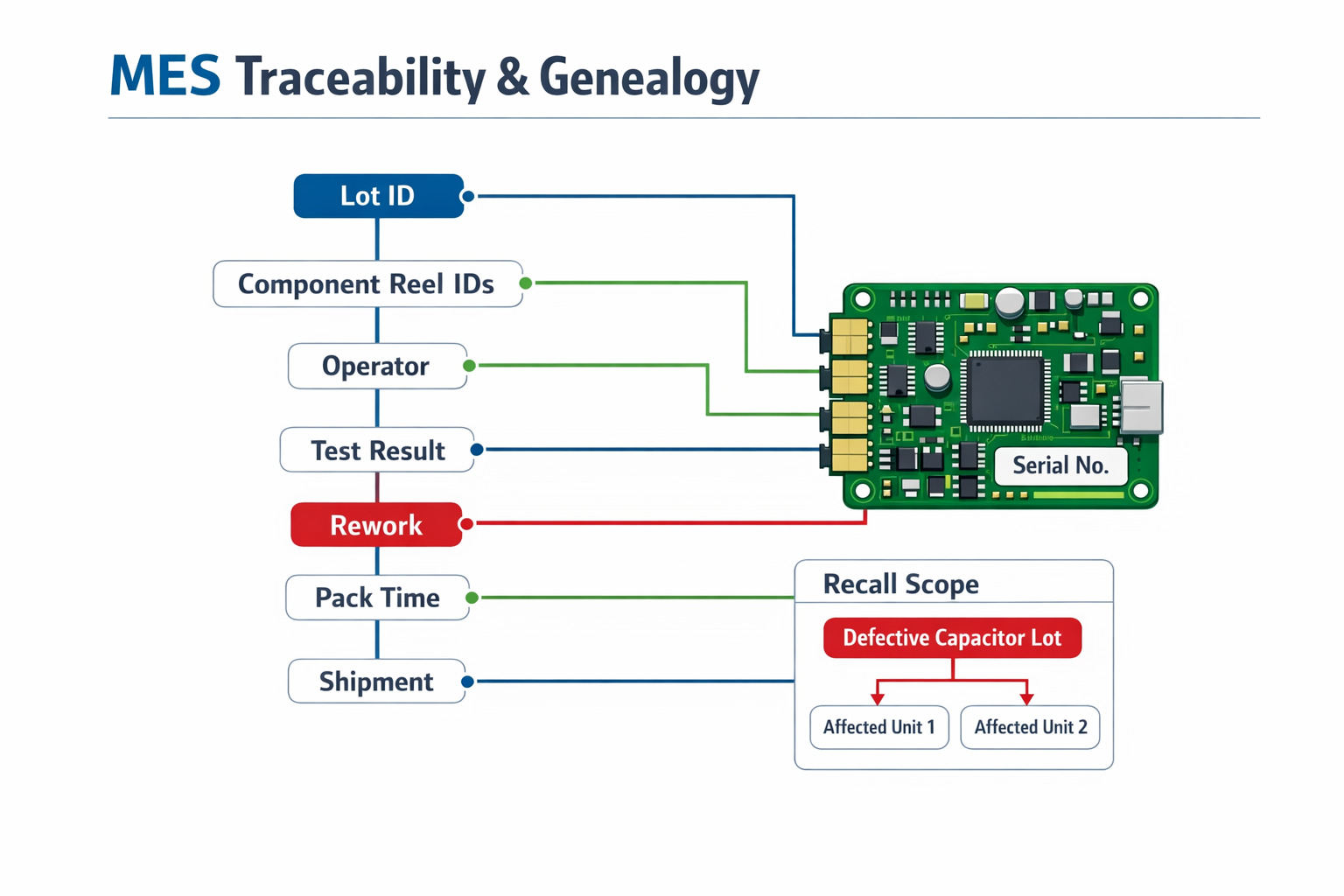
Ketertelusuran Di sinilah banyak sistem eksekusi produksi memberikan nilai paling jelasnya. Sistem ini menghubungkan lot bahan baku, gulungan komponen, tindakan operator, langkah-langkah mesin, inspeksi, catatan pengerjaan ulang, dan nomor seri akhir ke dalam satu catatan silsilah. Bagi produsen yang menghadapi keluhan pelanggan, klaim garansi, atau audit yang diatur, riwayat tersebut dapat menjadi perbedaan antara tindakan penahanan yang ditargetkan dan penarikan produk yang luas dan mahal.
Pada jalur modul kontrol, setiap nomor seri PCB dapat dihubungkan dengan lot pasta solder, ID gulungan komponen, operator perakitan, hasil stasiun pengujian, dan cap waktu pengemasan. Jika kemudian ditemukan bahwa suatu lot kapasitor cacat, pabrikan dapat mengidentifikasi dengan tepat unit jadi mana yang menggunakan lot tersebut dan ke mana unit tersebut dikirim. Tingkat silsilah tersebut merupakan salah satu alasan paling praktis mengapa sistem eksekusi manufaktur (MES) diterapkan pada jalur produksi diskrit.
Visibilitas Kinerja untuk Supervisor dan Manajer
Lapisan terakhir adalah visibilitas. Perangkat lunak MES memberi pemimpin lini dan manajer pabrik gambaran terkini tentang output, WIP (Work in Progress), waktu henti, kerugian kualitas, dan kepatuhan terhadap jadwal, seringkali berdasarkan shift, lini, produk, atau stasiun kerja. Alih-alih menunggu laporan pagi, mereka dapat melakukan intervensi saat masalah masih memengaruhi produksi hari ini.
Untuk lini elektronik, seorang supervisor dapat melihat bahwa SMT (Security Metal Processing) memenuhi target, tetapi pengujian akhir menciptakan hambatan karena hasil produksi tahap pertama turun dari 98% menjadi 93% dalam satu jam terakhir. Manajer pabrik dapat membandingkan output yang direncanakan versus output aktual di seluruh lini dan menemukan di mana kerugian peralihan memengaruhi risiko pengiriman. Inilah nilai sehari-hari dari sistem eksekusi manufaktur: sistem ini menghubungkan pekerjaan, data, dan keputusan dengan cukup erat untuk meningkatkan kontrol di lantai produksi.
MES vs ERP dan Sistem Operasi Manufaktur Lainnya
Fungsi Masing-masing Sistem
Banyak masalah pemilihan perangkat lunak berawal dari kesalahan sederhana: memperlakukan perencanaan, eksekusi, pemantauan, dan pengendalian alur kerja seolah-olah berada pada lapisan yang sama. Pada praktiknya, hal itu tidak demikian. ERP Mengelola perencanaan dan transaksi bisnis; MES Mengelola pelaksanaan produksi di lantai produksi; SCADA Sistem pemantauan dan pengendalian sinyal peralatan, dan manajemen operasi manufaktur yang lebih luas dapat menggabungkan beberapa fungsi di seluruh produksi, kualitas, pemeliharaan, dan kinerja. Jika Anda mengaburkan batasan tersebut, Anda bisa berakhir membeli perangkat lunak MES yang berat untuk masalah yang sebenarnya adalah penjadwalan, pengumpulan data, atau pengaturan persetujuan.
MES vs ERP: Perencanaan Versus Eksekusi
Cara paling praktis untuk memahami MES vs ERP Intinya adalah: ERP menentukan apa yang harus dibuat, sementara perangkat lunak MES membantu. mengontrol bagaimana proses pembuatannya secara real-time.. ERP menangani permintaan, pembelian, penilaian inventaris, data master, perhitungan biaya, dan pesanan produksi di tingkat bisnis. Sistem eksekusi manufaktur (MES) berada lebih dekat dengan operasional, mengubah pesanan tersebut menjadi daftar pengiriman, tugas operator, catatan konsumsi, pemeriksaan kualitas, dan status produksi aktual. Di sebagian besar pabrik, ERP menjawab "apa yang dijadwalkan dan berapa biayanya," sementara sistem eksekusi produksi menjawab "apa yang sedang terjadi sekarang, di lini mana, dengan bahan apa, dan dengan hasil apa."“
Sebagai contoh, di pabrik komponen otomotif, ERP dapat mengeluarkan perintah kerja untuk 5.000 rakitan rem dan menetapkan tanggal jatuh tempo serta kebutuhan material. Perangkat lunak MES kemudian mengurutkan pesanan berdasarkan lini produksi, mencatat data produksi serial atau tingkat lot, melacak barang rusak, dan memblokir langkah selanjutnya jika uji torsi gagal. Jika pembeli mengharapkan ERP saja untuk mengelola kontrol waktu nyata tersebut, hasilnya biasanya adalah entri data yang tertunda, ketertelusuran yang lemah, dan solusi manual di lantai produksi.
Di mana MRP Berperan
Harga Eceran yang Disarankan (MRP) sering dikacaukan dengan MES Karena keduanya terkait dengan pesanan produksi, tetapi memiliki tujuan yang berbeda. MRP menghitung bahan apa yang dibutuhkan, berapa banyak, dan kapan, berdasarkan perkiraan, BOM (Bill of Materials), waktu tunggu, dan saldo persediaan. Pada dasarnya, ini adalah mesin perencanaan, biasanya berada di dalam ERP atau terhubung erat dengannya. Ini tidak menggantikan perangkat lunak pengendalian lantai produksi karena tidak menangkap tindakan operator, status penyelesaian tingkat mesin, atau keputusan kualitas dalam proses.
MES vs SCADA: Eksekusi Versus Pemantauan Peralatan
SCADA SCADA berada di tingkatan yang lebih rendah daripada MES. SCADA mengumpulkan data mesin dan proses dari PLC, sensor, dan perangkat kontrol, kemudian menyajikan alarm, nilai proses, dan status peralatan untuk pengawasan. MES menggunakan sebagian data tersebut, tetapi tugasnya lebih luas: menghubungkan kejadian mesin dengan perintah kerja, operator, material, catatan kualitas, dan logika produksi. Singkatnya, SCADA memberi tahu Anda bahwa mesin press berhenti pada pukul 10:14 pagi; MES memberi tahu Anda pesanan mana yang sedang berjalan, berapa kuantitas yang terpengaruh, apakah waktu henti melebihi ambang batas, dan tindakan apa yang harus dilakukan selanjutnya.
Sebuah contoh praktis di bidang elektronika memperjelas perbedaan tersebut. Oven reflow mungkin melaporkan penyimpangan suhu melalui SCADA, tetapi lapisan MES menentukan batch PCB mana yang sedang diproses, apakah batch tersebut harus dikarantina, dan apakah inspeksi hilir harus dipicu. Jika tim TI membeli SCADA dengan harapan dapat menyelesaikan masalah ketertelusuran dan perutean, mereka tetap membutuhkan lapisan lain untuk eksekusi dan kontrol catatan.
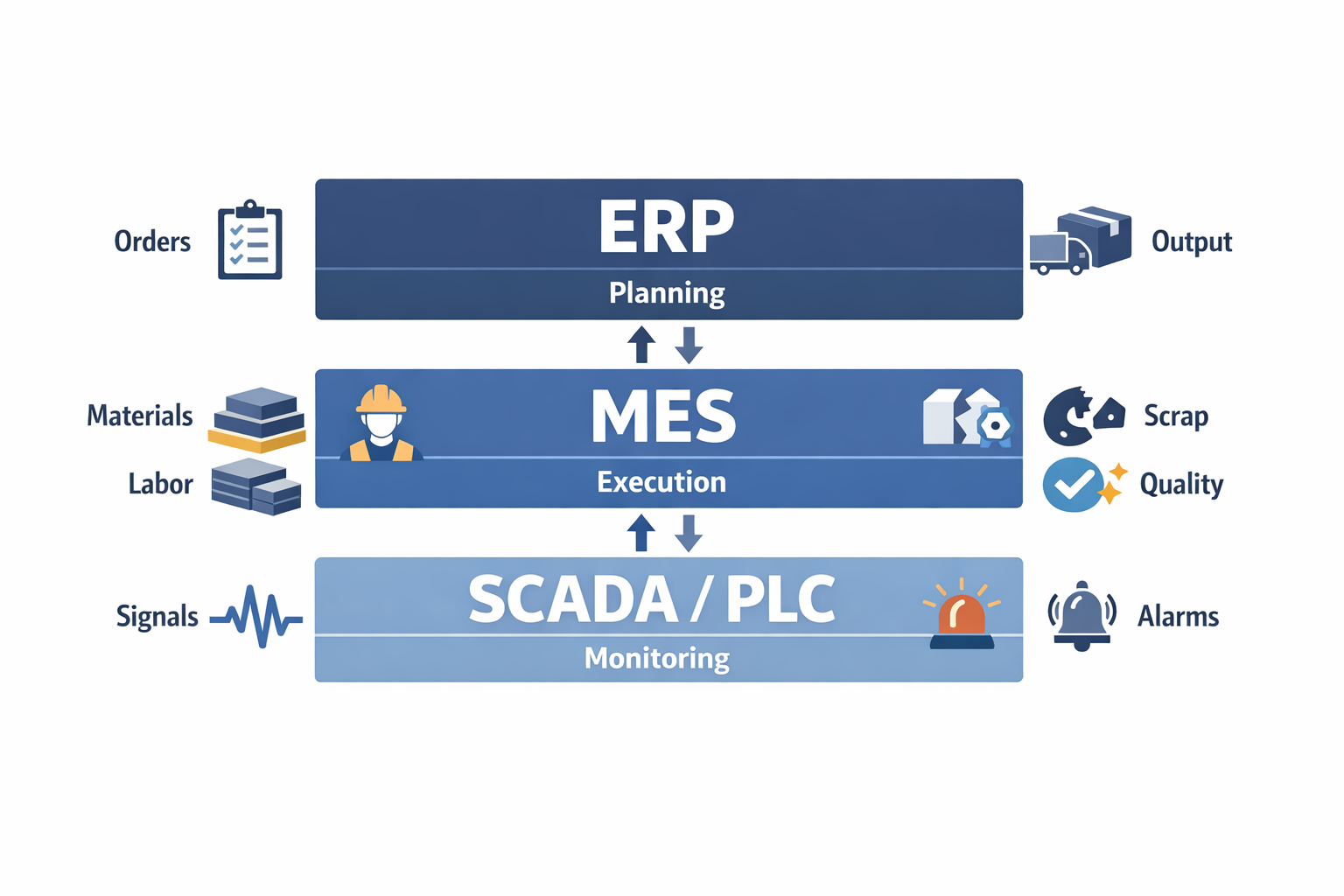
Bagaimana Tumpukan Sistem Bekerja Bersama
Model mental yang berguna adalah tumpukan: ERP sebagai sistem perencanaan tingkat atas, MES di bagian tengah untuk eksekusi, dan PLC/SCADA di lapisan peralatan untuk pemantauan dan pengendalian.. Data harus mengalir dua arah. ERP mengirimkan pesanan, material, dan standar ke bawah; sistem eksekusi manufaktur mengirimkan output aktual, tenaga kerja, limbah, dan status ke atas; SCADA dan mesin mengirimkan sinyal dan data kinerja ke MES atau histori. Ketika lapisan-lapisan ini dirancang dengan baik, setiap sistem melakukan tugasnya masing-masing alih-alih menjadi pengganti yang canggung untuk sistem lain.
Di mana Alat Alur Kerja Berperan
Tidak semua kebutuhan operasional termasuk dalam platform MES lengkap. Banyak pabrik juga membutuhkan alat alur kerja untuk persetujuan, penanganan pengecualian, permintaan pemeliharaan, tinjauan penyimpangan, persetujuan pembersihan jalur produksi, atau pengalihan ketidaksesuaian. Proses-proses ini berada di samping pelaksanaan manufaktur, dan seringkali terlalu dinamis atau spesifik departemen untuk membenarkan perubahan MES yang dikodekan secara permanen setiap kali formulir, aturan, atau jalur eskalasi berubah. Di situlah perangkat lunak alur kerja yang fleksibel berperan dalam manajemen operasi manufaktur yang lebih luas.
Sebagai contoh, di pabrik manufaktur diskrit umum, sistem MES inti mungkin mencatat penyelesaian pesanan dan waktu henti, tetapi lapisan alur kerja terpisah dapat mengelola persetujuan pengawas untuk pengerjaan ulang, perutean CAPA, dan serah terima digital antara produksi dan kualitas. Jika perusahaan memaksakan setiap proses operasional ke dalam ERP, hasilnya biasanya adalah permintaan perubahan yang lambat. Jika perusahaan memaksakan setiap proses ke dalam perangkat lunak MES, hasilnya dapat berupa kompleksitas dan biaya yang tidak sesuai dengan kebutuhan sebenarnya.
Mengapa Batasan-Batasan Ini Penting bagi Pembeli
Pertanyaan utama dalam pembelian bukanlah kategori mana yang terdengar lebih canggih. Yang terpenting adalah lapisan mana yang menyelesaikan keputusan operasional yang perlu Anda tingkatkan. Jika masalah Anda adalah perencanaan yang terbatas, ketersediaan material, dan penyelarasan pengadaan, mulailah dengan ERP dan MRP. Jika masalah Anda adalah eksekusi pesanan secara real-time, ketertelusuran, dan kontrol lantai produksi, sistem eksekusi manufaktur adalah solusi yang tepat. Jika masalah Anda adalah visibilitas status peralatan, alarm, dan nilai proses, SCADA adalah lapisan yang tepat; jika masalah Anda adalah persetujuan khusus pabrik dan proses operasional yang cepat berubah, alur kerja yang fleksibel atau Alternatif MES mungkin lebih praktis daripada memperluas suite tradisional.
Kapan Perangkat Lunak MES Tradisional Tepat Digunakan—dan Kapan Menjadi Terlalu Berat
Di mana Perangkat Lunak MES Tradisional Memberikan Nilai yang Jelas
Tradisional MES Perangkat lunak masih menjadi pilihan yang tepat di banyak pabrik. Jika Anda menjalankan operasi besar dengan banyak lini produksi dan kepatuhan kualitas yang ketat, proses yang tervalidasi, dan persyaratan ketertelusuran yang tinggi, sistem eksekusi manufaktur (MCU) lengkap dapat menyediakan lapisan kontrol yang tidak dapat diberikan oleh spreadsheet, formulir terpisah, dan alat-alat ringan. Hal ini terutama berlaku di sektor-sektor seperti otomotif, perangkat medis, kedirgantaraan, dan elektronik yang diatur, di mana setiap pergerakan lot, tindakan operator, langkah proses, dan hasil kualitas mungkin perlu dicatat dan diaudit.
Contoh yang baik adalah pemasok otomotif yang memproduksi komponen penting untuk keselamatan di beberapa pabrik. Dalam lingkungan tersebut, bisnis mungkin memerlukan silsilah ujung-ke-ujung, perutean yang ditegakkan, pelacakan suku cadang yang diberi nomor seri, integrasi mesin, dan pengendalian perubahan yang diatur secara ketat di seluruh shift dan lokasi. Di sini, sistem eksekusi produksi bukan hanya tentang visibilitas; ini adalah bagian dari cara perusahaan membuktikan kepatuhan, mengelola penarikan produk, dan melindungi hubungan pelanggan. Untuk jenis operasi tersebut, skala dan struktur MES yang lengkap sering kali membenarkan investasi tersebut.
MES tradisional juga masuk akal ketika eksekusi harus disinkronkan secara ketat dengan ERP, data mesin, dan proses manajemen operasi manufaktur formal. Jika rencana produksi, pelaporan tenaga kerja, konsumsi material, penahanan kualitas, dan status pemeliharaan semuanya perlu mengalir melalui logika sistem yang terkontrol, platform yang lebih komprehensif dapat mengurangi risiko operasional. Dalam kasus ini, pertanyaannya bukanlah MES vs ERP, tetapi bagaimana kedua sistem tersebut bekerja sama tanpa celah antara perencanaan dan eksekusi.
Mengapa Proyek MES Sering Terasa Berat
Tantangannya adalah kontrol yang kuat biasanya membutuhkan upaya implementasi yang tinggi. Tergantung pada kompleksitas pabrik, penerapan MES umumnya membutuhkan waktu yang lama. 6 hingga 18 bulan, Selain itu, peluncuran di tingkat perusahaan dapat memakan waktu lebih lama jika mencakup pemetaan proses, integrasi, validasi, pengujian, dan peluncuran di setiap lokasi. Penelitian dari analis industri secara konsisten menunjukkan bahwa proyek perangkat lunak manufaktur gagal atau terhenti bukan karena kasus penggunaannya salah, tetapi karena ruang lingkup, manajemen perubahan, dan kompleksitas integrasi diremehkan.
Kustomisasi adalah titik gesekan umum lainnya. Banyak MES Platform dapat dikonfigurasi, tetapi tidak selalu. fleksibel Hal ini tidak sesuai dengan ekspektasi tim pabrik ketika alur kerja lokal berubah setiap minggu atau bulan. Sebuah pabrik mungkin ingin menyesuaikan jalur persetujuan ketidaksesuaian, menambahkan langkah inspeksi awal yang baru, atau mengubah logika alasan waktu henti, hanya untuk menemukan bahwa perubahan tersebut memerlukan dukungan spesialis, siklus pengujian formal, atau konsultan vendor. Hal ini memperlambat peningkatan di lingkungan di mana supervisor membutuhkan iterasi yang lebih cepat pada perangkat lunak kontrol lantai produksi dan alur kerja terkait.
Ketergantungan konsultan menambah biaya Di luar lisensi perangkat lunak itu sendiri, program MES global seringkali melibatkan integrator sistem, arsitek solusi, pengembang antarmuka, spesialis validasi, dan sumber daya TI internal dalam jangka waktu yang panjang. Untuk pabrik besar yang diatur, hal itu mungkin dapat diterima. Namun, untuk produsen menengah, hal itu dapat mengubah tujuan digitalisasi yang wajar menjadi proyek modal dengan periode pengembalian yang panjang dan biaya operasional organisasi yang tinggi.
Beban Manajemen Perubahan Sering Diremehkan
Bahkan ketika platform tersebut secara teknis sudah mumpuni, penerapannya bisa lebih sulit dari yang diperkirakan. Sistem eksekusi manufaktur mengubah cara operator melaporkan pekerjaan, cara supervisor mengelola pengecualian, cara tim kualitas merilis produk, dan cara TI mengatur perubahan proses. Jika pabrik tidak memiliki disiplin data master yang kuat, rute yang stabil, dan kepemilikan yang jelas atas proses produksi, perangkat lunak dapat mengungkap kelemahan organisasi lebih cepat daripada kemampuan bisnis untuk memperbaikinya.
Inilah mengapa beberapa inisiatif MES mengalami kesulitan di pabrik-pabrik yang masih menstandarisasi praktik operasional inti. Sistem mungkin dirancang untuk eksekusi yang matang dan terkontrol ketat, sementara pabrik masih berupaya mengatasi instruksi kerja yang tidak konsisten, persetujuan informal, atau kebiasaan pelaporan yang terputus-putus. Dalam situasi tersebut, perangkat lunak belum tentu salah, tetapi waktunya mungkin tidak tepat.
Kerangka Kerja Pengambilan Keputusan Praktis
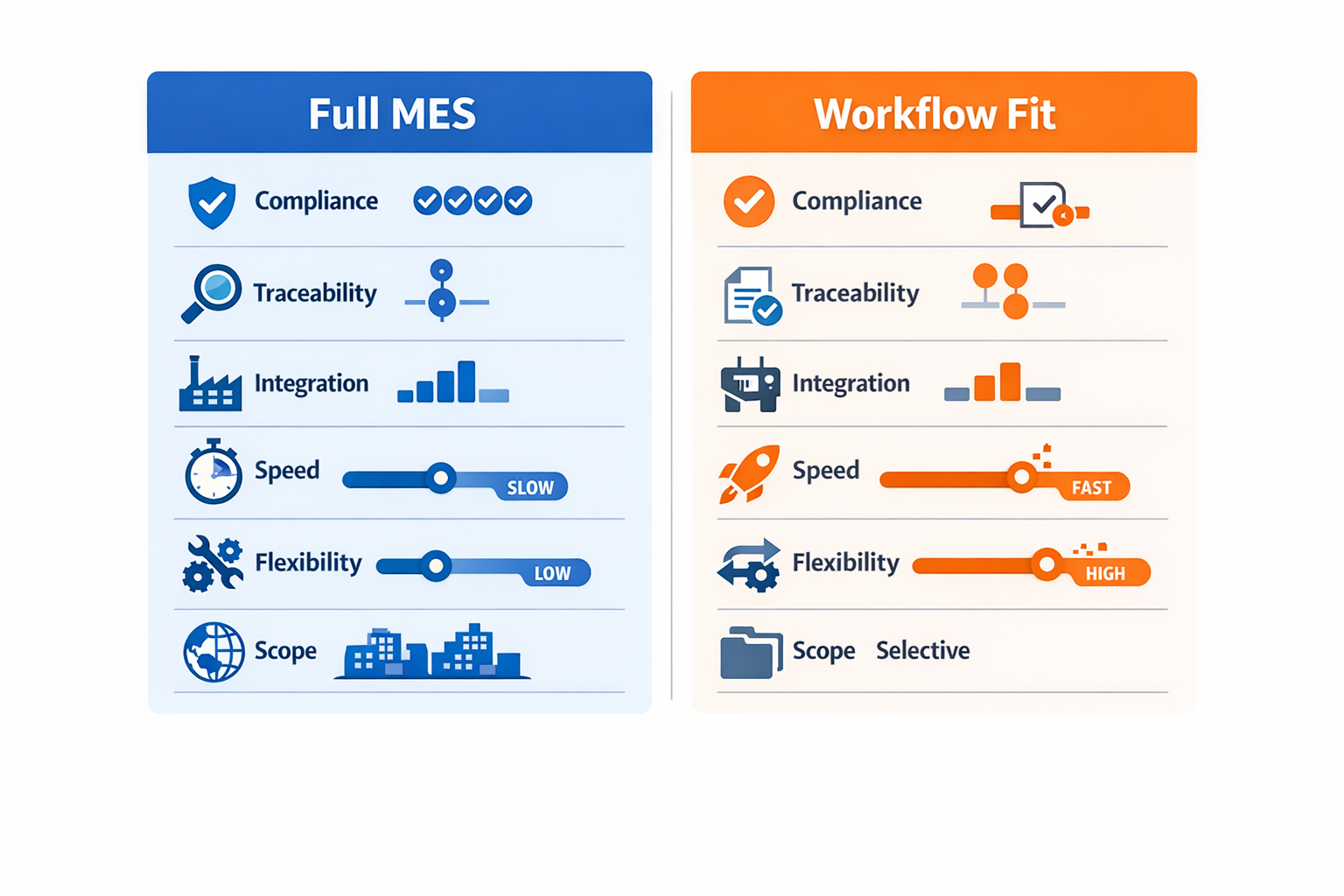
Pertanyaan pembelian yang sebenarnya bukanlah apakah perangkat lunak MES itu baik atau buruk. Melainkan apakah Anda membutuhkan lapisan eksekusi yang luas di seluruh operasi yang kompleks, atau apakah Anda terutama perlu mendigitalisasi beberapa alur kerja yang rumit dengan cepat. Sebuah solusi lengkap... MES Kesesuaian biasanya mengarah pada tekanan kepatuhan yang tinggi, ketertelusuran yang mendalam, integrasi mesin dan ERP, serta tata kelola multi-lokasi. Kesesuaian digitalisasi alur kerja yang ditargetkan biasanya mengarah pada pabrik yang membutuhkan catatan produksi digital, pengalihan ketidaksesuaian, alur kerja eskalasi, dan dasbor langsung lebih daripada kebutuhan akan rangkaian lengkap sejak hari pertama.
Pertimbangkan sebuah bengkel kerja berukuran sedang dengan perubahan pesanan yang sering dan metode produksi campuran. Bengkel tersebut mungkin tidak memerlukan sistem eksekusi produksi (PES) lengkap di setiap langkah proses, tetapi mungkin sangat membutuhkan pelaporan shift yang lebih rapi, penanganan penyimpangan yang lebih cepat, dan visibilitas manajemen yang lebih baik. Jika masalahnya terbatas pada alur kerja tertentu dan bukan kontrol eksekusi ujung-ke-ujung, MES lengkap dapat menjadi terlalu berat dibandingkan dengan kesenjangan operasional yang sebenarnya.
Itu ketidakcocokan Inilah yang mendorong banyak pencarian alternatif MES. Pabrik tersebut tidak menolak manajemen operasi manufaktur digital; mereka mencoba menghindari pembelian yang berlebihan. Ketika hanya beberapa alur kerja yang bermasalah, jalur yang lebih baik mungkin adalah mendigitalisasi alur kerja tersebut terlebih dahulu, membuktikan nilainya dengan cepat, dan memutuskan kemudian apakah arsitektur MES yang lebih luas masih diperlukan.
Alternatif MES yang Fleksibel: Menggunakan Alur Kerja Tanpa Kode untuk Produksi, Kualitas, dan Visibilitas
Tidak Setiap Pabrik Membutuhkan Sistem Eksekusi Manufaktur (MES) Lengkap
Beberapa produsen mencapai titik di mana produksi penuh sistem eksekusi manufaktur Terasa terlalu besar untuk masalah mendesak yang perlu mereka selesaikan. Mereka mungkin tidak membutuhkan perangkat lunak kontrol lantai produksi ujung-ke-ujung di setiap lini, mesin, dan lokasi, tetapi mereka membutuhkan kontrol yang lebih ketat atas catatan produksi, persetujuan kualitas, respons terhadap waktu henti, dan catatan ketertelusuran. Dalam kasus ini, kebutuhan sebenarnya seringkali bukan "beli perangkat lunak MES sekarang," tetapi "digitalkan alur kerja yang memperlambat produksi saat ini." Di situlah alternatif MES yang fleksibel menjadi praktis.
Hal ini terutama berlaku untuk pabrik berukuran sedang dengan tingkat kematangan proses yang beragam di berbagai departemen. Sebuah pabrik mungkin sudah memiliki ERP untuk perencanaan dan inventaris, namun masih mengandalkan formulir kertas, pelacak Excel, dan pesan WhatsApp untuk pembersihan lini produksi, pemeriksaan sampel pertama, dan eskalasi pemeliharaan. Dalam situasi tersebut, kesenjangan bukanlah ERP itu sendiri, dan bukan pula keputusan MES vs ERP secara keseluruhan. Kesenjangan terletak pada eksekusi alur kerja operasional di tingkat pabrik.
Pendekatan Tanpa Kode untuk Manajemen Operasi Manufaktur yang Terarah
Jodoo Sistem ini sangat cocok untuk posisi tengah karena memungkinkan tim operasional membangun alur kerja manajemen operasional manufaktur yang terarah tanpa menunggu peluncuran MES secara penuh. Alih-alih mengganti setiap fungsi perangkat lunak MES tradisional, sistem ini dapat mendigitalisasi proses spesifik yang mirip dengan MES, seperti pelacakan produksi, titik pemeriksaan kualitas, permintaan pemeliharaan, formulir ketertelusuran, perutean persetujuan, dan dasbor pengawas. Hal ini memberikan tim pabrik iterasi yang lebih cepat ketika SOP berubah, persyaratan audit pelanggan baru muncul, atau satu lini produksi membutuhkan alur kontrol yang berbeda dari yang lain. Bagi banyak pabrik, fleksibilitas tersebut lebih penting dalam jangka pendek daripada menerapkan sistem eksekusi produksi yang luas sekaligus.
Ambil contoh sebuah pemasok elektronik berukuran menengah yang memproduksi papan kontrol untuk peralatan industri. Alih-alih meluncurkan proyek sistem eksekusi manufaktur (MES) lengkap di seluruh pabrik, pabrik tersebut memulai dengan empat alur kerja yang memiliki gesekan tinggi di JodooFitur-fitur yang tersedia meliputi: pemeriksaan jalur produksi sebelum pergantian model, peningkatan waktu henti selama perakitan, persetujuan inspeksi bagian pertama di awal shift, dan dasbor pengawas langsung untuk output, cacat, dan penghentian produksi. Setiap alur kerja dikonfigurasi sebagai aplikasi terhubung dengan formulir berbasis peran, logika persetujuan, peringatan, dan tampilan dasbor, sehingga produksi, kualitas, dan pemeliharaan semuanya bekerja dari catatan langsung yang sama, bukan dari file terpisah.
Bagaimana Aplikasi Modular Mencakup Alur Kerja Mirip MES Tertentu
Dalam pengaturan ini, pemimpin lini menyelesaikan formulir persetujuan digital di tablet sebelum pesanan kerja baru dimulai, melampirkan foto dan mengkonfirmasi peralatan, material, dan status revisi dokumen. Jika ditemukan ketidaksesuaian, alur kerja dapat menunda rilis dan segera memberi tahu supervisor. Ketika terjadi waktu henti, operator mencatat masalah dari lini produksi, mengarahkannya ke bagian pemeliharaan berdasarkan jenis kesalahan, dan melacak waktu respons serta status penyelesaian tanpa meninggalkan platform. Inspeksi bagian pertama mengikuti logika yang sama, dengan staf kualitas meninjau pengukuran, mencatat disposisi, dan merilis proses produksi hanya setelah mendapat persetujuan.
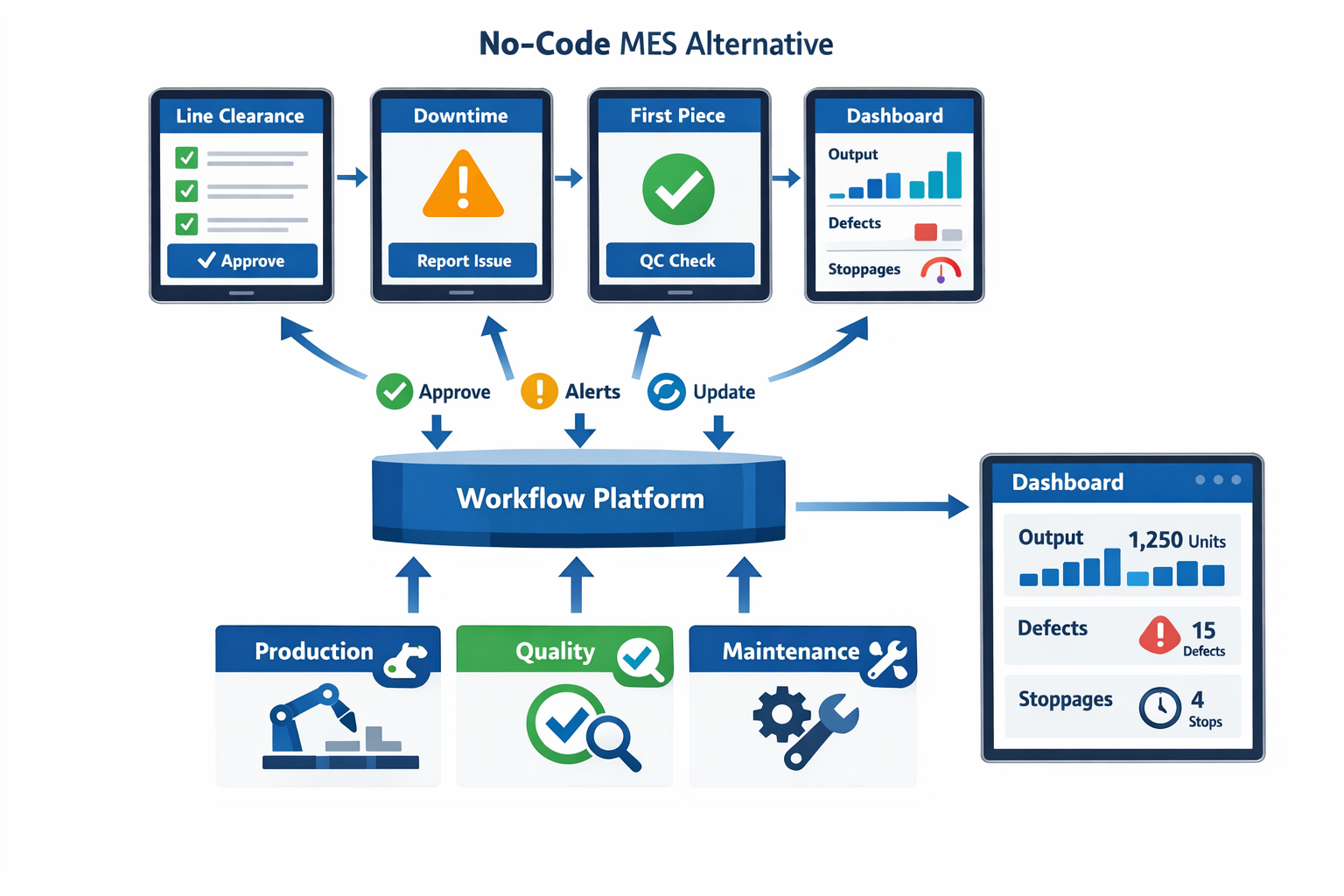
Karena aplikasi-aplikasi ini berbagi data, pabrik dapat membangun lapisan operasional ringan yang berperilaku seperti bagian-bagian tertentu dari sistem eksekusi manufaktur (MES) tanpa mengklaim sebagai pengganti MES perusahaan secara penuh. Peristiwa produksi, hasil kualitas, dan tindakan pemeliharaan dapat dimasukkan ke dalam satu dasbor, sehingga tren terlihat berdasarkan shift, lini produksi, kelompok produk, atau kode cacat. Jika pabrik kemudian perlu menambahkan penanganan ketidaksesuaian, otorisasi pengerjaan ulang, atau pengingat kalibrasi, alur kerja dapat diperluas tanpa membangun kembali seluruh sistem. Modularitas tersebut seringkali menjadi alasan utama perusahaan mengevaluasi alternatif MES sejak awal.
Seperti Apa Kepemilikan di Tingkat Pabrik dalam Praktiknya?
Model tanpa kode juga mengubah siapa yang dapat meningkatkan sistem. Dalam banyak proyek perangkat lunak MES tradisional, bahkan perubahan layar kecil atau pembaruan aturan persetujuan bergantung pada konsultan eksternal atau backlog TI pusat. Dengan Jodoo, Manajer pabrik, insinyur proses, atau tim CI biasanya dapat mengelola perubahan alur kerja secara langsung, sementara TI tetap mengatur izin, integrasi, dan struktur data. Hal ini memperpendek siklus antara "proses ini gagal di lini produksi" dan "alur kerja telah diperbarui."“
Di mana Pendekatan Ini Paling Tepat
Pendekatan ini paling efektif ketika prioritas Anda adalah kontrol cepat atas alur kerja operasional tertentu, bukan orkestrasi luas dari setiap mesin, pesanan, dan proses di pabrik. Jika Anda membutuhkan formulir yang dapat dikonfigurasi, logika persetujuan, pencatatan keterlacakan, catatan kerja digital, dan dasbor langsung, platform tanpa kode dapat mencakup bidang yang signifikan antara ERP dan sistem eksekusi produksi lengkap. Ini sangat cocok untuk produsen yang ingin membuktikan nilai lini demi lini, kemudian berkembang berdasarkan hasil. Ini bukan pengganti menyeluruh untuk setiap skenario MES perusahaan, tetapi seringkali merupakan jalur tercepat menuju peningkatan yang terukur.
Kesimpulan: Bagaimana memilih jalur yang tepat untuk pabrik Anda?
Pilihan yang tepat bergantung pada tingkat kontrol, standardisasi, dan kedalaman sistem yang sebenarnya dibutuhkan pabrik Anda. Tradisional sistem eksekusi manufaktur Sistem MES (Managed Execution System) sangat masuk akal ketika Anda membutuhkan orkestrasi produksi ujung-ke-ujung, integrasi mesin dan perusahaan yang mendalam, ketelusuran yang ketat, dan dukungan yang kuat untuk operasi multi-lokasi atau yang diatur secara ketat. Jika lingkungan Anda lebih menyerupai rantai pasokan otomotif, perangkat medis, atau elektronik bervolume tinggi dengan tuntutan kepatuhan yang ketat, MES lengkap dapat menjadi investasi jangka panjang yang tepat.
Namun, banyak produsen sedang menyelesaikan masalah yang lebih spesifik. Mereka perlu mengganti kertas, spreadsheet, dan persetujuan yang terputus-putus di area seperti pelaporan produksi, pemeriksaan kualitas, eskalasi waktu henti, permintaan pemeliharaan, dan visibilitas pengawas. Dalam kasus tersebut, alternatif yang terfokus dan fleksibel dapat memberikan nilai lebih cepat, dengan risiko implementasi yang lebih rendah dan ketergantungan yang lebih sedikit pada konsultan atau kode khusus.
Jika prioritas Anda adalah memodernisasi alur kerja pabrik tertentu tanpa harus melakukan implementasi MES jangka panjang, Jodoo layak dievaluasi. Sebagai platform manufaktur ramping tanpa kode, Jodoo Membantu tim operasional membangun dan menyesuaikan alur kerja produksi, kualitas, pemeliharaan, dan dasbor berdasarkan kebutuhan nyata di lantai produksi. Anda dapat mulai uji coba gratis atau pesan demo untuk melihat apakah pendekatan modular lebih sesuai untuk pabrik Anda daripada program MES lengkap.


