
เรียกดูตามหมวดหมู่
บทนำ: เหตุใดระบบการจัดการการผลิตจึงกลับมาได้รับความสนใจอีกครั้ง
โรงงานหลายแห่งสูญเสียเวลาการผลิตที่สำคัญไป ไม่ใช่เพราะเครื่องจักรหยุดทำงาน แต่เป็นเพราะข้อมูลขาดหาย พนักงานบันทึกผลผลิตล่าช้า หัวหน้างานต้องตามตรวจสอบปัญหาด้านคุณภาพผ่านแบบฟอร์มกระดาษและสเปรดชีต และผู้จัดการเห็นปัญหาเฉพาะหลังจากหมดกะแล้ว นั่นคือเหตุผลว่าทำไม ระบบบริหารจัดการการผลิต (MES) ประเด็นเหล่านี้กลับมาอยู่ระหว่างการพิจารณาอย่างจริงจังอีกครั้ง: ผู้บริหารโรงงานต้องการการควบคุมการผลิตที่เข้มงวดมากขึ้น การตรวจสอบย้อนกลับที่แข็งแกร่งขึ้น และการมองเห็นข้อมูลแบบเรียลไทม์โดยไม่ทำให้การดำเนินงานประจำวันช้าลง.
ความกดดันในปัจจุบันสูงกว่าเมื่อไม่กี่ปีที่ผ่านมา ระยะเวลานำส่งที่สั้นลง ข้อกำหนดการตรวจสอบจากลูกค้าที่สูงขึ้น และความต้องการที่ไม่แน่นอนมากขึ้น หมายความว่าผู้อำนวยการฝ่ายปฏิบัติการและทีมไอทีไม่สามารถมองการแปลงระบบการผลิตให้เป็นดิจิทัลเป็นโครงการระยะยาวได้อีกต่อไป พวกเขาต้องการระบบที่เชื่อมต่อคำสั่งผลิต ข้อมูลจากผู้ปฏิบัติงาน บันทึกคุณภาพ และข้อมูลประสิทธิภาพได้อย่างรวดเร็วพอที่จะสนับสนุนการตัดสินใจในแต่ละวัน ไม่ใช่แค่การรายงานรายเดือน.
บทความนี้จะวิเคราะห์การประเมินผลในเชิงปฏิบัติ อันดับแรก เราจะดูว่าระบบการจัดการการผลิต (MES) ทำงานอย่างไรในสายการผลิต จากนั้นเราจะเปรียบเทียบซอฟต์แวร์ MES กับ ERP, SCADA และระบบการจัดการการผลิตอื่นๆ ตรวจสอบว่าแพลตฟอร์ม MES แบบดั้งเดิมให้คุณค่าหรือมีความยืดหยุ่นน้อยเกินไปในกรณีใดบ้าง และสุดท้ายจะสำรวจว่าเมื่อใดที่ทางเลือกที่ยืดหยุ่นกว่าซึ่งอิงตามเวิร์กโฟลว์อาจเหมาะสมกว่า.
ระบบการจัดการการผลิต (Manufacturing Execution System) ทำงานอย่างไรในสายการผลิต
A ระบบบริหารจัดการการผลิต ระบบ MES อยู่ระหว่างการวางแผนการผลิตและการดำเนินการจริง ในทางปฏิบัติ ซอฟต์แวร์ MES ช่วยให้หัวหน้างาน ผู้ปฏิบัติงาน และทีมควบคุมคุณภาพดำเนินงานในแต่ละกะด้วยคำสั่งปัจจุบัน สถานะแบบเรียลไทม์ และหลักฐานที่บันทึกไว้ของสิ่งที่เกิดขึ้นในแต่ละขั้นตอน หากระบบ ERP บอกโรงงานว่าควรผลิตอะไร ระบบการดำเนินการผลิตจะช่วยควบคุมวิธีการทำงานนั้นบนสายการผลิตแบบนาทีต่อนาที.
เพื่อให้เห็นภาพชัดเจน ลองนึกถึงสายการผลิตชิ้นส่วนอิเล็กทรอนิกส์ที่ผลิตโมดูลควบคุมบนแผงวงจรพิมพ์ (PCB) โรงงานได้รับคำสั่งผลิตจำนวน 2,000 ชิ้น ซึ่งแบ่งออกเป็นหลายสถานีงานสำหรับการโหลด SMT การประกอบด้วยมือ การทดสอบ การติดฉลาก และการบรรจุขั้นสุดท้าย ระบบควบคุมการผลิตในโรงงานจะประสานงานขั้นตอนเหล่านั้นเพื่อให้งานที่ถูกต้อง การกระทำของผู้ปฏิบัติงาน ล็อตวัสดุ และผลลัพธ์ด้านคุณภาพมีความเชื่อมโยงกันตลอดการผลิต.
การจัดส่งการผลิตและการจัดลำดับงาน
หนึ่งในภารกิจแรกๆ ของระบบการจัดการการผลิตคือ การจัดส่งคำสั่งผลิต ไปยังสายการผลิต สถานี หรือผู้ปฏิบัติงานที่ถูกต้อง แทนที่จะพึ่งพาเอกสารสั่งงานที่พิมพ์ออกมาหรือการส่งมอบงานด้วยวาจา ระบบสามารถจัดลำดับความสำคัญของงานตามกำหนดส่ง ความพร้อมใช้งานของเครื่องจักร ตรรกะการเปลี่ยนงาน หรือความพร้อมของวัสดุ ซึ่งมีความสำคัญในการประกอบชิ้นส่วนอิเล็กทรอนิกส์ เพราะการตั้งค่าเครื่องป้อนวัสดุที่ล่าช้าหรือม้วนชิ้นส่วนที่หายไปเพียงจุดเดียวก็อาจทำให้ตารางงานทั้งหมดหยุดชะงักได้.
ในสายการผลิตโมดูลควบคุมของเรา ระบบ MES จะส่งใบสั่งงานที่ได้รับการอนุมัติถัดไปไปยัง SMT หลังจากยืนยันการแก้ไข BOM เส้นทางการผลิต และปริมาณที่กำหนดไว้แล้ว นอกจากนี้ยังสามารถระงับคำสั่งทดสอบในขั้นตอนถัดไปได้ หากล็อตก่อนหน้ายังไม่ผ่านการตรวจสอบ นั่นคือจุดที่ระบบการจัดการการผลิตกลายเป็นระบบปฏิบัติการมากกว่าระบบบริหารจัดการ กล่าวคือ ระบบไม่ได้เพียงแค่แสดงคำสั่งเท่านั้น แต่ยังช่วยจัดลำดับงานตามสภาพการทำงานจริงในโรงงานอีกด้วย.
คำแนะนำในการทำงานและคำแนะนำสำหรับผู้ปฏิบัติงาน
เมื่อมีการมอบหมายงานแล้ว, ซอฟต์แวร์ MES ส่งมอบ คำแนะนำที่ถูกต้อง ณ จุดใช้งาน ผู้ปฏิบัติงานจะเห็นขั้นตอนการปฏิบัติงานมาตรฐาน (SOP) ปัจจุบัน แบบร่างการประกอบ ข้อมูลจำเพาะแรงบิด วิธีการทดสอบ หรือจุดตรวจสอบคุณภาพสำหรับผลิตภัณฑ์รุ่นที่กำลังผลิตอยู่ ในโรงงานที่มีการเปลี่ยนแปลงทางวิศวกรรมบ่อยครั้ง วิธีนี้จะช่วยลดความเสี่ยงที่ผู้ปฏิบัติงานจะปฏิบัติตามไฟล์ PDF ที่ล้าสมัยหรือคำแนะนำที่พิมพ์ออกมาซึ่งไม่เคยมีการทดแทน.
สำหรับสายการผลิตชิ้นส่วนอิเล็กทรอนิกส์ พนักงานประกอบชิ้นส่วนด้วยมืออาจสแกนใบสั่งงานและรับมาตรฐานการบัดกรีล่าสุด ภาพการวางแนวขั้วต่อ และรายการตรวจสอบการควบคุม ESD ได้ทันที หากฝ่ายวิศวกรรมอัปเดตเกณฑ์การแก้ไขงานสำหรับแผงวงจรเวอร์ชันเฉพาะ ระบบการจัดการการผลิตสามารถส่งการเปลี่ยนแปลงนั้นไปยังสถานีได้ก่อนที่จะสร้างหน่วยถัดไป การควบคุมดังกล่าวเป็นเหตุผลสำคัญที่ผู้ผลิตใช้ซอฟต์แวร์ควบคุมการผลิตในสภาพแวดล้อมที่มีผลิตภัณฑ์หลากหลาย.
การเก็บรวบรวมข้อมูลและการบันทึกเหตุการณ์ในสายการผลิต
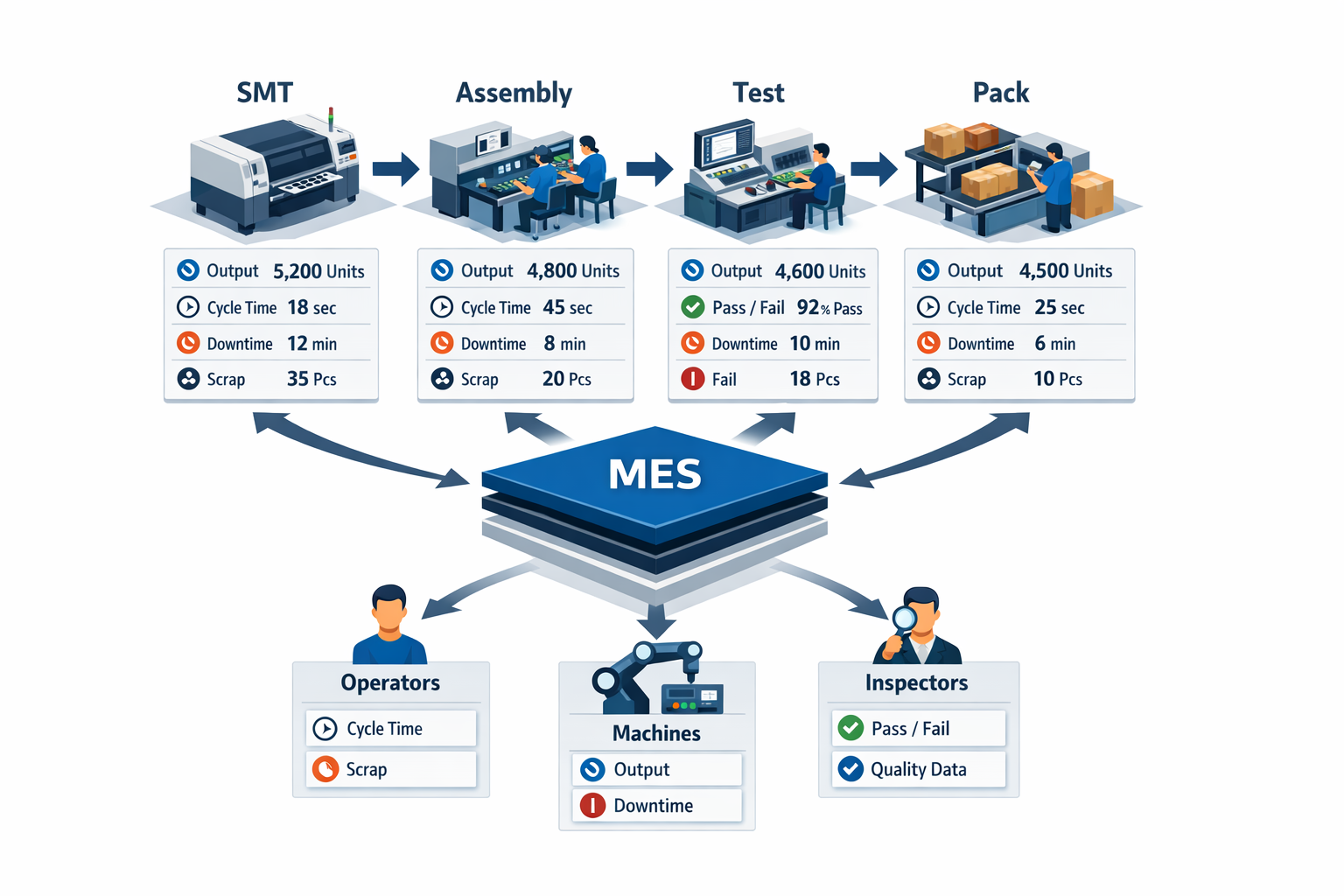
ความสามารถหลักของระบบ MES คือ บันทึกข้อมูลการผลิตขณะที่งานกำลังดำเนินอยู่, ไม่ใช่การสรุปในสเปรดชีตในอีกหลายชั่วโมงต่อมา ผู้ปฏิบัติงาน เครื่องจักร และผู้ตรวจสอบจะบันทึกปริมาณงานที่เสร็จสมบูรณ์ เวลาในการทำงาน สาเหตุของการหยุดทำงาน จำนวนเศษวัสดุ ผลการทดสอบ และข้อผิดพลาดที่เกิดขึ้นกับใบสั่งงานที่กำลังดำเนินการอยู่ ซึ่งจะสร้างบันทึกการทำงานแบบเรียลไทม์ แทนที่จะเป็นการสรุปแบบล่าช้าหลังจากสิ้นสุดกะการทำงาน.
ในสายการผลิตชิ้นส่วนอิเล็กทรอนิกส์ คำสั่งผลิตจะเคลื่อนจาก SMT ไปยังการประกอบและการทดสอบ และแต่ละสถานีจะเพิ่มข้อมูลของตนเอง ผู้ปฏิบัติงานบันทึกเวลาเริ่มต้นและสิ้นสุด สถานีทดสอบอัปโหลดผลการทดสอบว่าผ่านหรือไม่ผ่าน และเหตุการณ์ด้านคุณภาพ เช่น รอยบัดกรี หรือชิ้นส่วนที่ขาดหายไป จะเชื่อมโยงกับคำสั่งงานและประวัติของหน่วยเดียวกัน หัวหน้างานจึงสามารถตรวจสอบได้ว่าผลผลิตต่ำเกิดจากการหยุดชะงักของเครื่องป้อนชิ้นส่วน อัตราความล้มเหลวในการทดสอบครั้งแรกสูง หรือความไม่สมดุลของแรงงาน แทนที่จะคาดเดาจากยอดรวมสิ้นวัน.
การตรวจสอบคุณภาพระหว่างกระบวนการและการระงับการผลิต
A ระบบบริหารจัดการการผลิต ฝังตัวด้วย คุณภาพ ผสานรวมเข้ากับกระบวนการทำงาน แทนที่จะมองการตรวจสอบเป็นกระบวนการเอกสารแยกต่างหาก ซอฟต์แวร์ MES สามารถกำหนดให้มีการอนุมัติชิ้นงานแรก การตรวจสอบระหว่างกระบวนการ การกำหนดรหัสข้อบกพร่อง และการส่งต่อความไม่สอดคล้องก่อนที่จะอนุญาตให้ดำเนินการในขั้นตอนต่อไป ซึ่งมีประโยชน์อย่างยิ่งในกรณีที่คุณภาพผิดพลาดและมีค่าใช้จ่ายสูงในขั้นตอนต่อมา เช่น หลังจากการเคลือบป้องกันความชื้นหรือการทดสอบการทำงานขั้นสุดท้าย.
ในตัวอย่างชิ้นส่วนอิเล็กทรอนิกส์เดียวกันนี้ หน่วยประกอบ 10 ชิ้นแรกอาจต้องได้รับการตรวจสอบและอนุมัติก่อนที่สายการผลิตจะดำเนินต่อไปด้วยความเร็วเต็มที่ หากอัตราความชำรุดเกินเกณฑ์ที่กำหนดไว้ในขั้นตอนการทดสอบ ICT หรือการทดสอบการทำงาน ระบบสามารถสั่งระงับการผลิตในล็อตนั้นและส่งไปตรวจสอบใหม่ได้ ซึ่งจะเปลี่ยนการควบคุมคุณภาพจากเพียงแค่การรายงานผลไปเป็นการควบคุมการดำเนินงานภายในระบบการจัดการการผลิตประจำวัน.
การตรวจสอบย้อนกลับและลำดับวงศ์ตระกูลระหว่างวัสดุและผลิตภัณฑ์สำเร็จรูป
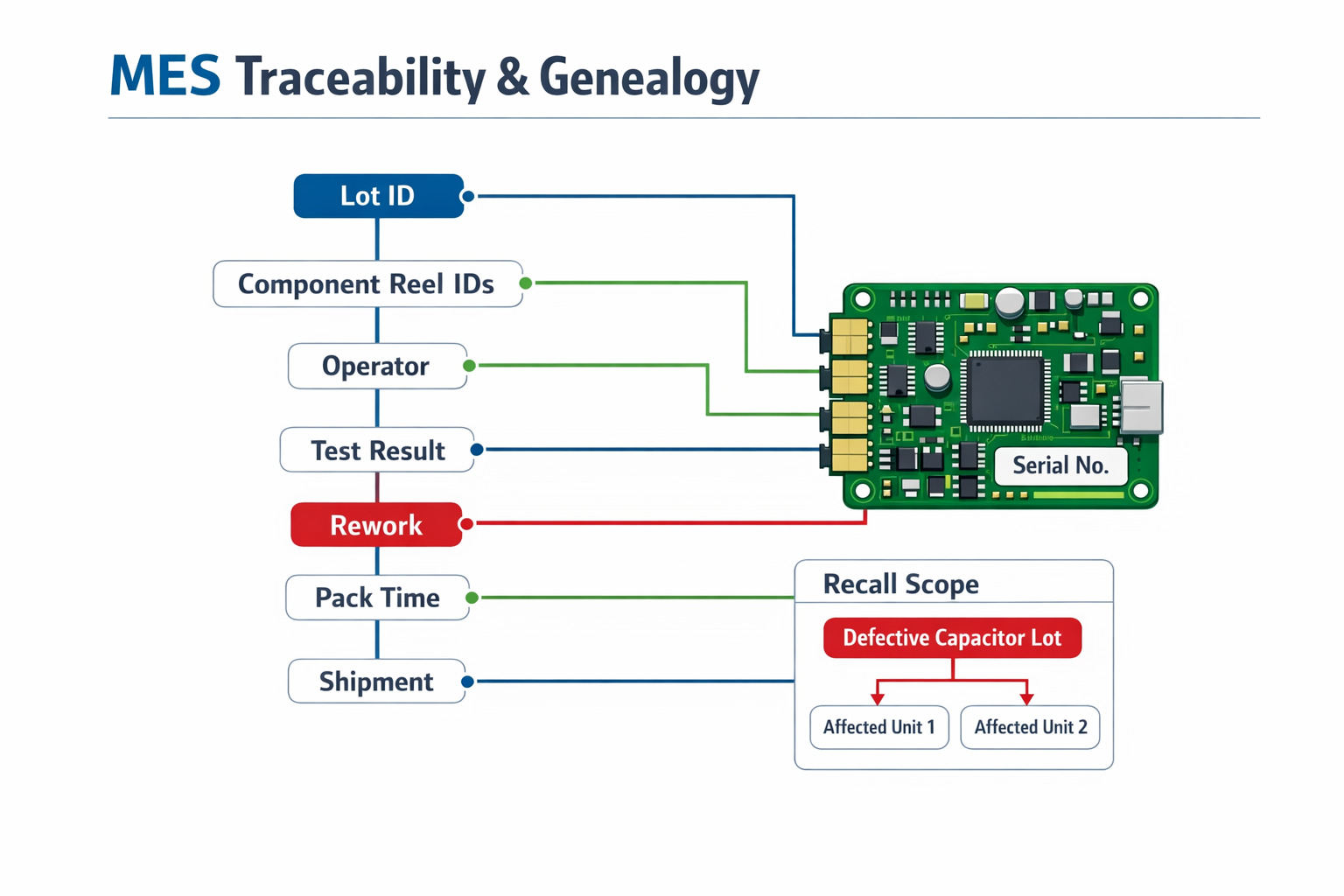
การตรวจสอบย้อนกลับ นี่คือจุดที่ระบบการจัดการการผลิตจำนวนมากแสดงคุณค่าที่ชัดเจนที่สุด ระบบนี้เชื่อมโยงล็อตวัตถุดิบ ม้วนชิ้นส่วน การกระทำของผู้ปฏิบัติงาน ขั้นตอนการทำงานของเครื่องจักร การตรวจสอบ บันทึกการแก้ไข และหมายเลขซีเรียลสุดท้ายเข้าไว้ในบันทึกประวัติเดียวกัน สำหรับผู้ผลิตที่เผชิญกับข้อร้องเรียนจากลูกค้า การเรียกร้องการรับประกัน หรือการตรวจสอบตามกฎระเบียบ ประวัติเหล่านี้อาจเป็นตัวกำหนดความแตกต่างระหว่างการดำเนินการควบคุมที่ตรงเป้าหมายและการเรียกคืนสินค้าในวงกว้างที่มีค่าใช้จ่ายสูง.
ในสายการผลิตโมดูลควบคุม หมายเลขซีเรียลของแผงวงจรพิมพ์ (PCB) แต่ละหมายเลขสามารถเชื่อมโยงกับล็อตของสารบัดกรี รหัสของม้วนชิ้นส่วน ผู้ปฏิบัติงานประกอบ ผลลัพธ์จากสถานีทดสอบ และเวลาการบรรจุภัณฑ์ได้ หากพบว่าล็อตของตัวเก็บประจุมีข้อบกพร่องในภายหลัง ผู้ผลิตสามารถระบุได้อย่างแม่นยำว่าหน่วยสำเร็จรูปใดใช้ล็อตนั้นและจัดส่งไปที่ใด ระดับของข้อมูลลำดับชั้นดังกล่าวเป็นหนึ่งในเหตุผลที่สำคัญที่สุดที่ระบบการจัดการการผลิต (Manufacturing Execution System หรือ MASE) ถูกนำมาใช้ในสายการผลิตแบบแยกชิ้น.
การมองเห็นผลการปฏิบัติงานสำหรับหัวหน้างานและผู้จัดการ
ชั้นสุดท้ายคือ การมองเห็น. ซอฟต์แวร์ MES ช่วยให้หัวหน้างานสายการผลิตและผู้จัดการโรงงานมองเห็นภาพรวมของผลผลิต สินค้าที่อยู่ระหว่างการผลิต เวลาหยุดทำงาน การสูญเสียคุณภาพ และการปฏิบัติตามกำหนดการได้อย่างแม่นยำ โดยมักจะแสดงข้อมูลตามกะ สายการผลิต ผลิตภัณฑ์ หรือสถานีงาน แทนที่จะรอรายงานตอนเช้า พวกเขาสามารถเข้าไปแก้ไขปัญหาได้ในขณะที่ปัญหายังคงส่งผลกระทบต่อการผลิตในวันนี้.
สำหรับสายการผลิตอิเล็กทรอนิกส์ หัวหน้างานสามารถเห็นได้ว่าการผลิตแบบ SMT เป็นไปตามเป้าหมาย แต่การทดสอบขั้นสุดท้ายกำลังสร้างปัญหาคอขวด เนื่องจากผลผลิตรอบแรก (first-pass yield) ลดลงจาก 98% เหลือ 93% ในชั่วโมงที่ผ่านมา ผู้จัดการโรงงานสามารถเปรียบเทียบผลผลิตที่วางแผนไว้กับผลผลิตจริงในแต่ละสายการผลิต และระบุจุดที่การสูญเสียระหว่างการเปลี่ยนสายการผลิตส่งผลกระทบต่อความเสี่ยงในการส่งมอบ นี่คือคุณค่าในชีวิตประจำวันของระบบการจัดการการผลิต (Manufacturing Execution System): มันเชื่อมโยงงาน ข้อมูล และการตัดสินใจเข้าด้วยกันอย่างแน่นหนา เพื่อปรับปรุงการควบคุมในโรงงาน.
MES เทียบกับ ERP และระบบการจัดการการผลิตอื่นๆ
แต่ละระบบมีหน้าที่อะไรบ้าง
ปัญหาการเลือกซอฟต์แวร์จำนวนมากเริ่มต้นจากความเข้าใจผิดง่ายๆ คือ การมองว่าการวางแผน การดำเนินการ การตรวจสอบ และการควบคุมเวิร์กโฟลว์เป็นสิ่งเดียวกัน ในความเป็นจริงแล้ว มันไม่ใช่เช่นนั้น. อีอาร์พี บริหารจัดการด้านการวางแผนธุรกิจและธุรกรรมต่างๆ; เมส บริหารจัดการการดำเนินงานด้านการผลิตในโรงงาน; สกาดา ระบบตรวจสอบและควบคุมสัญญาณของอุปกรณ์ และการจัดการการดำเนินงานการผลิตในวงกว้าง อาจรวมฟังก์ชันหลายอย่างเข้าด้วยกัน ทั้งด้านการผลิต คุณภาพ การบำรุงรักษา และประสิทธิภาพ หากคุณทำให้ขอบเขตเหล่านั้นไม่ชัดเจน คุณอาจลงเอยด้วยการซื้อซอฟต์แวร์ MES ที่มีขนาดใหญ่เกินไป สำหรับปัญหาที่แท้จริงแล้วเป็นเพียงการวางแผน การรวบรวมข้อมูล หรือการกำหนดเส้นทางการอนุมัติ.
MES เทียบกับ ERP: การวางแผนเทียบกับการดำเนินการ
วิธีที่เข้าใจได้ในทางปฏิบัติที่สุด MES เทียบกับ ERP กล่าวคือ ระบบ ERP จะตัดสินใจว่าควรผลิตอะไร ในขณะที่ซอฟต์แวร์ MES จะช่วยสนับสนุนการผลิต ควบคุมกระบวนการผลิตแบบเรียลไทม์. ระบบ ERP จัดการความต้องการ การจัดซื้อ การประเมินมูลค่าสินค้าคงคลัง ข้อมูลหลัก การคำนวณต้นทุน และคำสั่งผลิตในระดับธุรกิจ ในขณะที่ระบบการจัดการการผลิต (MSPS) จะทำงานใกล้ชิดกับการปฏิบัติงานมากขึ้น โดยเปลี่ยนคำสั่งเหล่านั้นให้เป็นรายการจัดส่ง งานของผู้ปฏิบัติงาน บันทึกการบริโภค การตรวจสอบคุณภาพ และสถานะการผลิตจริง ในโรงงานส่วนใหญ่ ระบบ ERP จะตอบคำถามว่า "มีการวางแผนอะไรไว้บ้าง และมีต้นทุนเท่าไหร่" ในขณะที่ระบบการจัดการการผลิตจะตอบคำถามว่า "ตอนนี้กำลังเกิดอะไรขึ้น ในสายการผลิตใด ใช้วัตถุดิบอะไร และได้ผลลัพธ์อย่างไร"“
ตัวอย่างเช่น ในโรงงานผลิตชิ้นส่วนยานยนต์ ระบบ ERP อาจออกใบสั่งงานสำหรับชุดประกอบเบรก 5,000 ชุด และกำหนดวันครบกำหนดและวัสดุที่ต้องการ จากนั้นซอฟต์แวร์ MES จะจัดลำดับคำสั่งซื้อตามสายการผลิต บันทึกข้อมูลการผลิตระดับหมายเลขซีเรียลหรือหมายเลขล็อต ติดตามของเสีย และระงับขั้นตอนถัดไปหากการทดสอบแรงบิดล้มเหลว หากผู้ซื้อคาดหวังว่าระบบ ERP เพียงอย่างเดียวจะจัดการการควบคุมแบบเรียลไทม์เหล่านั้น ผลที่ได้มักจะเป็นการป้อนข้อมูลล่าช้า การตรวจสอบย้อนกลับที่อ่อนแอ และการแก้ไขปัญหาด้วยตนเองในสายการผลิต.
MRP เหมาะสมกับจุดไหน
ราคาขายปลีกที่แนะนำ มักสับสนกับ เมส เนื่องจากทั้งสองอย่างเชื่อมโยงกับคำสั่งผลิต แต่มีจุดประสงค์ที่แตกต่างกัน MRP คำนวณว่าต้องการวัสดุอะไรบ้าง จำนวนเท่าไหร่ และเมื่อไหร่ โดยอิงจากการคาดการณ์ รายการวัสดุ (BOM) ระยะเวลานำส่ง และยอดคงเหลือในสินค้าคงคลัง โดยพื้นฐานแล้วมันคือเครื่องมือวางแผน ซึ่งมักจะอยู่ภายใน ERP หรือเชื่อมต่ออย่างแน่นหนากับ ERP มันไม่สามารถทดแทนซอฟต์แวร์ควบคุมการผลิตในโรงงานได้ เพราะมันไม่สามารถบันทึกการกระทำของผู้ปฏิบัติงาน สถานะการเสร็จสิ้นในระดับเครื่องจักร หรือการตัดสินใจด้านคุณภาพระหว่างกระบวนการได้.
MES เทียบกับ SCADA: การปฏิบัติงานเทียบกับการตรวจสอบอุปกรณ์
สกาดา ระบบ SCADA นั้นมีลำดับความสำคัญต่ำกว่าระบบ MES มันรวบรวมข้อมูลเครื่องจักรและกระบวนการจาก PLC เซ็นเซอร์ และอุปกรณ์ควบคุม จากนั้นแสดงสัญญาณเตือน ค่ากระบวนการ และสถานะของอุปกรณ์สำหรับการควบคุมดูแล ระบบ MES ใช้ข้อมูลบางส่วนจากระบบ SCADA แต่หน้าที่ของมันกว้างกว่า คือเชื่อมโยงเหตุการณ์ของเครื่องจักรเข้ากับใบสั่งงาน ผู้ปฏิบัติงาน วัสดุ บันทึกคุณภาพ และตรรกะการผลิต กล่าวโดยสรุป SCADA บอกคุณว่าเครื่องหยุดทำงานเวลา 10:14 น. ในขณะที่ MES บอกคุณว่ากำลังดำเนินการตามคำสั่งซื้อใด ปริมาณที่ได้รับผลกระทบคือเท่าใด เวลาหยุดทำงานเกินเกณฑ์หรือไม่ และควรดำเนินการอย่างไรต่อไป.
ตัวอย่างทางอิเล็กทรอนิกส์ที่ใช้งานได้จริงจะช่วยให้เห็นความแตกต่างได้อย่างชัดเจน เตาอบรีโฟลว์อาจรายงานความเบี่ยงเบนของอุณหภูมิผ่านระบบ SCADA แต่เลเยอร์ MES จะเป็นตัวกำหนดว่า PCB ชุดใดกำลังอยู่ในกระบวนการ ควรแยกกักชุดนั้นหรือไม่ และต้องเริ่มการตรวจสอบในขั้นตอนถัดไปหรือไม่ หากทีมไอทีซื้อ SCADA โดยคาดหวังว่าจะช่วยแก้ปัญหาเรื่องการตรวจสอบย้อนกลับและการกำหนดเส้นทาง พวกเขายังคงต้องการเลเยอร์อื่นสำหรับการดำเนินการและการควบคุมการบันทึกข้อมูล.
วิธีการทำงานร่วมกันของระบบต่างๆ
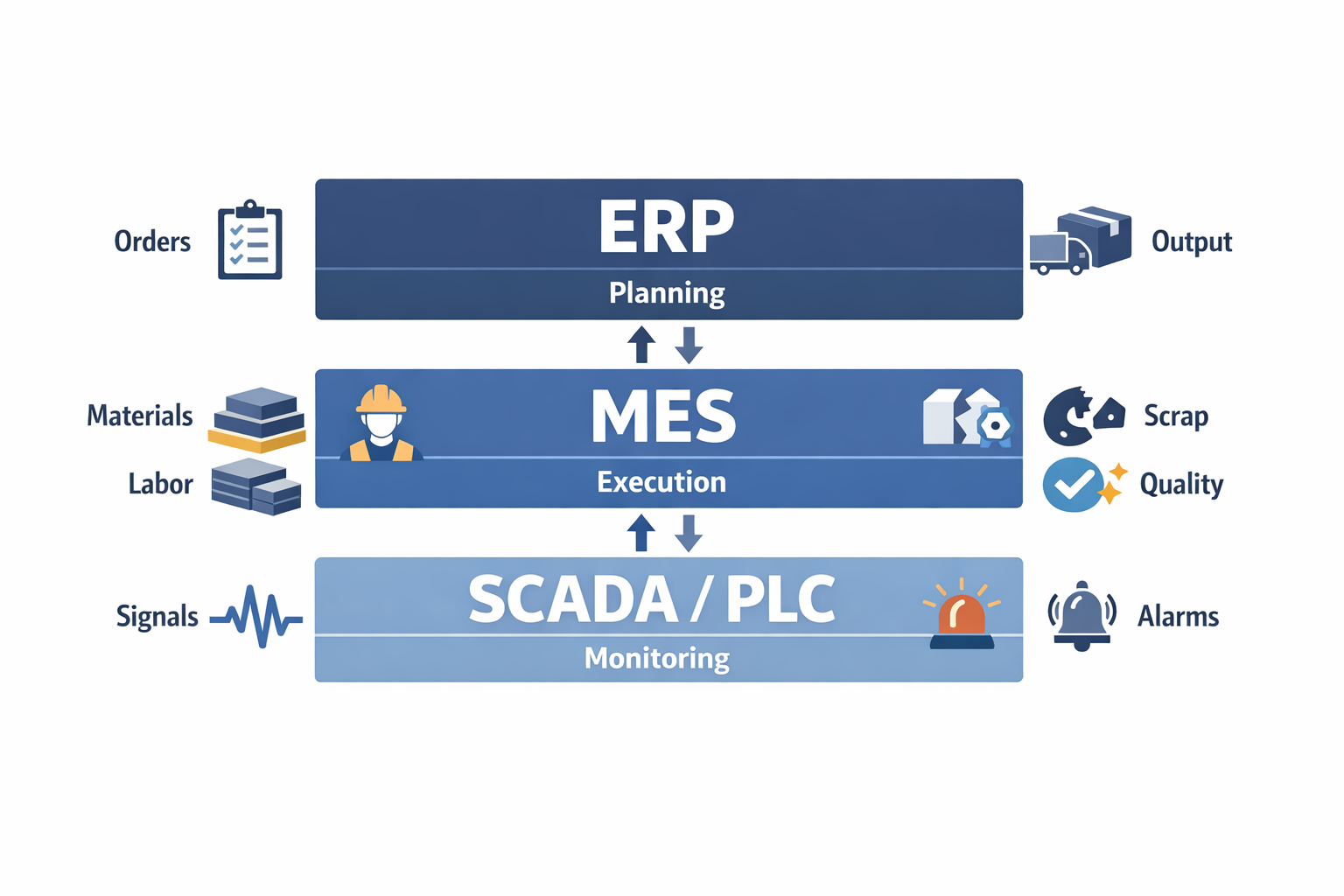
แบบจำลองทางความคิดที่มีประโยชน์อย่างหนึ่งคือการจัดเรียงแบบซ้อน: ระบบ ERP อยู่ในระดับแนวหน้าสำหรับการวางแผน, เมส ตรงกลางใช้สำหรับการประมวลผล และ PLC/SCADA อยู่ที่ระดับอุปกรณ์สำหรับการตรวจสอบและควบคุม. ข้อมูลควรมีการเคลื่อนย้ายทั้งสองทิศทาง ระบบ ERP ส่งคำสั่งซื้อ วัสดุ และมาตรฐานลงไปด้านล่าง ระบบการจัดการการผลิตส่งผลผลิตจริง แรงงาน ของเสีย และสถานะขึ้นไปด้านบน ระบบ SCADA และเครื่องจักรส่งสัญญาณและข้อมูลประสิทธิภาพไปยังระบบ MES หรือระบบจัดเก็บข้อมูล เมื่อออกแบบชั้นต่างๆ เหล่านี้ได้ดี แต่ละระบบก็จะทำหน้าที่ของตนเองแทนที่จะกลายเป็นส่วนทดแทนที่ไม่ลงตัวกับระบบอื่น.
เครื่องมือเวิร์กโฟลว์เหมาะสมกับการใช้งานในด้านใดบ้าง
ไม่ใช่ทุกความต้องการด้านการปฏิบัติงานจะต้องอยู่ภายในแพลตฟอร์ม MES เต็มรูปแบบ โรงงานหลายแห่งยังต้องการเครื่องมือจัดการเวิร์กโฟลว์สำหรับการอนุมัติ การจัดการข้อผิดพลาด คำขอซ่อมบำรุง การตรวจสอบความเบี่ยงเบน การลงนามอนุมัติการเคลียร์สายการผลิต หรือการกำหนดเส้นทางการแก้ไขข้อบกพร่อง กระบวนการเหล่านี้อยู่ติดกับการบริหารจัดการการผลิต และมักมีความเปลี่ยนแปลงอยู่ตลอดเวลาหรือเฉพาะเจาะจงกับแต่ละแผนกมากเกินไปที่จะแก้ไข MES ด้วยการเขียนโค้ดตายตัวทุกครั้งที่มีการเปลี่ยนแปลงแบบฟอร์ม กฎ หรือเส้นทางการยกระดับปัญหา นั่นคือจุดที่ซอฟต์แวร์เวิร์กโฟลว์ที่ยืดหยุ่นเข้ามามีบทบาทในการจัดการการดำเนินงานการผลิตในวงกว้าง.
ตัวอย่างเช่น ในโรงงานผลิตแบบแยกชิ้นทั่วไป ระบบ MES หลักอาจบันทึกการดำเนินการตามคำสั่งซื้อและเวลาหยุดทำงาน แต่เลเยอร์เวิร์กโฟลว์แยกต่างหากอาจจัดการการอนุมัติจากหัวหน้างานสำหรับการแก้ไขงาน การกำหนดเส้นทาง CAPA และการส่งมอบงานดิจิทัลระหว่างฝ่ายผลิตและฝ่ายคุณภาพ หากบริษัทบังคับให้ทุกกระบวนการปฏิบัติงานเข้าสู่ระบบ ERP ผลที่ได้มักจะเป็นการขอเปลี่ยนแปลงที่ล่าช้า หากบังคับให้ทุกกระบวนการเข้าสู่ระบบ MES ผลที่ได้อาจเป็นความซับซ้อนและต้นทุนที่ไม่ตรงกับความต้องการที่แท้จริง.
เหตุใดขอบเขตเหล่านี้จึงมีความสำคัญต่อผู้ซื้อ
คำถามหลักในการเลือกซื้อไม่ใช่ว่าหมวดหมู่ไหนดูทันสมัยกว่า แต่เป็นว่าระบบใดที่จะช่วยแก้ปัญหาการตัดสินใจเชิงปฏิบัติการที่คุณต้องการปรับปรุง หากปัญหาของคุณคือการวางแผนอย่างเป็นระบบ การจัดหาวัสดุ และการจัดซื้อจัดจ้างให้สอดคล้องกัน ให้เริ่มต้นด้วย ERP และ MRP หากปัญหาของคุณคือการดำเนินการตามคำสั่งซื้อแบบเรียลไทม์ การตรวจสอบย้อนกลับ และการควบคุมการผลิตในโรงงาน ระบบการจัดการการผลิต (MRP) คือคำตอบที่เหมาะสม หากปัญหาของคุณคือการมองเห็นสถานะของอุปกรณ์ สัญญาณเตือน และค่ากระบวนการ SCADA คือระบบที่เหมาะสม หากปัญหาของคุณคือการอนุมัติเฉพาะโรงงานและกระบวนการปฏิบัติงานที่เปลี่ยนแปลงอย่างรวดเร็ว เวิร์กโฟลว์ที่ยืดหยุ่นหรือ ทางเลือก MES อาจใช้งานได้จริงมากกว่าการขยายห้องชุดแบบดั้งเดิม.
เมื่อใดที่ซอฟต์แวร์ MES แบบดั้งเดิมเหมาะสม และเมื่อใดที่มันกลายเป็นภาระมากเกินไป
ซอฟต์แวร์ MES แบบดั้งเดิมมอบมูลค่าที่ชัดเจนในจุดใดบ้าง
แบบดั้งเดิม เมส ซอฟต์แวร์ยังคงเป็นตัวเลือกที่เหมาะสมในโรงงานหลายแห่ง หากคุณดำเนินงานขนาดใหญ่ที่มีสายการผลิตหลายสาย พร้อมการปฏิบัติตามมาตรฐานคุณภาพอย่างเข้มงวด กระบวนการที่ได้รับการตรวจสอบ และข้อกำหนดด้านการตรวจสอบย้อนกลับที่สูง ระบบการจัดการการผลิตแบบครบวงจร (Manufacturing Execution System หรือ MSSE) สามารถให้การควบคุมในระดับที่สเปรดชีต แบบฟอร์มแบบสแตนด์อะโลน และเครื่องมือขนาดเล็กไม่สามารถทำได้ โดยเฉพาะอย่างยิ่งในภาคส่วนต่างๆ เช่น ยานยนต์ อุปกรณ์ทางการแพทย์ อวกาศ และอิเล็กทรอนิกส์ที่อยู่ภายใต้การกำกับดูแล ซึ่งการเคลื่อนย้ายสินค้าทุกล็อต การกระทำของผู้ปฏิบัติงาน ขั้นตอนกระบวนการ และผลลัพธ์ด้านคุณภาพทุกอย่างอาจจำเป็นต้องได้รับการบันทึกและตรวจสอบได้.
ตัวอย่างที่ดีคือซัพพลายเออร์ชิ้นส่วนยานยนต์ที่ผลิตชิ้นส่วนสำคัญด้านความปลอดภัยในโรงงานหลายแห่ง ในสภาพแวดล้อมเช่นนั้น ธุรกิจอาจต้องการระบบติดตามการผลิตแบบครบวงจร การกำหนดเส้นทางการผลิตที่ชัดเจน การติดตามชิ้นส่วนแบบมีหมายเลขประจำเครื่อง การบูรณาการเครื่องจักร และการควบคุมการเปลี่ยนแปลงอย่างเข้มงวดในทุกกะและทุกสถานที่ ในกรณีนี้ ระบบการจัดการการผลิต (MES) ไม่ได้เป็นเพียงแค่เรื่องของการมองเห็นภาพรวมเท่านั้น แต่ยังเป็นส่วนหนึ่งของวิธีการที่บริษัทพิสูจน์การปฏิบัติตามกฎระเบียบ จัดการการเรียกคืนสินค้า และปกป้องความสัมพันธ์กับลูกค้า สำหรับการดำเนินงานประเภทนี้ ขนาดและโครงสร้างของระบบ MES ที่สมบูรณ์แบบมักจะคุ้มค่ากับการลงทุน.
ระบบ MES แบบดั้งเดิมก็เหมาะสมเช่นกันเมื่อการดำเนินการต้องประสานงานอย่างแน่นหนากับระบบ ERP ข้อมูลเครื่องจักร และกระบวนการจัดการการผลิตที่เป็นทางการ หากแผนการผลิต การรายงานแรงงาน การบริโภควัสดุ การกักเก็บคุณภาพ และสถานะการบำรุงรักษาทั้งหมดต้องไหลผ่านตรรกะของระบบที่มีการควบคุม แพลตฟอร์มที่ครอบคลุมมากขึ้นสามารถลดความเสี่ยงในการดำเนินงานได้ ในกรณีเหล่านี้ คำถามไม่ใช่ MES กับ ERP แต่เป็นวิธีการที่ทั้งสองระบบทำงานร่วมกันโดยไม่มีช่องว่างระหว่างการวางแผนและการดำเนินการ.
เหตุใดโปรเจกต์ MES จึงมักให้ความรู้สึกหนักหน่วง
ความท้าทายคือ การควบคุมที่มีประสิทธิภาพมักมาพร้อมกับความพยายามในการดำเนินการที่สูง ขึ้นอยู่กับความซับซ้อนของโรงงาน การติดตั้งระบบ MES โดยทั่วไปต้องใช้เวลา 6 ถึง 18 เดือน, และการนำระบบไปใช้งานในระดับองค์กรอาจใช้เวลานานขึ้นเมื่อรวมขั้นตอนการทำแผนผังกระบวนการ การบูรณาการ การตรวจสอบความถูกต้อง การทดสอบ และการนำระบบไปใช้งานทีละไซต์ งานวิจัยจากนักวิเคราะห์ในอุตสาหกรรมแสดงให้เห็นอย่างสม่ำเสมอว่า โครงการซอฟต์แวร์ด้านการผลิตล้มเหลวหรือหยุดชะงัก ไม่ใช่เพราะกรณีการใช้งานไม่ถูกต้อง แต่เป็นเพราะการประเมินขอบเขต การจัดการการเปลี่ยนแปลง และความซับซ้อนของการบูรณาการต่ำเกินไป.
การปรับแต่งตามความต้องการเฉพาะเป็นอีกประเด็นหนึ่งที่มักก่อให้เกิดความขัดแย้ง หลายๆ คน เมส แพลตฟอร์มสามารถกำหนดค่าได้ แต่ก็ไม่เสมอไป ยืดหยุ่นได้ ในลักษณะที่ทีมงานในโรงงานคาดหวังเมื่อขั้นตอนการทำงานในท้องถิ่นเปลี่ยนแปลงไปทุกสัปดาห์หรือทุกเดือน โรงงานอาจต้องการปรับเส้นทางการอนุมัติข้อบกพร่อง เพิ่มขั้นตอนการตรวจสอบครั้งแรกใหม่ หรือเปลี่ยนตรรกะเหตุผลการหยุดทำงาน แต่กลับพบว่าการเปลี่ยนแปลงนั้นต้องการการสนับสนุนจากผู้เชี่ยวชาญ วงจรการทดสอบอย่างเป็นทางการ หรือที่ปรึกษาจากผู้จำหน่าย ซึ่งทำให้การปรับปรุงช้าลงในสภาพแวดล้อมที่หัวหน้างานต้องการการพัฒนาซอฟต์แวร์ควบคุมการผลิตและขั้นตอนการทำงานที่เกี่ยวข้องอย่างรวดเร็ว.
การพึ่งพาที่ปรึกษา เพิ่มต้นทุน นอกเหนือจากค่าลิขสิทธิ์ซอฟต์แวร์แล้ว โปรแกรม MES ระดับโลกมักเกี่ยวข้องกับผู้บูรณาการระบบ สถาปนิกโซลูชัน นักพัฒนาอินเทอร์เฟซ ผู้เชี่ยวชาญด้านการตรวจสอบ และทรัพยากรไอทีภายในองค์กรในระยะยาว สำหรับโรงงานขนาดใหญ่ที่อยู่ภายใต้การกำกับดูแล อาจเป็นที่ยอมรับได้ แต่สำหรับผู้ผลิตขนาดกลาง อาจทำให้เป้าหมายการเปลี่ยนผ่านสู่ดิจิทัลที่สมเหตุสมผลกลายเป็นโครงการลงทุนขนาดใหญ่ที่มีระยะเวลาคืนทุนยาวนานและค่าใช้จ่ายในการบริหารจัดการองค์กรสูง.
ภาระในการบริหารจัดการการเปลี่ยนแปลงมักถูกประเมินต่ำเกินไป
แม้ว่าแพลตฟอร์มจะมีความสมบูรณ์ทางเทคนิค แต่การนำไปใช้งานอาจยากกว่าที่คาดไว้ ระบบการจัดการการผลิต (Manufacturing Execution System) เปลี่ยนแปลงวิธีการที่ผู้ปฏิบัติงานรายงานการทำงาน วิธีการที่หัวหน้างานจัดการกับข้อผิดพลาด วิธีการที่ทีมควบคุมคุณภาพปล่อยผลิตภัณฑ์ และวิธีการที่ฝ่ายไอทีกำกับดูแลการเปลี่ยนแปลงกระบวนการ หากโรงงานขาดระเบียบวินัยด้านข้อมูลหลักที่เข้มแข็ง เส้นทางการผลิตที่มั่นคง และความรับผิดชอบที่ชัดเจนในกระบวนการผลิต ซอฟต์แวร์อาจเปิดเผยจุดอ่อนขององค์กรได้เร็วกว่าที่ธุรกิจจะแก้ไขได้.
นี่คือเหตุผลที่โครงการ MES บางโครงการประสบปัญหาในโรงงานที่ยังอยู่ในขั้นตอนการกำหนดมาตรฐานการปฏิบัติงานหลัก ระบบอาจได้รับการออกแบบมาสำหรับการดำเนินการที่ครบวงจรและมีการควบคุมอย่างเข้มงวด ในขณะที่โรงงานยังคงใช้คำแนะนำการทำงานที่ไม่สอดคล้องกัน การอนุมัติที่ไม่เป็นทางการ หรือวิธีการรายงานที่ไม่เชื่อมโยงกัน ในสถานการณ์เช่นนั้น ซอฟต์แวร์อาจไม่ได้ผิดพลาด แต่จังหวะเวลาอาจไม่เหมาะสม.
กรอบการตัดสินใจเชิงปฏิบัติ
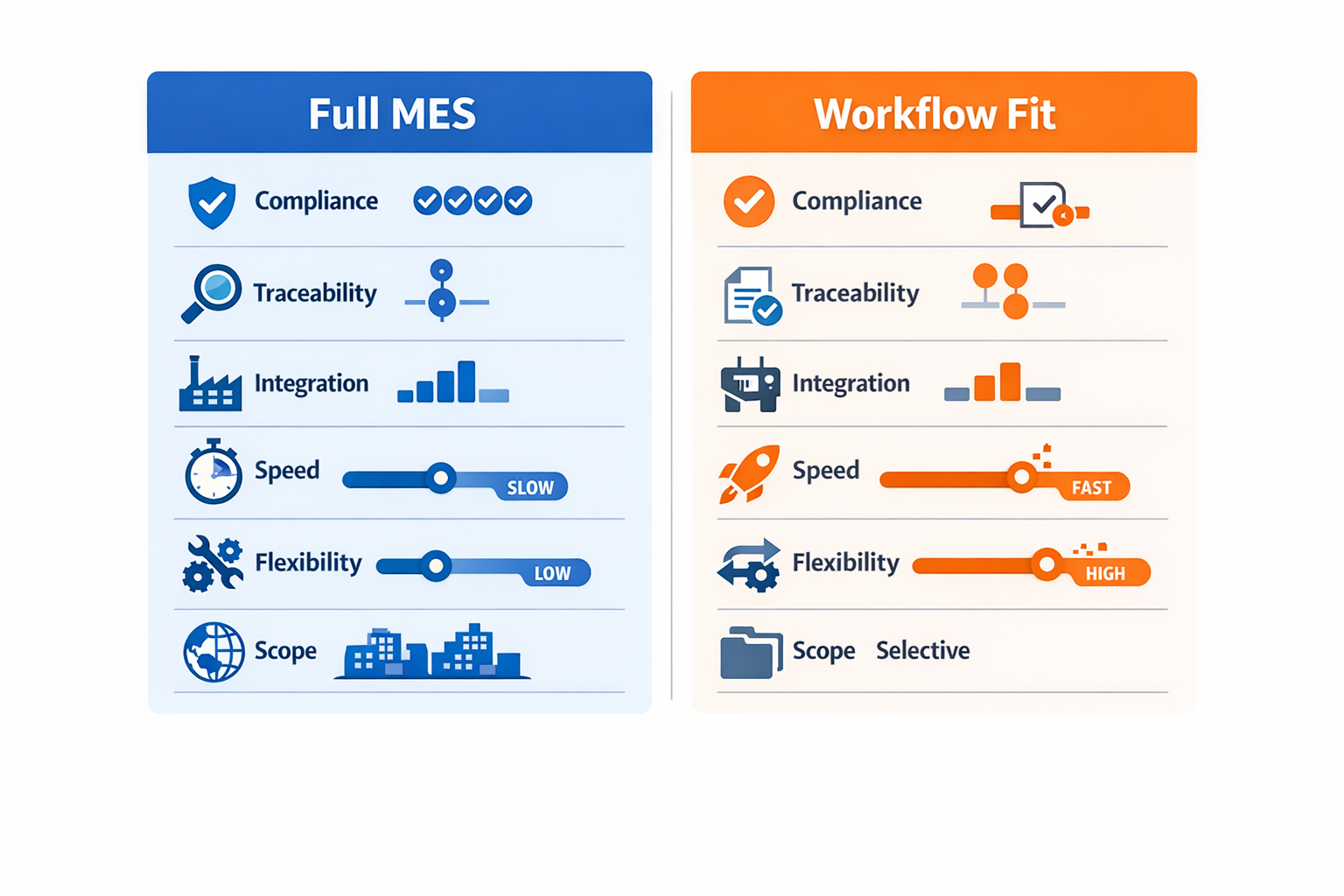
คำถามสำคัญในการซื้อซอฟต์แวร์ MES ไม่ใช่ว่าซอฟต์แวร์นั้นดีหรือไม่ดี แต่คือคุณต้องการเลเยอร์การดำเนินการที่ครอบคลุมกระบวนการที่ซับซ้อน หรือคุณต้องการเพียงแค่แปลงขั้นตอนการทำงานที่มีความยุ่งยากสูงไม่กี่ขั้นตอนให้เป็นดิจิทัลอย่างรวดเร็วเท่านั้น เมส โดยทั่วไปแล้ว ความเหมาะสมมักบ่งชี้ถึงแรงกดดันด้านการปฏิบัติตามกฎระเบียบที่สูง การตรวจสอบย้อนกลับอย่างละเอียด การบูรณาการเครื่องจักรและระบบ ERP และการกำกับดูแลหลายไซต์ ส่วนความเหมาะสมของการแปลงเวิร์กโฟลว์ให้เป็นดิจิทัลแบบเจาะจงเป้าหมาย มักบ่งชี้ถึงโรงงานที่ต้องการบันทึกการผลิตแบบดิจิทัล การกำหนดเส้นทางการจัดการข้อบกพร่อง เวิร์กโฟลว์การยกระดับปัญหา และแดชบอร์ดแบบเรียลไทม์ มากกว่าที่จะต้องการชุดซอฟต์แวร์แบบครบวงจรในวันแรก.
ลองพิจารณาโรงงานขนาดกลางที่มีการเปลี่ยนแปลงคำสั่งซื้อบ่อยครั้งและใช้วิธีการผลิตที่หลากหลาย โรงงานดังกล่าวอาจไม่จำเป็นต้องใช้ระบบการจัดการการผลิตแบบครบวงจรในทุกขั้นตอนการผลิต แต่ก็อาจต้องการการรายงานผลการทำงานที่ชัดเจนยิ่งขึ้น การจัดการความคลาดเคลื่อนที่รวดเร็วขึ้น และการมองเห็นภาพรวมของการบริหารจัดการที่ดีขึ้น หากปัญหาจำกัดอยู่เฉพาะขั้นตอนการทำงานที่เลือกไว้ แทนที่จะเป็นการควบคุมการทำงานแบบครบวงจรตั้งแต่ต้นจนจบ ระบบ MES แบบครบวงจรอาจกลายเป็นภาระมากเกินไปเมื่อเทียบกับช่องว่างในการดำเนินงานจริง.
ที่ ความไม่ตรงกัน นี่คือสิ่งที่ผลักดันให้เกิดการค้นหาทางเลือกอื่นแทน MES โรงงานไม่ได้ปฏิเสธการจัดการการผลิตแบบดิจิทัล แต่พยายามหลีกเลี่ยงการซื้อเกินความจำเป็น เมื่อมีเพียงไม่กี่ขั้นตอนการทำงานที่ผิดพลาด แนวทางที่ดีกว่าอาจเป็นการแปลงขั้นตอนการทำงานเหล่านั้นให้เป็นดิจิทัลก่อน พิสูจน์คุณค่าได้อย่างรวดเร็ว และตัดสินใจในภายหลังว่าสถาปัตยกรรม MES ที่ครอบคลุมกว่านั้นยังจำเป็นอยู่หรือไม่.
ทางเลือก MES ที่ยืดหยุ่น: การใช้เวิร์กโฟลว์แบบไม่ต้องเขียนโค้ดสำหรับการผลิต คุณภาพ และการมองเห็นภาพรวม
ไม่ใช่ทุกโรงงานที่จำเป็นต้องใช้ระบบการจัดการการผลิตแบบเต็มรูปแบบ
ผู้ผลิตบางรายมาถึงจุดที่ถึงจุดที่ต้องดำเนินการอย่างเต็มรูปแบบ ระบบบริหารจัดการการผลิต รู้สึกว่าใหญ่เกินไปสำหรับปัญหาเร่งด่วนที่พวกเขาต้องการแก้ไข พวกเขาอาจไม่ต้องการซอฟต์แวร์ควบคุมการผลิตแบบครบวงจรในทุกสายการผลิต เครื่องจักร และสถานที่ แต่พวกเขาต้องการการควบคุมที่เข้มงวดมากขึ้นในด้านบันทึกการผลิต การอนุมัติคุณภาพ การตอบสนองต่อเวลาหยุดทำงาน และบันทึกการตรวจสอบย้อนกลับ ในกรณีเหล่านี้ ความต้องการที่แท้จริงมักไม่ใช่ "ซื้อซอฟต์แวร์ MES ตอนนี้" แต่เป็น "แปลงกระบวนการทำงานที่ทำให้การผลิตช้าลงในปัจจุบันให้เป็นดิจิทัล" นั่นคือจุดที่ทางเลือก MES ที่ยืดหยุ่นกว่าจะมีความเหมาะสม.
โดยเฉพาะอย่างยิ่งในโรงงานขนาดกลางที่มีระดับความพร้อมของกระบวนการทำงานที่แตกต่างกันไปในแต่ละแผนก โรงงานอาจมีระบบ ERP สำหรับการวางแผนและสินค้าคงคลังอยู่แล้ว แต่ยังคงใช้แบบฟอร์มกระดาษ โปรแกรมติดตามใน Excel และข้อความ WhatsApp สำหรับการตรวจสอบสายการผลิต การตรวจสอบชิ้นงานแรก และการแจ้งปัญหาการบำรุงรักษา ในสถานการณ์เช่นนี้ ช่องว่างไม่ได้อยู่ที่ระบบ ERP เอง และไม่จำเป็นต้องเป็นการตัดสินใจว่าจะใช้ระบบ MES หรือ ERP อย่างเต็มรูปแบบ ช่องว่างอยู่ที่การดำเนินการตามขั้นตอนการทำงานในระดับโรงงาน.
แนวทางการจัดการกระบวนการผลิตแบบไม่ต้องเขียนโค้ด
Jodoo ระบบนี้เหมาะสมกับจุดกึ่งกลางนี้เป็นอย่างดี เพราะช่วยให้ทีมปฏิบัติการสร้างเวิร์กโฟลว์การจัดการการผลิตที่ตรงเป้าหมายได้โดยไม่ต้องรอการใช้งาน MES อย่างเต็มรูปแบบ แทนที่จะแทนที่ทุกฟังก์ชันของซอฟต์แวร์ MES แบบดั้งเดิม ระบบนี้สามารถแปลงกระบวนการเฉพาะที่คล้ายกับ MES ให้เป็นดิจิทัลได้ เช่น การติดตามการผลิต จุดตรวจสอบคุณภาพ คำขอซ่อมบำรุง แบบฟอร์มการตรวจสอบย้อนกลับ เส้นทางการอนุมัติ และแดชบอร์ดของผู้ควบคุมงาน ซึ่งช่วยให้ทีมงานในโรงงานสามารถปรับเปลี่ยนได้อย่างรวดเร็วเมื่อ SOP เปลี่ยนแปลง ข้อกำหนดการตรวจสอบจากลูกค้าใหม่ปรากฏขึ้น หรือสายการผลิตหนึ่งต้องการการควบคุมการไหลที่แตกต่างจากอีกสายการผลิตหนึ่ง สำหรับโรงงานหลายแห่ง ความยืดหยุ่นนี้มีความสำคัญในระยะสั้นมากกว่าการใช้งานระบบการจัดการการผลิตแบบครอบคลุมทั้งหมดในคราวเดียว.
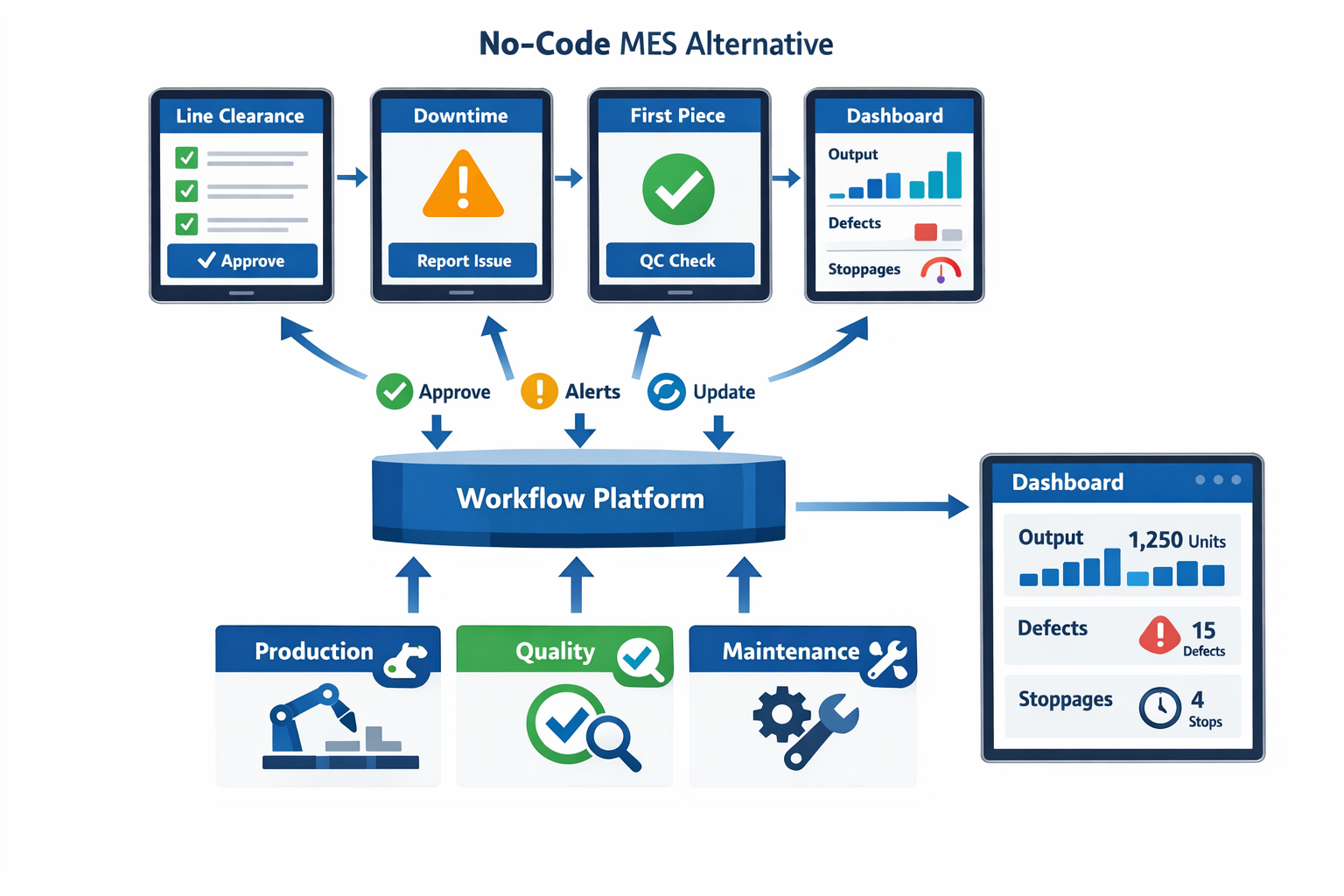
ลองพิจารณาผู้ผลิตชิ้นส่วนอิเล็กทรอนิกส์ขนาดกลางที่ผลิตแผงควบคุมสำหรับอุปกรณ์อุตสาหกรรม แทนที่จะเริ่มต้นโครงการระบบการจัดการการผลิต (Manufacturing Execution System) เต็มรูปแบบทั่วทั้งโรงงาน โรงงานแห่งนี้เริ่มต้นด้วยขั้นตอนการทำงานที่มีแรงเสียดทานสูงสี่ขั้นตอนก่อน Jodoo: การตรวจสอบความพร้อมของสายการผลิตก่อนเปลี่ยนรุ่น การแจ้งเตือนเวลาหยุดทำงานระหว่างการประกอบ การอนุมัติการตรวจสอบชิ้นงานแรกเมื่อเริ่มกะ และแดชบอร์ดสำหรับผู้ควบคุมงานแบบเรียลไทม์เพื่อดูผลผลิต ข้อบกพร่อง และการหยุดชะงัก แต่ละเวิร์กโฟลว์ได้รับการกำหนดค่าเป็นแอปที่เชื่อมต่อกันพร้อมแบบฟอร์มตามบทบาท ตรรกะการอนุมัติ การแจ้งเตือน และมุมมองแดชบอร์ด ดังนั้นการผลิต คุณภาพ และการบำรุงรักษาจึงทำงานจากบันทึกแบบเรียลไทม์เดียวกัน แทนที่จะใช้ไฟล์แยกต่างหาก.
แอปพลิเคชันแบบโมดูลาร์ครอบคลุมเวิร์กโฟลว์ที่คล้ายกับ MES ได้อย่างไร
ในระบบนี้ หัวหน้างานจะกรอกแบบฟอร์มตรวจสอบความถูกต้องแบบดิจิทัลบนแท็บเล็ตก่อนเริ่มงานใหม่ โดยแนบรูปถ่ายและยืนยันเครื่องมือ วัสดุ และสถานะการแก้ไขเอกสาร หากพบความไม่ตรงกัน ระบบจะระงับการปล่อยงานและแจ้งหัวหน้างานทันที เมื่อเกิดการหยุดทำงาน พนักงานจะบันทึกปัญหาจากสายการผลิต ส่งต่อไปยังฝ่ายซ่อมบำรุงตามประเภทของปัญหา และติดตามเวลาตอบสนองและสถานะการปิดงานโดยไม่ต้องออกจากแท่นทำงาน การตรวจสอบชิ้นงานแรกใช้หลักการเดียวกัน โดยเจ้าหน้าที่ฝ่ายคุณภาพจะตรวจสอบการวัด บันทึกผล และปล่อยงานผลิตหลังจากได้รับการอนุมัติเท่านั้น.
เนื่องจากแอปพลิเคชันเหล่านี้ใช้ข้อมูลร่วมกัน โรงงานจึงสามารถสร้างเลเยอร์การดำเนินงานที่มีน้ำหนักเบา ซึ่งทำงานคล้ายกับส่วนต่างๆ ของระบบการจัดการการผลิต (MES) โดยไม่จำเป็นต้องอ้างว่าเป็นระบบ MES ระดับองค์กรทั้งหมด ข้อมูลเหตุการณ์การผลิต ผลลัพธ์ด้านคุณภาพ และการดำเนินการบำรุงรักษา สามารถป้อนเข้าสู่แดชบอร์ดเดียว ทำให้มองเห็นแนวโน้มได้ตามกะการทำงาน สายการผลิต กลุ่มผลิตภัณฑ์ หรือรหัสข้อบกพร่อง หากโรงงานต้องการเพิ่มการจัดการความไม่สอดคล้อง การอนุมัติการแก้ไข หรือการแจ้งเตือนการสอบเทียบในภายหลัง เวิร์กโฟลว์สามารถขยายได้โดยไม่ต้องสร้างระบบใหม่ทั้งหมด ความเป็นโมดูลาร์นี้มักเป็นเหตุผลหลักที่บริษัทต่างๆ ประเมินทางเลือกอื่นนอกเหนือจาก MES ตั้งแต่แรก.
รูปแบบการเป็นเจ้าของในระดับโรงงานในทางปฏิบัติเป็นอย่างไร
โมเดลแบบไม่ต้องเขียนโค้ดยังเปลี่ยนบทบาทของผู้ที่สามารถปรับปรุงระบบได้อีกด้วย ในโครงการซอฟต์แวร์ MES แบบดั้งเดิมหลายโครงการ แม้แต่การเปลี่ยนแปลงหน้าจอเล็กน้อยหรือการอัปเดตกฎการอนุมัติก็ยังต้องพึ่งพาที่ปรึกษาภายนอกหรือฝ่ายไอทีส่วนกลาง แต่ด้วยโมเดลนี้ Jodoo, โดยทั่วไปแล้ว ผู้จัดการโรงงาน วิศวกรกระบวนการ หรือทีม CI สามารถรับผิดชอบการเปลี่ยนแปลงเวิร์กโฟลว์ได้โดยตรง ในขณะที่ฝ่ายไอทียังคงควบคุมสิทธิ์ การบูรณาการ และโครงสร้างข้อมูล ซึ่งจะช่วยลดระยะเวลาตั้งแต่ "กระบวนการนี้ล้มเหลวในสายการผลิต" ไปจนถึง "เวิร์กโฟลว์ได้รับการอัปเดตแล้ว"“
วิธีการนี้เหมาะกับสถานการณ์ใดมากที่สุด
แนวทางนี้ได้ผลดีที่สุดเมื่อคุณให้ความสำคัญกับการควบคุมเวิร์กโฟลว์การดำเนินงานเฉพาะอย่างรวดเร็ว มากกว่าการจัดการเครื่องจักร คำสั่งซื้อ และกระบวนการทั้งหมดในโรงงาน หากคุณต้องการแบบฟอร์มที่กำหนดค่าได้ ตรรกะการอนุมัติ การบันทึกการตรวจสอบย้อนกลับ บันทึกการทำงานดิจิทัล และแดชบอร์ดแบบเรียลไทม์ แพลตฟอร์มแบบไม่ต้องเขียนโค้ดสามารถครอบคลุมส่วนสำคัญระหว่าง ERP และระบบการจัดการการผลิตแบบเต็มรูปแบบได้ มันเหมาะสมอย่างยิ่งสำหรับผู้ผลิตที่ต้องการพิสูจน์คุณค่าทีละรายการ จากนั้นจึงขยายผลตามผลลัพธ์ มันไม่ใช่สิ่งที่จะมาทดแทน MES ทุกรูปแบบในองค์กรได้ทั้งหมด แต่บ่อยครั้งมันเป็นเส้นทางที่เร็วกว่าในการนำไปสู่การปรับปรุงที่วัดผลได้.
สรุป: วิธีเลือกเส้นทางที่เหมาะสมสำหรับโรงงานของคุณ
การเลือกที่เหมาะสมนั้นขึ้นอยู่กับระดับการควบคุม การกำหนดมาตรฐาน และความลึกของระบบที่โรงงานของคุณต้องการจริง ๆ แบบดั้งเดิม ระบบการจัดการการผลิต ระบบ MES เหมาะสมอย่างยิ่งเมื่อคุณต้องการการจัดการการผลิตแบบครบวงจร การบูรณาการเชิงลึกระหว่างเครื่องจักรและองค์กร การตรวจสอบย้อนกลับที่เข้มงวด และการสนับสนุนที่แข็งแกร่งสำหรับการดำเนินงานที่ซับซ้อนในหลายสถานที่หรือภายใต้ข้อกำหนดที่เข้มงวด หากสภาพแวดล้อมของคุณมีลักษณะคล้ายกับการจัดหาชิ้นส่วนยานยนต์ อุปกรณ์ทางการแพทย์ หรืออุปกรณ์อิเล็กทรอนิกส์ปริมาณมากที่มีข้อกำหนดด้านการปฏิบัติตามกฎระเบียบที่เข้มงวด ระบบ MES แบบครบวงจรอาจเป็นการลงทุนระยะยาวที่เหมาะสม.
แต่ผู้ผลิตหลายรายกำลังแก้ปัญหาที่แคบกว่านั้น พวกเขาต้องการทดแทนเอกสารกระดาษ สเปรดชีต และการอนุมัติที่ไม่เชื่อมโยงกันในด้านต่างๆ เช่น การรายงานการผลิต การตรวจสอบคุณภาพ การแจ้งปัญหาการหยุดทำงาน คำขอซ่อมบำรุง และการมองเห็นภาพรวมของผู้ควบคุมงาน ในกรณีเหล่านั้น ทางเลือกที่เน้นเฉพาะด้านและยืดหยุ่นสามารถส่งมอบมูลค่าได้เร็วกว่า ด้วยความเสี่ยงในการใช้งานที่ต่ำกว่า และพึ่งพาที่ปรึกษาหรือโค้ดที่เขียนขึ้นเองน้อยลง.
หากคุณให้ความสำคัญกับการปรับปรุงขั้นตอนการทำงานเฉพาะส่วนในโรงงานโดยไม่ต้องลงทุนกับการติดตั้งระบบ MES ที่ใช้เวลานาน Jodoo ก็เป็นอีกทางเลือกที่น่าพิจารณา เนื่องจากเป็นแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ด, Jodoo ช่วยให้ทีมปฏิบัติการสร้างและปรับใช้เวิร์กโฟลว์การผลิต คุณภาพ การบำรุงรักษา และแดชบอร์ดให้สอดคล้องกับความต้องการที่แท้จริงในโรงงาน คุณสามารถ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่าแนวทางแบบโมดูลาร์เหมาะสมกับโรงงานของคุณมากกว่าโปรแกรม MES แบบเต็มรูปแบบหรือไม่.


