
カテゴリー別に閲覧する
はじめに:製造実行システムが再び注目を集めた理由
多くの工場では、機械が停止するのではなく、情報が不足しているために重要な生産時間が失われます。作業員は生産量を遅れて記録し、監督者は紙の書類やスプレッドシートで品質問題を追跡し、管理者はシフト終了後に初めて問題に気づきます。 製造実行システム(MES) 工場責任者らは、日々の業務を遅らせることなく、より厳格な生産管理、より強力なトレーサビリティ、リアルタイムでの可視性を求めており、これらの点が再び積極的に見直されている。.
数年前と比べて、今はプレッシャーがさらに高まっています。リードタイムの短縮、顧客監査要件の強化、需要の変動性の高さなどにより、オペレーションディレクターやITチームは、製造現場のデジタル化を長期プロジェクトとして扱うことはもはやできません。月次報告だけでなく、日々の意思決定を支援するために、生産指示、作業員の入力、品質記録、パフォーマンスデータを迅速に連携させるシステムが必要なのです。.
この記事では、評価を実践的な観点から解説します。まず、製造実行システムが製造現場で実際にどのような役割を果たすのかを見ていきます。次に、MESソフトウェアをERP、SCADA、その他の製造オペレーションシステムと比較し、従来のMESプラットフォームがどのような点で価値を発揮し、どのような点で柔軟性に欠けるのかを検証します。最後に、より柔軟なワークフローベースの代替システムが最適な場合を探ります。.
製造実行システムが製造現場で実際に行っていること
A 製造実行システム 生産計画と実際の生産実行の中間に位置するのがMES(製造実行システム)です。実際には、MESソフトウェアは、最新の指示、リアルタイムのステータス、各工程で何が起こったかの記録に基づき、監督者、作業員、品質管理チームがシフトを円滑に進めるのに役立ちます。ERP(企業資源計画)が工場に製造すべきものを指示するのに対し、生産実行システムは、その作業が生産ライン上で分単位でどのように実行されるかを制御するのに役立ちます。.
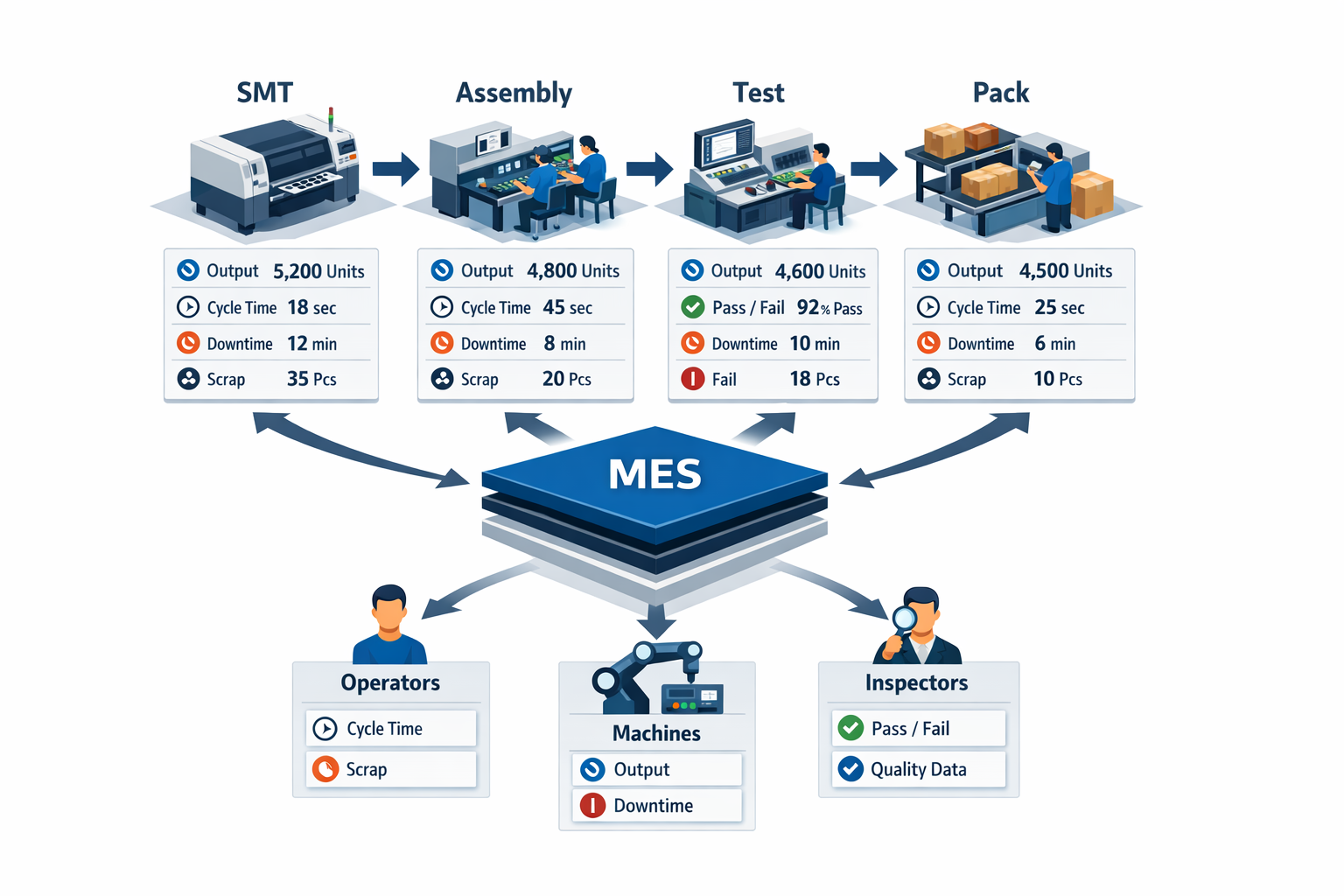
具体的に説明するために、プリント基板(PCB)ベースの制御モジュールを製造する電子機器組立ラインを例に挙げてみましょう。工場では2,000個の生産注文を受け、SMT実装、手動組立、テスト、ラベリング、最終梱包といった複数の作業ステーションに分割して生産します。現場管理システムはこれらの工程を調整し、適切な作業、作業員の作業、材料ロット、そして品質結果が生産工程全体を通して常に連携するようにします。.
生産ディスパッチングと作業順序付け
製造実行システムの最初の仕事の1つは 生産指示の発送 適切なライン、ステーション、またはオペレーターへ。印刷された作業指示書や口頭での引き継ぎに頼る代わりに、システムは納期、機械の稼働状況、段取り替えロジック、または材料の準備状況に基づいて作業の優先順位を付けることができます。これは、フィーダーのセットアップが遅れたり、部品リールが不足したりすると全体のスケジュールが狂ってしまう電子機器組立において重要です。.
当社の制御モジュールラインでは、MESはBOMの改訂、ルーティング、および予定数量を確認した後、承認済みの次の作業指示をSMTに送信します。また、上流バッチの検査がまだ完了していない場合は、下流のテスト指示を保留することもできます。このように、生産実行システムは管理的な役割ではなく、運用的な役割を担います。つまり、単に指示を表示するだけでなく、実際の製造現場の状況に基づいて作業の順序付けを支援するのです。.
作業指示書およびオペレーター向けガイダンス
作業が開始されると、, MESソフトウェア を届けます 正しい指示 使用現場で、作業者は製造中の製品の改訂版に対応した最新の標準作業手順書(SOP)、組立図、トルク仕様、試験方法、品質チェックポイントなどを確認できます。頻繁に設計変更が行われる工場では、これにより、作業者が古いPDFファイルや更新されていない印刷された指示書に従ってしまうリスクを軽減できます。.
電子機器製造ラインでは、手作業組立の作業員が作業指示書をスキャンすると、最新のはんだ付け規格、コネクタの向きを示す画像、ESD対策チェックリストが即座に表示されます。エンジニアリング部門が特定の基板リビジョンの再加工基準を更新した場合、製造実行システムは次のユニットが製造される前にその変更を該当ステーションに反映させることができます。このような制御機能こそが、多品種少量生産環境で製造業者が現場制御ソフトウェアを使用する大きな理由の一つです。.
製造現場におけるデータ収集とイベント記録
MESの中核機能とは 作業の進行に合わせて生産データを取得する, 数時間後にスプレッドシートにまとめるのではなく、作業員、機械、検査員が、進行中の作業指示書に基づいて、完了数量、サイクルタイム、ダウンタイムの理由、不良品数、テスト結果、例外事項を記録します。これにより、シフト終了後に遅れてまとめられた要約ではなく、実行状況をリアルタイムで記録できます。.
電子機器製造ラインでは、生産指示はSMTから組立、そしてテストへと進み、各ステーションで独自のデータが追加されます。作業員は開始時刻と終了時刻を記録し、テストステーションは合否判定結果をアップロードします。また、はんだブリッジや部品の欠落といった品質関連の事象は、同じ作業指示書と製品履歴に紐付けられます。これにより、管理者は、一日の終わりの合計値から推測するのではなく、生産量低下の原因がフィーダーの停止、初回不良率の高さ、あるいは労働力の不均衡のいずれにあるのかを把握できます。.
工程内品質チェックと保留
A 製造実行システム また埋め込みも 品質 作業の流れに組み込むことで、検査を独立した紙ベースのプロセスとして扱うのではなく、MESソフトウェアは、次のステップに進む前に、初回品の承認、工程内チェック、欠陥のコード化、不適合品のルーティングを必須とすることができます。これは、コンフォーマルコーティング後や最終機能テスト後など、わずか数工程後に品質不良によるコスト増につながる場合に特に有効です。.
同じ電子機器の例では、最初の10個の組み立て済みユニットは、生産ラインがフルスピードで稼働する前に検査承認が必要となる場合があります。ICT(検査・検査・評価)または機能テストで不良率が閾値を超えた場合、システムはバッチを保留し、レビューのために送付することができます。これにより、品質管理は単なる報告作業から、日々の製造業務管理における実行制御メカニズムへと変化します。.
材料および完成品全体にわたるトレーサビリティと系譜
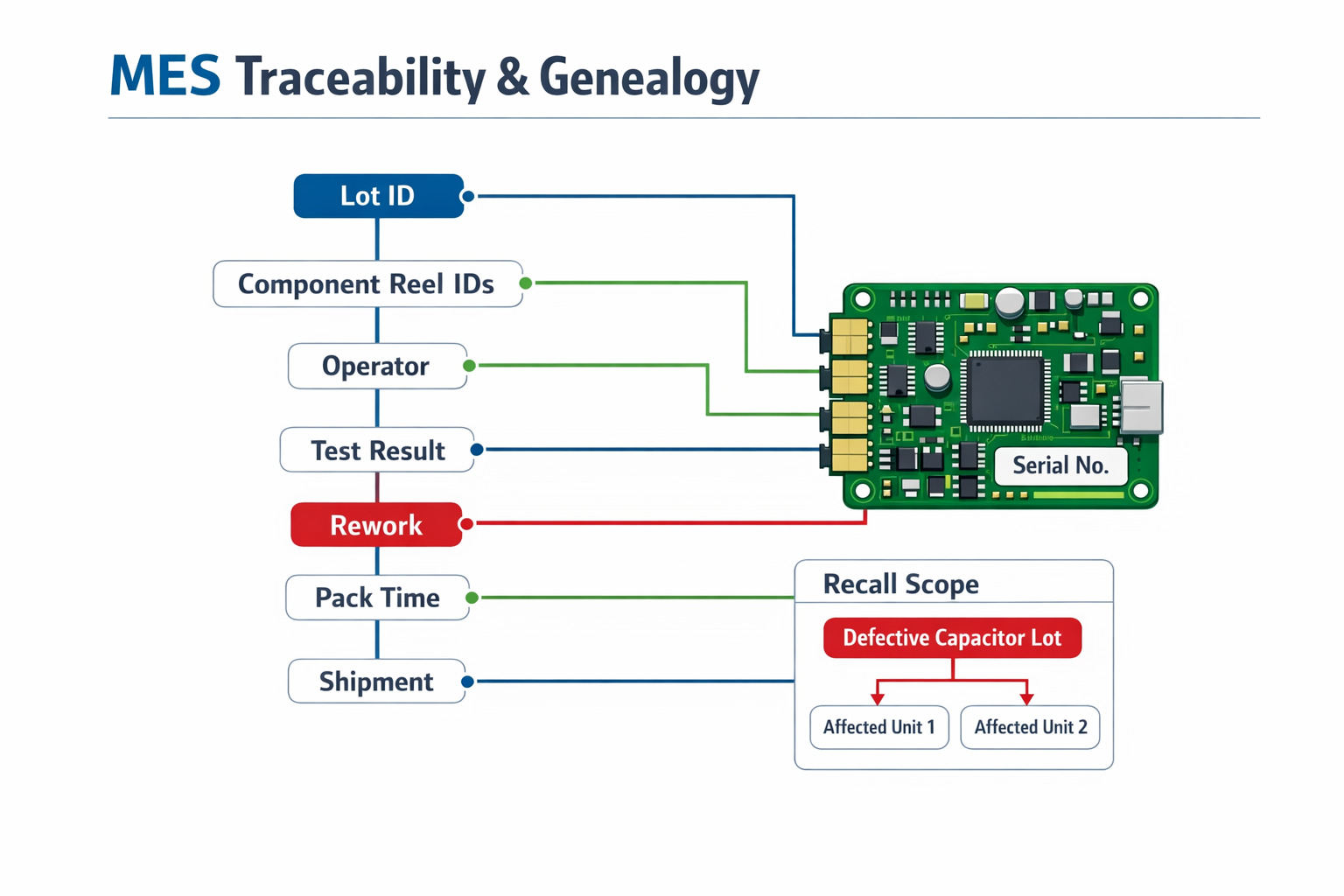
トレーサビリティ 多くの生産実行システムが真価を発揮するのは、まさにこの点です。このシステムは、原材料ロット、部品リール、作業員の作業、機械工程、検査、再加工記録、最終シリアル番号を一つの系譜記録にリンクさせます。顧客からの苦情、保証請求、あるいは規制監査に直面する製造業者にとって、この履歴は、的を絞った封じ込め措置と、広範囲にわたる高額なリコールとの分かれ目となる可能性があります。.
制御モジュールラインでは、各PCBのシリアル番号を、はんだペーストのロット、部品リールID、組立作業者、テストステーションの結果、および梱包タイムスタンプに紐付けることができます。コンデンサのロットに欠陥が見つかった場合、製造業者はそのロットを使用した完成品を正確に特定し、それらがどこに出荷されたかを把握できます。このような詳細な履歴管理は、個別生産ラインに製造実行システムを導入する最も実用的な理由の一つです。.
監督者および管理者向けの業績可視化
最後の層は 可視性. MESソフトウェアは、生産量、仕掛品、ダウンタイム、品質損失、スケジュール遵守状況などを、シフト、ライン、製品、または作業ステーションごとにリアルタイムで把握できるように、ラインリーダーや工場管理者に情報を提供します。朝の報告を待つことなく、問題が今日の生産に影響を与えているうちに介入することが可能です。.
電子機器ラインの場合、SMTは目標を達成しているものの、最終テストでボトルネックが発生していることが監督者に分かります。これは、過去1時間で初回合格率が98%から93%に低下したためです。工場長は、各ラインの計画生産量と実績生産量を比較し、段取り替えによる損失が納期リスクに影響を与えている箇所を特定できます。これが、製造実行システムの日常的な価値です。作業、データ、意思決定を密接に連携させることで、製造現場の管理を向上させることができるのです。.
MESとERPおよびその他の製造オペレーションシステムとの比較
各システムが果たすべき役割
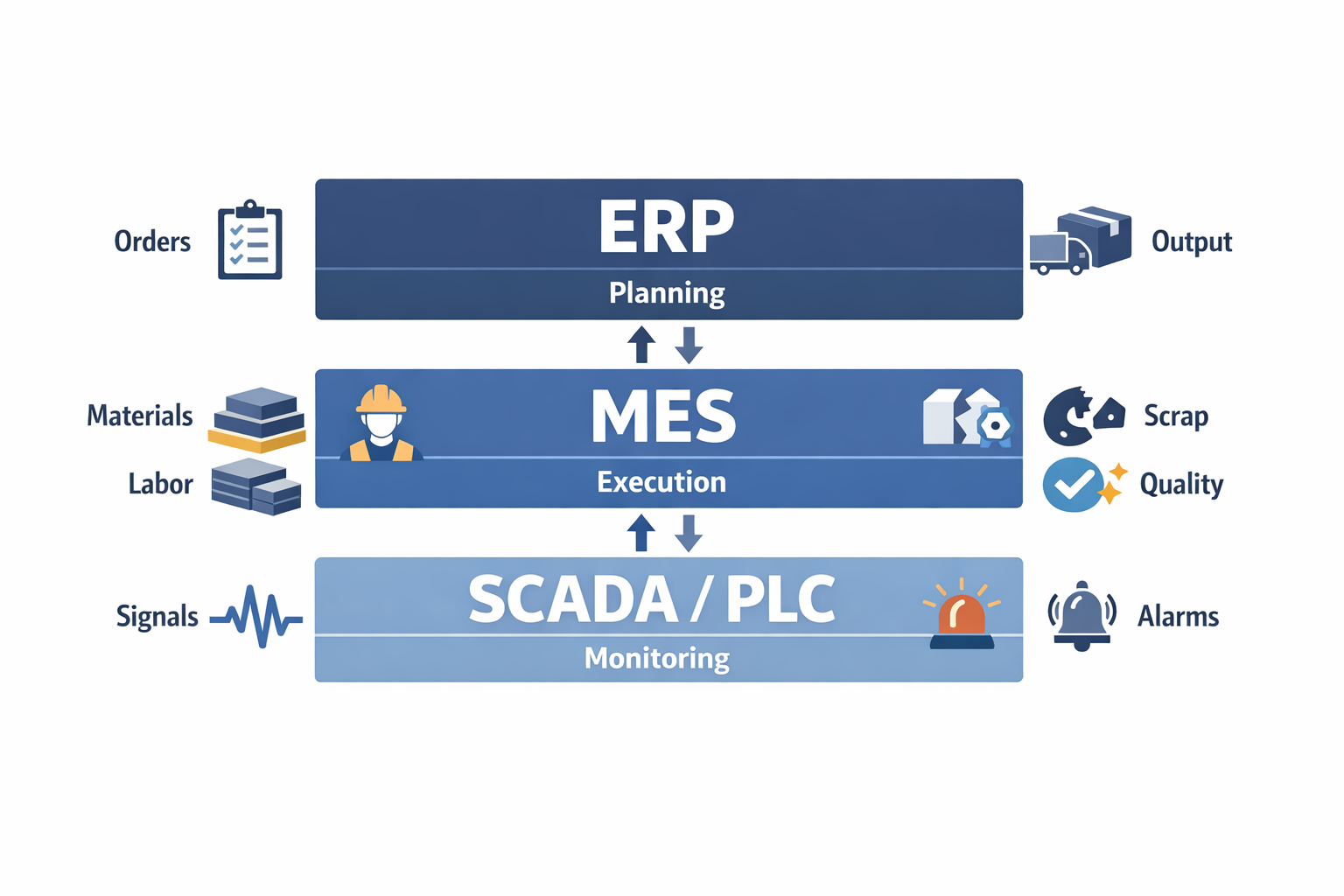
ソフトウェア選定における多くの問題は、単純な間違いから始まります。それは、計画、実行、監視、ワークフロー制御を同一の層として扱うことです。実際には、これらは同一ではありません。. ERP 事業計画および取引を管理する。; MES 製造現場における生産実行を管理する。; SCADA 監視や機器信号の制御を行うだけでなく、より広範な製造業務管理においては、生産、品質、保守、パフォーマンスといった複数の機能を統合することができます。これらの境界を曖昧にしてしまうと、本来はスケジューリング、データ収集、承認ルートといった問題に対して、高価なMESソフトウェアを購入してしまうことになりかねません。.
MESとERP:計画と実行
理解するための最も実践的な方法 MESとERPの比較 つまり、ERPは何を生産すべきかを決定し、MESソフトウェアはそれを支援するということです。 リアルタイムで製造方法を制御する. ERPは、事業レベルで需要、購買、在庫評価、マスタデータ、コスト集計、生産指示を処理します。製造実行システムは、より現場に近い位置にあり、これらの指示を出荷リスト、作業員のタスク、消費記録、品質チェック、実際の生産状況に変換します。ほとんどの工場では、ERPは「何が予定されていて、費用はいくらかかったか」という問いに答えるのに対し、製造実行システムは「現在、どのラインで、どの材料を使って、どのような結果が出ているか」という問いに答えます。“
例えば、自動車部品工場では、ERPシステムが5,000個のブレーキアセンブリの作業指示書を発行し、納期と資材要件を割り当てる場合があります。その後、MESソフトウェアがラインごとに注文を順序付け、シリアル番号またはロットレベルの生産データを記録し、不良品を追跡し、トルクテストが失敗した場合は次のステップをブロックします。もし購買担当者がERPシステムだけでこれらのリアルタイム制御を管理できると期待すると、通常はデータ入力の遅延、トレーサビリティの弱体化、そして現場での手作業による回避策といった結果になります。.
MRPが適用される場所
希望小売価格 と混同されることが多い MES どちらも生産指示書に関連していますが、目的は異なります。MRPは、予測、部品表(BOM)、リードタイム、在庫残高に基づいて、必要な資材の種類、量、時期を計算します。基本的には計画エンジンであり、通常はERPシステム内に組み込まれているか、またはERPシステムと密接に連携しています。オペレーターの操作、機械レベルの完了状況、工程内品質判断などを把握できないため、製造現場管理ソフトウェアに取って代わるものではありません。.
MESとSCADA:実行と機器監視
SCADA SCADAはMESよりも下位のシステム構成に属します。PLC、センサー、制御装置から機械およびプロセスデータを収集し、アラーム、プロセス値、機器の状態を監視制御用に表示します。MESもこれらのデータの一部を使用しますが、その役割はより広範です。機械イベントを作業指示、オペレーター、資材、品質記録、生産ロジックに接続します。簡単に言うと、SCADAは午前10時14分にプレスが停止したことを知らせるだけですが、MESはどの注文が実行中だったか、影響を受けた数量はどれくらいか、ダウンタイムがしきい値を超えたかどうか、次にどのようなアクションを実行すべきかを教えてくれます。.
電子機器の実例を挙げると、この違いは明らかです。リフロー炉はSCADAシステムを通じて温度偏差を報告するかもしれませんが、どのPCBバッチが処理中であったか、そのバッチを隔離すべきか、下流工程の検査を開始する必要があるかを判断するのはMESレイヤーです。ITチームがトレーサビリティとルーティングの問題を解決することを期待してSCADAシステムを導入したとしても、実行と記録管理のための別のレイヤーが依然として必要になります。.
システムスタックがどのように連携して動作するか
有用なメンタルモデルとして、スタックが挙げられます。 計画立案にはERPが最適、, MES 実行層には中間層、監視および制御層には機器層にPLC/SCADAを配置する。. データは双方向でやり取りされるべきです。ERPは注文、資材、標準情報を下位システムに送信し、製造実行システムは実際の生産量、労働時間、不良品、ステータス情報を上位システムに送信します。SCADAと機械は信号とパフォーマンスデータをMESまたは履歴データ管理システムに送信します。これらの階層が適切に設計されていれば、各システムは互いに不自然な代替手段となるのではなく、それぞれ本来の役割を果たします。.
ワークフローツールの活用場所
すべての運用要件がフルMESプラットフォームに収まるわけではありません。多くの工場では、承認、例外処理、保守依頼、逸脱レビュー、ラインクリアランスの承認、不適合ルーティングなどのためのワークフローツールも必要としています。これらのプロセスは製造実行に隣接しており、フォーム、ルール、エスカレーションパスが変更されるたびにハードコーディングされたMESの変更を行うには、動的すぎたり部門固有の要素が多すぎたりすることがよくあります。そこで、より広範な製造オペレーション管理において、柔軟なワークフローソフトウェアが役立つのです。.
例えば、一般的な個別生産型製造工場では、コアとなるMES(製造実行システム)が注文完了やダウンタイムを記録する一方で、別のワークフロー層が再加工の承認、CAPA(是正措置・予防措置)のルーティング、生産部門と品質管理部門間のデジタルハンドオフなどを管理する場合があります。企業がすべての業務プロセスをERP(企業資源計画)に無理やり組み込むと、変更要求の処理が遅くなる傾向があります。逆に、すべてのプロセスをMESソフトウェアに無理やり組み込むと、実際のニーズに合わない複雑さとコストが発生する可能性があります。.
なぜこれらの境界線が購入者にとって重要なのか
主な購入の質問は、どのカテゴリがより高度に聞こえるかではありません。改善する必要のある運用上の意思決定を解決するレイヤーです。有限計画、資材の可用性、調達の整合性が問題であれば、ERPとMRPから始めましょう。リアルタイムの注文実行、トレーサビリティ、製造現場の管理が問題であれば、製造実行システムが適切なレンズです。機器の状態の可視性、アラーム、プロセス値が問題であれば、SCADAが適切なレイヤーです。工場固有の承認と急速に変化する運用プロセスが問題であれば、柔軟なワークフローまたは MES代替案 従来のスイートを拡張するよりも、より実用的かもしれない。.
従来のMESソフトウェアが最適な場合と、重すぎる場合
従来型MESソフトウェアが明確な価値を提供する場面
伝統的 MES 多くの工場では、依然としてソフトウェアが最適な選択肢です。厳格な品質基準、検証済みのプロセス、高いトレーサビリティ要件を備えた大規模な複数ラインの操業を行っている場合、完全な製造実行システムは、スプレッドシート、スタンドアロンのフォーム、軽量ツールでは実現できない制御層を提供できます。これは、自動車、医療機器、航空宇宙、規制対象の電子機器などの分野では特に当てはまります。これらの分野では、ロットの移動、作業員の行動、プロセスステップ、品質結果のすべてを記録し、監査可能にする必要があるからです。.
良い例として、複数の工場で安全性が極めて重要な部品を生産する自動車部品サプライヤーが挙げられます。このような環境では、エンドツーエンドのトレーサビリティ、厳格なルーティング、シリアル番号付き部品追跡、機械統合、そしてシフトや拠点をまたいだ厳格な変更管理が必要となる場合があります。このような場合、生産実行システムは単なる可視性を提供するだけでなく、企業がコンプライアンスを証明し、リコールを管理し、顧客関係を保護するための手段の一部となります。このような事業においては、フルMESの規模と構造が投資に見合うだけの価値があると言えるでしょう。.
従来型のMESは、ERP、機械データ、および正式な製造オペレーション管理プロセスとの緊密な同期が必要な場合にも有効です。生産計画、労務報告、資材消費量、品質保留、および保守状況がすべて制御されたシステムロジックを介して流れる必要がある場合、より包括的なプラットフォームによって運用リスクを低減できます。このような場合、問題はMESとERPのどちらが良いかではなく、計画と実行の間にギャップを生じさせることなく、2つのシステムがどのように連携するかです。.
MESプロジェクトが重荷に感じられる理由
課題は、強力な制御には通常、多大な実装労力が伴うということです。プラントの複雑さにもよりますが、MESの導入には一般的に 6~18ヶ月, また、プロセス・マッピング、統合、検証、テスト、サイトごとの展開などが含まれると、エンタープライズ規模の展開にはより長い時間がかかる場合があります。業界アナリストによる調査では、製造業向けソフトウェア・プロジェクトが失敗したり停滞したりするのは、ユースケースが間違っているからではなく、スコープ、変更管理、統合の複雑さが過小評価されているためであることが一貫して示されています。.
カスタマイズもまた、よくある摩擦点の一つです。 MES プラットフォームは設定可能ですが、常にそうとは限りません フレキシブル 工場チームが期待するような、現場のワークフローが週ごとまたは月ごとに変更されるような状況です。工場では、不適合承認パスの調整、初回検査ステップの追加、ダウンタイム理由ロジックの変更などを行いたい場合、専門家のサポート、正式なテストサイクル、またはベンダーコンサルタントが必要になることがあります。これは、現場管理ソフトウェアや関連ワークフローの迅速な反復を必要とする環境では、改善のスピードを遅らせる原因となります。.
コンサルタントへの依存 コストが加算されます ソフトウェアライセンスそのものにとどまらず、グローバルMESプログラムには、システムインテグレーター、ソリューションアーキテクト、インターフェース開発者、検証スペシャリスト、そして社内ITリソースが長期間にわたって関与することがよくあります。大規模な規制対象工場であれば、これは許容範囲かもしれません。しかし、中規模製造業者にとっては、妥当なデジタル化目標が、回収期間が長く、組織運営上の負担が大きい資本プロジェクトへと変わってしまう可能性があります。.
変更管理の負担はしばしば過小評価されている
プラットフォームの技術的に問題がなくても、導入は予想以上に困難になる場合があります。製造実行システムは、作業員の作業報告方法、管理者の例外処理方法、品質管理チームの製品リリース方法、IT部門によるプロセス変更の管理方法など、様々な変化をもたらします。工場に強力なマスターデータ管理体制、安定したルーティング、そして生産プロセスの明確な責任体制が欠けている場合、ソフトウェアは組織の弱点を、企業が修正するよりも早く露呈させてしまう可能性があります。.
これが、MES(製造実行システム)の取り組みが、コアとなる業務手順の標準化がまだ不十分な工場で苦戦する理由です。システムは成熟した、厳密に管理された実行を前提に設計されているかもしれませんが、工場側では依然として一貫性のない作業指示、非公式な承認、あるいは連携の取れていない報告体制といった問題に取り組んでいる可能性があります。このような状況では、ソフトウェア自体に問題があるわけではなく、導入のタイミングが適切でない場合があるのです。.
実践的な意思決定フレームワーク
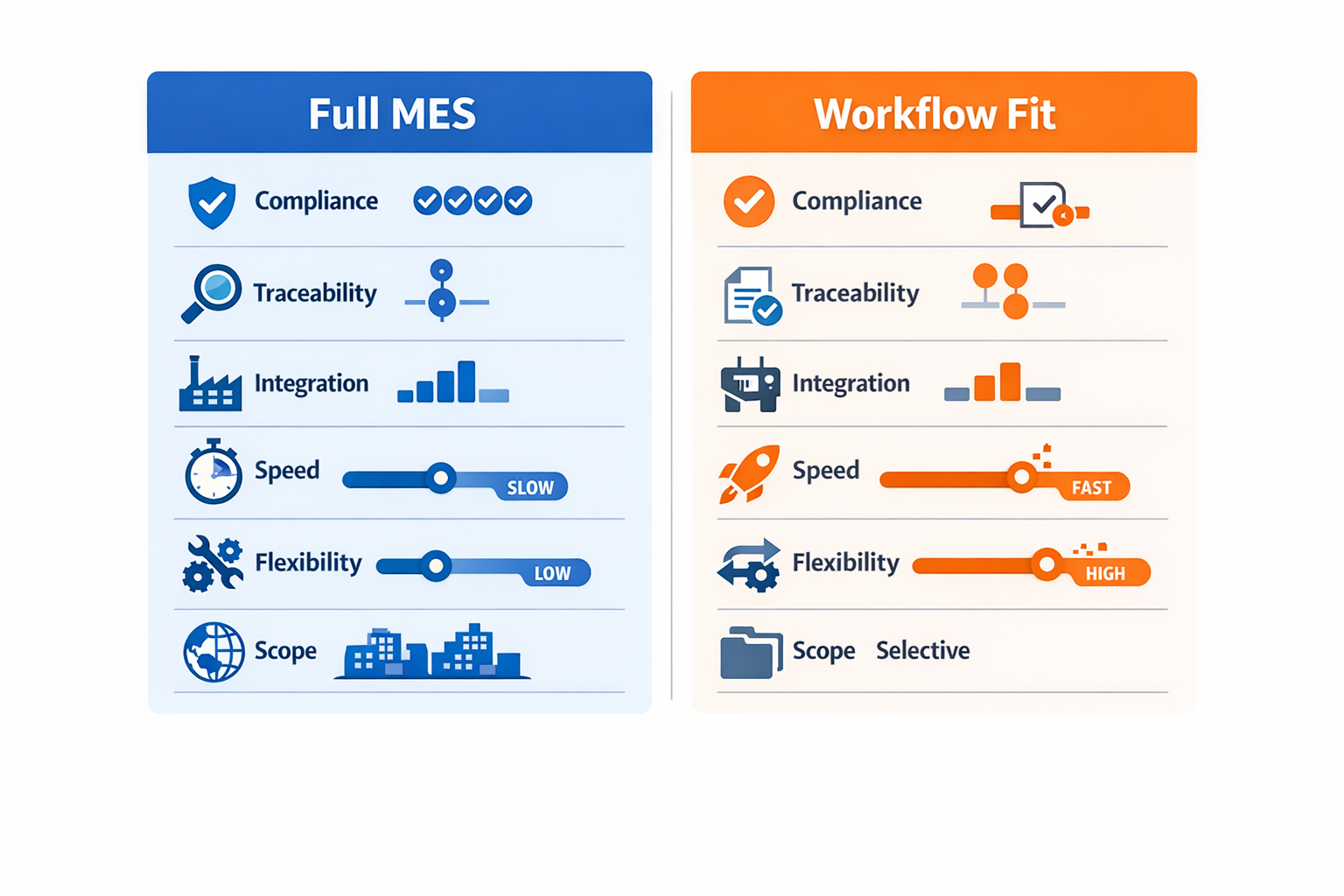
本当の購入の決め手は、MESソフトウェアが良いか悪いかではなく、複雑な業務全体にわたる広範な実行レイヤーが必要か、それとも摩擦の多い少数のワークフローを迅速にデジタル化することが主な目的か、ということです。 MES 通常、適合性は、高いコンプライアンス圧力、詳細なトレーサビリティ、機械とERPの統合、および複数拠点にわたるガバナンスを必要とします。一方、ターゲットを絞ったワークフローのデジタル化の適合性は、初日からフルスイートを必要とする工場よりも、デジタル生産ログ、不適合ルーティング、エスカレーションワークフロー、およびライブダッシュボードをより必要とする工場に当てはまります。.
注文変更が頻繁に発生し、生産方法が混在する中規模のジョブショップを考えてみましょう。すべての工程にわたる完全な生産実行システム(MES)は必要ないかもしれませんが、シフト報告の精度向上、逸脱処理の迅速化、そして経営陣の可視性の向上は喫緊の課題となるでしょう。問題がエンドツーエンドの実行制御ではなく、特定のワークフローに限定されている場合、実際の運用上のギャップに対して、完全なMESは過剰に重荷となる可能性があります。.
それ ミスマッチ これが、多くの企業がMESの代替ソリューションを探す動機となっている。工場側はデジタル製造オペレーション管理を拒否しているわけではなく、過剰な導入を避けようとしているのだ。ワークフローに問題が生じている箇所がごくわずかであれば、まずそれらのワークフローをデジタル化し、迅速にその価値を証明した上で、より広範なMESアーキテクチャが必要かどうかを後から判断する方が賢明な方法かもしれない。.
柔軟なMES代替案:生産、品質、可視性のためのノーコードワークフローの活用
すべての工場が完全な製造実行システムを必要とするわけではない
一部のメーカーは、 製造実行システム 彼らが解決すべき差し迫った問題に対して、既存のシステムは大きすぎると感じている。すべての生産ライン、機械、拠点にわたるエンドツーエンドの製造現場管理ソフトウェアは必要ないかもしれないが、生産ログ、品質承認、ダウンタイム対応、トレーサビリティ記録のより厳密な管理は必要だ。こうしたケースでは、真に求められているのは「今すぐMESソフトウェアを購入する」ことではなく、「現在生産を遅らせているワークフローをデジタル化する」ことであることが多い。まさにそこで、柔軟性の高いMES代替ソリューションが実用的になるのだ。.
これは特に、部門間でプロセス成熟度がまちまちな中規模工場に当てはまります。工場によっては、計画と在庫管理にERPを導入している一方で、ラインクリアランス、初回品検査、保守エスカレーションには依然として紙のフォーム、Excelトラッカー、WhatsAppメッセージに頼っている場合があります。このような状況では、問題はERPそのものではなく、必ずしもMESとERPのどちらを採用するかという選択の問題でもありません。問題は、工場レベルでの運用ワークフローの実行にあるのです。.
対象を絞った製造業務管理へのノーコードアプローチ
Jodoo このソリューションは、MESの本格的な導入を待つことなく、運用チームがターゲットを絞った製造業務管理ワークフローを構築できるため、まさに理想的な中間的な位置づけと言えるでしょう。従来のMESソフトウェアのすべての機能を置き換えるのではなく、生産追跡、品質チェックポイント、保守依頼、トレーサビリティフォーム、承認ルーティング、管理者ダッシュボードなど、MESに類似した特定のプロセスをデジタル化できます。これにより、SOPの変更、新たな顧客監査要件の発生、あるいはある生産ラインで別の生産ラインとは異なる制御フローが必要になった場合でも、工場チームはより迅速に対応できます。多くの工場にとって、このような柔軟性は、大規模な生産実行システムを一度に導入するよりも、短期的に見てはるかに重要なのです。.
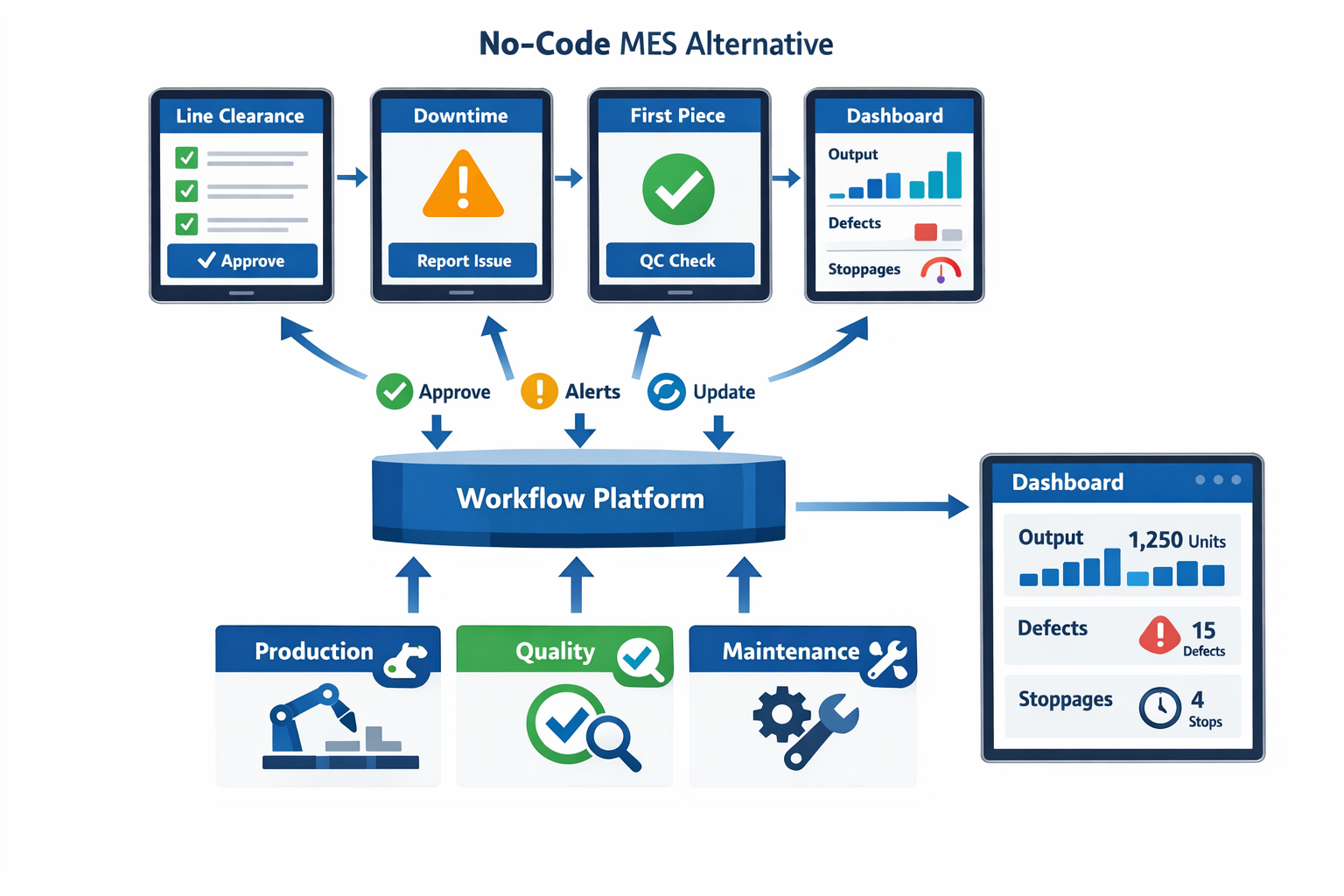
産業機器用制御基板を製造する中規模の電子機器サプライヤーを例にとると、工場全体で本格的な製造実行システムプロジェクトを開始するのではなく、工場は摩擦の多い4つのワークフローから始めます。 Jodooモデル変更前のラインクリアランスチェック、組立中のダウンタイムエスカレーション、シフト開始時の初回品検査承認、および出力、欠陥、停止状況を表示するリアルタイムのスーパーバイザーダッシュボードなど、各ワークフローは役割ベースのフォーム、承認ロジック、アラート、ダッシュボードビューを備えた接続アプリとして構成されているため、生産、品質、保守の各部門は、個別のファイルではなく、同じリアルタイムの記録に基づいて作業を行うことができます。.
モジュール型アプリが特定のMESライクなワークフローをどのようにカバーするか
このシステムでは、ラインリーダーは新しい作業指示が始まる前にタブレットでデジタル承認フォームに記入し、写真を添付して、工具、材料、および文書の改訂状況を確認します。不一致が見つかった場合は、ワークフローによってリリースが保留され、すぐにスーパーバイザーに通知されます。ダウンタイムが発生した場合、オペレーターはラインから問題を記録し、障害の種類に基づいて保守部門にルーティングし、プラットフォームを離れることなく対応時間と解決状況を追跡します。初回品検査も同様のロジックに従い、品質管理担当者が測定値を確認し、処理状況を記録し、承認後にのみ生産をリリースします。.
これらのアプリはデータを共有するため、工場は、完全なエンタープライズMESの代替システムであると主張することなく、製造実行システム(MES)の一部分のように動作する軽量な運用レイヤーを構築できます。生産イベント、品質結果、保守作業は1つのダッシュボードに集約され、シフト、ライン、製品ファミリー、または欠陥コードごとに傾向を可視化できます。工場が後から不適合処理、再作業承認、または校正リマインダーを追加する必要が生じた場合でも、システム全体を再構築することなくワークフローを拡張できます。このようなモジュール性は、企業がそもそもMESの代替システムを検討する主な理由となることが多いのです。.
工場レベルの所有権の実践例
ノーコードモデルでは、システムを改善できる人も変わります。従来のMESソフトウェアプロジェクトでは、画面のちょっとした変更や承認ルールの更新でさえ、外部コンサルタントや中央IT部門のバックログに依存していました。 Jodoo, 工場管理者、プロセスエンジニア、またはCIチームは、通常、ワークフローの変更を直接担当できますが、IT部門は引き続き権限、統合、およびデータ構造を管理します。これにより、「このプロセスがライン上で失敗している」という認識から「ワークフローが更新された」という認識までのサイクルが短縮されます。“
このアプローチが最も適している場面
このアプローチは、工場内のすべての機械、注文、プロセスを包括的に管理するのではなく、特定の運用ワークフローを迅速に制御することを優先する場合に最適です。設定可能なフォーム、承認ロジック、トレーサビリティの取得、デジタル作業記録、ライブダッシュボードが必要な場合、ノーコードプラットフォームはERPと本格的な生産実行システムの間の重要な領域をカバーできます。これは、製品ラインごとに価値を実証し、結果に基づいて拡張したい製造業者にとって実用的です。あらゆるエンタープライズMESシナリオの万能な代替手段ではありませんが、多くの場合、測定可能な改善へのより迅速な道となります。.
結論:工場にとって最適な道を選ぶ方法
最適な選択は、プラントが実際に必要とする制御レベル、標準化レベル、およびシステム深度によって異なります。従来型 製造実行システム エンドツーエンドの生産オーケストレーション、高度なマシンおよびエンタープライズ統合、厳格なトレーサビリティ、複雑な複数拠点または規制対象オペレーションへの強力なサポートが必要な場合に、MESは理にかなっています。自動車部品のティアサプライヤー、医療機器、または厳格なコンプライアンス要件を持つ大量生産の電子機器のような環境であれば、フルMESは適切な長期投資となるでしょう。.
しかし、多くの製造業者はより限定的な問題の解決に取り組んでいます。生産報告、品質チェック、ダウンタイムのエスカレーション、保守依頼、管理者の可視性といった分野における、紙、スプレッドシート、そして断片的な承認プロセスを置き換える必要があるのです。こうしたケースでは、焦点を絞った柔軟な代替手段を用いることで、導入リスクを低減し、コンサルタントやカスタムコードへの依存度を減らしながら、より迅速に価値を提供できます。.
特定の工場ワークフローを近代化することを優先し、長期間にわたる MES の導入にコミットしない場合は、Jodoo を検討する価値があります。ノーコードのリーン生産プラットフォームとして、, Jodoo 運用チームが実際の現場のニーズに合わせて、生産、品質、保守、ダッシュボードのワークフローを構築および適応させるのに役立ちます。 無料トライアルを開始する または デモを予約する モジュール式のアプローチが、フル機能のMESプログラムよりも貴社の工場に適しているかどうかを確認するため。.


