
Browse by category
Introduction: What Gemba Walk Means on the Factory Floor
A factory can hit its daily output target and still be building tomorrow’s problems. Many operational losses never appear clearly in summary reports because delays, minor stops, unsafe workarounds, and quality risks often remain hidden at the point of work. That is why gemba walk still matters, even in plants with strong KPIs, shift meetings, and digital dashboards.
In plain terms, a gemba walk is a structured shop floor walk where leaders go to the actual place where work happens to see conditions directly, understand obstacles, and verify whether processes are working as intended. It is not about catching people doing something wrong. It is about seeing the gap between the standard and reality before that gap turns into scrap, downtime, missed shipments, or a safety incident.
For plant managers, production managers, lean leaders, and supervisors, the real value of a gemba walk is early detection. You are looking for signals around safety, quality, material flow, machine condition, and operator burden while there is still time to act. In the sections that follow, we will cover what to observe, how to run the walk well, what questions to ask, and how to turn observations into measurable improvement.
What Leaders Should Look For During a Gemba Walk
A useful gemba walk checklist helps leaders focus on what is visible in the work area, not what they assume from reports. On a gemba walk, the main observation categories are usually safety conditions, adherence to standard work, material flow, machine condition, visual management, quality risks, and operator obstacles. Together, these categories show whether the process is stable, whether problems are easy to see, and whether the team can produce safely and consistently. They also give structure to later gemba walk questions without turning the walk itself into an interrogation.

Safety Conditions
Safety is the first lens because unsafe conditions often signal weak process discipline elsewhere. Leaders should look for blocked aisles, unstable material stacking, missing guards, poor ergonomics, oil leaks, exposed cables, and unsafe reach or lifting patterns. In many factories, near-miss conditions are easier to see during a shop floor walk than in monthly EHS summaries because the risk is still embedded in the task. A 2023 ILO estimate noted that nearly 3 million workers die each year from work-related causes worldwide, which reinforces why visible risk recognition on the floor still matters.
Standard Work Adherence
The next category is whether the actual job matches the defined method. Leaders should watch sequence, timing, handoffs, and whether operators are using the expected tools, fixtures, and inspection points. The goal is to test whether the standard is practical, current, and supported by the workplace. If three operators perform the same job three different ways, the process is already telling you something.
Material Flow and Work-in-Process Movement
Material flow tells you whether production is moving smoothly or if there is a delay inside inventory. Leaders should look for excess work-in-process, waiting between steps, unclear staging areas, double handling, long walking distances, and parts that arrive too early, too late, or in the wrong pack size. A line can appear busy while still losing hours to small interruptions in flow. Many useful findings are not about machine failure, but about materials that do not move when and where they should.
In discrete manufacturing, this may appear as carts parked between fabrication and assembly, with no clear FIFO lane or replenishment signal. In automotive cells, poor flow often shows up as line-side shortages, mixed containers, or operators stepping out of the station to chase parts. In electronics production, the risk is often less visible but just as damaging, such as reels, trays, or kits arriving without clear status, causing waiting and misbuild risk at high-mix stations.
Machine Condition and Equipment Stability
Machine condition is not only about whether the equipment is running at the moment of the walk. Leaders should observe leaks, abnormal noise, vibration, temporary fixes, dirty sensors, bypassed alarms, worn fixtures, inconsistent cycle behavior, and signs that operators are compensating for equipment instability. Small abnormalities matter because they often appear before downtime is recorded in the system. On many shop floors, the best early warning is still what you can see, hear, and smell.
Visual Management and Problem Visibility
Good visual management makes abnormalities obvious within seconds. Leaders should check whether boards, Andon signals, production targets, defect status, changeover plans, and escalation rules are current, readable, and actually used by the team. A board full of outdated numbers is not visual management; it is wall decoration. During a shop floor walk, weak visual controls usually show up as hesitation, side conversations, or confusion about what the current status is.
The emphasis varies by production type. In discrete manufacturing, visual management often centers on schedule adherence, WIP lanes, and tool or fixture location. In automotive assembly, line status, defect escalation, and response timing are more tightly linked to takt performance. In electronics, visual controls often need to support traceability, revision status, defect tagging, and segregation of suspect material with very little room for ambiguity.
Quality Risks and Defect Exposure
Leaders should look for the conditions that create defects, not only the defects themselves. That includes unclear inspection standards, poor first-piece control, missing reference samples, mixed part revisions, rework accumulation, unlabelled nonconforming material, and signs that operators are making judgment calls without enough support. Research from ASQ and other quality bodies consistently shows that the cost of poor quality can run at 15% to 20% of sales revenue in many organizations, so visible process risk deserves attention before it becomes scrap or claims. A gemba walk is one of the fastest ways to spot those risk conditions in context.
Operator Obstacles and Friction in the Work
The last category is what makes the job harder than it should be. Leaders should notice reaching, searching, waiting, re-entering data, unclear instructions, missing tools, awkward workstation layout, or repeated interruptions from support functions. These are not minor complaints; they are operational barriers that increase fatigue, variation, and lost time. If operators are constantly improvising, the process depends on effort instead of design.
The form of friction differs by environment. In discrete manufacturing, operators may spend time looking for shared tools or moving oversized bins that should have been staged differently. In automotive assembly, even a few extra seconds of walking or twisting can break station balance across the line. In electronics production, obstacles often include tiny but costly interruptions such as unclear work instructions, poor magnification setup, missing consumables, or repeated system logins that interrupt concentration.
The Gemba Walk Process: How to Run a Useful Shop Floor Walk
A useful gemba walk process is structured, but it should not feel like an inspection tour. The goal is to understand how work is actually happening, where flow breaks down, and what support the area needs next. In practice, the most useful shop floor walk moves in a clear sequence: define the purpose, select the line or cell, prepare a focused checklist, observe the work, capture facts, and assign follow-up before the observations go stale.

To make that concrete, imagine a production manager running a gemba walk on a packaging line that has missed OEE targets for two weeks. Scrap is stable, but output drops during the second shift, and changeovers are taking longer than planned. The walk is not meant to judge operators; it is meant to see where the process is losing time and why.
Start With One Clear Purpose
Before entering the area, decide what this walk is trying to teach. “Check the line” is too broad, while “understand why changeovers on Line 3 exceed the 18-minute standard” gives the walk a useful boundary. That focus shapes the gemba walk questions you ask, the checklist fields you use, and who should join the walk.
In the packaging-line example, the production manager sets a narrow purpose: observe the handoff from the last batch of Product A to the first good unit of Product B. That means the walk will pay attention to machine setup, material readiness, cleaning steps, tool access, and escalation when the team hits a delay. A focused purpose prevents the walk from turning into a general complaint session.
Choose the Area and Time That Match the Problem
A productive walk happens where the issue actually occurs, not where it is easiest to visit. If delays are concentrated on the second shift, then a morning tour will not show the real condition. Good leaders also choose a walk window that lets them see the process in motion rather than reviewing it after the fact.
The manager then schedules the walk 20 minutes before the planned changeover and stays through first-piece approval. That timing makes it possible to observe preparation, execution, and restart without relying only on memory. It also helps separate a real process constraint from an isolated event.
Prepare a Focused Gemba Walk Checklist
The checklist should guide observation, not trap the walker into ticking boxes mechanically. For this kind of walk, the checklist might include standard setup steps, actual start and finish times, missing materials, waiting points, abnormal machine conditions, and who was called when the line stalled. A short, targeted gemba walk checklist usually works better than a long generic form.
In this example, the manager prepares prompts such as: Were all change parts staged before shutdown? Did the operator follow the sequence in standard work? How long did the line wait for QA release or maintenance support? These are practical gemba walk questions because they surface barriers and facts, not just compliance.
Observe the Work Without Turning It Into an Audit
This is where many walks lose value. If leaders interrupt every step, challenge operators in real time, or search for someone to blame, people start performing for the visitor instead of doing the work naturally. A lean gemba walk should be respectful, quiet enough to preserve normal flow, and curious enough to understand what the operator is managing.
During the line changeover, the manager watches the sequence from material removal to first-run inspection. She notices the operator leaves the machine twice to find a missing spanner and then waits six minutes for a label roll that was not staged at the line. Those observations matter more than a broad statement like “changeover discipline is weak.”
Document Facts, Not Impressions
The value of the walk depends on the quality of the record. Notes should capture times, locations, conditions, deviations from standard work, and direct quotes when useful. Vague comments such as “poor planning” or “team not prepared” are difficult to act on and often trigger defensiveness.
The manager records that the planned changeover was 18 minutes, but the actual time to first good unit was 31 minutes. Of the 13-minute gap, four minutes came from searching for tools, six minutes from waiting for labels, and three minutes from resetting a sensor after a jam. That level of detail turns a walk into evidence.
Close the Walk With Owners and Next Actions
The walk is not complete when you leave the line. Before the end of the shift, the leader should review the facts, confirm what needs immediate containment, and assign owners for follow-up actions. Without this step, even strong gemba walk examples become another observation log with no operational impact.
For the packaging line, the immediate actions are straightforward: the shift supervisor owns tool-shadow board compliance, the warehouse owns pre-staging of label rolls, and maintenance reviews the sensor bracket that shifted during changeover. The production manager also sets a review date for the next three changeovers to confirm whether the actions reduce downtime. That is the difference between a shop floor walk that creates insight and one that simply generates notes.
Gemba Walk Questions and Checklist Ideas for Manufacturing Teams
A useful gemba walk checklist does more than confirm whether a condition is good or bad. It should help you see what is blocking safe, stable, and repeatable work on the line. That means your gemba walk questions need to prompt observation, context, and likely causes rather than just collecting yes-or-no answers.
Write Questions That Expose Causes
Weak checklist prompts usually sound like audits: “PPE worn?” “Machine clean?” “Material available?” Those questions may be fast to answer, but they rarely tell a supervisor or production manager what needs to change. A better lean gemba walk prompt asks what the operator is dealing with, where the abnormality starts, and what prevents quick resolution.
For example, instead of asking “Is there downtime?”, ask “What is the top cause of lost time in this area during the current shift, and how is it being managed?” Instead of “Are defects present?”, ask “Where in the process is defect risk highest today, and what signal shows it early?” This style of questioning makes the shop floor walk more useful because it surfaces barriers, workarounds, and escalation gaps.
Organize Gemba Walk Questions by Operational Category
Safety
Safety questions should focus on exposure, behavior, and immediate controls, not only housekeeping. Ask what conditions could cause injury during normal work, changeovers, cleaning, or material handling. In a stamping area, a better question is “Where are operators stepping outside the intended path or reaching into risk zones?” rather than “Is the area safe?”
Quality
Quality questions should help leaders see whether defects are prevented at source or only found later. Ask where errors are most likely to occur, how they are detected, and whether the response is consistent across shifts. In electronics assembly, you might ask, “Which station has the highest rework risk today, and what visual cue tells the operator something is wrong?”
Downtime and Equipment Losses
Downtime questions should separate chronic loss from one-off incidents. Ask what minor stops happen repeatedly, how long recovery takes, and whether the team can distinguish between operator, process, and maintenance causes. In a packaging line, “What stoppage has happened more than once this week, and what temporary fix is the team using?” will reveal much more than a generic uptime check.
Changeovers and Setup
If the area runs multiple SKUs, the checklist should examine whether changeovers are controlled and repeatable. Ask which setup steps regularly run late, which tools or materials are searched for, and where first-piece approval slows restart. This is especially useful for production managers overseeing short-run environments where changeover loss can consume a large share of planned time.
Materials and Flow
Material-related gemba walk questions should focus on availability, staging, movement, and handoff quality. Ask where operators wait for parts, where excess WIP is forming, and whether replenishment signals are being followed. In a machining-to-subassembly flow, a question like “Where does material stop moving even though upstream is still producing?” can expose hidden imbalance quickly.
Communication and Problem Escalation
Many daily losses are not technical problems but response problems. Ask how the team signals an abnormality, who owns the first response, and what happens when the issue is not resolved within a set time. For a shift supervisor, “What problem from the last two hours still has no owner?” is often more valuable than asking whether communication boards are updated.
Turn Question Categories Into Practical Checklist Fields
Once you group your gemba walk questions by category, translate them into fields that leaders can complete consistently during the walk. A strong checklist usually includes the area, line, shift, observed condition, likely cause, immediate containment, owner, due date, and supporting evidence such as a photo. This structure makes the gemba walk process easier to repeat and prevents good observations from disappearing into meeting notes.
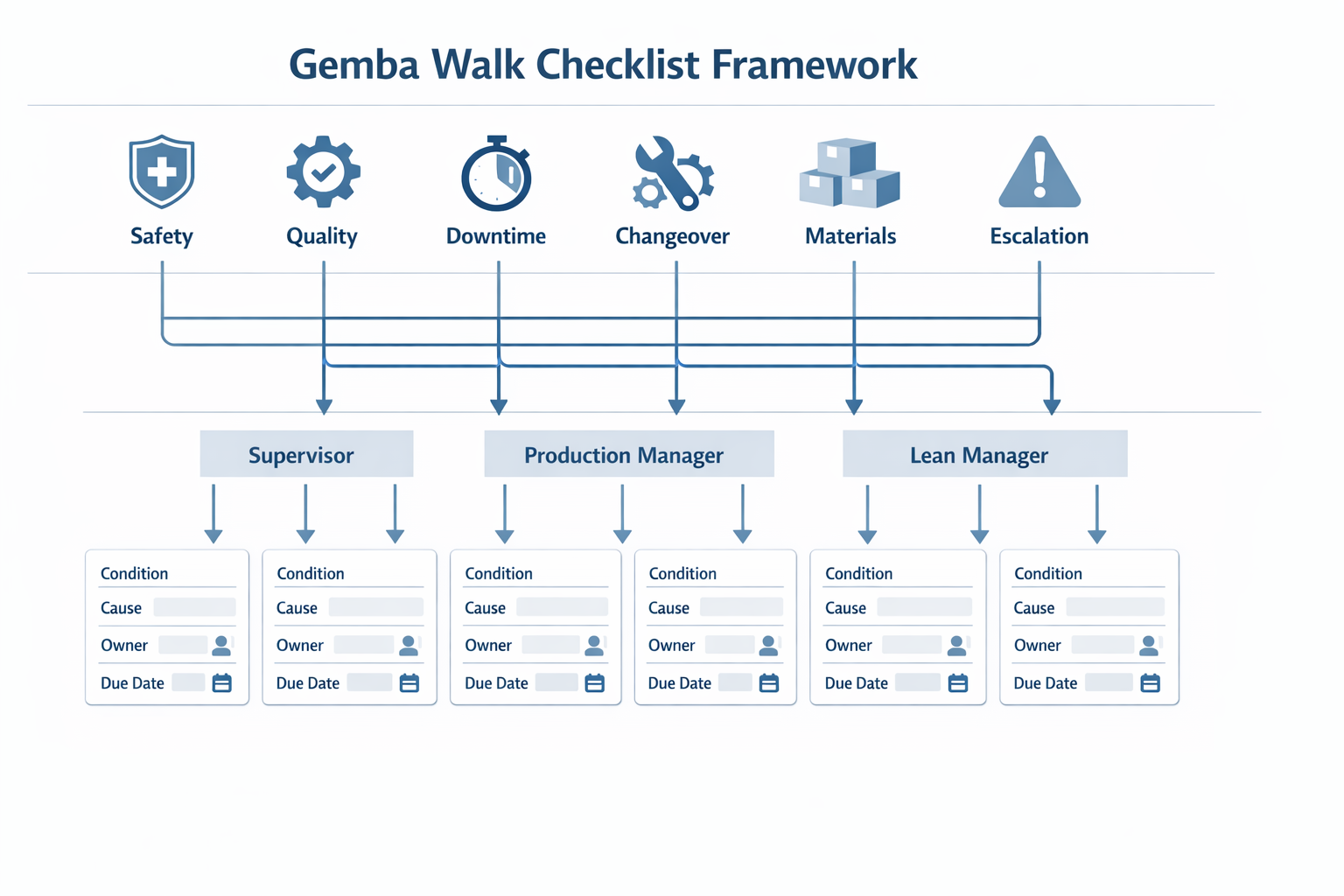
You can also tailor the same checklist logic to different roles. A shift supervisor may need quick fields for abnormality, response status, and escalation need, while a lean manager may need trend tags such as waste type, recurring issue, or standard work gap. A production manager usually needs both: enough detail to assign action and enough structure to compare patterns across lines.
Sample Checklist Design by Role
For Shift Supervisors
A supervisor checklist should be fast enough to use during a live walk and specific enough to trigger action before the shift ends. Focus on immediate barriers: blocked material flow, missing tools, unclear work instructions, unclosed safety hazards, or repeated minor stops. Good fields include “What is the abnormality?” “Is production still running?” and “Who must respond now?”
For Production Managers
Production managers need a broader view across output, staffing, equipment, and coordination losses. Their checklist should connect local observations to daily plan attainment, schedule risk, and cross-functional response. Useful prompts include “What issue here could affect today’s plan?” “Has this happened on other shifts?” and “Does the area owner have authority to solve it without support?”
For Lean Managers
A lean manager’s checklist should look beyond the visible symptom and test whether the process supports stable work. Questions should cover adherence to standard work, visual controls, repeatability of handoffs, and whether improvement actions are being sustained. This is where gemba walk examples become especially useful, because the same symptom—such as waiting—may come from layout, replenishment logic, planning signals, or unclear escalation rules.
Keep the Checklist Short Enough to Use
Most manufacturing teams do not need a 50-point form for every shop floor walk. In practice, 10 to 15 focused prompts usually produce better observations than a long template completed mechanically. If leaders cannot finish the checklist during the actual walk, the form is probably documenting too much and seeing too little.
The best gemba walk checklist is the one your leaders will actually use, compare, and follow up on. Keep prompts role-specific, require factual notes, and make action ownership visible. That gives you a checklist that supports the walk itself rather than turning it into paperwork.
Common Gemba Walk Examples and Why Static Templates Often Break Down
Repeated Waiting Between Machining and Assembly
One common finding during a shop floor walk is not a machine fault, but a flow problem between processes. In a metal parts plant, a leader may see finished machined components sitting in bins for 20 to 30 minutes before assembly starts, even though both areas are meeting their own local output targets. That observation points to a mismatch in batch size, handoff timing, or material replenishment rules rather than a simple capacity issue. In practice, this is the kind of pattern that a gemba walk surfaces quickly because it is visible on the floor before it becomes obvious in weekly OEE or schedule reports.
Unclear Defect Tagging in Electronics Production
In an electronics line, the issue may be less about flow and more about visibility into quality. A manager might find rejected boards placed in the same tray as units waiting for rework, with handwritten tags that use different defect codes from one shift to another. That creates risk far beyond one station, because repair technicians, quality engineers, and supervisors may interpret the same defect differently. Good gemba walk examples often look simple at first, but they reveal weak control points that can distort scrap data, delay containment, and hide recurring causes.
Unsafe Material Staging in an Automotive Cell
In an automotive subassembly cell, the problem may be safety and space control. Pallets, returnable containers, and tugger carts can gradually migrate into pedestrian paths when production pressure rises or changeovers run late. A shift supervisor doing a shop floor walk may notice that the line still operates, but operators now need to twist around stacked material to reach tools or finished parts. This kind of finding matters because a condition can be tolerated for days before it leads to injury, damage, or an unplanned stoppage.
Why Static Templates Miss the Operational Follow-Through
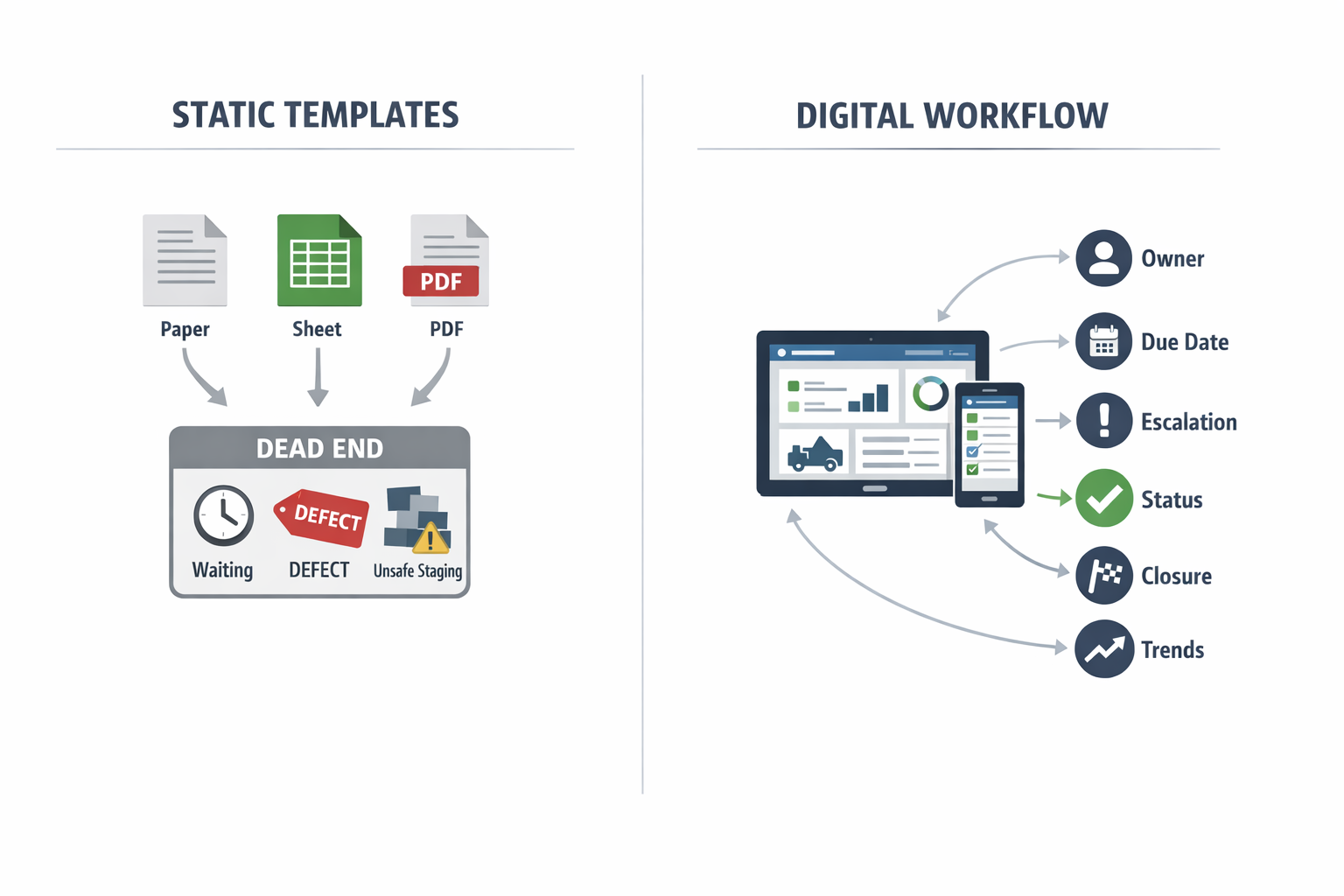
These examples show an important limit in many gemba walk checklist formats. A paper form, spreadsheet, or static PDF can record what was seen, and it may even support basic gemba walk questions, but it usually stops at documentation. It does not reliably assign the waiting issue to production planning, route a defect-tagging problem to quality engineering, or alert EHS when unsafe staging is found on a live line. As a result, the gemba walk process captures observations but loses momentum before corrective action is owned and closed.
A simple comparison makes the gap clear. Paper is easy to carry, but hard to share and easy to lose; spreadsheets centralize data, but often depend on manual updates and inconsistent naming; static PDFs standardize layout, but rarely connect to action tracking. A digital approach can link one observation to an owner, due date, escalation path, and closure status across departments and plants. That difference becomes critical when leaders want to compare recurring issues by shift, line, or facility instead of treating each walk as an isolated event.
The Real Problem Is Not Capture but Closure
For most factories, the breakdown is not in noticing the problem. It is in turning one observation into a managed record that supports follow-up, accountability, and trend analysis. If the same blocked handoff, tagging error, or unsafe staging appears in three separate walks, leaders need to see that pattern without manually combining notes from different files. That is where static templates struggle: they are built to collect answers, not to manage improvement across time, teams, and locations.
Conclusion: Turn Gemba Walk Observations Into Action With Jodoo
A gemba walk delivers results only when what leaders see on the shop floor turns into clear records, assigned actions, and verified follow-up. Spotting blocked flow, recurring defects, unsafe staging, or abnormal machine conditions is useful, but the real value comes from closing the loop. That means every observation needs an owner, a due date, and a visible status that managers can review across shifts, lines, and departments.
This is where a digital system matters. With Jodoo, manufacturers can build a no-code gemba walk checklist that works on mobile, capture photos and notes at the point of observation, and automatically route issues to production, quality, maintenance, or EHS teams. Instead of relying on paper forms or spreadsheets that often stop at documentation, teams can track corrective actions in real time and monitor closure rates through dashboards.
For example, a discrete manufacturer can use a mobile shop floor walk form to log blocked material flow near an assembly line, trigger a maintenance task for a damaged trolley lane, and flag overdue actions for the production manager in one system. If you want your gemba walk process to lead to faster response and more consistent improvement, start a free trial or book a demo with Jodoo.

