
Pendahuluan: Mengapa Penyeimbangan Lini Produksi Penting di Lantai Manufaktur Saat Ini
Suatu lini produksi mungkin terlihat memiliki staf lengkap, namun tetap mengalami kekurangan produksi sebesar 10% hingga 20% hanya karena beban kerja tidak terdistribusi secara merata dari satu stasiun ke stasiun lainnya. Itulah sebabnya penyeimbangan jalur Hal ini penting. Sederhananya, ini adalah proses mencocokkan beban kerja tugas di seluruh jalur produksi sehingga setiap stasiun dapat mengimbangi permintaan tanpa menimbulkan penundaan, waktu tunggu yang berlebihan, atau beban kerja operator yang berlebihan.
Di lantai pabrik, penyeimbangan jalur Ini bukan hanya latihan teknik industri yang dilakukan selama desain proses. Ini juga merupakan masalah manajemen produksi sehari-hari yang memengaruhi hasil produksi, pemanfaatan tenaga kerja, barang dalam proses, kepatuhan jadwal, dan bahkan ergonomi.
Artikel ini dimulai dengan perhitungan inti di belakang garis yang seimbang, kemudian meninjau keseimbangan praktis. metode, Kemudian, ia menjelaskan cara mengidentifikasi dan memperbaiki hambatan, dan akhirnya menjelaskan bagaimana eksekusi digital membantu mempertahankan peningkatan ketika kondisi sebenarnya di lantai produksi terus berubah.
Cara Menghitung Penyeimbangan Lini Produksi: Metrik dan Rumus Utama
Sebelum Anda membandingkan penyeimbangan jalur Untuk metode ini, Anda memerlukan dasar pengukuran. Dalam praktiknya, sebagian besar keputusan penyeimbangan lini produksi bergantung pada sejumlah kecil angka: berapa banyak waktu yang Anda miliki, berapa banyak output yang dibutuhkan pelanggan, berapa banyak kandungan tenaga kerja yang dibutuhkan produk, dan seberapa merata pekerjaan tersebut didistribusikan di seluruh stasiun. Jika angka-angka tersebut salah, keputusan penyeimbangan juga akan salah.
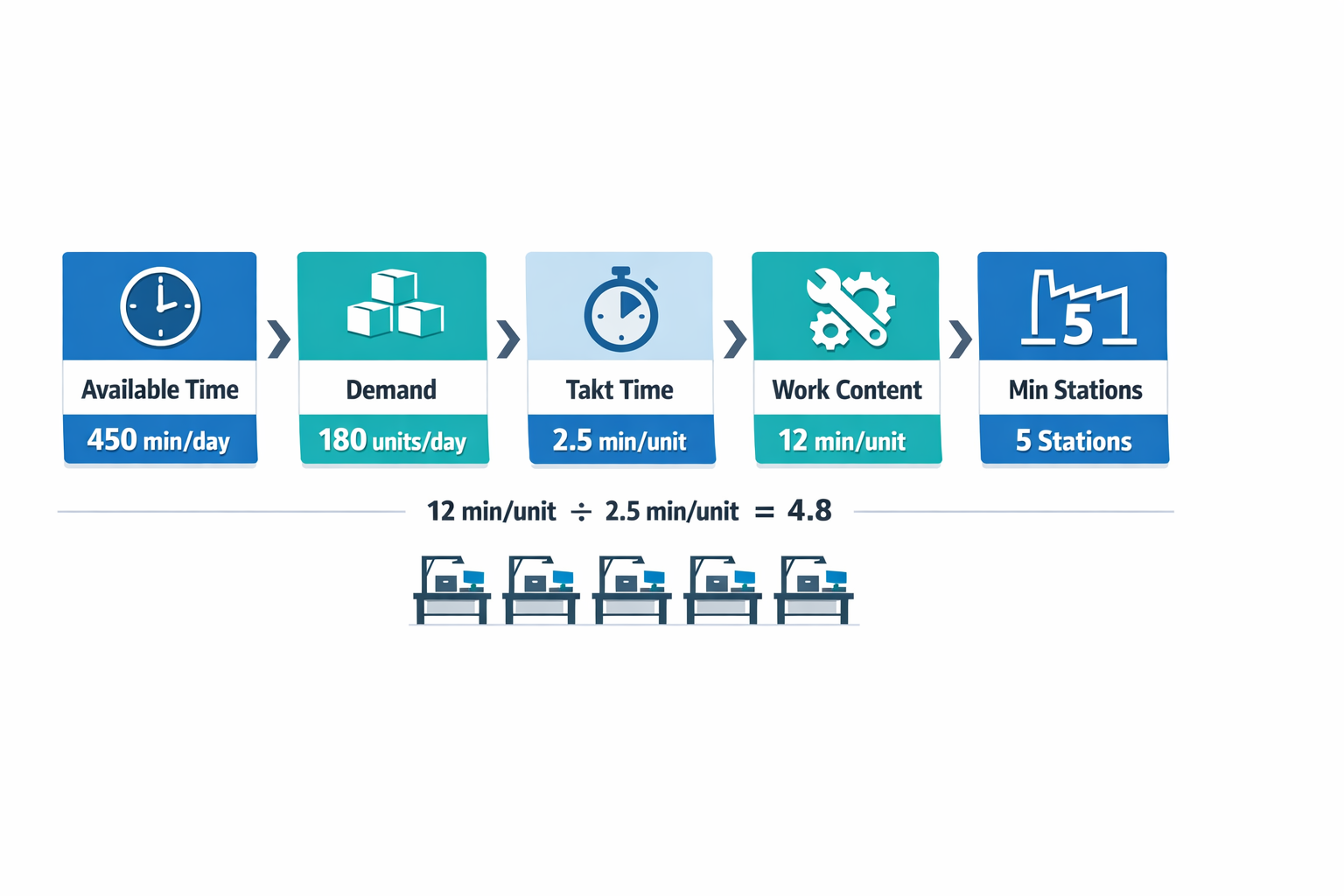
Untuk membuat rumus-rumus tersebut lebih konkret, gunakan satu contoh jalur perakitan sederhana di sepanjang bagian ini. Asumsikan sebuah pabrik menjalankan jalur perakitan peralatan kecil dalam satu shift, dengan waktu produksi bersih yang tersedia sebesar 450 menit per hari setelah istirahat dan rapat, dan permintaan pelanggan adalah 180 unit per hari. Total pekerjaan manual di seluruh tugas perakitan adalah 12 menit per unit.
Waktu Produksi yang Tersedia, Permintaan Pelanggan, dan Waktu Takt
Input pertama dalam rumus penyeimbangan lini produksi apa pun adalah waktu produksi bersih yang tersedia, Bukan durasi shift yang tertera di atas kertas. Hilangkan waktu istirahat yang direncanakan, pembersihan, rapat awal, dan waktu lain yang tidak tersedia untuk pembuatan produk. Jika shift berlangsung selama 8 jam tetapi hanya 450 menit yang benar-benar tersedia untuk produksi, maka 450 menit adalah angka yang harus Anda gunakan.
Permintaan pelanggan menentukan kecepatan yang harus dicapai lini produksi. Waktu takt dihitung sebagai:
Takt Time = Waktu Produksi yang Tersedia ÷ Permintaan Pelanggan
Dalam contoh ini, lini produksi harus mengirimkan 180 unit per hari, jadi:
Waktu Takt = 450 menit ÷ 180 unit = 2,5 menit per unit
Artinya, lini produksi harus menyelesaikan satu unit jadi setiap 2,5 menit agar tetap sesuai jadwal. Dalam penyeimbangan lini perakitan, waktu takt adalah titik acuan untuk seberapa banyak pekerjaan yang dapat ditangani setiap stasiun agar lini produksi dapat memenuhi permintaan.
Waktu Siklus, Total Isi Pekerjaan, dan Stasiun Minimum
Selanjutnya, pisahkan waktu takt dari waktu siklus Dan isi pekerjaan keseluruhan. Takt time didorong oleh permintaan, sedangkan cycle time adalah waktu yang sebenarnya dibutuhkan oleh sebuah stasiun atau operator untuk menyelesaikan pekerjaan yang ditugaskan. Total work content adalah jumlah dari semua waktu tugas yang dibutuhkan untuk membangun satu unit, terlepas dari bagaimana tugas-tugas tersebut didistribusikan di berbagai stasiun.
Dalam contoh lini produksi peralatan rumah tangga, total waktu pengerjaan adalah 12 menit per unit. Jika permintaan membutuhkan waktu takt 2,5 menit, maka jumlah stasiun minimum secara teoritis adalah:
Jumlah Stasiun Minimum = Total Isi Pekerjaan ÷ Waktu Takt
Jadi:
12 ÷ 2,5 = 4,8, yang dibulatkan menjadi 5 stasiun
Ini adalah hal mendasar namun penting. penyeimbangan jalur perhitungan. Ini menunjukkan bahwa, dalam kondisi ideal, Anda membutuhkan setidaknya 5 stasiun untuk memenuhi permintaan, karena 4 stasiun hanya akan menyediakan 10 menit waktu stasiun per siklus takt dibandingkan dengan 12 menit konten kerja yang dibutuhkan.
Hubungan ini penting: waktu takt menentukan kecepatan target, total isi pekerjaan menentukan kebutuhan tenaga kerja, dan waktu siklus stasiun menunjukkan apakah penugasan pekerjaan aktual dapat memenuhi kecepatan tersebut. Suatu lini produksi mungkin memiliki jumlah stasiun yang tepat di atas kertas tetapi tetap tidak seimbang jika satu stasiun melebihi waktu takt sementara stasiun lain memiliki waktu menganggur yang signifikan. Itulah mengapa penyeimbangan lini produksi selalu membutuhkan pengecekan kapasitas dan pengecekan beban kerja per stasiun.
Contoh Sederhana Pemuatan Stasiun
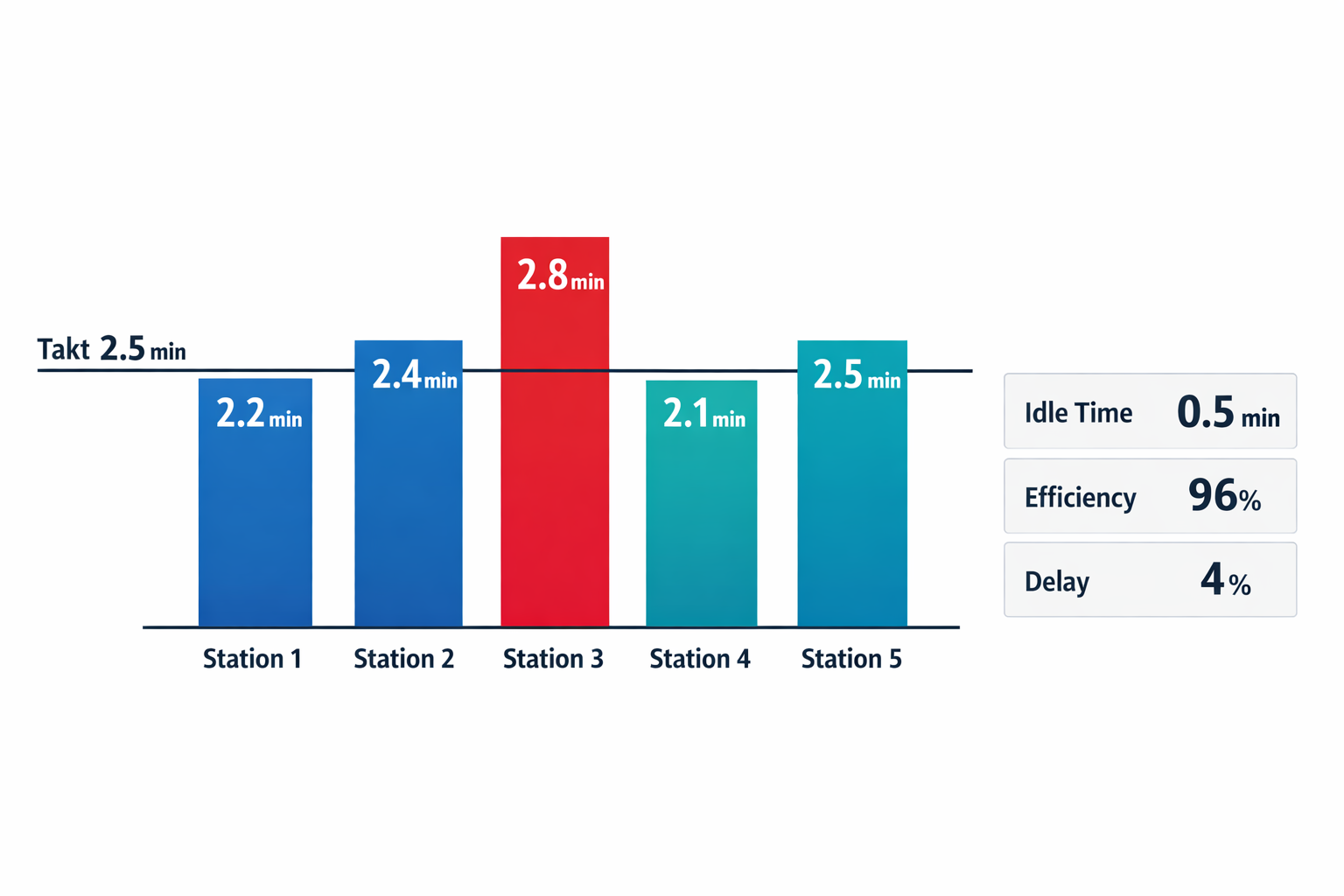
Anggaplah 12 menit kerja dialokasikan ke 5 stasiun seperti ini:
| Stasiun | Isi Tugas yang Diberikan (menit/unit) |
|---|---|
| 1 | 2.2 |
| 2 | 2.4 |
| 3 | 2.8 |
| 4 | 2.1 |
| 5 | 2.5 |
Tabel ini sudah memberi tahu Anda sesuatu yang penting. Stasiun 3 memiliki waktu siklus sebesar... 2,8 menit, yang berada di atas waktu takt dari 2,5 menit, sehingga jalur tersebut tidak dapat secara konsisten mencapai output yang dibutuhkan meskipun memiliki jumlah stasiun minimum secara teoritis.
Waktu Menganggur, Efisiensi Lini Produksi, dan Keterlambatan Keseimbangan
Setelah beban stasiun terlihat, Anda dapat menghitung berapa banyak waktu yang tersedia di jalur tersebut yang digunakan secara produktif. Total waktu yang tersedia per siklus di semua stasiun adalah:
Total Waktu Stasiun yang Tersedia = Jumlah Stasiun × Waktu Takt
Untuk contoh ini:
5 × 2,5 = 12,5 menit
Karena total durasi kerja adalah 12 menit, maka total waktu menganggur per siklus adalah:
Waktu Menganggur = Total Waktu Stasiun yang Tersedia – Total Isi Pekerjaan
Jadi:
12,5 – 12 = 0,5 menit
Sekarang hitung efisiensi lini produksi:
Efisiensi Lini Produksi = Total Beban Kerja ÷ (Jumlah Stasiun × Waktu Takt)
Jadi:
12 ÷ 12,5 = 96%
Keterlambatan penyeimbangan adalah kebalikan dari kerugian tersebut:
Keterlambatan Keseimbangan = 1 – Efisiensi Jalur
Jadi:
1 – 0,96 = 0,04 = 4%
Cara sederhana untuk membaca tabel adalah sebagai berikut: baris tersebut menggunakan 96% memanfaatkan waktu stasiun yang tersedia secara produktif, sementara 4% Terjadi ketidakseimbangan. Sekilas memang terlihat bagus, tetapi jika dilihat dari tingkat stasiun, akan terlihat masalah tersembunyi: beberapa stasiun memiliki kapasitas berlebih sementara satu stasiun kelebihan beban. Inilah mengapa penyeimbangan lini produksi di pabrik tidak boleh dinilai hanya dengan satu metrik saja.
Apa yang Angka-angka Ini Sampaikan Sebelum Melakukan Penyeimbangan Ulang
Pada tahap ini, Anda memiliki data minimum yang diperlukan untuk mengevaluasi metode penyeimbangan lini produksi apa pun di bagian selanjutnya artikel ini. Anda mengetahui kecepatan yang dibutuhkan (2,5 menit), total kandungan tenaga kerja (12 menit), jumlah stasiun minimum (5), beban stasiun yang sebenarnya, dan kehilangan efisiensi akibat distribusi yang tidak merata. Itulah dasar bagi produksi. penyeimbangan jalur dan kemudian analisis hambatan dalam manufaktur.
Yang tak kalah penting, perhitungan-perhitungan ini menunjukkan apa yang mereka lakukan. bukan Mereka tidak menjelaskan mengapa Stasiun 3 kelebihan beban, apakah tugas dapat dialihkan, atau apakah kendala prioritas akan membatasi penyeimbangan kembali. Keputusan-keputusan tersebut merupakan bagian dari pemilihan metode dan analisis hambatan praktis, tetapi angka-angka di atas adalah titik awal untuk semuanya.
Metode Penyeimbangan Lini untuk Lini Produksi dan Perakitan
Setelah Anda mengetahui waktu takt, isi pekerjaan, dan batasan stasiun, pertanyaan selanjutnya bersifat praktis: Bagaimana cara Anda menugaskan tugas ke stasiun-stasiun? Metode penyeimbangan lini produksi yang berbeda cocok untuk kondisi operasi yang berbeda. Pilihan yang tepat kurang bergantung pada kemurnian teoritis dan lebih bergantung pada campuran produk, kendala prioritas, fleksibilitas tenaga kerja, dan seberapa sering lini produksi berubah.
Mulailah dengan Penyeimbangan Ulang Heuristik Saat Garis Sering Berubah
Dalam lingkungan dengan variasi produk yang tinggi atau padat karya, pengawas sering memulai dengan penyeimbangan ulang heuristik sederhana daripada metode optimasi formal. Ini berarti memindahkan tugas-tugas kecil dari stasiun yang kelebihan beban ke stasiun yang kekurangan beban, menggabungkan tugas-tugas singkat, atau mendistribusikan kembali pekerjaan inspeksi dan penanganan sambil tetap memperhatikan urutan tugas. Metode ini cepat, mudah dijelaskan di lapangan, dan seringkali cukup baik ketika permintaan atau jumlah staf berubah setiap hari.
Jalur pengemasan manual adalah contoh yang baik. Jika satu operator menyegel karton selama 52 detik per unit sementara operator berikutnya memberi label dan menumpuk dalam 31 detik, tim dapat memindahkan pencetakan label ke hulu atau menugaskan penumpukan kepada pekerja lepas selama jam sibuk. Ini bukan solusi yang sempurna secara matematis, tetapi untuk operasi pengemasan dengan volume variabel, penyesuaian cepat seringkali lebih penting daripada keseimbangan teoretis.
Gunakan Aturan Kandidat Terbesar untuk Daftar Tugas yang Sederhana dan Stabil
Itu Aturan Kandidat Terbesar Metode ini merupakan salah satu metode terstruktur paling praktis untuk menyeimbangkan lini perakitan ketika waktu pengerjaan tugas diketahui dan aturan prioritas dapat dikelola. Anda mencantumkan tugas dari yang terlama hingga terpendek, kemudian menugaskannya ke stasiun sesuai urutan tersebut tanpa melebihi waktu siklus target atau melanggar urutan tugas yang dibutuhkan. Metode ini mudah dipahami, sehingga bermanfaat bagi para insinyur yang membutuhkan tata letak awal yang cepat.
Dalam sel perakitan elektronik, misalnya, tugas-tugas seperti pemasangan PCB, pengencangan sekrup, pemindaian kode batang, pemeriksaan visual, dan pengemasan mungkin memiliki waktu pengerjaan yang jelas dan variasi rute yang terbatas. Jika pengencangan sekrup membutuhkan waktu terlama, maka tugas tersebut diberikan terlebih dahulu, kemudian tugas-tugas yang lebih pendek ditambahkan hingga stasiun mendekati takt. Metode ini bekerja dengan baik ketika elemen tugas bersifat diskrit dan dapat diulang, tetapi dapat menciptakan pembebanan hilir yang tidak merata jika hubungan prioritas lebih kompleks daripada yang terlihat pada awalnya.
Gunakan Metode Bobot Posisi Berperingkat Saat Prioritas Lebih Penting
Bobot Posisi Peringkat Metode ini biasanya merupakan pilihan yang lebih baik ketika logika urutannya ketat dan ketergantungan hilir menjadi penting. Alih-alih hanya memberi peringkat tugas berdasarkan waktunya sendiri, metode ini memberi peringkat setiap tugas berdasarkan waktunya sendiri ditambah waktu semua tugas yang harus mengikutinya. Hal ini membuatnya lebih berguna dalam penyeimbangan lini produksi, di mana tugas awal mengendalikan sebagian besar alur kerja yang tersisa.
Pertimbangkan jalur perakitan komponen otomotif yang memproduksi modul pintu. Memasang rangkaian kabel mungkin bukan tugas tunggal terlama, tetapi banyak tugas selanjutnya bergantung padanya, termasuk pemasangan konektor, pemasangan klip, pengujian, dan pengencangan akhir. Pembobotan posisi berperingkat membantu menempatkan tugas-tugas berdampak tinggi ini lebih awal dan lebih terencana, mengurangi risiko bahwa satu stasiun hulu yang salah penugasan menciptakan penundaan tersembunyi di seluruh jalur perakitan.
Gunakan Kilbridge dan Wester untuk Pengelompokan yang Lebih Teratur
Itu Metode Kilbridge-Wester Ini sangat membantu ketika Anda menginginkan cara yang lebih visual untuk menangani batasan prioritas. Metode ini mengelompokkan tugas ke dalam kolom berdasarkan hubungan urutan, kemudian menetapkan tugas per stasiun sambil tetap berada dalam waktu siklus. Dalam praktiknya, ini memberikan struktur yang lebih teratur kepada para insinyur daripada sekadar peringkat tugas terlama, terutama di lingkungan perakitan dengan jalur tugas yang bercabang.
Metode ini sering berguna dalam perakitan dengan kompleksitas menengah. penyeimbangan jalur di mana terdapat beberapa cabang tugas paralel tetapi tidak terlalu banyak variabel sehingga optimasi perangkat lunak diperlukan. Misalnya, dalam lini peralatan rumah tangga, persiapan kabinet, pemasangan komponen, pengkabelan, pengujian, dan penyelesaian akhir mungkin melibatkan langkah-langkah paralel dan konvergen. Kilbridge dan Wester membantu tim mempertahankan logika urutan tanpa tersesat dalam diagram preseden yang rumit.
Bagaimana Memilih Metode yang Tepat
Tidak ada satu metode penyeimbangan lini produksi terbaik untuk setiap pabrik. Operasi pengemasan yang bergerak cepat dengan tenaga kerja yang terlatih silang mungkin paling diuntungkan dari penyeimbangan heuristik sederhana, sementara lini elektronik yang stabil mungkin merespons dengan baik terhadap Aturan Kandidat Terbesar. Di mana prioritas padat, dan ketergantungan tugas membentuk throughput, bobot posisi berperingkat atau Kilbridge dan Wester biasanya memberikan titik awal yang lebih baik.
Aturan pemilihan yang praktis adalah mencocokkan metode dengan kompleksitas dan tingkat perubahan lini produksi. Jika lini produksi stabil, berulang, dan dirancang secara detail, gunakan metode yang lebih terstruktur. Jika lini produksi sering berubah karena perubahan staf, varian produk, atau fluktuasi pesanan, gunakan metode yang lebih sederhana terlebih dahulu, kemudian konfirmasikan hasilnya dengan data waktu siklus aktual dan analisis hambatan dasar dalam konteks manufaktur.
Semua metode ini membantu Anda membuat rencana pemuatan stasiun yang layak, tetapi tidak satu pun yang menjamin keseimbangan berkelanjutan di lantai produksi. Metode-metode ini adalah alat perencanaan, bukan pengganti pengamatan kinerja operator yang sebenarnya, penghentian mikro, pengerjaan ulang, atau keterlambatan material. Dalam hal ini, hasil dari rumus penyeimbangan lini produksi hanyalah titik awal untuk pelaksanaan.
Itulah mengapa tim produksi yang berpengalaman biasanya menggabungkan logika penyeimbangan formal dengan validasi di lapangan. Mereka menetapkan pekerjaan berdasarkan salah satu metode ini, menjalankan lini produksi, memeriksa di mana terjadi penundaan atau penumpukan, dan kemudian menyempurnakan alokasi tugas. Bagian selanjutnya akan membahas contoh penyeimbangan lini produksi lengkap untuk menunjukkan secara tepat bagaimana hambatan tersebut muncul dan bagaimana keputusan penyeimbangan ulang mengubah throughput.
Contoh Praktis Penyeimbangan Lini Produksi: Menemukan Hambatan dan Menugaskan Kembali Pekerjaan
Skenario Perakitan Volume Menengah
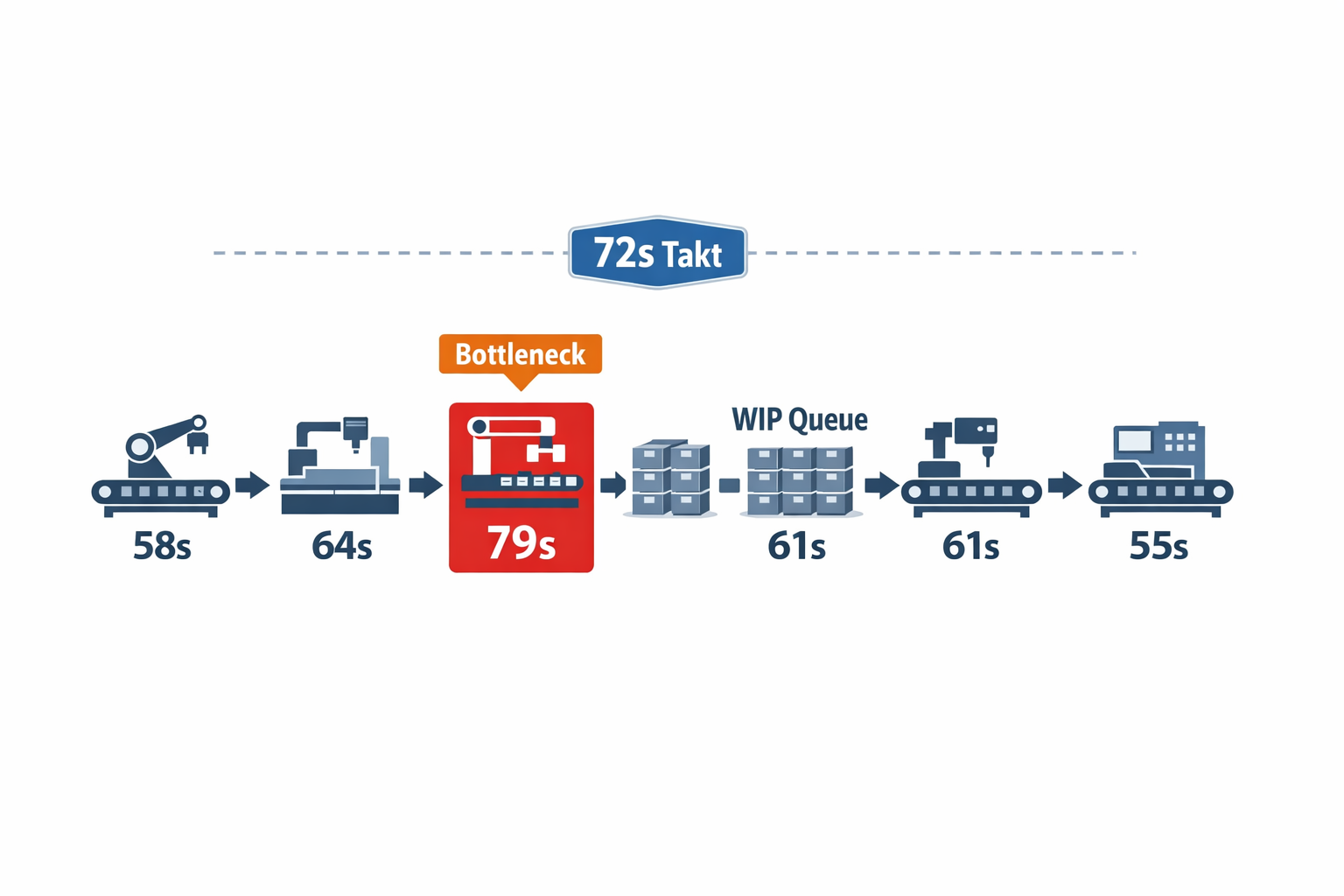
Pertimbangkan jalur perakitan panel kontrol peralatan rumah tangga bervolume sedang yang beroperasi dengan 480 menit produksi bersih per shift dan output yang dibutuhkan sebesar 400 unit per shift. Ini memberikan waktu takt sebesar 72 detik per unit, sehingga setiap stasiun perlu mempertahankan kecepatan tersebut atau di bawahnya agar jalur produksi tetap sesuai jadwal. Produk mengikuti urutan tetap: persiapan casing, pemasangan PCB, perutean kabel, pengencangan, uji fungsional, dan pengemasan akhir.
Seorang supervisor memetakan pekerjaan yang diamati berdasarkan stasiun dan menemukan waktu siklus manual rata-rata berikut: Stasiun 1: 58 detik, Stasiun 2: 64 detik, Stasiun 3: 79 detik, Stasiun 4: 61 detik, dan Stasiun 5: 55 detik. Pada titik ini, masalahnya jelas: Stasiun 3 berada di atas takt, sehingga seluruh lini produksi secara efektif diatur oleh stasiun tersebut, bukan oleh permintaan pelanggan. Di sinilah masalahnya muncul. penyeimbangan jalur Contoh ini menjadi bermanfaat, karena ketidakseimbangan tersebut terlihat pada beban stasiun yang sebenarnya, bukan hanya pada rata-rata teoretis saja.
Mengidentifikasi Hambatan Sebenarnya
Dalam analisis hambatan produksi, kendalanya bukan hanya stasiun dengan kandungan tenaga kerja tertinggi di atas kertas. Melainkan stasiun yang paling konsisten membatasi output, menumpuk antrian, dan memaksa menunggu di hilir. Dalam hal ini, Stasiun 3 menangani perutean kabel dan pengencangan konektor, dan operator di sana secara teratur mengumpulkan buffer WIP kecil sebanyak 8 hingga 12 unit selama shift, sementara operator Stasiun 4 mengalami waktu menganggur yang tidak menentu.
Jika Stasiun 3 rata-rata membutuhkan waktu 79 detik, kapasitas praktisnya sekitar 364 unit per shift sebelum terjadi kerugian. Bahkan jika setiap stasiun lain dapat mendukung 400 unit, lini produksi tidak dapat secara berkelanjutan melebihi laju produksi di titik kemacetan. Selisih sekitar 36 unit per shift tersebut menjelaskan mengapa produksi harian meleset dari rencana meskipun jumlah karyawan dan ketersediaan material stabil.
Menguji Opsi Penyeimbangan Ulang
Pengawas meninjau elemen tugas di Stasiun 3 dan melihat bahwa satu langkah pengencangan, yang bernilai 11 detik, dapat dipindahkan ke Stasiun 4 tanpa melanggar aturan prioritas atau menimbulkan risiko ergonomis. Setelah penugasan ulang, waktu di Stasiun 3 turun dari 79 menjadi 68 detik, sementara di Stasiun 4 naik dari 61 menjadi 72 detik. Ini adalah penggunaan metode penyeimbangan lini yang sederhana namun realistis: bukan mendesain ulang seluruh lini, tetapi mengalokasikan kembali pekerjaan di mana urutannya memungkinkan.
Hasilnya adalah kesesuaian yang lebih baik dengan takt di seluruh lini produksi: 58, 64, 68, 72, dan 55 detik. Kapasitas produksi tidak lagi dibatasi oleh stasiun ketiga yang kelebihan beban, dan hambatan bergeser dari kelebihan beban kronis ke stasiun yang terkontrol dan sesuai dengan takt. Dalam penyeimbangan lini perakitan praktis, ini seringkali cukup untuk menstabilkan aliran tanpa menambah tenaga kerja atau peralatan.
Dampak Sebelum dan Sesudah terhadap Kapasitas Produksi dan Beban Kerja
Sebelum perubahan, batas output lini produksi ditetapkan oleh Stasiun 3 sekitar 364 unit per shift, dan total waktu idle di seluruh stasiun non-bottleneck tersembunyi di balik waktu tunggu dan kecepatan yang tidak merata. Setelah penyeimbangan ulang, stasiun paling lambat sekarang adalah 72 detik, sesuai dengan takt, sehingga lini produksi secara teoritis dapat mendukung 400 unit per shift yang direncanakan. Beban kerja juga lebih ketat: alih-alih satu operator menanggung beban berlebih yang berkelanjutan sementara operator lain menyerap waktu tunggu, isi pekerjaan didistribusikan lebih merata.
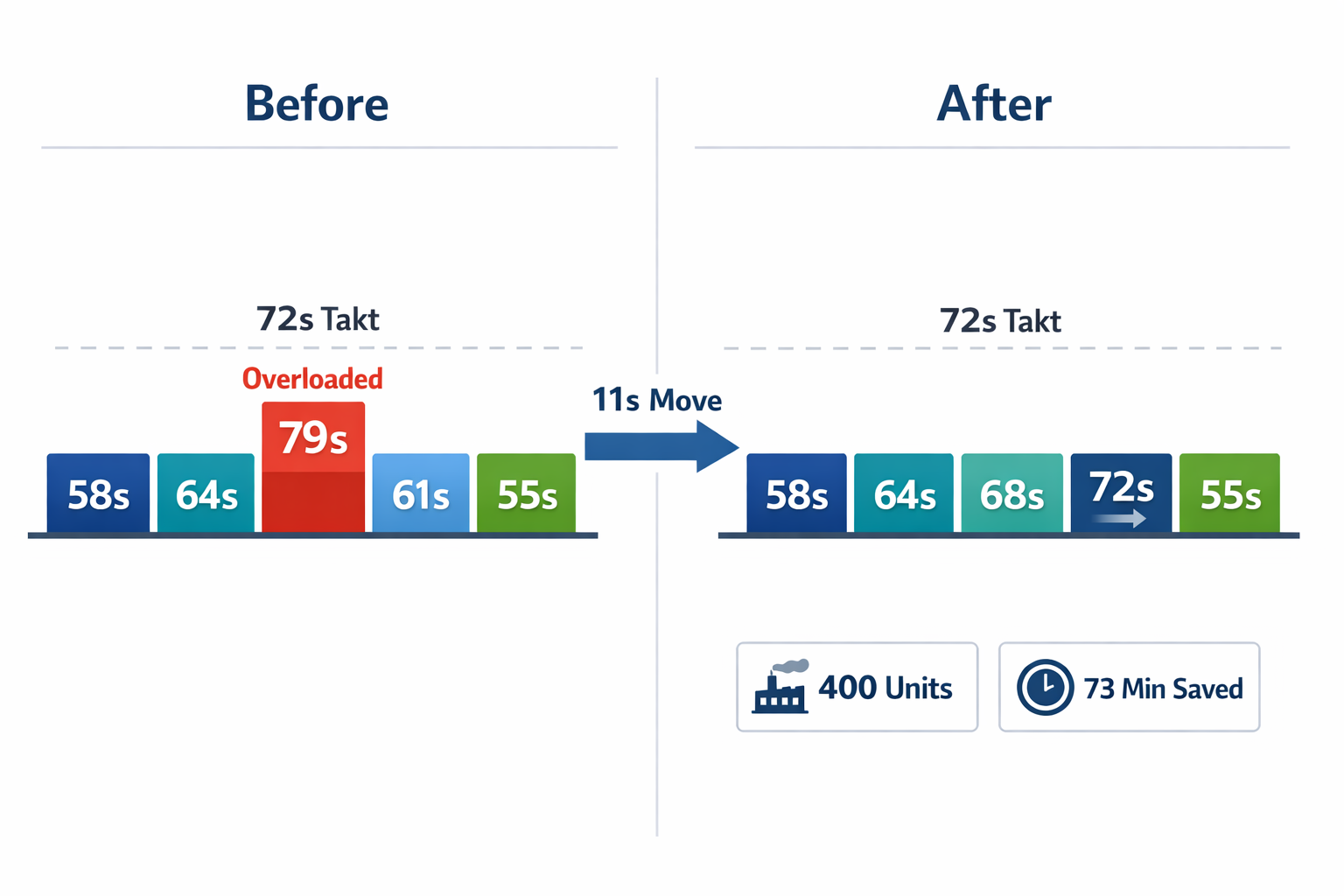
Inilah nilai praktis dari penyeimbangan lini produksi: Anda meningkatkan hasil produksi dengan menggeser pekerjaan di dalam tim yang ada, alih-alih langsung menerapkan lembur atau penambahan jumlah karyawan.
Hal-hal yang Harus Diperiksa Atasan Setelah Penugasan Ulang
Penyeimbangan ulang tidak boleh dianggap selesai hanya karena lembar kerja terlihat lebih rapi. Pengawas perlu mengkonfirmasi tiga hal di lapangan: pertama, bahwa Stasiun 4 dapat melakukan tugas tambahan secara konsisten dengan kecepatan kerja standar; kedua, bahwa antrian Stasiun 3 benar-benar menyusut selama produksi normal; dan ketiga, bahwa hasil produksi pertama tidak turun karena pekerjaan dipindahkan terlalu cepat. Rumus penyeimbangan lini yang baik dapat menunjukkan jawaban yang tepat, tetapi lapanganlah yang mengkonfirmasi apakah jawaban tersebut berlaku dalam kondisi operasi nyata.
Jika keseimbangan baru tetap stabil selama beberapa shift, pembagian tugas yang direvisi dapat diformalkan menjadi pekerjaan standar dan pelatihan operator. Jika tidak, tim mungkin memerlukan penyesuaian kedua seperti dukungan perlengkapan, peningkatan gerakan mikro, atau pembagian stasiun yang berbeda. Itulah sebabnya penyeimbangan jalur Ini bukan sekadar perhitungan; ini adalah pengamatan, pengujian, dan pengendalian yang berulang.
Dari Analisis Statis ke Eksekusi Digital: Menggunakan Data Real-Time untuk Mempertahankan Keseimbangan Lini Produksi
Mengapa Penyeimbangan Garis Statis Gagal di Lantai Pabrik
Neraca yang dihitung hanya berlaku jika kondisi produksi tetap stabil. Dalam praktiknya, ketidakhadiran, penghentian jalur pasokan, waktu henti mikro, kehilangan hasil produksi tahap pertama, dan perubahan bauran produk dapat menggeser waktu siklus efektif suatu stasiun dalam satu shift. Itulah mengapa produksi penyeimbangan jalur Seringkali gagal dalam pelaksanaannya bahkan ketika rumus penyeimbangan lini produksi dan desain stasiun kerja awalnya sudah tepat.
Studi waktu berkala dan pembaruan spreadsheet berguna untuk tinjauan teknik, tetapi terlalu lambat untuk kontrol harian. Pada saat seorang supervisor menyadari bahwa satu stasiun berjalan 18% di atas takt karena pengerjaan ulang atau kekurangan material, WIP (Work in Progress) sudah menumpuk, dan tenaga kerja di hilir sudah menunggu. Dalam penyeimbangan lini perakitan, masalah sebenarnya bukan hanya alokasi tugas di atas kertas, tetapi seberapa cepat lini tersebut dapat mendeteksi dan merespons perubahan kondisi.
Seperti Apa Kontrol Waktu Nyata Itu?
Mempertahankan lini produksi yang seimbang membutuhkan visibilitas langsung di tingkat stasiun. Operator memerlukan instruksi kerja digital yang mencerminkan metode, revisi, dan varian model terkini, sementara pemimpin tim membutuhkan pencatatan waktu siklus aktual, kode waktu henti, dan jumlah output per stasiun. Tanpa data operasional tersebut, analisis hambatan dalam manufaktur menjadi retrospektif, bukan korektif.
Alur kerja digital yang praktis dimulai dengan pengambilan data tingkat stasiun, biasanya melalui tablet, perangkat seluler, pemindaian kode batang, atau formulir operator sederhana. Data tersebut kemudian digunakan untuk menampilkan dasbor langsung yang menunjukkan data aktual versus takt per stasiun, penumpukan antrian, alasan waktu henti, dan kerugian saldo, sementara peringatan memberi tahu supervisor ketika ambang batas terlampaui dan memicu tinjauan atau tindakan penyeimbangan ulang sementara. Jika terhubung dengan baik, alur kerja yang sama dapat mengarahkan persetujuan supervisor untuk penugasan ulang tenaga kerja dan mengirimkan pekerjaan standar yang diperbarui ke stasiun yang terkena dampak.

Hal ini penting karena sebagian besar metode penyeimbangan lini produksi mengasumsikan waktu tugas yang tetap, padahal operasi sebenarnya penuh dengan variasi interval pendek. Lapisan digital tidak menggantikan rekayasa industri; lapisan ini membuat asumsi rekayasa terlihat dibandingkan dengan kinerja aktual. Bagi manajer pabrik, itu berarti respons yang lebih cepat, lebih sedikit waktu idle tersembunyi, dan pemulihan jadwal yang lebih baik tanpa menunggu studi formal berikutnya.
Bagaimana Jodoo Mendukung Penyeimbangan Lini Produksi Berkesinambungan
Jodoo Platform ini memenuhi kebutuhan tersebut dengan memungkinkan tim operasional untuk membangun aplikasi terhubung untuk pelaporan stasiun, kontrol kerja standar, alur kerja persetujuan, dan dasbor kinerja lini tanpa pengembangan kustom yang rumit. Produsen dapat membuat formulir seluler untuk waktu siklus aktual, alasan penghentian, kerugian kualitas, dan perubahan tenaga kerja, kemudian mengarahkan data tersebut ke dasbor yang menyoroti stasiun yang kelebihan beban secara real-time. Karena platform ini mencakup otomatisasi alur kerja, pengecualian seperti kesalahan takt berulang atau waktu idle abnormal dapat secara otomatis memberi tahu supervisor dan memulai proses respons.
Platform ini juga berguna ketika perubahan keseimbangan lini produksi memerlukan kontrol proses, bukan hanya visibilitas. Tim dapat memelihara instruksi kerja digital yang terkontrol revisinya, menetapkan akses berdasarkan lini atau peran, dan memerlukan persetujuan supervisor sebelum penyeimbangan ulang dirilis kepada operator. Hal ini mengurangi kesenjangan umum antara keputusan penyeimbangan dan apa yang sebenarnya dilakukan orang di lapangan.
Contoh Singkat: Perakitan Elektronik dengan Penyeimbangan Ulang yang Lebih Cepat
Dalam sebuah skenario perakitan elektronik, sebuah pabrik sedang menyeimbangkan jalur produksi manual untuk keluarga produk bervolume menengah, tetapi mengandalkan lembaran kertas dan ringkasan akhir shift untuk meninjau kinerja stasiun. Waktu siklus aktual di dua stasiun pengujian dan pengemasan mengalami penyimpangan selama jam sibuk karena masalah kualitas kecil menambah pengerjaan ulang, tetapi masalah tersebut baru terlihat setelah output sudah tertinggal dari rencana. Tim teknik memiliki contoh penyeimbangan jalur produksi yang valid di atas kertas, tetapi tidak memiliki sistem kontrol langsung.
Menggunakan Jodoo, Pabrik tersebut mendigitalisasi pelaporan stasiun sehingga operator dapat mencatat output, penghentian singkat, dan penyebab pengerjaan ulang dari perangkat seluler di lini produksi. Pengawas kemudian melihat dasbor dengan waktu siklus aktual per stasiun, pencapaian takt, dan kode penundaan berulang, sementara peringatan otomatis menandai kondisi kelebihan beban yang berkelanjutan untuk segera ditinjau. Alih-alih menunggu hingga hari berikutnya untuk menyesuaikan staf, tim dapat menugaskan kembali tenaga kerja pendukung, menyetujui pembagian kerja sementara, dan mengeluarkan instruksi yang diperbarui selama shift yang sama.
Bagi para produsen yang berupaya mempertahankan keseimbangan lini produksi, langkah maju yang sebenarnya adalah: beralih dari analisis periodik ke sistem operasi loop tertutup. Keseimbangan terbaik bukanlah yang Anda hitung sekali, tetapi yang dapat Anda pantau, terapkan, dan adaptasi setiap hari.
Kesimpulan: Bangun Sistem Penyeimbangan Lini Produksi yang Dapat Diulang
Penyeimbangan jalur Ini bukan sekadar latihan rekayasa sekali saja. Ini adalah disiplin operasional yang menggabungkan desain beban kerja yang tepat, metrik tingkat stasiun yang jelas, metode penyeimbangan ulang yang praktis, dan respons cepat ketika hambatan bergeser selama produksi aktual. Jika Anda hanya menghitung waktu takt sekali dan membiarkan lini produksi tidak berubah selama berbulan-bulan, ketidakseimbangan akan kembali terjadi melalui perubahan permintaan, ketidakhadiran, waktu henti mesin, kehilangan kualitas, dan variasi campuran produk.
Dalam artikel ini, kita beralih dari dasar-dasar penyeimbangan lini produksi ke rumus-rumus di balik takt time, cycle time, idle time, dan efisiensi. Kemudian kita melihat metode penyeimbangan praktis, diikuti oleh contoh nyata di lantai produksi tentang cara mengidentifikasi stasiun yang kelebihan beban, menugaskan kembali pekerjaan, dan meningkatkan throughput tanpa menambah tenaga kerja yang tidak perlu. Langkah terakhir adalah yang membuat peningkatan tersebut bertahan lama: eksekusi secara real-time, bukan hanya analisis berkala.
Sebagai platform manufaktur ramping tanpa kode, Jodoo memungkinkan Anda membangun penyeimbangan jalur dasbor, instruksi kerja digital, alur kerja pelacakan hambatan, dan aplikasi peningkatan berkelanjutan yang mencerminkan bagaimana pabrik Anda sebenarnya beroperasi. Jika Anda menginginkan cara yang lebih cepat untuk mengubah penyeimbangan lini menjadi sistem manajemen yang dapat diulang, Anda dapat mulai uji coba gratis atau pesan demo untuk melihat bagaimana Jodoo cocok untuk operasional Anda.


