
はじめに:今日の製造現場においてラインバランシングが重要な理由
ラインは人員が十分に配置されているように見えても、作業がステーション間で均等に分配されていないため、10%から20%の生産不足が生じる可能性があります。 ラインバランシング 重要なのは、生産ライン全体で作業負荷を調整し、各ステーションが遅延、過剰な待ち時間、またはオペレーターの過負荷を発生させることなく、需要に対応できるようにするプロセスです。.
工場の現場では、, ラインバランシング これは、プロセス設計時に行われる単なる工業工学上の作業ではありません。生産量、労働力活用、仕掛品、スケジュール遵守、さらには人間工学にも影響を与える、日々の生産管理上の課題でもあります。.
この記事は コア計算 バランスの取れたラインの背後で、実践的なバランス調整をレビューします 方法, 次に、ボトルネックを特定して修正する方法を説明し、最後に、 デジタル執行 実際の製造現場の状況が絶えず変化する状況下でも、改善を持続させるのに役立ちます。.
ラインバランシングの計算方法:主要な指標と計算式
比較する前に ラインバランシング 適切な方法を用いるには、測定基準が必要です。実際には、生産ラインのバランス調整に関する意思決定は、限られた時間、顧客が求める生産量、製品に必要な労働量、そして各工程における作業の均等な配分といった、少数の数値に集約されます。これらの数値が間違っていれば、バランス調整の意思決定も誤ったものとなります。.
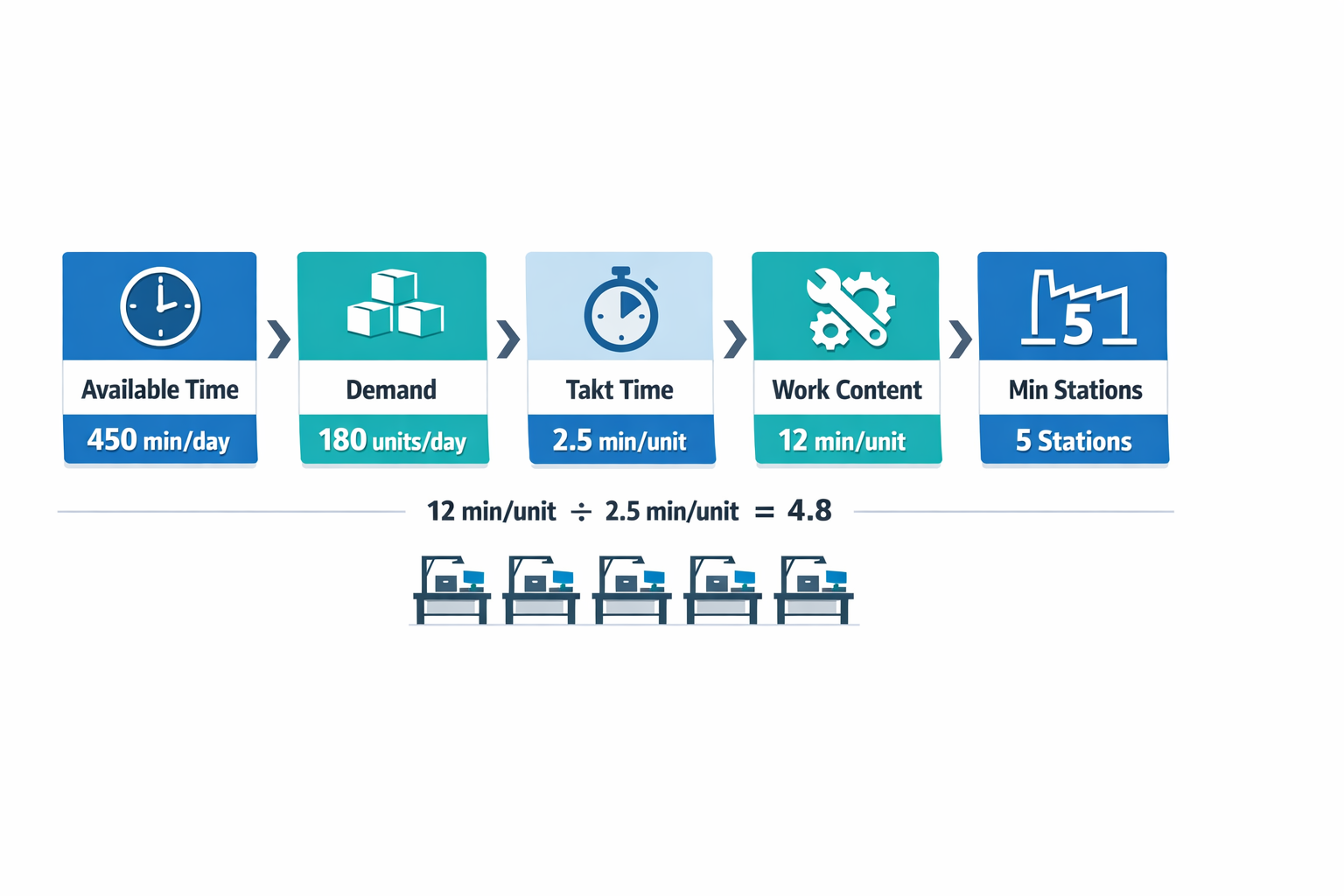
式を具体的に理解するために、このセクション全体を通して、シンプルな組立ラインの例を一つ使用します。工場が小型家電の組立ラインを1シフトで稼働させており、休憩や会議を除いた1日の正味生産時間は450分、顧客需要は1日あたり180台であると仮定します。すべての組立作業における手作業の総時間は、1台あたり12分です。.
利用可能な生産時間、顧客需要、およびタクトタイム
ラインバランシング式の最初の入力は 正味利用可能生産時間, 紙面上の勤務時間ではなく、実際の勤務時間です。予定されている休憩時間、清掃時間、始業ミーティング、その他製品製造に利用できない時間はすべて除外してください。勤務時間が8時間であっても、実際に生産に利用できる時間が450分しかない場合は、450分という数字を使用してください。.
顧客需要によって生産ラインの稼働ペースが決まります。タクトタイムは次のように計算されます。
タクトタイム = 利用可能な生産時間 ÷ 顧客需要
この例では、ラインは1日あたり180ユニットを配送する必要があるため、次のようになります。
タクトタイム = 450分 ÷ 180ユニット = 1ユニットあたり2.5分
つまり、生産ラインはスケジュール通りに進めるためには、2.5分ごとに完成品を1個ずつ生産する必要があるということです。組立ラインのバランス調整において、タクトタイムは、ラインが需要を満たすために各ステーションが処理できる作業量の基準点となります。.
サイクルタイム、総作業量、最小ステーション数
次に、分離 タクトタイム から サイクルタイム そして 総作業量. タクトタイムは需要によって決まる時間ですが、サイクルタイムは各ステーションまたはオペレーターが割り当てられた作業を完了するのに実際にかかる時間です。総作業量は、各ステーション間で作業がどのように配分されているかに関わらず、1つのユニットを製造するために必要なすべての作業時間の合計です。.
家電製品の生産ラインの例では、1台あたりの総作業時間は12分です。需要に応じてタクトタイムが2.5分である場合、理論上の最小ステーション数は次のようになります。
最小ステーション数 = 総作業量 ÷ タクトタイム
それで:
12 ÷ 2.5 = 4.8, 切り上げると 5駅
これは基本的だが不可欠な ラインバランシング 計算. これは、理想的な条件下では、需要を満たすために少なくとも5つのステーションが必要であることを示しています。なぜなら、4つのステーションでは、必要な作業内容である12分に対して、タクトサイクルあたりわずか10分のステーション時間しか確保できないからです。.
両者の関係性は重要です。タクトタイムは目標ペースを設定し、総作業量は必要な労働力を設定し、ステーションサイクルタイムは実際の作業割り当てがそのペースを満たせるかどうかを示します。ラインは図面上は適切なステーション数であっても、あるステーションがタクトタイムを超過し、別のステーションにかなりの遊休時間がある場合、バランスが崩れている可能性があります。そのため、生産ラインのバランス調整には、常に生産能力チェックとステーションごとの作業負荷チェックの両方が必要となります。.
シンプルな駅での積載例
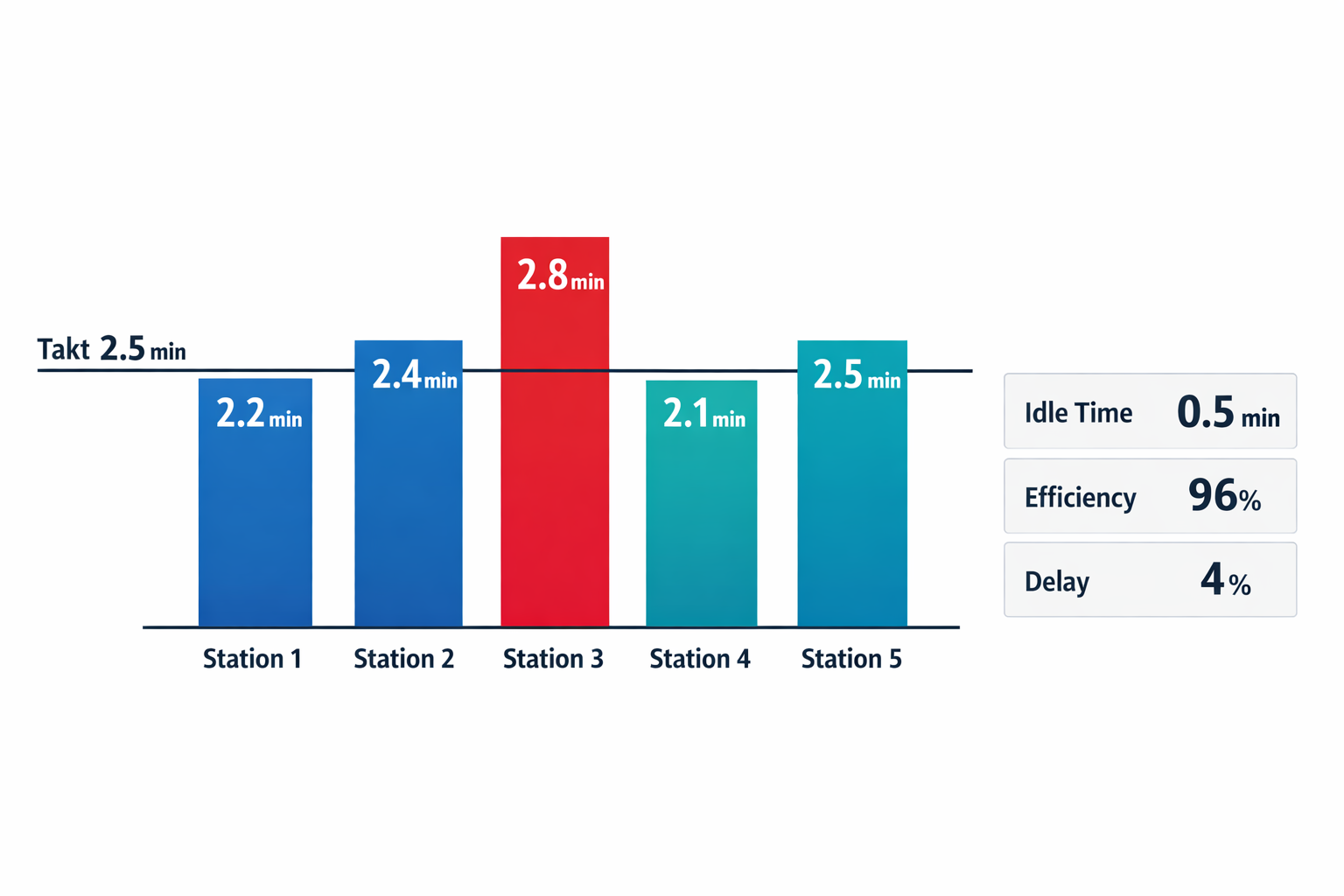
12分間の作業が、以下のように5つのステーションに割り当てられたと仮定します。
| 駅 | 割り当てられた作業内容(分/単位) |
|---|---|
| 1 | 2.2 |
| 2 | 2.4 |
| 3 | 2.8 |
| 4 | 2.1 |
| 5 | 2.5 |
この表から重要なことが分かります。ステーション3のサイクルタイムは 2.8分, これはタクトタイムを超えています 2.5分, そのため、理論上の最小駅数であっても、この路線は必要な出力を安定して達成することができない。.
アイドル時間、ライン効率、バランス遅延
駅の負荷状況が確認できたら、路線の利用可能時間のうち、どれだけが有効に使われているかを計算できます。全駅における1サイクルあたりの合計利用可能時間は次のとおりです。
総利用可能ステーション時間 = ステーション数 × タクトタイム
この例では:
5 × 2.5 = 12.5分
作業内容の合計が12分なので、1サイクルあたりの合計アイドル時間は次のとおりです。
アイドル時間 = 利用可能なステーションの総時間 - 作業内容の総量
それで:
12.5 – 12 = 0.5分
次に、ライン効率を計算します。
ライン効率 = 総作業量 ÷ (ステーション数 × タクトタイム)
それで:
12 ÷ 12.5 = 96%
バランス遅延は、その損失の逆の見方である。
バランス遅延 = 1 – 回線効率
それで:
1 – 0.96 = 0.04 = 4%
表を読む簡単な方法は次のとおりです。 96% 利用可能な放送局時間を生産的に活用しながら、 4% 不均衡によって損失が生じる。一見すると強力に見えるが、ステーションレベルで見ると隠れた問題がある。一部のステーションには余裕がある一方で、1つのステーションは過負荷状態になっているのだ。これが、製造におけるラインバランシングを単一の指標だけで判断してはならない理由である。.
リバランスを行う前に、これらの数字が教えてくれること
この段階では、この記事の後半でラインバランシング方法を評価するために必要な最小限のデータが得られます。必要なペース(2.5分)、総労働量(12分)、最小駅数(5実際の駅の負荷、不均一な分配による効率損失など、生産と効率損失の両方の基礎となる要素です。 ラインバランシング そして後には、製造におけるボトルネック分析へと発展した。.
同様に重要なのは、これらの計算が何をするかを示していることです。 ない これらは、ステーション3が過負荷になっている理由、タスクの再割り当てが可能かどうか、あるいは優先順位の制約によって再バランスが制限されるかどうかを説明するものではありません。これらの決定は、方法の選択と実際のボトルネック分析に関わるものですが、上記の数値はそれらすべての出発点となります。.
生産ラインおよび組立ラインのラインバランシング手法
タクトタイム、作業内容、ステーションの制限がわかったら、次の質問は実践的なものです。 各ステーションにタスクを割り当てるにはどうすればよいでしょうか? さまざまなラインバランシング手法は、それぞれ異なる操業条件に適しています。最適な選択は、教科書的な厳密さよりも、製品構成、優先順位の制約、労働力の柔軟性、ライン変更の頻度などによって大きく左右されます。.
ラインが頻繁に変化する場合は、ヒューリスティックなリバランスから始めましょう。
多品種少量生産や労働集約型の環境では、管理者は正式な最適化手法ではなく、単純なヒューリスティックな再配分から始めることが多い。これは、過負荷状態のステーションから負荷の低いステーションへ小さなタスクを移動したり、短いタスクを統合したり、タスクの順序を尊重しながら検査や取り扱い作業を再配分したりすることを意味する。この方法は迅速で、現場での説明も容易であり、需要や人員配置が日々変化する状況でも十分な効果を発揮することが多い。.
手作業による梱包ラインが良い例です。ある作業員が1個あたり52秒かけてカートンを密封している一方で、別の作業員がラベルを貼って積み重ねるのに31秒しかかからない場合、チームはラベル印刷を上流工程に移動したり、ピーク時には積み込み作業を他の作業員に任せたりするかもしれません。これは数学的に完璧な方法ではありませんが、変動量のある包装作業においては、理論的なバランスよりも迅速な調整の方が重要な場合が多いのです。.
シンプルで安定したタスクリストを作成するには、最大候補ルールを使用してください。
の 最大候補者ルール これは、作業時間が既知で、先行順序ルールが管理可能な場合に、組立ラインのバランスを取るための最も実用的で構造化された方法の1つです。作業時間を長いものから短いものへと順にリストアップし、目標サイクルタイムを超過したり、必要な作業順序を崩したりすることなく、その順序でステーションに割り当てます。この方法は単純なので、迅速な初期レイアウトが必要なエンジニアにとって便利です。.
例えば、電子機器組立セルでは、プリント基板の取り付け、ねじ締め、バーコードスキャン、目視検査、梱包といった作業には、明確な作業時間と限られた工程変動が設定されている場合があります。ねじ締めが最も時間がかかる作業であれば、最初にねじ締め作業を割り当て、その後、作業時間が短くなる作業を追加していき、最終的にタクトタイムに近づけていきます。この方法は、作業要素が明確で繰り返し可能な場合には有効ですが、先行関係が当初考えられていたよりも複雑な場合は、下流工程への負荷が不均一になる可能性があります。.
優先順位がより重要な場合は、順位付けされた位置重み付け法を使用してください。
順位付けされたポジション別重み シーケンスロジックが厳密で、下流の依存関係が重要な場合は、通常、この方法の方が適しています。この方法では、タスクを自身の時間だけでランク付けするのではなく、自身の時間に加えて、その後に続くすべてのタスクの時間も考慮して各タスクをランク付けします。そのため、初期のタスクが残りのワークフローの大部分を制御する生産ラインバランシングにおいて、より効果的です。.
自動車のドアモジュールを製造するサブアセンブリラインを考えてみましょう。配線ハーネスの取り付けは、単一の作業としてはそれほど長くはないかもしれませんが、コネクタの取り付け、クリップの取り付け、テスト、最終的な固定など、後続の多くの作業はこの配線ハーネスに依存しています。位置重み付けを行うことで、こうした影響の大きい作業をより早い段階で、より計画的に配置することができ、上流のステーションの割り当てミスによってライン全体に隠れた待ち時間が発生するリスクを軽減できます。.
より秩序だったグループ分けにはキルブリッジとウェスターを使用してください
の キルブリッジ・ウェスター法 先行制約をより視覚的に処理したい場合に役立ちます。タスクを順序関係に基づいて列にグループ化し、サイクルタイム内に収まるようにステーションごとにタスクを割り当てます。実際には、特に分岐するタスクパスを持つ組立環境において、純粋な最長タスクランキングよりも、エンジニアにとってより秩序だった構造を提供します。.
この方法は、中程度の複雑さのアセンブリにおいてしばしば有用である。 ラインバランシング 複数の並行タスク分岐が存在するものの、ソフトウェア最適化が必要なほど多くの変数が存在しないような場合。例えば、家電製品の製造ラインでは、筐体準備、部品挿入、配線、テスト、最終仕上げといった工程が並行して行われ、かつ収束していく場合がある。キルブリッジとウェスターは、複雑な先行関係図に迷い込むことなく、チームがシーケンスロジックを維持できるよう支援する。.
適切な方法の選び方
すべての工場に最適なラインバランシング手法は存在しません。多能工が活躍する高速な包装作業では、単純なヒューリスティックなバランシングが最も効果的かもしれません。一方、安定した電子機器製造ラインでは、最大候補ルールが有効な場合があります。優先順位が複雑で、タスク間の依存関係がスループットを左右する場合には、順位付けされた位置重み付けやキルブリッジ・ウェスター法がより良い出発点となるでしょう。.
実用的な選定基準は、生産ラインの複雑さと変化の頻度に合わせて手法を選択することです。生産ラインが安定していて、反復作業が多く、詳細に設計されている場合は、より構造化された手法を使用します。人員配置、製品バリエーション、注文変動などにより生産ラインが頻繁に変更される場合は、まずよりシンプルな手法を使用し、実際のサイクルタイムデータと製造用語を用いた基本的なボトルネック分析で結果を確認します。.
これらの方法はすべて、実行可能なステーション負荷計画を作成するのに役立ちますが、いずれも製造現場での持続的なバランスを保証するものではありません。これらは計画ツールであり、実際の作業員のパフォーマンス、微小な停止、手直し、または材料の遅延を観察することの代替となるものではありません。その意味で、ラインバランス計算式の出力は、実行の出発点に過ぎません。.
そのため、経験豊富な生産チームは通常、正式なバランス調整ロジックと現場での検証を組み合わせて使用します。これらの方法のいずれかに基づいて作業を割り当て、ラインを稼働させ、待機や蓄積が発生する箇所を確認し、タスクの割り当てを微調整します。次のセクションでは、完全なラインバランス調整の例を通して、ボトルネックがどのように発生し、バランス調整の決定によってスループットがどのように変化するかを正確に示します。.
実践的なラインバランシングの例:ボトルネックの発見と作業の再割り当て
中規模組立シナリオ
中規模生産の家電制御盤組立ラインを考えてみましょう。このラインは、1シフトあたり480分の正味生産可能時間で稼働し、1シフトあたり400台の生産が求められています。1台あたりのタクトタイムは72秒なので、ラインがスケジュール通りに稼働するには、各ステーションがこのペース以下を維持する必要があります。製品は、筐体準備、PCB実装、配線、固定、機能テスト、最終梱包という固定された手順で製造されます。.
監督者は、観測された作業をステーションごとにマッピングし、以下の平均手動サイクルタイムを発見しました。ステーション 1: 58 秒、ステーション 2: 64 秒、ステーション 3: 79 秒、ステーション 4: 61 秒、ステーション 5: 55 秒。この時点で、問題は明らかです。ステーション 3 がタクトタイムを超えているため、ライン全体が顧客の需要ではなく、そのステーションによって実質的にペースが決められています。ここで、 ラインバランシング この例が役立つのは、理論上の平均値だけではなく、実際の駅の負荷状況において不均衡が明らかになるからである。.
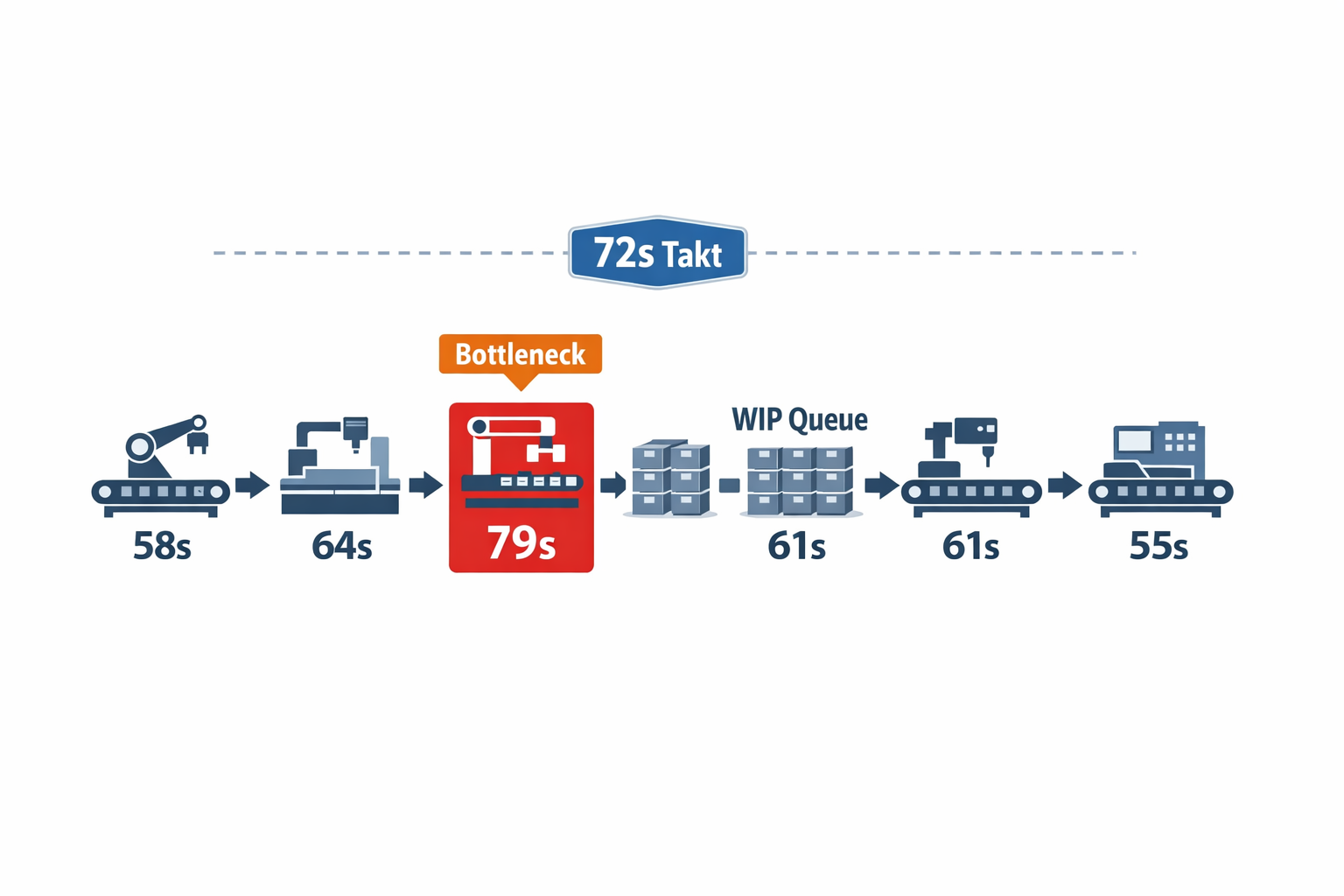
真のボトルネックを特定する
製造におけるボトルネック分析では、制約となるのは単に書類上の労働投入量が最も多いステーションだけではありません。生産量を最も継続的に制限し、待ち行列を発生させ、下流工程の待ち時間を強制するステーションこそがボトルネックなのです。この事例では、ステーション3が配線とコネクタの固定を担当しており、そこで働く作業員はシフト中に8~12個の仕掛品バッファを定期的に蓄積する一方、ステーション4の作業員は断続的に待機時間が発生します。.
ステーション3の平均処理時間が79秒だとすると、損失を除いた実質的な処理能力は1シフトあたり約364ユニットとなる。他のすべてのステーションが400ユニットを処理できたとしても、ラインはボトルネックの処理速度を持続的に超えることはできない。この1シフトあたり約36ユニットの差が、出勤状況や資材が安定している場合でも、日々の生産量が計画を下回る理由である。.
リバランスオプションのテスト
監督者はステーション3内の作業要素を精査し、11秒かかる固定作業の1つを、優先順位ルールを破ったり人間工学的リスクを生み出したりすることなくステーション4に移動できることを確認した。再割り当て後、ステーション3の所要時間は79秒から68秒に短縮され、ステーション4の所要時間は61秒から72秒に延長された。これは、ラインバランシング手法のシンプルかつ現実的な活用例である。つまり、ライン全体を再設計するのではなく、作業順序が許す範囲で作業を再配分しているのだ。.
その結果、ライン全体のタクトタイムが58秒、64秒、68秒、72秒、55秒とより適切に一致するようになりました。スループットはもはや過負荷状態の第3ステーションによって制約されることがなくなり、ボトルネックは慢性的な過負荷状態から、タクトタイムが調整された制御可能なステーションへと移行します。実際の組立ラインのバランス調整においては、これだけで人員や設備を追加することなくフローを安定させるのに十分な場合が多いのです。.
処理能力と労働負荷に対する変更前後の影響
変更前は、ラインの生産上限はステーション3によって1シフトあたり約364ユニットに設定されており、ボトルネック以外のステーション全体のアイドル時間は、待ち時間やペースのばらつきによって隠されていました。再調整後、最も遅いステーションでも72秒となり、タクトタイムに合致したため、ラインは理論上、計画通り1シフトあたり400ユニットを生産できるようになりました。作業負荷もより均等になり、1人の作業員が過負荷状態を長時間担い、別の作業員が待ち時間を吸収するのではなく、作業内容がより均等に分散されるようになりました。.
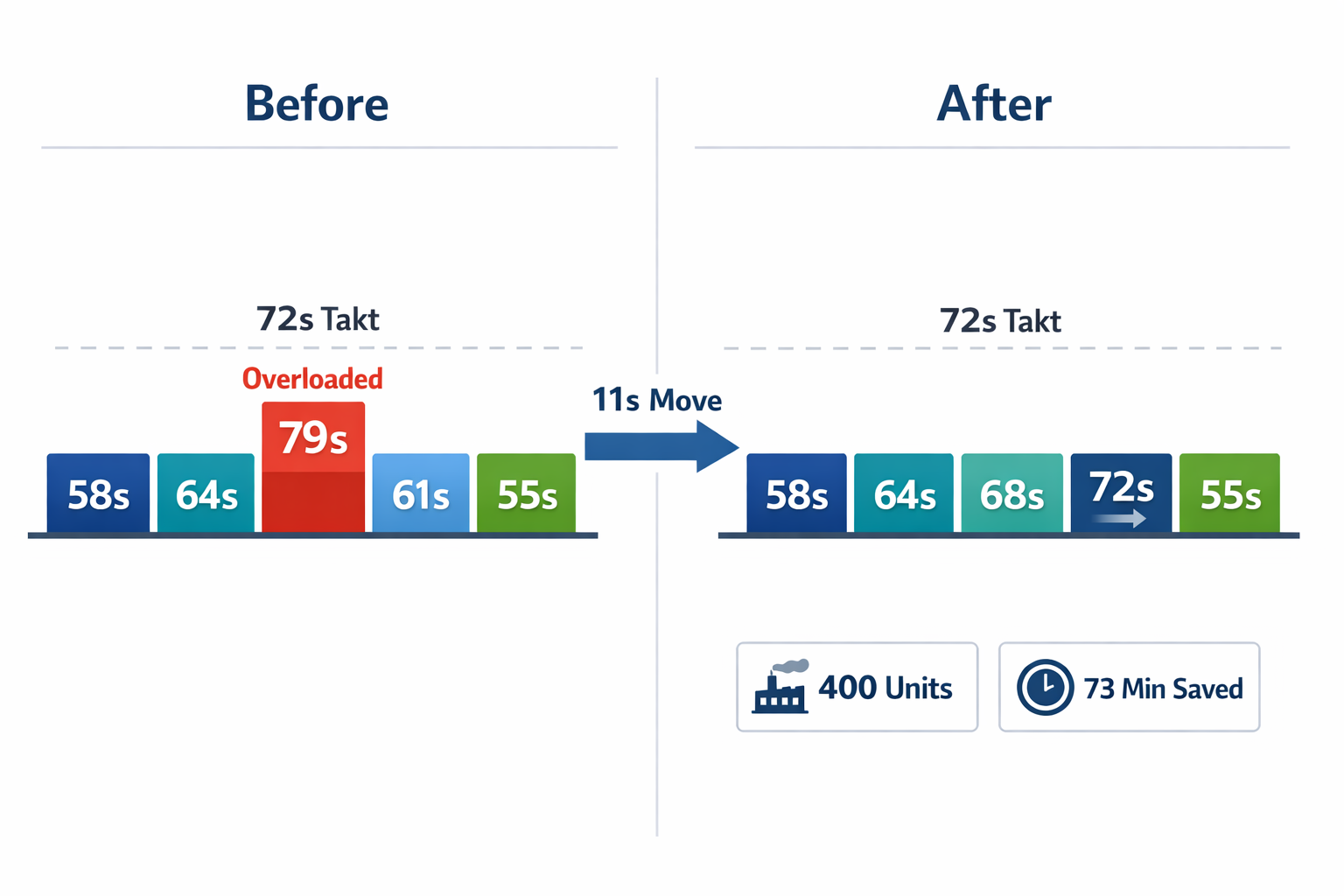
これが生産ラインバランシングの実際的な価値です。残業や人員増強に頼るのではなく、既存のチーム内で作業を調整することで生産性を向上させることができるのです。.
配置転換後に上司が確認すべき事項
作業シートが見栄えが良くなったからといって、再調整が完了したとみなすべきではありません。監督者は現場で次の3点を確認する必要があります。1つ目は、ステーション4が標準作業ペースで追加作業を安定して実行できること。2つ目は、通常の生産中にステーション3の待ち行列が実際に縮小すること。3つ目は、作業の移動が速すぎたために初回合格率が低下しないことです。優れたラインバランシングの計算式は正しい答えを導き出すことができますが、実際の操業条件下でその答えが妥当かどうかは現場で確認する必要があります。.
新しいバランスが数シフトにわたって安定していれば、改訂されたタスク分割を標準作業とオペレーターのトレーニングとして正式に採用できます。そうでない場合は、チームは治具のサポート、微細動作の改善、または別のステーション分割などの2回目の調整が必要になる可能性があります。 ラインバランシング それは単なる計算ではなく、繰り返し観察、テスト、そして制御を行うことである。.
静的解析からデジタル実行へ:リアルタイムデータを使用してラインバランシングを維持する
静的ラインバランス調整が現場で失敗する理由
計算されたバランスは、生産条件が安定している場合にのみ有効です。実際には、欠勤、フィーダーの停止、微小なダウンタイム、初回通過歩留まりの低下、製品構成の変化などにより、1シフト内でステーションの実効サイクルタイムが変動する可能性があります。そのため、生産は ラインバランシング 元のラインバランシング方式やワークステーション設計が適切であった場合でも、実行段階で失敗することが多い。.
定期的な時間研究やスプレッドシートの更新は、エンジニアリングレビューには役立ちますが、日常的な管理には時間がかかりすぎます。監督者が、あるステーションが手直しや材料不足のためにタクトタイムを18%も超過していることに気づく頃には、仕掛品はすでに積み上がり、下流工程の作業員が待機状態になっています。組立ラインのバランス調整において、真の課題は、単に紙上の作業割り当てではなく、ラインが変化する状況をどれだけ迅速に検知し、対応できるかということです。.
リアルタイム制御とはどのようなものか
生産ラインのバランスを維持するには、ステーションレベルでのリアルタイムな可視性が不可欠です。作業員は、現在の作業方法、改訂版、モデルバリアントを反映したデジタル作業指示書を必要とし、チームリーダーは、ステーションごとの実際のサイクルタイム、ダウンタイムコード、生産量を把握する必要があります。こうした運用データがなければ、製造におけるボトルネック分析は、是正措置ではなく事後的な分析になってしまいます。.
実用的なデジタルワークフローは、通常タブレット、モバイルデバイス、バーコードスキャン、または簡単なオペレーターフォームによるステーションレベルのデータ収集から始まります。このデータは、ステーションごとの実績とタクトタイムの比較、待ち行列の発生状況、ダウンタイムの原因、およびバランス損失を示すライブダッシュボードに反映されます。また、しきい値を超えた場合はアラートが管理者に通知され、レビューまたは一時的な再調整アクションがトリガーされます。適切に連携すれば、同じワークフローで管理者の承認を得て人員配置の変更を行い、更新された標準作業を影響を受けるステーションにプッシュ配信することも可能です。.

これは重要な点です。なぜなら、ほとんどのラインバランシング手法は固定された作業時間を前提としていますが、実際の操業では短い間隔で変動が頻繁に発生するからです。デジタルレイヤーは産業工学に取って代わるものではなく、工学的な前提を実際のパフォーマンスと比較して可視化するものです。工場管理者にとっては、これはより迅速な対応、隠れた遊休時間の削減、そして次の正式な調査を待つことなくスケジュールをより良く立て直せることを意味します。.
Jodooが連続ラインバランシングをサポートする方法
Jodoo このプラットフォームは、運用チームが大規模なカスタム開発を行うことなく、ステーションレポート、標準作業管理、承認ワークフロー、ラインパフォーマンスダッシュボード用の接続アプリを構築できるようにすることで、こうしたニーズに対応します。製造業者は、実際のサイクルタイム、停止理由、品質損失、人員変更などを記録するモバイルフォームを作成し、そのデータをダッシュボードにルーティングして、過負荷状態のステーションをリアルタイムで表示できます。プラットフォームにはワークフロー自動化機能が搭載されているため、タクトタイムの繰り返しミスや異常なアイドル時間などの例外が発生した場合、自動的に管理者に通知し、対応プロセスを開始できます。.
このプラットフォームは、ラインバランスの変更に可視性だけでなくプロセス管理が必要な場合にも役立ちます。チームは改訂管理されたデジタル作業指示書を維持し、ラインまたは役割ごとにアクセス権限を割り当て、オペレーターに再バランスがリリースされる前に上司の承認を必須にすることができます。これにより、バランス決定と現場での実際の作業との間に生じる一般的なギャップを縮小できます。.
簡単な例:より高速な再バランス調整による電子機器の組み立て
ある電子機器組立工場では、中量生産の製品群向けに手動ラインのバランス調整を行っていたものの、各ステーションのパフォーマンス評価は紙のシートとシフト終了時のサマリーに頼っていた。2つのテスト・梱包ステーションでは、軽微な品質問題による手直し作業の増加が原因で、ピーク時に実際のサイクルタイムがずれ込んでいたが、この問題は生産量が計画を下回った後に初めて明らかになった。エンジニアリングチームは、紙面上では有効なラインバランス調整の事例を持っていたものの、実際の制御システムは存在しなかった。.
使用 Jodoo, 工場では、作業員が生産量、短時間の停止、再作業の原因を現場のモバイル端末から記録できるよう、ステーションごとの報告をデジタル化しました。監督者は、ステーションごとの実際のサイクルタイム、タクトタイムの達成状況、繰り返し発生する遅延コードなどを表示するダッシュボードを確認でき、過負荷状態が継続すると自動アラートが作動して即座に確認できるようになりました。人員配置の調整を翌日まで待つ代わりに、チームは同じシフト中にサポート要員の再配置、一時的な作業分割の承認、最新の指示の発行を行うことができました。.
生産ラインのバランスを持続的に維持しようとするメーカーにとって、真の進歩とは、定期的な分析からクローズドループ型の運用システムへの移行です。最適なバランスとは、一度計算すれば良いものではなく、日々監視、維持、そして調整できるバランスなのです。.
結論:再現性のあるラインバランシングシステムを構築する
ラインバランシング タクトタイムの算出は、一度きりのエンジニアリング作業ではありません。これは、適切な作業負荷設計、明確なステーションレベルの指標、実用的な再調整方法、そして実際の生産中にボトルネックが変動した際の迅速な対応を組み合わせた、運用上の規律です。タクトタイムを一度だけ計算して、その後数ヶ月間ラインをそのままにしておくと、需要の変化、欠勤、機械のダウンタイム、品質の低下、製品構成の変動などを通じて、再び不均衡が生じます。.
この記事では、ラインバランシングの基本から、タクトタイム、サイクルタイム、アイドルタイム、効率の計算式へと進みました。次に、実践的なバランシング手法を解説し、過負荷状態のステーションを特定し、作業を再割り当てし、不要な人員を増やすことなくスループットを向上させる実際の現場事例を紹介しました。最後に、これらの成果を定着させるための重要なステップとして、定期的な分析だけでなく、リアルタイムでの実行について説明しました。.
ノーコードのリーン生産プラットフォームとして、, Jodoo 構築できます ラインバランシング ダッシュボード、デジタル作業指示書、ボトルネック追跡ワークフロー、工場の実際の稼働状況を反映した継続的改善アプリ。ラインバランシングを反復可能な管理システムに迅速に変換したい場合は、 無料トライアルを開始する または デモを予約する Jodooが貴社の業務にどのように適合するかをご確認ください。.


