
カテゴリー別に閲覧する
はじめに:製造業における是正措置の意味
欠陥は1シフトで修正できるかもしれないが、同じ問題が翌週に再び発生した場合、工場は実際には何も解決していないことになる。 是正措置 製造業において重要なのは、単に不良部品を修理したり、生産ラインを停止したり、苦情を迅速に処理したりすることだけではありません。問題が発生した原因を特定し、その原因を取り除くことで、不良品、再加工、顧客からの苦情、監査結果、不適合報告書(NCR)などを通じて問題が再発しないようにすることです。.
実際には、是正措置は不適合が発見された後に開始され、即時の封じ込めよりもさらに深い問題提起を行います。不良部品の交換、疑わしい在庫の選別、あるいは作業員への一時的な注意喚起などは、症状への対処にとどまるかもしれません。適切な品質是正措置は、さらに踏み込んで、問題の根本原因を突き止めます。その原因が、不明確な作業指示、工具の摩耗、仕入先のばらつき、あるいは管理されていない工程変更であるかどうかは問いません。.
これは、品質問題が繰り返されるとコストがかかるため重要です。 売上高151兆3000億~201兆3000億 多くの業務において、不良品、再加工、ダウンタイム、返品、保証費用を合計すると、 是正措置 是正措置や予防措置との違い、プロセスを開始すべき時期、そして品質チームが調査から完了までどのように追跡できるかについて説明します。.
是正、是正措置、予防措置:その違いとは?
製造業において、これら3つの用語は関連しているが、互換性はない。 修正 即時の不適合に対処する、 是正措置 既に発生した問題の原因を取り除き、 予防措置 これにより、同様の問題が他の場所や将来発生する可能性を低減できます。チームがこれらを混同してしまうと、是正措置プロセスは封じ込めにとどまり、永続的なプロセス改善には至らないことがよくあります。.
シンプルな比較フレームワーク
この3つを区別する実際的な方法は、3つの質問をすることです。まず、今すぐ修正する必要があるのは何でしょうか?これが修正です。次に、なぜこのようなことが起こったのか、そして再発を防ぐために何を変える必要があるのか?これが是正措置です。さらに、同じ故障モードが他にどこで発生する可能性があるのか、そしてそれが広がる前にどのように阻止するのか?これが、より広範な是正措置および予防措置システムにおける予防措置です。.

この区別が重要なのは、多くの品質管理チームが問題を早々に解決してしまうためです。不良部品の交換、在庫の仕分け、製品の再加工によって出荷状況は回復するかもしれませんが、これらの手順だけでは品質改善策とは言えません。真の変革は、根本原因分析によって、単発的な対応を、方法、トレーニング、ツール、検査、サプライヤー管理における管理された変更へと転換したときに起こります。.
顧客からの苦情例
顧客から、完成した筐体の表面に傷がついた状態で届いたとの報告があった。 修正 影響を受ける在庫を仕分け、破損したユニットを交換し、未開封の出荷物を保護する。 是正措置 根本原因分析の結果、傷は加工によるものではなく、輸送中の部品の緩みによる動きが原因であることが分かったため、梱包方法を変更する可能性がある。 予防措置 そうすれば、改訂された包装基準を、同じトレイデザインを使用する類似の製品群にも適用できるだろう。.
サプライヤーの欠陥例
入荷したファスナーのロットが硬度検査に不合格となった。 修正 ロットを隔離し、生産に使用できないようにすることだ。 是正措置 根本原因分析の結果、供給業者の現場で熱処理が不安定であることが判明した場合、供給業者管理計画の更新、受入検査規則の強化、または工程能力の証拠の要求などが含まれる可能性がある。 予防措置 他の重要な締結部品供給業者も同様のリスクを抱えているかどうかを検討し、別の漏洩事故が発生する前に同じ管理ロジックを適用するだろう。.
内部プロセス逸脱の例
電子機器製造ラインにおいて、作業員は工程内検査中に、通常の欠陥閾値を超えるはんだブリッジを発見した。 修正 その時間帯に製造された基板の即時再加工と一時的な封じ込めが行われます。 是正措置 調査でプロセスドリフトが確認された後、ステンシル洗浄頻度とオーブンパラメータチェックを見直す可能性がある一方、 予防措置 これには、類似するすべてのSMTラインにおける管理計画とトレーニングマトリックスの更新が含まれる場合があります。そこで、是正措置の追跡が重要になります。チームは、修正が実施されたことを確認するだけでなく、同じ欠陥率が再発しないことを確認する必要があるからです。.
根本原因分析が適用される場面
根本原因分析は、短期的な対応と長期的な制御をつなぐ架け橋です。 5つの理由 または フィッシュボーン図 チームが「オペレーターのミス」といった浅薄な結論を避け、障害の背後にあるシステムの状態を特定するのに役立ちます。実際には、強力な 是正措置 事例では通常、不適合から原因へ、そして原因から検証済みのプロセス変更へと明確な連鎖が示されているが、不十分な事例では、問題が真に解決されたという証拠がないまま、手直しや再訓練で終わってしまう。.
是正措置プロセスを開始すべき時期
正式な是正措置が必要となるトリガー
正式な 是正措置 問題がシグナルを発したときにプロセスを開始する必要があります システムの脆弱性, 単なる一度限りのミスではありません。製造業において最も一般的な原因は、繰り返し発生する欠陥、不適合報告書(NCR)、監査結果、顧客からの苦情、サプライヤーの不正行為、製品の品質、コンプライアンス、納期、または安全性に影響を与えるプロセス逸脱です。同じ問題が複数のバッチ、シフト、ライン、またはサプライヤーにまたがって発生する場合、単純な手直しや封じ込めではもはや不十分であることを示す明確な兆候です。ここで、品質是正措置は、出力の修正から根本的なプロセス上の欠陥への対処へと移行します。.
繰り返し発生する内部欠陥は、多くの場合、最も初期の警告サインです。例えば、射出成形ラインで同じキャビティで3シフトにわたってショートショットが繰り返し発生する場合、最初の対応は分離と機械調整かもしれませんが、繰り返し発生する場合は正式な調査を開始する必要があります。同様に、NCRで機械加工部品の寸法不良が繰り返し発生している場合や、SPCデータでオペレーターが修正を繰り返してもプロセスが安定しない場合にも、同様の対応が必要です。これらのケースでは、問題が顧客に影響を与える前に、根本原因分析を開始する必要があります。.
外部要因による問題は、再発コストが高いため、通常は迅速な対応が求められます。締結具の締め付けトルクに関する顧客からの苦情、ラベルの誤りがある供給業者ロット、トレーサビリティ記録の欠落に関連する監査結果などは、いずれも是正措置および予防措置のワークフローへの即時導入を正当化するものです。医療機器、食品、航空宇宙などの規制対象分野では、コンプライアンス違反のリスクがあるため、文書化された逸脱が1件であっても正式な措置が必要となる場合があります。問題が安全性、トレーサビリティ、または規制上の義務に影響を与える場合は、対応のハードルは低くなります。.
簡単な修正で十分な場合
すべての問題に完全な是正措置記録が必要なわけではありません。問題が単発的で、リスクが低く、容易に封じ込められ、再発の可能性が低い場合は、簡単な是正措置で十分かもしれません。例えば、最終梱包時に破損したラベルを1枚交換したり、追跡可能性に影響を与えない旅行者の伝票を再印刷したりといった問題は、より広範なパターンが見られない限り、管理者レベルで解決済みとみなされる可能性があります。重要なのは、その事象が管理体制の不備、基準の不明確さ、またはプロセスの不安定さを示しているかどうかです。.
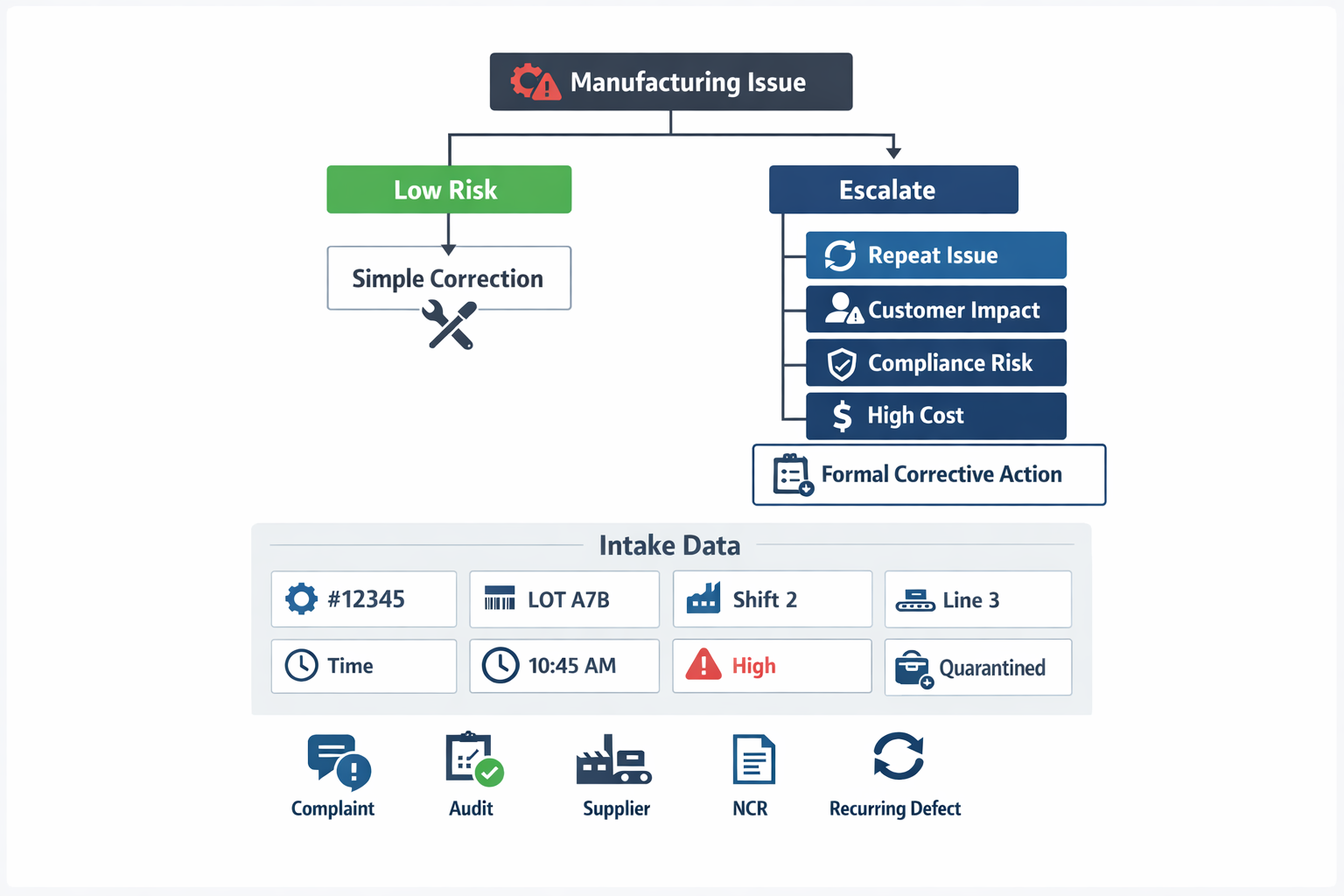
チームは、繰り返し発生する、顧客への影響、複数の部門が関与する、原因が不明、コンプライアンスリスク、または重大な不良品、ダウンタイム、再作業コストが発生するといった状況が1つ以上存在する場合に、エスカレーションを行うべきです。多くの工場で採用されている実用的なルールは、一定期間内に深刻度の閾値を超える問題、または複数回発生する問題を正式なものとして記録することです。これにより、些細な欠陥を事務作業にするのではなく、重要なリスクにシステムが集中できるようになります。また、データベースに実際のシステム上の問題が反映されるため、是正措置の追跡もより効果的になります。.
品質管理チームが採用時に把握すべき事項
受付段階では、迅速な封じ込めと後続の調査を支援するために十分な情報を収集する必要があります。最低限、部品番号、バッチ番号またはロット番号、シフト、生産ラインまたは機械、検出日時、問題の説明、重大度、即時の封じ込め措置、および責任者を記録する必要があります。問題がサプライヤーの資材、顧客からの返品、または監査結果に関係する場合は、ケースを正しく処理できるよう、受付時に発生源も記録する必要があります。これらの基本事項を怠ると、根本原因分析が始まる前に是正措置が停滞する主な原因の1つとなります。.
適切な受付データは、チームがそのケースを通常の不適合処理に含めるべきか、正式な是正措置プロセスに含めるべきかを判断するのに役立ちます。たとえば、プレス加工の欠陥が特定のサプライヤーロットの1つのコイルに関連している場合、サプライヤー品質部門が主導する必要があるかもしれません。同じ欠陥が2台のプレス機と複数の作業者に見られる場合は、製造エンジニアリング部門が担当する必要があるかもしれません。明確な受付フィールドは、引き継ぎの遅延を減らし、後々の是正措置の事例を工場、ライン、サプライヤー間で比較しやすくします。.
品質管理チームのための段階的な是正措置プロセス
強い 是正措置 このプロセスは、問題の特定、リスクの封じ込め、原因の調査、対策の割り当て、変更の実施、結果の検証、そして正式な案件の完了という明確な順序に従います。実際には、この順序によって、品質改善のための是正措置が書類作成や手直しで終わることがなくなり、チームは再現可能な解決策へと導かれます。具体的に理解するために、ある事例をプロセス全体を通して見ていきましょう。それは、公差外の穴径を持つアルミニウム製ハウジングを製造する機械加工ラインで、社内での不良品が繰り返し発生し、顧客からの返品も1件あったというケースです。.

問題点を特定し、リスクを封じ込める
最初のステップは、「部品が不良である」と記録するだけでなく、対応を裏付けるのに十分な詳細さで不適合を文書化することです。ハウジングの欠陥については、品質エンジニアは部品番号、機械ID、バッチ番号、検査結果、不良率、影響を受けたシフト、および疑わしい在庫が既に組み立てまたは出荷段階に移動されているかどうかを記録します。適切な受入データは、特に複数の部門が迅速に対応する必要がある場合に、後々の遅延を軽減します。.
次に封じ込め措置が取られます。これは、チームが調査を行う間、工場が問題の拡大を阻止する必要があるためです。この例では、監督者は工程内在庫と完成品在庫を保留し、最後の3ロットに対して100%検査を開始し、影響を受けたCNCラインの生産量が制限される可能性があることを計画部門に通知します。封じ込め措置は是正措置そのものではなく、顧客を保護し、適切な調査のための時間を稼ぐための暫定的な管理措置です。.
根本原因を調査する
生産ラインが安定したら、チームは根本原因分析に移ります。迅速な対応のためには、まず「5つのなぜ」から始め、機械の状態、工具、方法、測定、材料、作業者の作業手順など、複数の要因が関係している可能性がある場合は、フィッシュボーン図を使用します。目標は、欠陥が検出された箇所だけでなく、欠陥が発生し、漏れ出してしまったプロセス上の問題点を特定することです。.
ハウジングの例では、チームは穴径が許容範囲を超えてずれた理由を問います。調査の結果、切削工具の摩耗が予想よりも早かったことが判明しますが、それだけが原因ではありません。より根本的な問題は、作業指示書に記載されている工具交換頻度が古い材料ロットに基づいており、サプライヤーの材料硬度変更後に改訂されていなかったことです。さらに、もう一つの問題点も明らかになりました。初回品の検証は完了していましたが、一定サイクルごとに工程内検査が義務付けられていなかったため、ずれを早期に発見できなかったのです。.
担当者を割り当て、是正措置を定義する
原因が特定されたら、各対策には明確な担当者、期日、そして期待される成果が必要です。こうした枠組みがなければ、是正措置や予防措置は実行計画ではなく、単なる議論に終わってしまうことがよくあります。品質管理部門が記録を統括すべきですが、対策は通常、生産、エンジニアリング、保守、サプライヤー品質管理、トレーニングなど、複数の部門にまたがって実施されます。.
このケースでは、製造エンジニアリング部門が工具寿命基準と作業指示書の更新を担当し、生産部門が工程内検査頻度の改訂を担当し、調達部門とサプライヤー品質レビュー部門が入荷資材の変更管理を担当し、トレーニング部門が更新されたチェック項目に関する作業員の再資格認定を担当します。各アクションには、プロセスで何が変わるのか、完了を証明する証拠は何か、対処すべきリスクは何かが明記されている必要があります。ここで是正措置の追跡が不可欠になります。なぜなら、説明責任は口頭でのフォローアップではなく、目に見えるステータスに依存するからです。.
プロセスの変更を実施する
実施段階は、多くの是正措置が弱体化するポイントです。なぜなら、チームは実行の確認ではなく、意図に基づいてタスクを完了してしまうからです。工場では、文書が改訂され、機械の工具パラメータが変更され、品質システムで検査計画が更新され、関係する従業員が実際にトレーニングを受けたことを確認する必要があります。あるアクションが別のアクションに依存している場合は、ラインが混在した状態で再開しないように、その順序を管理する必要があります。.
機械加工の例では、チームはより硬い材料の範囲で標準工具交換間隔を1,200サイクルから800サイクルに更新し、200サイクルごとに必須の穴あけ検査を追加し、機械に視覚的なカウンター表示を設置します。古い作業指示書は撤回され、品質計画が更新され、通常の生産再開前に、ライン上の3人の作業員全員が再訓練を完了したことを監督者が承認します。これらの詳細が重要なのは、是正措置プロセスは、是正措置実施後の現場のプロセスが実施前と異なっている場合にのみ機能するからです。.
閉鎖前に有効性を確認する
是正措置が効果を発揮したかどうかは、実施だけでは証明されません。検証こそが証明するのです。品質管理チームは、有効性チェックの基準を事前に定義する必要があります。これは通常、時間、量、または再発率といった基準に基づいて行われ、例えば、次の5ロットで再発がゼロであること、あるいは2週間にわたってプロセス能力が安定していることなどが挙げられます。このステップによって、完了したタスクと効果的な是正措置を区別することができます。.
ハウジング製造ラインでは、品質管理担当者が次の8ロットの生産を監視し、穴径の測定値、不良率、顧客からの返品状況をレビューします。ラインでは不適合の再発はなく、工程内検査は予定通りに完了し、工程能力はぎりぎりのレベルから許容範囲に改善します。欠陥が再発した場合は、「完了」としてクローズするのではなく、ケースを再開またはエスカレーションする必要があります。“
記録を閉じて学習内容を記録
正式な終結は、封じ込め記録、調査概要、根本原因分析、実施された対策、有効性結果、および必要に応じて経営陣の承認といった証拠がすべて揃った後にのみ行うべきです。これにより、監査に対応できる履歴が作成され、将来のチームが何が変更され、なぜ変更されたのかを理解するのに役立ちます。また、同様の問題全体にわたる傾向分析にも役立つため、是正措置の追跡が単一のインシデントにとどまらず重要である理由の一つとなっています。.
この例では、品質管理者が改訂された管理計画、更新された作業指示書、作業員の訓練記録、および検証データが記録に添付されていることを確認した後にのみ、案件はクローズされます。最終的な教訓は、同じ材料ファミリーを使用する別の加工セルにも共有され、他の場所で同様の不具合が発生する可能性を低減します。これが、場当たり的な対応と、規律ある是正措置プロセスとの違いです。.
是正措置の例、よくある不具合、そして重要な指標
さまざまな製造環境における是正措置の事例
自動車組立において、ドアのずれが繰り返し発生する問題は、是正措置プロセスが実際に機能しているかどうかを検証する良い機会となります。不十分なフォローアップでは、手直し、作業員の再教育、シフトレポートへのメモ書きで終わってしまいます。一方、質の高い是正措置はさらに踏み込みます。チームはトルクツールが仕様から外れたことを確認し、校正間隔を更新し、作業ステーションにエラー防止チェックを追加し、次の生産ロットにおける不良率を検証します。両者の違いは単純です。一方は症状を修正するだけであり、もう一方は欠陥を再発させる根本的な原因を取り除くのです。.
電子機器製造において、プリント基板アセンブリのはんだボイドは、対応が限定的すぎると顧客からの返品が繰り返される原因となることがよくあります。不適切な対応では、作業者の技術不足を責め、追加検査を要求するかもしれませんが、実際の問題はリフロー炉の温度不安定性や不適切なはんだペーストの保管方法にある場合が多いのです。より効果的な対応は、根本原因分析とプロセス検証を組み合わせたものです。具体的には、熱プロファイルの確認、材料取り扱い記録の見直し、設定パラメータの修正、そして実施後の初回合格率の向上を確認します。このように、効果的な対策は単一のインシデントだけでなく、その後の管理体制を強化することが多いため、是正措置と予防措置は実際には重複し始めます。.
医療機器製造において、文書の不備は、コンプライアンスリスクや製品トレーサビリティの問題を引き起こすため、物理的な欠陥と同じくらい深刻な問題になり得ます。機器履歴記録が不完全な場合、不十分なフォローアップでは、署名の遅延とスタッフへのリマインダーメールで終わる可能性があります。 是正措置 承認ルールが不明確、フォームのデザインが不適切、本番環境と品質保証環境間の引き継ぎが適切に行われていないなど、そもそもなぜ記録が漏れたのかを検証します。この対策は、改訂されたワークフローによってフィールドの漏れや不正なリリースが継続的に防止されるようになった時点で完了となります。.
手動是正措置システムが機能しなくなる場合
手動システムで最もよくある問題は、努力不足ではなく、管理不足です。多くの工場では、是正措置の追跡をメールのやり取り、共有スプレッドシート、印刷されたNCR用紙、会議議事録などで管理しており、部門間で状況を把握するのが困難です。複数の担当者、期日、検証手順が絡むと、バージョンの混乱はほぼ避けられません。実際には、現場で問題が解決したように見えても、是正措置が「未解決」のまま長期間放置されることになります。.
責任の所在の不明確さも、よくある失敗の原因の一つです。是正措置プロセスにおいて、調査担当者、措置責任者、承認者、検証者が明確に区別されていない場合、作業は品質管理、生産、保守、サプライヤー品質管理チームの間でたらい回しにされてしまいます。その結果、特に保守部門が機械の修理を完了してから品質保証部門が有効性を検証するといったように、ある措置が別の措置に依存している場合、遅延が発生します。結果として、次の監査、顧客からの苦情、または経営陣によるレビューまで、未解決の措置が明らかにならないまま放置されることになります。.
検証はしばしば最も弱い部分となる。チームは作業が完了したことを文書化しても、それが実際に再発率、不良品率、苦情率、または逸脱率の低減につながったかどうかを必ずしも確認するとは限らない。ISO準拠の品質システムでは、単に作業が割り当てられ完了とマークされたという証拠だけでなく、有効性の証拠が求められる。この確認がなければ、同じ不適合が別のバッチ、シフト、または顧客注文で再び発生する可能性がある。.
是正措置が効果を発揮しているかどうかを示すKPI
少数の運用KPIで、 是正措置 システムはプロセス管理を改善しているのか、それとも単に書類を作成しているだけなのか。. 閉店時間 問題が開始から承認された終了までどれくらいの期間未解決のままかを測定する一方、 期限切れ対応率 割り当てられたタスクが期限内に完了しているかどうかを示します。. 再発行率 これは特に重要です。なぜなら、繰り返し発生する不具合は、通常、根本原因分析の弱さや実装規律の不備を示しているからです。. 有効性チェック合格率 品質管理責任者が、定められた監視期間後に完了した対策が実際に効果を発揮しているかどうかを確認するのに役立ちます。.
これらの指標は、工場、生産ライン、欠陥の種類、サプライヤー、部門ごとに分類すると、より有用になります。例えば、工場全体の平均完了時間は許容範囲内であっても、サプライヤー関連の対応や設計変更に慢性的な遅延が生じている場合があります。業界の品質管理ベンチマークによると、完了の遅延や不適合の繰り返しは、プロセスのスピードと品質の両方を反映しているため、CAPA(是正措置・予防措置)の未熟さを示す最も明確な指標の一つです。つまり、同じ問題が再発するようであれば、迅速な完了だけでは不十分なのです。.
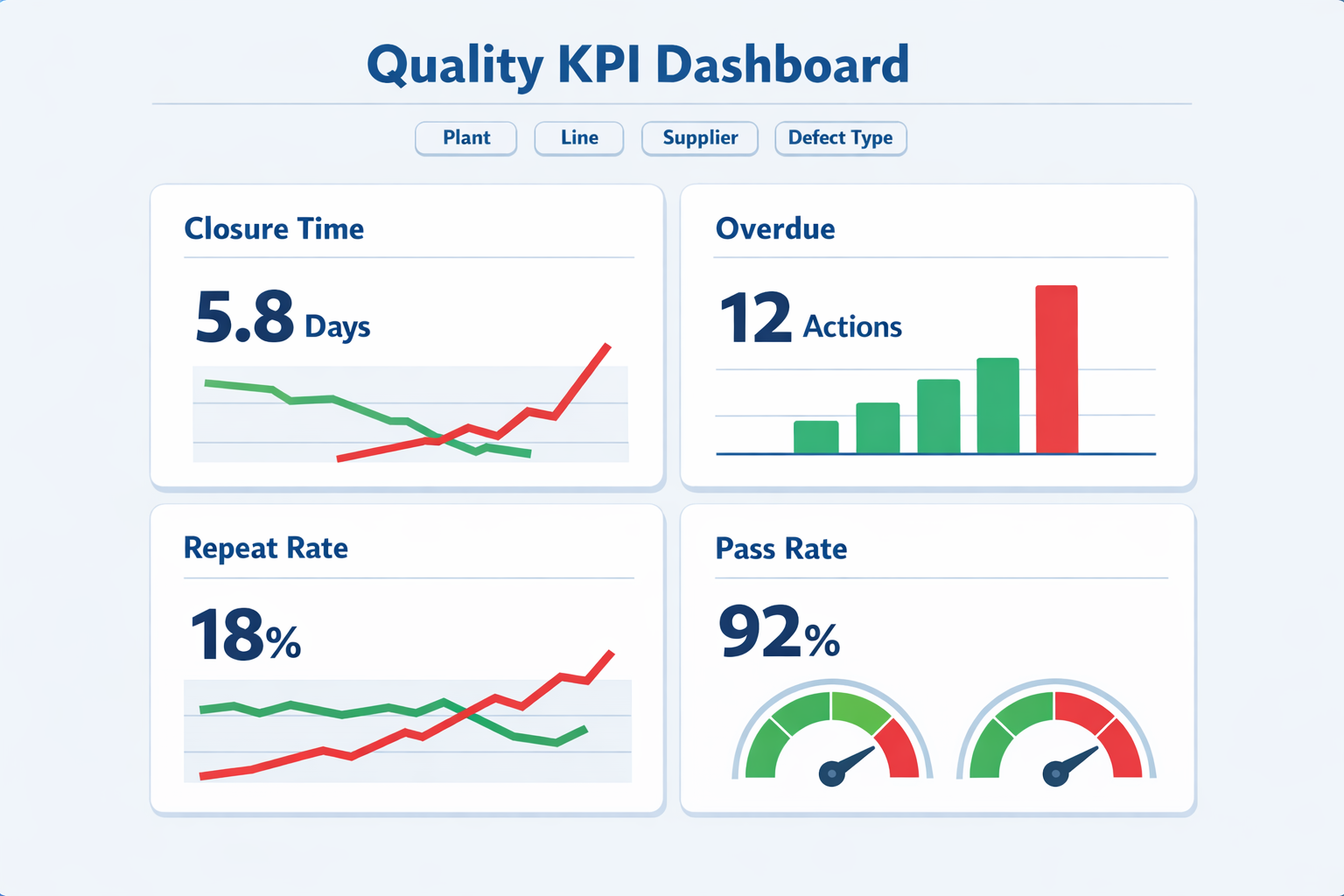
経営陣によるレビューにおいては、通常、件数、適時性、有効性を組み合わせたレポートが最適です。つまり、是正措置が開始された件数、期限を過ぎた件数、検証に合格した割合、そして30日、60日、90日以内に同様の問題が再発した件数を追跡する必要があります。これら4つの指標をまとめて検討することで、工場責任者は、システムがリスクを軽減しているのか、それとも単に承認手続きを進めているだけなのかを迅速に判断できます。.
結論:Jodooが製造業者の是正措置追跡のデジタル化をどのように支援するか
強い 是正措置 プロセスには、フォーム、メールのやり取り、スプレッドシートの所有者リストだけでは不十分です。欠陥の再発を防ぐには、品質管理チームは、問題の受付、封じ込め、根本原因分析、対応策の割り当て、検証、そして完了までを網羅する、連携のとれたシステムを必要とします。そうすることで、事後対応型の火消しから、監査や経営陣によるレビューにも耐えうる、管理された品質プロセスへと是正措置を転換できるのです。.
Jodoo 製造業者がカスタム開発なしで是正措置の追跡をデジタル化できるよう支援します。ノーコードフォームを使用することで、NCR、苦情、監査結果、サプライヤーの問題などを適切なフィールドで最初から記録し、各ケースを調査、承認、期日、リマインダー、有効性チェックへとルーティングできます。また、管理者はダッシュボードを使用して、工場、ライン、サプライヤー、または深刻度別に、完了までの時間、期限切れのアクション、繰り返し発生する問題、未解決のケースを追跡できます。.
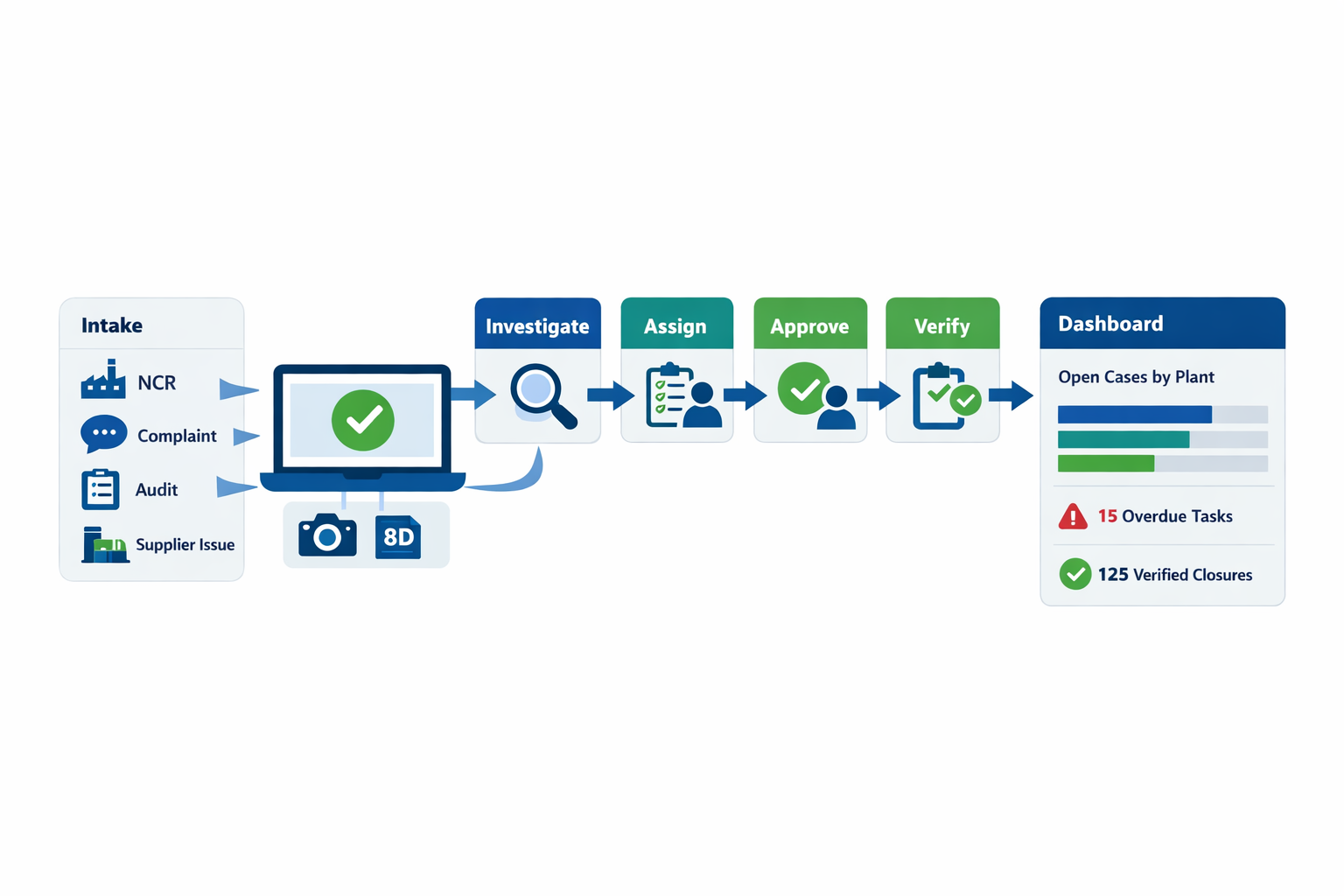
例えば、サプライヤー品質管理チームはJodooを使用して、入荷検査で発生した苦情を記録し、調査ワークフローを開始し、サプライヤー品質エンジニアと生産部門にタスクを割り当て、写真や8D記録を添付し、ケースが完了とマークされる前に解決状況を確認できます。その結果、迅速なフォローアップ、明確な責任体制、そして監査対応可能な記録がすべて一箇所に集約されます。.
複数の拠点で是正措置を標準化する実践的な方法をお探しなら、, Jodoo これは、検討する価値のある、柔軟性の高いノーコード型のリーン生産方式プラットフォームです。. 無料トライアルを開始する または デモを予約する 今。.

