
はじめに:工場現場における「現場巡回」の意味
工場は日々の生産目標を達成しても、明日の問題を生み出している可能性がある。遅延、軽微な停止、危険な回避策、品質リスクは作業現場では隠れたままになることが多いため、多くの操業損失は要約報告書には明確に表れない。 現場巡回 たとえ強力なKPI、シフトミーティング、デジタルダッシュボードを備えた工場であっても、それは依然として重要である。.
簡単に言うと、 現場巡回 これは、リーダーが実際に作業が行われている現場に出向き、状況を直接確認し、障害を理解し、プロセスが意図どおりに機能しているかどうかを確認する、体系的な現場巡回です。これは、従業員のミスを摘発することが目的ではありません。標準と現実のギャップが不良品の発生、ダウンタイム、出荷遅延、または安全事故につながる前に、そのギャップを把握することが目的です。.
工場管理者、生産管理者、リーンリーダー、監督者にとって、現場巡回(ゲンバウォーク)の真の価値は 早期発見. 安全、品質、資材の流れ、機械の状態、作業者の負担などに関する兆候を、まだ対応できる時間があるうちに把握することが重要です。以降のセクションでは、何を観察すべきか、どのように観察を効果的に実施するか、どのような質問をすべきか、そして観察結果を測定可能な改善につなげる方法について説明します。.
現場巡回中にリーダーが注目すべき点
便利な 現場巡回 チェックリスト リーダーが報告書から推測することではなく、作業現場で目に見えるものに焦点を当てるのに役立ちます。現場巡回では、主な観察項目は通常 安全条件、標準作業手順の遵守、資材の流れ、機械の状態、視覚管理、品質リスク、および作業員の障害. これらのカテゴリーを総合すると、プロセスが安定しているか、問題が容易に発見できるか、チームが安全かつ一貫して生産できるかが分かります。また、後のプロセスにも構造を与えます。 現場巡回に関する質問 散歩そのものを尋問に変えることなく。.

安全条件
安全は第一の視点です。なぜなら、危険な状況はしばしば他の場所でのプロセス規律の弱さを示しているからです。リーダーは、通路の閉塞、不安定な資材の積み重ね、ガードの欠如、人間工学的に不適切な作業環境、油漏れ、露出したケーブル、危険なリーチや持ち上げ方などに注意を払うべきです。多くの工場では、リスクが作業自体に内在しているため、月次のEHSサマリーよりも現場巡回の方がニアミス状況を見つけやすいのです。2023年のILOの推計によると、ほぼ 300万 世界中で毎年、労働に関連する原因で労働者が死亡しており、これは現場における目に見えるリスク認識が依然として重要である理由を改めて示している。.
標準作業の遵守
次の項目は、実際の作業が定義された方法と一致しているかどうかです。リーダーは、作業手順、タイミング、引き継ぎ、そして作業員が想定された工具、治具、検査箇所を使用しているかどうかを監視する必要があります。目標は、標準が実用的で最新のものであり、職場で支持されているかどうかを検証することです。3人の作業員が同じ作業を3通りの異なる方法で実行した場合、そのプロセス自体が何らかの問題を示唆していると言えるでしょう。.
資材の流れと仕掛品の移動
資材の流れを把握することで、生産がスムーズに進んでいるか、在庫に遅延が生じているかが分かります。リーダーは、仕掛品の過剰、工程間の待ち時間、不明瞭な仕分けエリア、二重作業、長い移動距離、そして早すぎたり遅すぎたり、間違った梱包サイズで到着する部品などに注意を払うべきです。生産ラインは一見忙しく見えても、流れの小さな中断によって何時間もロスしている可能性があります。多くの有益な発見は、機械の故障ではなく、必要な時に必要な場所へ資材が移動していないことに関するものです。.
個別生産においては、明確な先入れ先出し(FIFO)レーンや補充信号がないまま、カートが製造工程と組立工程の間に駐車されているといった形で現れることがあります。自動車製造セルでは、ラインサイドでの部品不足、混在したコンテナ、あるいは作業員が部品を探しに作業場を離れるといった形で、フローの悪さが顕在化することがよくあります。電子機器製造においては、リスクは目に見えにくいものの、同様に深刻な被害をもたらすことが多く、例えば、リール、トレイ、キットなどが明確なステータスなしに到着し、多品種少量生産の作業場で待ち時間や組み立てミスといったリスクを引き起こします。.
機械の状態と設備の安定性
機械の状態とは、巡回時に機器が稼働しているかどうかだけではありません。リーダーは、漏れ、異音、振動、応急処置、汚れたセンサー、バイパスされたアラーム、摩耗した治具、不安定なサイクル動作、そしてオペレーターが機器の不安定さを補おうとしている兆候などを観察する必要があります。小さな異常も重要です。なぜなら、それらはシステムにダウンタイムが記録される前に現れることが多いからです。多くの製造現場では、目に見えるもの、聞こえるもの、そして匂いが、依然として最良の早期警告手段なのです。.
ビジュアルマネジメントと問題の可視化
優れたビジュアルマネジメントは、異常を数秒以内に明らかにします。リーダーは、ボード、アンドン信号、生産目標、不良状況、段取り替え計画、エスカレーションルールが最新のものであり、読みやすく、実際にチームによって使用されているかどうかを確認する必要があります。古い数字で埋め尽くされたボードはビジュアルマネジメントではなく、単なる壁飾りです。現場巡回中に、ビジュアルコントロールが不十分な場合は、通常、ためらい、私語、または現在の状況についての混乱として現れます。.
重点は生産タイプによって異なります。個別生産では、視覚管理は多くの場合、スケジュール遵守、仕掛品レーン、工具や治具の位置を中心に行われます。自動車組立では、ラインの状態、欠陥のエスカレーション、対応のタイミングがタクトタイムのパフォーマンスとより密接に関連しています。電子機器製造では、視覚管理は多くの場合、トレーサビリティ、改訂状況、欠陥タグ付け、疑わしい材料の分離をサポートする必要があり、曖昧さの余地はほとんどありません。.
品質リスクと欠陥発生リスク
リーダーは、欠陥そのものだけでなく、欠陥を生み出す条件を探すべきである。これには、不明確な検査基準、不十分な初回品管理、参照サンプルの欠落、部品改訂の混在、手直しの蓄積、ラベルのない不適合材料、オペレーターが十分なサポートなしに判断を下している兆候などが含まれる。ASQやその他の品質団体による調査では、品質不良のコストは一貫して以下の通りである。 15%から20% 多くの組織では売上高の大部分を占めるため、目に見えるプロセスリスクは、それが廃棄やクレームになる前に注意を払う必要がある。 現場巡回 これは、状況を踏まえてリスク要因を特定する最も迅速な方法の一つです。.
作業におけるオペレーターの障害と摩擦
最後のカテゴリーは、本来よりも仕事を難しくしている要因です。リーダーは、手を伸ばしたり、探したり、待ったり、データを再入力したり、指示が不明瞭だったり、必要なツールが不足していたり、作業場のレイアウトが不便だったり、サポート部門からの度重なる中断があったりすることに気づくべきです。これらは些細な不満ではなく、疲労、ばらつき、時間のロスを増大させる運用上の障壁です。作業員が常に臨機応変に対応しなければならない場合、プロセスは設計ではなく努力に依存することになります。.
摩擦の形態は環境によって異なります。個別生産では、作業員が共有工具を探したり、本来配置すべきだった大型のコンテナを移動させたりするのに時間を費やすことがあります。自動車組立では、ほんの数秒余計に歩いたり体をひねったりするだけで、ライン全体の作業バランスが崩れる可能性があります。電子機器製造では、作業指示が不明瞭、拡大鏡の設定が不適切、消耗品が不足、集中力を妨げるシステムへのログインの繰り返しなど、些細ながらもコストのかかる中断が障害となることがよくあります。.
現場巡回プロセス:効果的な現場巡回を実施する方法
便利な 現場巡回 プロセスは体系化されていますが、単なる視察ツアーのような印象を与えてはなりません。目的は、実際の作業状況、流れの滞り、そしてそのエリアが次に必要とするサポートを理解することです。実際には、最も効果的な現場巡回は、明確な順序で進められます。まず目的を定義し、次にラインまたはセルを選択し、焦点を絞ったチェックリストを作成し、作業を観察し、事実を記録し、観察結果が古くなる前にフォローアップを割り当てます。.

具体的に説明するために、生産管理者が、2週間連続でOEE目標を達成できていない包装ラインで現場視察(ゲンバウォーク)を行っている場面を想像してみてください。不良率は安定していますが、第2シフトの生産量が減少し、段取り替えに予定より時間がかかっています。この視察は作業員を評価するためのものではなく、工程のどこで、なぜ時間が無駄になっているのかを把握するためのものです。.
明確な目的を一つ持つことから始めよう
現場に入る前に、この巡回で何を伝えたいのかを明確にしましょう。「路線をチェックする」は漠然としすぎている一方、「3号線の乗り換え時間が18分を超える理由を理解する」という目標であれば、巡回に適切な範囲が与えられます。この目標設定によって、現場巡回で尋ねる質問、使用するチェックリストの項目、そして巡回に参加する人が決まります。.
包装ラインの例では、生産管理者は「製品Aの最終バッチから製品Bの最初の良品への引き渡しを観察する」という明確な目的を設定します。つまり、巡回では機械のセットアップ、材料の準備、清掃手順、工具へのアクセス、そしてチームが遅延に遭遇した場合のエスカレーションに注意を払うことになります。このように目的を絞り込むことで、巡回が単なる苦情の応酬会になるのを防ぎます。.
問題に合ったエリアと時間を選択してください
生産的な現場視察は、問題が実際に発生している場所で行われるべきであり、最も訪れやすい場所で行われるべきではありません。遅延が第2シフトに集中している場合、午前中の視察では実際の状況を把握できません。優れたリーダーは、事後的にレビューするのではなく、プロセスが実際に進行している様子を観察できる時間帯を選んで視察を行います。.
マネージャーは、予定されている切り替え時間の20分前に巡回を行い、最初の製品の承認が完了するまで立ち会う。このタイミングにより、記憶だけに頼ることなく、準備、実行、再開の様子を観察することが可能となる。また、実際の工程上の制約と単発的な事象を区別するのにも役立つ。.
集中的な現場巡回チェックリストを作成する
チェックリストは観察の指針となるべきであり、歩行者が機械的にチェックボックスにチェックを入れることを強いるものであってはならない。この種の巡回の場合、チェックリストには、標準的なセットアップ手順、実際の開始時刻と終了時刻、不足している材料、待機箇所、機械の異常状態、ラインが停止した際に誰に連絡したかなどが含まれる可能性がある。短く、的を絞った 現場巡回 チェックリスト 長い一般的な形式よりも、通常は効果的です。.
この例では、管理者は次のような質問を用意します。「すべての交換部品はシャットダウン前に準備されましたか?」「作業員は標準作業の手順に従いましたか?」「ラインは品質保証の承認または保守サポートをどれくらい待ちましたか?」これらは、単なるコンプライアンス遵守だけでなく、障壁や事実を明らかにするため、現場巡回に有効な質問です。.
監査にすることなく、作業を観察する
多くの現場巡回は、ここでその価値を失ってしまう。リーダーがすべての手順を中断したり、作業員にリアルタイムで質問したり、責任転嫁の対象を探したりすると、人々は自然に仕事をするのではなく、訪問者のためにパフォーマンスをするようになる。効率的な現場巡回は、敬意を払い、通常の流れを妨げない程度の静かさを保ちつつ、作業員が何を管理しているのかを理解しようとする好奇心を持つべきである。.
ライン切り替え中、マネージャーは材料の取り出しから初回検査までの流れを観察します。作業員が紛失したスパナを探すために機械から2回離れ、その後、ラインに用意されていなかったラベルロールを6分間待ったことに気づきます。こうした観察結果は、「切り替え時の規律が緩い」といった漠然とした発言よりもはるかに重要です。“
印象ではなく事実を記録する
現場視察の価値は、記録の質に左右されます。メモには、時間、場所、状況、標準作業からの逸脱、そして必要に応じて直接の引用を記載する必要があります。「計画が不十分だった」「チームの準備不足だった」といった曖昧なコメントは、対応が難しく、往々にして防御的な態度を招きます。.
マネージャーの記録によると、予定されていた切り替え時間は18分だったが、実際に最初の正常品が出るまでには31分かかった。13分の差のうち、4分は工具を探すのに、6分はラベルを待つのに、そして3分は詰まり後のセンサーのリセットに費やされた。このような詳細な記録によって、単なる作業手順が証拠となる。.
オーナーとの面談を終了し、次のアクションを実行する
現場巡回は、現場を離れた時点で完了したわけではありません。シフト終了前に、リーダーは事実を確認し、直ちに対処すべき事項を特定し、フォローアップ担当者を割り当てる必要があります。この手順を踏まなければ、優れた現場巡回事例であっても、業務に何ら影響を与えない単なる観察記録に終わってしまいます。.
包装ラインに関しては、当面の対応は単純明快です。シフトスーパーバイザーはツールシャドウボードの遵守状況を確認し、倉庫はラベルロールの事前準備を担当し、保守担当者は段取り替え中にずれたセンサーブラケットを確認します。生産マネージャーは、これらの対策によってダウンタイムが削減されるかどうかを確認するため、次の3回の段取り替えについてレビュー日を設定します。これが、洞察を生み出す現場巡回と、単にメモを取るだけの現場巡回との違いです。.
製造チーム向けの現場巡回に関する質問とチェックリストのアイデア
便利な 現場巡回 チェックリスト 現場巡回は、単に状況が良いか悪いかを確認するだけではありません。安全で安定した、再現性のある作業を阻害している要因を把握するのに役立ちます。つまり、現場巡回では、単にイエスかノーかの答えを集めるのではなく、観察、状況把握、そして考えられる原因を探るための質問を投げかける必要があるのです。.
原因を明らかにする質問を作成する
不十分なチェックリストの指示は、監査のように聞こえることが多い。「個人用保護具は着用されていますか?」「機械は清掃されていますか?」「材料は揃っていますか?」といった質問は、すぐに答えられるかもしれないが、監督者や生産管理者に何を変える必要があるかを伝えることはほとんどない。より優れたリーン現場巡回のための指示は、作業員が何に対処しているのか、異常はどこから発生しているのか、そして迅速な解決を妨げているものは何かを尋ねるものである。.
例えば、「ダウンタイムはありますか?」と尋ねる代わりに、「現在のシフト中にこのエリアで発生している最大の時間ロス原因は何ですか?また、どのように対処していますか?」と尋ねてください。また、「欠陥はありますか?」と尋ねる代わりに、「今日の工程の中で欠陥リスクが最も高い箇所はどこですか?また、それを早期に示す兆候は何ですか?」と尋ねてください。このような質問の仕方によって、障壁、回避策、エスカレーションのギャップが明らかになり、現場巡回がより効果的になります。.
現場巡回に関する質問を業務カテゴリー別に整理する
安全性
安全に関する質問は、清掃だけでなく、危険への曝露、行動、および即時の対策に焦点を当てるべきです。通常の作業、段取り替え、清掃、または資材の取り扱い中に、どのような状況が怪我の原因となる可能性があるかを尋ねてください。プレス加工エリアでは、「このエリアは安全ですか?」と尋ねるよりも、「作業員が想定された経路から外れたり、危険区域に手を伸ばしたりしている場所はどこですか?」と尋ねる方が適切です。“
品質
品質に関する質問は、欠陥が発生源で防止されているのか、それとも後になって発見されるだけなのかをリーダーが把握するのに役立ちます。エラーが最も発生しやすい場所、エラーの検出方法、そして対応がシフト間で一貫しているかどうかを尋ねてください。電子機器の組み立てにおいては、「今日、手直しリスクが最も高いステーションはどれですか?また、作業者に何かがおかしいと知らせる視覚的な手がかりは何ですか?」といった質問をすると良いでしょう。“
ダウンタイムと機器の損失
ダウンタイムに関する質問では、慢性的な損失と単発的な事象を区別する必要があります。どのような軽微な停止が繰り返し発生しているか、復旧にどれくらいの時間がかかるか、そしてチームがオペレーター、プロセス、メンテナンスのいずれが原因かを区別できるかどうかを尋ねてください。包装ラインの場合、「今週、どの停止が複数回発生しているか、そしてチームはどのような一時的な対策を講じているか」を尋ねることで、一般的な稼働状況チェックよりもはるかに多くの情報が得られます。.
切り替えとセットアップ
複数のSKUを扱っているエリアでは、チェックリストで段取り替えが適切に管理され、再現性があるかどうかを確認する必要があります。どのセットアップ手順が定期的に遅延しているか、どのツールや材料が探されているか、初回品の承認が再スタートを遅らせている箇所はどこかなどを尋ねてください。これは、段取り替えによる損失が計画時間の大部分を占める可能性がある小ロット生産環境を管理する生産管理者にとって特に役立ちます。.
材料と流れ
資材関連の現場視察では、資材の入手可能性、配置、移動、および引き渡し品質に焦点を当てるべきです。作業員が部品を待っている場所、過剰な仕掛品が発生している場所、補充指示が適切に行われているかどうかなどを尋ねてください。機械加工からサブアセンブリへの流れにおいては、「上流工程で生産が続いているにもかかわらず、資材の移動が停止している場所はどこか?」といった質問をすることで、隠れた不均衡を迅速に明らかにすることができます。.
コミュニケーションと問題のエスカレーション
日々の損失の多くは、技術的な問題ではなく、対応の問題に起因しています。チームが異常をどのように知らせるか、最初の対応責任者は誰か、そして設定された時間内に問題が解決されない場合はどうなるのかを尋ねてください。シフトスーパーバイザーにとって、「過去2時間でまだ担当者が決まっていない問題はどれですか?」と尋ねる方が、連絡ボードが更新されているかどうかを尋ねるよりも有益な場合が多いでしょう。.
質問カテゴリを実用的なチェックリスト項目に変換する
一度グループ分けすると 現場巡回 質問 カテゴリーごとに、リーダーが巡回中に一貫して記入できる項目に変換します。効果的なチェックリストには通常、エリア、ライン、シフト、観察された状況、考えられる原因、即時の封じ込め、担当者、期日、写真などの裏付けとなる証拠が含まれます。この構造により、現場巡回プロセスを繰り返しやすくなり、貴重な観察結果が会議の議事録に埋もれてしまうのを防ぎます。.
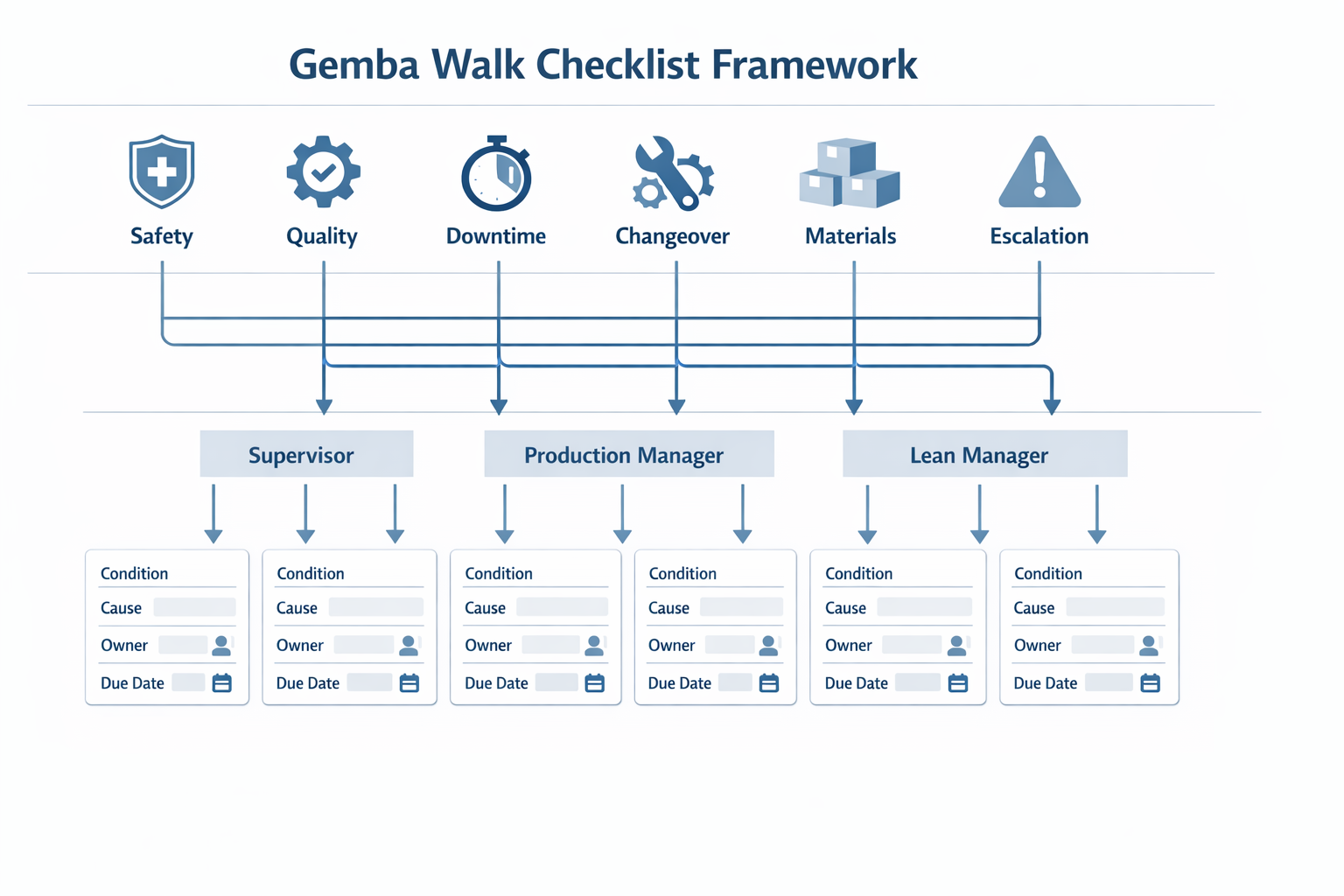
同じチェックリストのロジックを、さまざまな役割に合わせてカスタマイズすることもできます。シフトスーパーバイザーは、異常、対応状況、エスカレーションの必要性などを素早く入力できるフィールドを必要とするかもしれません。一方、リーン生産方式の管理者は、廃棄物の種類、繰り返し発生する問題、標準作業のギャップといった傾向タグを必要とするかもしれません。生産管理者は通常、両方を必要とします。つまり、アクションを割り当てるのに十分な詳細情報と、ライン間でパターンを比較するための十分な構造の両方です。.
役割別サンプルチェックリストデザイン
シフトスーパーバイザー向け
監督者チェックリストは、現場巡回中に素早く使用できるほど迅速で、シフト終了前に対応を促すのに十分な具体性を備えている必要があります。直近の障害、例えば、資材の流れの阻害、工具の不足、作業指示の不明瞭さ、未解決の安全上の危険、または繰り返される軽微な停止などに焦点を当ててください。適切な項目としては、「異常とは何か?」「生産はまだ行われているか?」「誰が今すぐ対応しなければならないか?」などが挙げられます。“
生産管理者向け
生産管理者は、生産量、人員配置、設備、調整ロスなど、より広い視野を持つ必要があります。チェックリストには、現場での観察結果を日々の計画達成状況、スケジュールリスク、部門横断的な対応に結びつける必要があります。「ここで今日の計画に影響を与える可能性のある問題は何ですか?」「これは他のシフトでも発生しましたか?」「担当エリアの責任者は、サポートなしで解決する権限を持っていますか?」といった質問が役立つでしょう。“
リーンマネージャー向け
リーン生産方式の管理者が行うチェックリストでは、目に見える症状だけでなく、プロセスが安定した作業を支えているかどうかを検証する必要があります。質問項目には、標準作業の遵守、視覚的な管理、引き継ぎの再現性、改善活動が継続されているかどうかなどが含まれるべきです。現場視察の事例は、こうした点で特に役立ちます。なぜなら、待ち時間といった同じ症状でも、レイアウト、補充ロジック、計画シグナル、あるいは不明確なエスカレーションルールなど、様々な要因から生じている可能性があるからです。.
チェックリストは使いやすいように短くしてください
ほとんどの製造チームは、すべての現場巡回で50項目のフォームを必要としません。実際には、, 10~15個の的を絞った質問 通常、機械的に記入する長いテンプレートよりも、より質の高い観察結果が得られます。リーダーが実際の巡回中にチェックリストを完了できない場合は、おそらくそのフォームは記録すべきことが多すぎて、観察すべきことが少なすぎるのでしょう。.
最高の 現場巡回 チェックリスト これは、リーダーたちが実際に使用し、比較し、フォローアップするものです。指示は役割別に絞り込み、事実に基づいたメモを求め、行動の責任者を明確にしましょう。そうすることで、単なる書類作業ではなく、現場巡回をサポートするチェックリストになります。.
現場巡回でよく見られる例と、静的テンプレートがしばしば機能しなくなる理由
機械加工と組み立ての間に繰り返し待ち時間が発生する
現場巡回でよく見られるのは、機械の故障ではなく、工程間の流れの問題です。金属部品工場では、リーダーが、両エリアがそれぞれの生産目標を達成しているにもかかわらず、完成した機械加工部品が組み立て開始前に20~30分も棚に置かれたままになっているのを目にするかもしれません。これは、単純な生産能力の問題ではなく、バッチサイズ、引き渡しタイミング、または材料補充ルールの不一致を示しています。実際には、このようなパターンは、週次のOEEやスケジュールレポートで明らかになる前に現場で確認できるため、現場巡回によってすぐに明らかになります。.
電子機器製造における欠陥タグ付けの不明瞭さ
電子機器製造ラインでは、問題は流れよりも品質の可視性にあるかもしれません。マネージャーは、不良基板が再加工待ちの製品と同じトレイに入れられ、シフトごとに異なる欠陥コードが手書きのタグで付けられているのを発見するかもしれません。これは、修理技術者、品質エンジニア、監督者が同じ欠陥を異なるように解釈する可能性があるため、1つのステーションにとどまらず、はるかに広範囲にわたるリスクを生み出します。優れた現場巡回事例は、最初は単純に見えることが多いですが、不良データの歪み、封じ込めの遅延、および再発原因の隠蔽につながる脆弱な管理ポイントを明らかにします。.
自動車製造セルにおける危険な資材配置
自動車部品組立工場では、安全性とスペース管理が問題となる場合があります。生産負荷が高まったり、段取り替えが遅れたりすると、パレット、リターナブルコンテナ、牽引カートなどが徐々に歩行者通路に侵入してくることがあります。現場を巡回するシフト監督者は、ライン自体は稼働しているものの、作業員が工具や完成品に手を伸ばすために、積み上げられた資材の間を縫うようにして進まなければならないことに気づくかもしれません。このような状況は、怪我や損傷、あるいは予期せぬ操業停止につながるまで何日も放置される可能性があるため、発見することが重要です。.
静的テンプレートが運用上のフォローアップを欠く理由
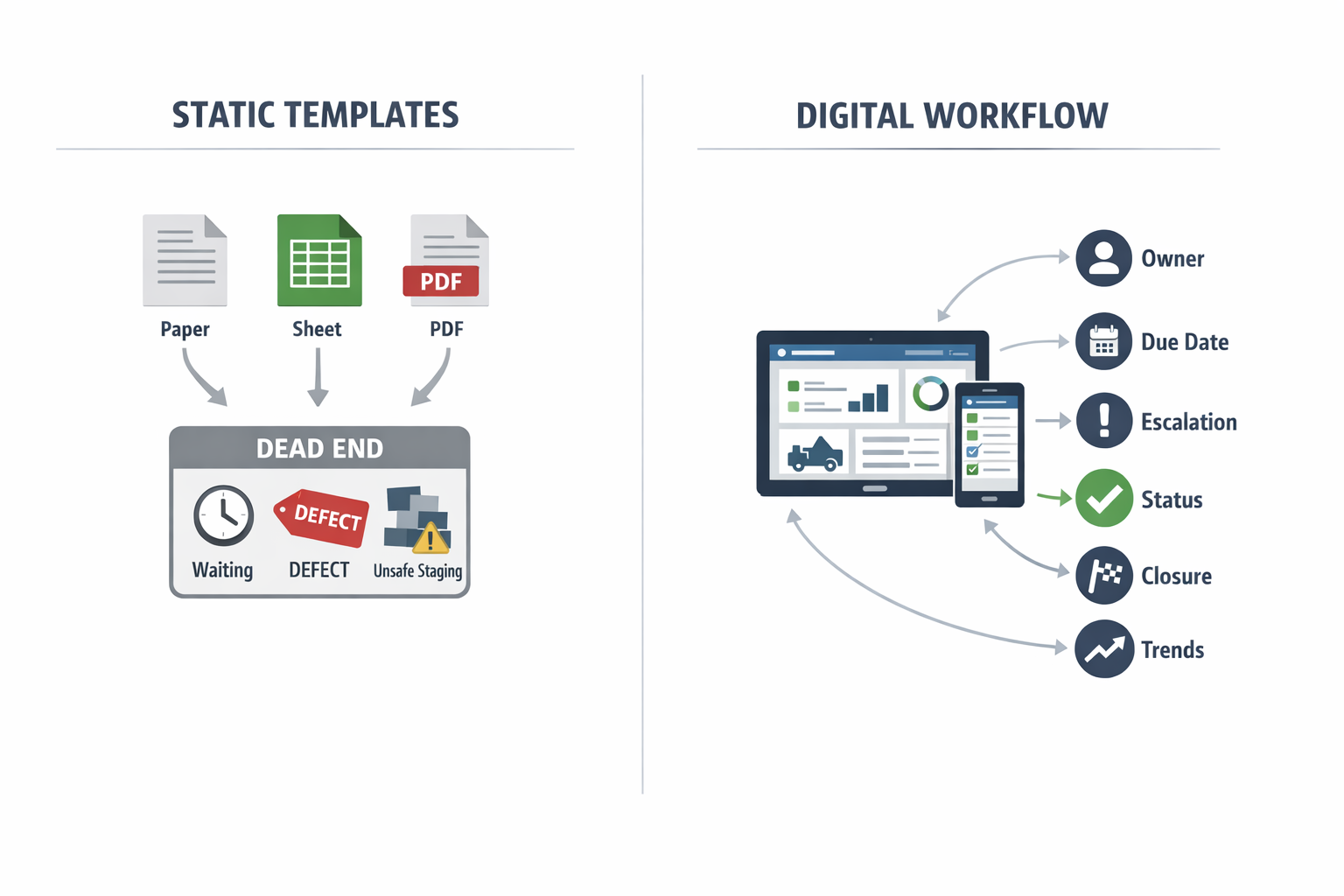
これらの例は、多くの重要な限界を示している 現場巡回 チェックリスト 記録形式は様々です。紙のフォーム、スプレッドシート、静的なPDFなどでも、観察した内容を記録できますし、基本的な現場巡回に関する質問にも対応できるかもしれませんが、通常は文書化の段階で止まってしまいます。生産計画部門に待ち時間の問題を確実に割り当てたり、欠陥タグ付けの問題を品質エンジニアリング部門に回送したり、稼働中のラインで安全でないステージングが見つかった場合にEHS部門に警告を発したりすることはできません。その結果、現場巡回プロセスは観察結果を記録しますが、是正措置が適切に実施され完了する前に勢いを失ってしまうのです。.
簡単な比較でその差は明らかになる。紙は持ち運びやすいが、共有しにくく、紛失しやすい。スプレッドシートはデータを一元管理できるが、手動更新や一貫性のない命名規則に依存することが多い。静的なPDFはレイアウトを標準化できるが、アクション追跡と連携することはほとんどない。 デジタルアプローチ 部門や工場をまたいで、一つの観察結果を担当者、期日、エスカレーション経路、完了状況に紐付けることができます。この違いは、リーダーが個々の巡回を独立した事象として扱うのではなく、シフト、ライン、施設ごとに繰り返し発生する問題を比較したい場合に非常に重要になります。.
本当の問題は捕獲ではなく閉鎖である
ほとんどの工場にとって、問題は問題に気づくことにあるのではなく、一つの観察結果を、フォローアップ、説明責任、傾向分析をサポートする管理された記録に変換することにある。同じ引き渡しの滞り、タグ付けの誤り、または安全でないステージングが3回の巡回で発生した場合、リーダーは異なるファイルからのメモを手動で組み合わせることなく、そのパターンを把握する必要がある。静的なテンプレートは、まさにこの点で限界を迎える。テンプレートは回答を収集するために作られており、時間、チーム、場所をまたいだ改善を管理するようには作られていないからだ。.
結論:現場観察の結果をJodooで実践に移そう
A 現場巡回 リーダーが現場で目にしたものが明確な記録、割り当てられたアクション、そして検証済みのフォローアップへと結びついた時、初めて成果が生まれます。流れの滞り、繰り返し発生する欠陥、危険な作業環境、あるいは機械の異常状態などを発見することは有益ですが、真の価値はフィードバックループを確立することにあります。つまり、すべての観察結果には担当者、期日、そして管理者がシフト、ライン、部門を横断して確認できる可視的なステータスが必要なのです。.
ここでデジタルシステムが重要になります。 Jodoo, メーカーはノーコードで構築できます 現場巡回チェックリスト モバイル端末で動作し、観察現場で写真やメモを撮影し、問題を自動的に生産、品質、保守、またはEHSチームに振り分けます。文書化で終わってしまうことが多い紙のフォームやスプレッドシートに頼るのではなく、チームはダッシュボードを通じて是正措置をリアルタイムで追跡し、完了率を監視できます。.
例えば、個別生産を行う製造業者は、モバイルショップフロアウォークフォームを使用して、組立ライン付近の材料の流れの詰まりを記録し、損傷したトロリーレーンのメンテナンスタスクをトリガーし、生産管理者に期限切れのアクションを1つのシステムで通知することができます。現場巡回プロセスでより迅速な対応とより一貫した改善を実現したい場合は、, 無料トライアルを開始する または デモを予約する Jodooを使って。.

