
เรียกดูตามหมวดหมู่
บทนำ: การดำเนินการแก้ไขหมายถึงอะไรในกระบวนการผลิต
ถึงแม้จะแก้ไขข้อบกพร่องได้ภายในกะทำงานเดียว แต่ถ้าปัญหาเดิมเกิดขึ้นอีกในสัปดาห์ถัดไป โรงงานก็ยังไม่ได้แก้ไขปัญหาอย่างแท้จริง นั่นคือเหตุผล การดำเนินการแก้ไข ในอุตสาหกรรมการผลิตนั้น สิ่งสำคัญไม่ได้อยู่ที่การซ่อมแซมชิ้นส่วนที่ชำรุด การหยุดสายการผลิต หรือการปิดข้อร้องเรียนอย่างรวดเร็วเท่านั้น แต่ยังอยู่ที่การระบุสาเหตุที่ทำให้เกิดปัญหาและกำจัดต้นเหตุเพื่อไม่ให้ปัญหานั้นกลับมาอีกในรูปแบบของเศษวัสดุ การทำงานซ้ำ ข้อร้องเรียนจากลูกค้า การตรวจสอบ หรือรายงานความไม่สอดคล้อง (NCR).
ในทางปฏิบัติ การแก้ไขปัญหาจะเริ่มต้นหลังจากพบความไม่สอดคล้อง และจะตั้งคำถามที่ลึกซึ้งกว่าการควบคุมปัญหาในทันที การเปลี่ยนชิ้นส่วนที่ชำรุด การคัดแยกสินค้าที่ต้องสงสัย หรือการออกคำเตือนแก่ผู้ปฏิบัติงานเพียงครั้งเดียว อาจเป็นการแก้ไขที่อาการของปัญหาเท่านั้น การแก้ไขปัญหาคุณภาพที่เหมาะสมจะก้าวไปไกลกว่านั้น โดยการติดตามปัญหาไปยังสาเหตุที่แท้จริง ไม่ว่าจะเป็นคำแนะนำในการทำงานที่ไม่ชัดเจน การสึกหรอของเครื่องมือ ความแตกต่างของซัพพลายเออร์ หรือการเปลี่ยนแปลงกระบวนการที่ควบคุมไม่ได้.
เรื่องนี้สำคัญเพราะปัญหาคุณภาพที่เกิดขึ้นซ้ำๆ นั้นมีค่าใช้จ่ายสูง คาดการณ์ว่าคุณภาพที่ต่ำจะทำให้ผู้ผลิตต้องเสียค่าใช้จ่ายเพิ่มขึ้น รายได้จากการขาย 15% ถึง 20% ในหลายๆ กระบวนการผลิต เมื่อรวมต้นทุนของเสีย การแก้ไขงาน การหยุดทำงาน การส่งคืนสินค้า และการรับประกันเข้าด้วยกัน ในส่วนต่อไปนี้ เราจะอธิบายให้ชัดเจนยิ่งขึ้นว่าอย่างไร การดำเนินการแก้ไข แตกต่างจากการแก้ไขและการป้องกัน ตรงที่ควรเริ่มกระบวนการเมื่อใด และทีมงานด้านคุณภาพสามารถติดตามกระบวนการตั้งแต่การตรวจสอบจนถึงการปิดคดีได้อย่างไร.
การแก้ไข การดำเนินการแก้ไข และการดำเนินการป้องกัน: ต่างกันอย่างไร?
ในภาคการผลิต คำศัพท์ทั้งสามคำนี้มีความเกี่ยวข้องกัน แต่ไม่สามารถใช้แทนกันได้ A การแก้ไข จัดการกับความไม่สอดคล้องในทันที การดำเนินการแก้ไข ขจัดสาเหตุของปัญหาที่เกิดขึ้นแล้ว และ การดำเนินการเชิงป้องกัน ช่วยลดโอกาสที่ปัญหาลักษณะเดียวกันจะเกิดขึ้นที่อื่นหรือในอนาคต หากทีมของคุณใช้เอกสารเหล่านี้สลับกัน กระบวนการแก้ไขมักจะหยุดอยู่แค่การควบคุมปัญหาและไม่สามารถนำไปสู่การปรับปรุงกระบวนการอย่างยั่งยืนได้.
กรอบการเปรียบเทียบอย่างง่าย
วิธีที่ใช้ได้จริงในการแยกแยะทั้งสามอย่างคือการถามคำถามสามข้อต่อไปนี้ เราต้องแก้ไขอะไรในตอนนี้? นั่นคือการแก้ไข ทำไมเหตุการณ์นี้จึงเกิดขึ้น และต้องเปลี่ยนแปลงอะไรบ้างเพื่อไม่ให้เกิดขึ้นซ้ำอีก? นั่นคือการดำเนินการแก้ไข ที่ไหนอีกบ้างที่อาจเกิดความล้มเหลวในลักษณะเดียวกัน และเราจะหยุดยั้งมันได้อย่างไรก่อนที่จะลุกลาม? นั่นคือการดำเนินการป้องกันภายในระบบการแก้ไขและป้องกันที่กว้างขึ้น.

ความแตกต่างนี้มีความสำคัญ เพราะทีมงานด้านคุณภาพหลายทีมมักปิดประเด็นปัญหาเร็วเกินไป การเปลี่ยนชิ้นส่วนที่ชำรุด การคัดแยกสินค้า หรือการแก้ไขงานที่ผลิตแล้ว อาจทำให้สถานะการจัดส่งกลับมาเป็นปกติได้ แต่ขั้นตอนเหล่านั้นเพียงอย่างเดียวไม่ถือเป็นการแก้ไขปัญหาด้านคุณภาพ การเปลี่ยนแปลงที่แท้จริงเกิดขึ้นเมื่อการวิเคราะห์สาเหตุที่แท้จริงเปลี่ยนการตอบสนองแบบแยกส่วนไปเป็นการเปลี่ยนแปลงที่ควบคุมได้ในด้านวิธีการ การฝึกอบรม เครื่องมือ การตรวจสอบ หรือการจัดการซัพพลายเออร์.
ตัวอย่างการร้องเรียนของลูกค้า
ลูกค้ารายหนึ่งรายงานว่า ตัวเรือนที่ส่งมามีรอยขีดข่วนบนพื้นผิว การแก้ไข คือการคัดแยกสินค้าคงคลังที่ได้รับผลกระทบ เปลี่ยนสินค้าที่เสียหาย และปกป้องสินค้าที่อยู่ระหว่างการจัดส่ง การดำเนินการแก้ไข อาจจะเปลี่ยนวิธีการบรรจุภัณฑ์หลังจากวิเคราะห์หาสาเหตุแล้วพบว่ารอยขีดข่วนเกิดจากการเคลื่อนตัวของชิ้นส่วนที่ไม่แน่นหนาในระหว่างการขนส่ง ไม่ใช่เกิดจากกระบวนการผลิต การดำเนินการเชิงป้องกัน จากนั้นจึงสามารถขยายมาตรฐานบรรจุภัณฑ์ที่ปรับปรุงใหม่นี้ไปยังกลุ่มผลิตภัณฑ์ที่คล้ายคลึงกันซึ่งใช้การออกแบบถาดแบบเดียวกันได้.
ตัวอย่างข้อบกพร่องจากซัพพลายเออร์
ชิ้นส่วนยึดที่เข้ามาล็อตหนึ่งไม่ผ่านการตรวจสอบความแข็ง การแก้ไข คือการกักกันสินค้าล็อตนั้นและห้ามนำไปใช้ในการผลิต การดำเนินการแก้ไข อาจเกี่ยวข้องกับการปรับปรุงแผนควบคุมซัพพลายเออร์ การเข้มงวดกฎการตรวจสอบสินค้าขาเข้า หรือการขอหลักฐานแสดงความสามารถของกระบวนการ หากการวิเคราะห์สาเหตุหลักแสดงให้เห็นว่าการอบชุบความร้อนที่ไซต์งานของซัพพลายเออร์ไม่เสถียร การดำเนินการเชิงป้องกัน จะเป็นการตรวจสอบว่าซัพพลายเออร์ชิ้นส่วนยึดที่สำคัญรายอื่น ๆ มีความเสี่ยงเช่นเดียวกันหรือไม่ และใช้หลักการควบคุมเดียวกันก่อนที่จะเกิดการรั่วไหลอีกครั้ง.
ตัวอย่างความเบี่ยงเบนของกระบวนการภายใน
ในสายการผลิตชิ้นส่วนอิเล็กทรอนิกส์ พนักงานตรวจสอบพบรอยบัดกรีที่เกินเกณฑ์ความบกพร่องปกติระหว่างการตรวจสอบระหว่างกระบวนการผลิต การแก้ไข คือ การแก้ไขงานทันทีและการกักกันชั่วคราวของแผงวงจรที่ผลิตในช่วงเวลาดังกล่าว การดำเนินการแก้ไข อาจต้องทบทวนความถี่ในการทำความสะอาดแม่พิมพ์และตรวจสอบพารามิเตอร์เตาอบอีกครั้ง หลังจากที่การตรวจสอบยืนยันว่ากระบวนการมีการเปลี่ยนแปลง ในขณะที่ การดำเนินการเชิงป้องกัน อาจรวมถึงการปรับปรุงแผนควบคุมและเมทริกซ์การฝึกอบรมในสายการผลิต SMT ที่คล้ายคลึงกันทั้งหมด นั่นคือจุดที่การติดตามการดำเนินการแก้ไขมีความสำคัญ: ทีมงานจำเป็นต้องยืนยันไม่เพียงแต่ว่าการแก้ไขได้รับการดำเนินการแล้ว แต่ยังต้องแน่ใจว่าอัตราข้อบกพร่องเดิมไม่กลับมาอีก.
การวิเคราะห์สาเหตุหลักเหมาะสมกับสถานการณ์ใด
การวิเคราะห์สาเหตุที่แท้จริงเป็นสะพานเชื่อมระหว่างการตอบสนองในระยะสั้นและการควบคุมในระยะยาว วิธีการต่างๆ เช่น 5 ทำไม หรือ แผนภาพก้างปลา ช่วยให้ทีมหลีกเลี่ยงข้อสรุปที่ผิวเผิน เช่น "ความผิดพลาดของผู้ปฏิบัติงาน" และระบุสภาพของระบบที่เป็นสาเหตุของความล้มเหลว ในทางปฏิบัติ ทีมงานที่แข็งแกร่ง การดำเนินการแก้ไข ตัวอย่างที่ดีมักแสดงให้เห็นถึงลำดับขั้นตอนที่ชัดเจน ตั้งแต่ความไม่สอดคล้องไปจนถึงสาเหตุ จากนั้นจากสาเหตุไปจนถึงการเปลี่ยนแปลงกระบวนการที่ได้รับการตรวจสอบแล้ว ในขณะที่ตัวอย่างที่ไม่ดีมักหยุดอยู่ที่การแก้ไขงานหรือการฝึกอบรมใหม่โดยไม่มีหลักฐานว่าปัญหาได้รับการแก้ไขอย่างแท้จริง.
ควรเริ่มกระบวนการแก้ไขปัญหาเมื่อใด
ปัจจัยกระตุ้นที่ต้องมีการดำเนินการแก้ไขอย่างเป็นทางการ
อย่างเป็นทางการ การดำเนินการแก้ไข กระบวนการควรเริ่มต้นเมื่อปัญหาบ่งชี้ถึง... จุดอ่อนของระบบ, ไม่ใช่แค่ความผิดพลาดครั้งเดียว ในภาคการผลิต ตัวกระตุ้นที่พบบ่อยที่สุดคือ ข้อบกพร่องที่เกิดขึ้นซ้ำๆ รายงานการไม่เป็นไปตามมาตรฐาน (NCR) ผลการตรวจสอบ การร้องเรียนจากลูกค้า การหลุดรอดของซัพพลายเออร์ และความเบี่ยงเบนของกระบวนการที่ส่งผลต่อคุณภาพผลิตภัณฑ์ การปฏิบัติตามข้อกำหนด การส่งมอบ หรือความปลอดภัย หากปัญหาเดียวกันปรากฏขึ้นในหลายชุดการผลิต หลายกะการทำงาน หลายสายการผลิต หรือหลายซัพพลายเออร์ นั่นมักเป็นสัญญาณที่ชัดเจนว่าการแก้ไขหรือการควบคุมแบบง่ายๆ นั้นไม่เพียงพออีกต่อไป นี่คือจุดที่การดำเนินการแก้ไขคุณภาพเปลี่ยนจากการแก้ไขผลผลิตไปเป็นการแก้ไขความล้มเหลวของกระบวนการที่เป็นต้นเหตุ.
ข้อบกพร่องภายในที่เกิดขึ้นซ้ำๆ มักเป็นสัญญาณเตือนแรกเริ่ม ตัวอย่างเช่น หากสายการฉีดขึ้นรูปพลาสติกผลิตชิ้นงานที่ไม่สมบูรณ์ในช่องเดิมซ้ำๆ กันถึงสามกะ การตอบสนองเบื้องต้นอาจเป็นการแยกส่วนและปรับเครื่องจักร แต่หากเกิดเหตุการณ์ซ้ำๆ ควรมีการตรวจสอบอย่างเป็นทางการ เช่นเดียวกับกรณีที่รายงานการไม่เป็นไปตามมาตรฐาน (NCR) แสดงให้เห็นถึงความล้มเหลวทางมิติซ้ำๆ ในชิ้นส่วนที่ผ่านการกลึง หรือเมื่อข้อมูลการควบคุมกระบวนการทางสถิติ (SPC) แสดงให้เห็นถึงการเปลี่ยนแปลงที่ผู้ปฏิบัติงานแก้ไขอยู่เรื่อยๆ โดยที่กระบวนการไม่เสถียร ในกรณีเหล่านี้ ควรเริ่มการวิเคราะห์หาสาเหตุที่แท้จริงก่อนที่ปัญหาจะกลายเป็นปัญหาที่ลูกค้าต้องเผชิญ.
โดยปกติแล้ว ปัจจัยภายนอกมักต้องการการดำเนินการที่รวดเร็วกว่า เนื่องจากต้นทุนในการเกิดซ้ำสูงกว่า เช่น การร้องเรียนจากลูกค้าเกี่ยวกับการขันน็อตผิดแรงบิด สินค้าจากซัพพลายเออร์ที่มีฉลากผิด หรือการตรวจสอบที่พบว่าไม่มีบันทึกการตรวจสอบย้อนกลับ ทั้งหมดนี้ล้วนเป็นเหตุผลที่ควรดำเนินการแก้ไขและป้องกันทันที ในภาคส่วนที่มีการควบคุมอย่างเข้มงวด เช่น อุปกรณ์ทางการแพทย์ อาหาร หรืออวกาศ แม้แต่การเบี่ยงเบนที่บันทึกไว้เพียงครั้งเดียวก็อาจต้องมีการดำเนินการอย่างเป็นทางการเนื่องจากความเสี่ยงด้านการปฏิบัติตามกฎระเบียบ เกณฑ์จะต่ำลงเมื่อปัญหาดังกล่าวส่งผลกระทบต่อความปลอดภัย การตรวจสอบย้อนกลับ หรือข้อผูกพันทางกฎหมาย.
เมื่อการแก้ไขเพียงเล็กน้อยก็เพียงพอแล้ว
ไม่ใช่ทุกปัญหาที่จะต้องมีบันทึกการแก้ไขอย่างละเอียดครบถ้วน หากปัญหาเกิดขึ้นเฉพาะจุด ความเสี่ยงต่ำ ควบคุมได้ง่าย และไม่น่าจะเกิดขึ้นซ้ำ การแก้ไขอย่างง่ายอาจเป็นการตอบสนองที่เหมาะสม ตัวอย่างเช่น การเปลี่ยนฉลากที่เสียหายหนึ่งชิ้นระหว่างการบรรจุขั้นสุดท้าย หรือการพิมพ์เอกสารเดินทางใหม่โดยไม่มีผลกระทบต่อการตรวจสอบย้อนกลับ อาจปิดเรื่องได้ในระดับหัวหน้างานหากไม่มีรูปแบบที่เกิดขึ้นในวงกว้าง คำถามสำคัญคือเหตุการณ์นั้นชี้ให้เห็นถึงการควบคุมที่ผิดพลาด มาตรฐานที่ไม่ชัดเจน หรือกระบวนการที่ไม่เสถียรหรือไม่.
ทีมควรแจ้งปัญหาเมื่อมีเงื่อนไขอย่างใดอย่างหนึ่งหรือมากกว่านั้นเกิดขึ้น: การเกิดซ้ำ ผลกระทบต่อลูกค้า การเกี่ยวข้องของหลายฝ่าย สาเหตุไม่ชัดเจน ความเสี่ยงด้านการปฏิบัติตามกฎระเบียบ หรือต้นทุนที่สูงเกินไป เช่น ของเสีย การหยุดทำงาน หรือค่าใช้จ่ายในการแก้ไขงาน กฎปฏิบัติที่โรงงานหลายแห่งใช้คือ การกำหนดปัญหาใดๆ ที่มีความรุนแรงเกินเกณฑ์ที่กำหนด หรือเกิดขึ้นซ้ำมากกว่าหนึ่งครั้งภายในระยะเวลาที่กำหนด วิธีนี้จะช่วยให้ระบบมุ่งเน้นไปที่ความเสี่ยงที่มีความสำคัญ แทนที่จะเปลี่ยนข้อบกพร่องเล็กน้อยทุกอย่างให้กลายเป็นงานธุรการ นอกจากนี้ยังทำให้การติดตามการดำเนินการแก้ไขมีประโยชน์มากขึ้น เนื่องจากฐานข้อมูลสะท้อนถึงปัญหาที่เกิดขึ้นจริงในระบบ.
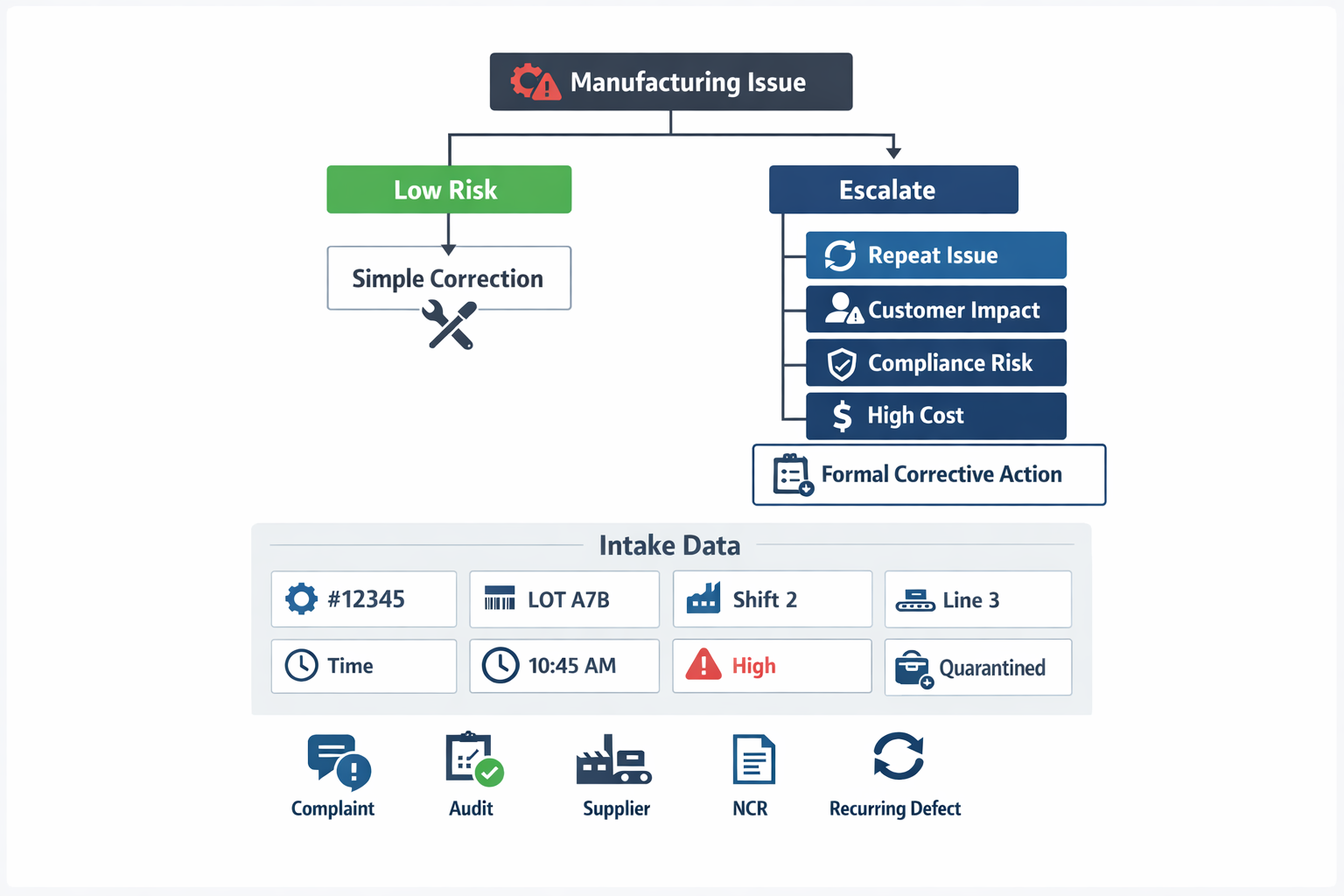
สิ่งที่ทีมคุณภาพควรเก็บรวบรวมในขั้นตอนการรับข้อมูลเบื้องต้น
ขั้นตอนการรับเรื่องควรเก็บรวบรวมข้อมูลให้เพียงพอเพื่อสนับสนุนการควบคุมปัญหาอย่างรวดเร็วและการตรวจสอบในภายหลัง อย่างน้อยที่สุด ทีมงานควรบันทึกหมายเลขชิ้นส่วน หมายเลขชุดหรือล็อต กะการทำงาน สายการผลิตหรือเครื่องจักร วันและเวลาที่ตรวจพบ คำอธิบายปัญหา ความรุนแรง การดำเนินการควบคุมปัญหาในทันที และผู้รับผิดชอบ หากปัญหาเกี่ยวข้องกับวัสดุจากซัพพลายเออร์ สินค้าที่ลูกค้าส่งคืน หรือผลการตรวจสอบ ควรบันทึกแหล่งที่มาในขั้นตอนการรับเรื่องด้วย เพื่อให้สามารถส่งต่อกรณีไปยังหน่วยงานที่เกี่ยวข้องได้อย่างถูกต้อง การขาดข้อมูลพื้นฐานเหล่านี้เป็นหนึ่งในสาเหตุหลักที่ทำให้การดำเนินการแก้ไขหยุดชะงักก่อนที่การวิเคราะห์หาสาเหตุที่แท้จริงจะเริ่มต้นขึ้นด้วยซ้ำ.
ข้อมูลการรับเรื่องที่ดีจะช่วยให้ทีมตัดสินใจได้ว่ากรณีนั้นควรอยู่ในกระบวนการจัดการข้อบกพร่องตามปกติหรือกระบวนการแก้ไขอย่างเป็นทางการ ตัวอย่างเช่น หากข้อบกพร่องในการปั๊มขึ้นรูปเกี่ยวข้องกับขดลวดเพียงชุดเดียวจากล็อตของซัพพลายเออร์รายหนึ่ง ฝ่ายคุณภาพของซัพพลายเออร์อาจต้องเป็นผู้นำในการจัดการกรณีนั้น แต่หากข้อบกพร่องเดียวกันปรากฏขึ้นในเครื่องปั๊มขึ้นรูปสองเครื่องและผู้ปฏิบัติงานหลายคน ฝ่ายวิศวกรรมการผลิตอาจต้องรับผิดชอบแทน ช่องข้อมูลการรับเรื่องที่ชัดเจนจะช่วยลดความล่าช้าในการส่งต่อและทำให้ตัวอย่างการแก้ไขในภายหลังเปรียบเทียบได้ง่ายขึ้นระหว่างโรงงาน สายการผลิต และซัพพลายเออร์ต่างๆ.
กระบวนการแก้ไขปัญหาแบบทีละขั้นตอนสำหรับทีมงานด้านคุณภาพ
แข็งแกร่ง การดำเนินการแก้ไข กระบวนการนี้เป็นไปตามลำดับที่ชัดเจน: ระบุปัญหา ควบคุมความเสี่ยง ตรวจสอบสาเหตุ มอบหมายการดำเนินการ ปรับเปลี่ยน ตรวจสอบผลลัพธ์ และปิดเคสอย่างเป็นทางการ ในทางปฏิบัติ ลำดับนี้ช่วยป้องกันไม่ให้การแก้ไขปัญหาด้านคุณภาพหยุดอยู่แค่การทำเอกสารหรือการทำงานซ้ำ และผลักดันให้ทีมไปสู่การแก้ไขปัญหาที่ทำซ้ำได้ เพื่อให้เห็นภาพชัดเจนยิ่งขึ้น ลองพิจารณาตัวอย่างหนึ่งตลอดกระบวนการทั้งหมด: สายการผลิตชิ้นส่วนอลูมิเนียมที่มีขนาดรูเจาะไม่ได้มาตรฐาน ซึ่งทำให้เกิดการปฏิเสธภายในซ้ำแล้วซ้ำเล่า และมีลูกค้าส่งคืนสินค้าหนึ่งราย.

ระบุปัญหาและควบคุมความเสี่ยง
ขั้นตอนแรกคือการบันทึกข้อบกพร่องโดยละเอียดเพียงพอเพื่อสนับสนุนการดำเนินการ ไม่ใช่แค่บันทึกว่า “ชิ้นส่วนมีปัญหา” สำหรับข้อบกพร่องของตัวเรือน วิศวกรคุณภาพจะบันทึกหมายเลขชิ้นส่วน รหัสเครื่องจักร หมายเลขล็อต ผลการตรวจสอบ อัตราข้อบกพร่อง กะการทำงานที่ได้รับผลกระทบ และว่าสินค้าที่ต้องสงสัยได้ถูกส่งไปยังฝ่ายประกอบหรือฝ่ายจัดส่งแล้วหรือไม่ ข้อมูลการรับสินค้าที่ดีจะช่วยลดความล่าช้าในภายหลัง โดยเฉพาะอย่างยิ่งเมื่อหลายแผนกจำเป็นต้องตอบสนองอย่างรวดเร็ว.
ขั้นตอนต่อไปคือการควบคุมการแพร่ระบาด เนื่องจากโรงงานต้องหยุดยั้งการลุกลามของปัญหาในขณะที่ทีมกำลังตรวจสอบ ในตัวอย่างนี้ หัวหน้างานสั่งระงับสินค้าที่อยู่ระหว่างการผลิตและสินค้าสำเร็จรูป เริ่มการตรวจสอบตามมาตรฐาน 100% สำหรับสินค้าสามล็อตสุดท้าย และแจ้งฝ่ายวางแผนว่าผลผลิตจากสายการผลิต CNC ที่ได้รับผลกระทบอาจถูกจำกัด การควบคุมการแพร่ระบาดไม่ใช่การแก้ไขปัญหาโดยตรง แต่เป็นการควบคุมชั่วคราวเพื่อปกป้องลูกค้าและซื้อเวลาสำหรับการตรวจสอบอย่างเหมาะสม.
ตรวจสอบสาเหตุที่แท้จริง
เมื่อสายการผลิตมีเสถียรภาพแล้ว ทีมงานจะเริ่มทำการวิเคราะห์หาสาเหตุที่แท้จริง แนวทางที่ได้ผลคือเริ่มต้นด้วยคำถาม 5 ข้อ (5 Whys) เพื่อความรวดเร็ว จากนั้นใช้แผนผังฟิชโบนหากปัญหาอาจเกี่ยวข้องกับตัวแปรหลายอย่าง เช่น สภาพเครื่องจักร เครื่องมือ วิธีการ การวัด วัสดุ หรือการปฏิบัติงานของผู้ปฏิบัติงาน เป้าหมายคือการระบุความล้มเหลวของกระบวนการที่ทำให้เกิดข้อบกพร่องและหลุดรอดไปได้ ไม่ใช่แค่จุดที่ตรวจพบข้อบกพร่องเท่านั้น.
ในตัวอย่างการผลิตตัวเรือน ทีมงานตั้งคำถามว่าทำไมเส้นผ่านศูนย์กลางรูจึงคลาดเคลื่อนเกินค่าความคลาดเคลื่อน การตรวจสอบพบว่าเครื่องมือตัดสึกหรอเร็วกว่าที่คาดไว้ แต่เพียงแค่นั้นไม่ใช่สาเหตุทั้งหมด ปัญหาที่ลึกกว่านั้นคือความถี่ในการเปลี่ยนเครื่องมือในคำแนะนำการทำงานนั้นอิงตามวัสดุล็อตเก่าและไม่ได้มีการแก้ไขหลังจากที่ซัพพลายเออร์เปลี่ยนความแข็งของวัสดุ นอกจากนี้ยังมีจุดบกพร่องอีกประการหนึ่งคือ การตรวจสอบชิ้นงานชิ้นแรกเสร็จสมบูรณ์แล้ว แต่ไม่มีการกำหนดให้มีการตรวจสอบระหว่างกระบวนการหลังจากการทำงานครบตามจำนวนรอบที่กำหนด ดังนั้นจึงไม่สามารถตรวจพบการคลาดเคลื่อนได้ตั้งแต่เนิ่นๆ.
มอบหมายผู้รับผิดชอบและกำหนดมาตรการแก้ไข
หลังจากยืนยันสาเหตุแล้ว การดำเนินการแต่ละอย่างจำเป็นต้องมีผู้รับผิดชอบที่ชัดเจน วันครบกำหนด และผลลัพธ์ที่คาดหวัง หากไม่มีโครงสร้างดังกล่าว ความพยายามในการแก้ไขและป้องกันมักจะกลายเป็นเพียงการพูดคุยมากกว่าแผนการดำเนินการ ฝ่ายคุณภาพควรประสานงานบันทึกต่างๆ แต่โดยปกติแล้วการดำเนินการจะกระจายอยู่ทั่วหลายฝ่าย เช่น ฝ่ายผลิต ฝ่ายวิศวกรรม ฝ่ายบำรุงรักษา ฝ่ายคุณภาพซัพพลายเออร์ และฝ่ายฝึกอบรม.
ในกรณีนี้ ฝ่ายวิศวกรรมการผลิตรับผิดชอบการปรับปรุงมาตรฐานอายุการใช้งานของเครื่องมือและคำแนะนำในการทำงาน ฝ่ายผลิตรับผิดชอบความถี่ในการตรวจสอบระหว่างกระบวนการที่ได้รับการแก้ไข ฝ่ายจัดซื้อและควบคุมคุณภาพซัพพลายเออร์ตรวจสอบการควบคุมการเปลี่ยนแปลงวัสดุขาเข้า และฝ่ายฝึกอบรมรับผิดชอบการประเมินคุณสมบัติผู้ปฏิบัติงานใหม่เกี่ยวกับการตรวจสอบที่ได้รับการปรับปรุงแล้ว การดำเนินการแต่ละอย่างควรระบุว่าอะไรจะเปลี่ยนแปลงในกระบวนการ หลักฐานใดที่จะพิสูจน์ว่าการดำเนินการเสร็จสมบูรณ์ และความเสี่ยงใดที่กำลังได้รับการแก้ไข นี่คือจุดที่การติดตามการดำเนินการแก้ไขกลายเป็นสิ่งสำคัญ เนื่องจากความรับผิดชอบขึ้นอยู่กับสถานะที่มองเห็นได้มากกว่าการติดตามด้วยวาจา.
ดำเนินการเปลี่ยนแปลงในกระบวนการ
การนำไปปฏิบัติจริงเป็นจุดที่การแก้ไขปัญหาหลายอย่างอ่อนแอลง เพราะทีมงานปิดงานโดยพิจารณาจากความตั้งใจมากกว่าการดำเนินการที่ได้รับการยืนยันแล้ว โรงงานควรตรวจสอบให้แน่ใจว่าเอกสารได้รับการแก้ไขแล้ว พารามิเตอร์ของเครื่องมือได้รับการเปลี่ยนแปลงที่เครื่องจักรแล้ว แผนการตรวจสอบได้รับการอัปเดตในระบบคุณภาพแล้ว และพนักงานที่เกี่ยวข้องได้รับการฝึกอบรมจริง หากการดำเนินการหนึ่งขึ้นอยู่กับการดำเนินการอื่น ควรควบคุมลำดับเพื่อให้สายการผลิตไม่เริ่มต้นใหม่ภายใต้สภาวะที่สับสน.
ในตัวอย่างการผลิตชิ้นส่วนด้วยเครื่องจักร ทีมงานได้ปรับปรุงช่วงเวลาการเปลี่ยนเครื่องมือมาตรฐานจาก 1,200 รอบการทำงานเป็น 800 รอบการทำงานสำหรับวัสดุที่แข็งขึ้น เพิ่มการตรวจสอบรูเจาะทุกๆ 200 รอบการทำงาน และติดตั้งตัวนับเวลาที่แสดงผลด้วยภาพที่เครื่องจักร คู่มือการทำงานแบบเก่าถูกยกเลิก แผนคุณภาพได้รับการปรับปรุง และหัวหน้างานลงนามรับรองว่าผู้ปฏิบัติงานทั้งสามคนในสายการผลิตได้รับการฝึกอบรมใหม่เรียบร้อยแล้วก่อนที่จะเริ่มการผลิตตามปกติ รายละเอียดเหล่านี้มีความสำคัญ เพราะกระบวนการแก้ไขจะใช้ได้ผลก็ต่อเมื่อกระบวนการในโรงงานแตกต่างไปจากเดิมหลังจากดำเนินการแก้ไขแล้ว.
ตรวจสอบประสิทธิภาพก่อนปิดโครงการ
การนำไปปฏิบัติไม่ได้พิสูจน์ว่ามาตรการแก้ไขได้ผล การตรวจสอบต่างหากที่ทำได้ ทีมงานด้านคุณภาพควรวางแผนการตรวจสอบประสิทธิภาพล่วงหน้า โดยปกติแล้วจะเชื่อมโยงกับเกณฑ์ด้านเวลา ปริมาณ หรือการเกิดซ้ำ เช่น ไม่มีข้อผิดพลาดซ้ำในห้าล็อตถัดไป หรือความสามารถของกระบวนการที่คงที่ตลอดสองสัปดาห์ ขั้นตอนนี้จะแยกงานที่เสร็จสมบูรณ์ออกจากมาตรการแก้ไขที่มีประสิทธิภาพ.
สำหรับสายการผลิตตัวเรือน ฝ่ายควบคุมคุณภาพจะตรวจสอบล็อตการผลิตถัดไปอีกแปดล็อต และตรวจสอบการวัดเส้นผ่านศูนย์กลางรูเจาะ อัตราของเสีย และสินค้าที่ลูกค้าส่งคืน สายการผลิตนี้ไม่มีข้อบกพร่องซ้ำซ้อน การตรวจสอบระหว่างกระบวนการเสร็จสิ้นตรงเวลา และความสามารถของกระบวนการดีขึ้นจากระดับที่พอรับได้ไปสู่ระดับที่ยอมรับได้ หากพบข้อบกพร่องอีกครั้ง ควรเปิดเคสใหม่หรือส่งเรื่องต่อไปยังระดับที่สูงขึ้น แทนที่จะปิดเคสเป็น “เสร็จสิ้น”
ปิดการบันทึกและรวบรวมการเรียนรู้
การปิดคดีอย่างเป็นทางการควรเกิดขึ้นหลังจากรวบรวมหลักฐานครบถ้วนแล้ว ได้แก่ บันทึกการควบคุมสถานการณ์ สรุปการสอบสวน การวิเคราะห์สาเหตุหลัก การดำเนินการแก้ไข ผลลัพธ์ด้านประสิทธิผล และการอนุมัติจากผู้บริหาร (หากจำเป็น) การดำเนินการเช่นนี้จะสร้างประวัติที่พร้อมสำหรับการตรวจสอบ และช่วยให้ทีมงานในอนาคตเข้าใจว่ามีการเปลี่ยนแปลงอะไรบ้างและเพราะเหตุใด นอกจากนี้ยังสนับสนุนการทบทวนแนวโน้มในประเด็นที่คล้ายคลึงกัน ซึ่งเป็นเหตุผลหนึ่งที่การติดตามการดำเนินการแก้ไขมีความสำคัญมากกว่าแค่เหตุการณ์เดียว.
ในตัวอย่างนี้ กรณีจะถูกปิดลงก็ต่อเมื่อผู้จัดการฝ่ายคุณภาพยืนยันว่าแผนควบคุมที่แก้ไขแล้ว คำแนะนำการทำงานที่ปรับปรุงแล้ว บันทึกการฝึกอบรมผู้ปฏิบัติงาน และข้อมูลการตรวจสอบได้ถูกแนบมากับบันทึกแล้ว บทเรียนสุดท้ายนี้ยังถูกแบ่งปันกับหน่วยงานการผลิตอื่นที่ใช้กลุ่มวัสดุเดียวกัน เพื่อลดโอกาสที่จะเกิดความล้มเหลวในลักษณะเดียวกันที่อื่น นั่นคือความแตกต่างระหว่างการแก้ไขปัญหาเฉพาะหน้ากับการดำเนินการแก้ไขอย่างเป็นระบบและมีระเบียบวินัย.
ตัวอย่างการแก้ไขปัญหา ข้อผิดพลาดที่พบบ่อย และตัวชี้วัดที่สำคัญ
ตัวอย่างการดำเนินการแก้ไขในสภาพแวดล้อมการผลิตที่แตกต่างกัน
ในการประกอบรถยนต์ ปัญหาการประกอบประตูที่ไม่ตรงกันซ้ำซากเป็นตัวชี้วัดที่ดีว่ากระบวนการแก้ไขปัญหาได้ผลจริงหรือไม่ การติดตามผลที่อ่อนแอจะหยุดอยู่แค่การทำงานซ้ำ การฝึกอบรมพนักงานใหม่ และการบันทึกในรายงานการทำงานประจำกะ แต่การแก้ไขปัญหาคุณภาพที่เข้มแข็งจะก้าวไปไกลกว่านั้น ทีมงานจะตรวจสอบว่าเครื่องมือวัดแรงบิดคลาดเคลื่อนจากข้อกำหนดหรือไม่ ปรับปรุงช่วงเวลาการสอบเทียบ เพิ่มการตรวจสอบป้องกันข้อผิดพลาดที่สถานี และตรวจสอบอัตราความบกพร่องในการผลิตครั้งต่อไป ความแตกต่างนั้นง่ายมาก การตอบสนองแบบหนึ่งแก้ไขที่อาการ ในขณะที่อีกแบบหนึ่งขจัดเงื่อนไขที่ทำให้เกิดข้อบกพร่องซ้ำแล้วซ้ำเล่า.
ในการผลิตอุปกรณ์อิเล็กทรอนิกส์ ช่องว่างจากการบัดกรีบนแผงวงจรพิมพ์ (PCB) มักทำให้ลูกค้าส่งคืนสินค้าซ้ำแล้วซ้ำอีก หากการแก้ไขปัญหาแคบเกินไป การแก้ไขปัญหาที่ไม่ดีอาจโทษเทคนิคการทำงานของผู้ปฏิบัติงานและขอให้ตรวจสอบเพิ่มเติม แม้ว่าปัญหาที่แท้จริงอาจเป็นอุณหภูมิเตาอบรีโฟลว์ที่ไม่คงที่หรือวิธีการจัดเก็บวางบัดกรีที่ไม่เหมาะสม การแก้ไขปัญหาที่แข็งแกร่งกว่านั้นต้องผสมผสานการวิเคราะห์สาเหตุที่แท้จริงกับการตรวจสอบความถูกต้องของกระบวนการ: ตรวจสอบโปรไฟล์ความร้อน ตรวจสอบบันทึกการจัดการวัสดุ ปรับปรุงพารามิเตอร์การตั้งค่า และยืนยันว่าผลผลิตในครั้งแรกดีขึ้นหลังจากดำเนินการแล้ว นี่คือจุดที่การแก้ไขและการป้องกันเริ่มทับซ้อนกันในทางปฏิบัติ เพราะการแก้ไขที่แข็งแกร่งมักจะเสริมสร้างการควบคุมให้ครอบคลุมมากกว่าแค่เหตุการณ์เดียว.
ในการผลิตอุปกรณ์ทางการแพทย์ ช่องว่างในเอกสารอาจร้ายแรงไม่แพ้ข้อบกพร่องทางกายภาพ เพราะก่อให้เกิดความเสี่ยงด้านการปฏิบัติตามกฎระเบียบและปัญหาการตรวจสอบย้อนกลับของผลิตภัณฑ์ หากบันทึกประวัติอุปกรณ์ไม่สมบูรณ์ การติดตามผลที่ไม่ดีอาจจบลงด้วยการลงนามล่าช้าและการส่งอีเมลเตือนไปยังพนักงาน การติดตามผลที่ดีอาจทำให้การทำงานมีประสิทธิภาพมากขึ้น การดำเนินการแก้ไข ตรวจสอบสาเหตุที่ทำให้พลาดการบันทึกข้อมูลตั้งแต่แรก เช่น กฎการอนุมัติที่ไม่ชัดเจน การออกแบบแบบฟอร์มที่ไม่ดี หรือการส่งต่อข้อมูลระหว่างฝ่ายผลิตและฝ่ายควบคุมคุณภาพที่ไม่ได้รับการควบคุม การดำเนินการจะเสร็จสมบูรณ์ก็ต่อเมื่อขั้นตอนการทำงานที่แก้ไขแล้วสามารถป้องกันการขาดข้อมูลหรือการเผยแพร่โดยไม่ได้รับอนุญาตได้อย่างสม่ำเสมอ.
กรณีที่ระบบการดำเนินการแก้ไขด้วยตนเองล้มเหลว
ปัญหาที่พบบ่อยที่สุดในระบบการทำงานแบบใช้แรงงานคนไม่ใช่การขาดความพยายาม แต่เป็นการขาดการควบคุม โรงงานหลายแห่งยังคงจัดการการติดตามการแก้ไขปัญหาผ่านทางอีเมล ตารางข้อมูลที่ใช้ร่วมกัน แบบฟอร์ม NCR ที่พิมพ์ออกมา และบันทึกการประชุม ซึ่งทำให้ยากต่อการตรวจสอบสถานะข้ามแผนก เมื่อมีผู้รับผิดชอบหลายคน วันครบกำหนด และขั้นตอนการตรวจสอบหลายขั้นตอน ความสับสนเกี่ยวกับเวอร์ชันจึงเกิดขึ้นได้แทบจะหลีกเลี่ยงไม่ได้ ในทางปฏิบัติ นั่นหมายความว่าการดำเนินการยังคง "เปิดอยู่" นานหลังจากที่ปัญหาดูเหมือนจะได้รับการแก้ไขแล้วในสายการผลิต.
ความรับผิดชอบเป็นอีกจุดหนึ่งที่มักเกิดความล้มเหลว เมื่อกระบวนการแก้ไขปัญหาไม่ได้แบ่งแยกผู้ตรวจสอบ ผู้รับผิดชอบงาน ผู้อนุมัติ และผู้ตรวจสอบอย่างชัดเจน งานต่างๆ ก็จะถูกผลักไปมาระหว่างทีมคุณภาพ การผลิต การบำรุงรักษา และทีมคุณภาพซัพพลายเออร์ ซึ่งก่อให้เกิดความล่าช้า โดยเฉพาะอย่างยิ่งเมื่อการดำเนินการหนึ่งขึ้นอยู่กับการดำเนินการอื่น เช่น การบำรุงรักษาซ่อมเครื่องจักรเสร็จก่อนที่ฝ่ายควบคุมคุณภาพจะตรวจสอบประสิทธิภาพได้ ผลที่ตามมาคือการดำเนินการที่ล่าช้าซึ่งจะไม่ปรากฏให้เห็นจนกว่าจะถึงการตรวจสอบครั้งต่อไป การร้องเรียนจากลูกค้า หรือการทบทวนโดยผู้บริหาร.
การตรวจสอบยืนยันมักเป็นจุดอ่อนที่สุด ทีมงานอาจบันทึกว่าได้ดำเนินการเสร็จสิ้นแล้ว แต่พวกเขาไม่ได้ตรวจสอบยืนยันเสมอไปว่าการดำเนินการนั้นช่วยลดอัตราการเกิดซ้ำ ของเสีย ข้อร้องเรียน หรือความเบี่ยงเบนได้จริงหรือไม่ ระบบคุณภาพที่มุ่งเน้นตามมาตรฐาน ISO คาดหวังหลักฐานแสดงถึงประสิทธิภาพ ไม่ใช่เพียงแค่หลักฐานว่าได้มอบหมายงานและทำเครื่องหมายว่าเสร็จสิ้นแล้ว หากไม่มีการตรวจสอบยืนยันนั้น ข้อบกพร่องเดียวกันอาจกลับมาเกิดขึ้นอีกในล็อตการผลิต กะการทำงาน หรือคำสั่งซื้อของลูกค้าที่แตกต่างกัน.
ตัวชี้วัดประสิทธิภาพ (KPIs) ที่แสดงให้เห็นว่ามาตรการแก้ไขได้ผลหรือไม่
ตัวชี้วัดประสิทธิภาพการดำเนินงาน (KPI) เพียงไม่กี่ตัวก็สามารถแสดงให้เห็นได้ว่า ธุรกิจของคุณเป็นอย่างไร การดำเนินการแก้ไข ระบบนี้กำลังปรับปรุงการควบคุมกระบวนการหรือแค่สร้างเอกสารขึ้นมาเฉยๆ. เวลาปิดทำการ วัดระยะเวลาที่ประเด็นปัญหายังคงเปิดอยู่ นับตั้งแต่เริ่มดำเนินการจนถึงการอนุมัติปิดประเด็น ในขณะที่ อัตราการดำเนินการที่ล่าช้า แสดงให้เห็นว่างานที่ได้รับมอบหมายเสร็จสมบูรณ์ตรงเวลาหรือไม่. อัตราการออกซ้ำ เรื่องนี้มีความสำคัญเป็นพิเศษ เพราะโดยปกติแล้วข้อบกพร่องที่เกิดขึ้นซ้ำๆ มักบ่งชี้ถึงการวิเคราะห์สาเหตุที่แท้จริงที่ไม่แข็งแรง หรือวินัยในการดำเนินการที่ไม่ดี. อัตราการผ่านการตรวจสอบประสิทธิผล ช่วยให้ผู้บริหารด้านคุณภาพสามารถตรวจสอบได้ว่ามาตรการที่ดำเนินการไปแล้วนั้นยังคงได้ผลจริงหรือไม่ หลังจากผ่านช่วงเวลาการตรวจสอบที่กำหนดไว้.
ตัวชี้วัดเหล่านี้จะมีประโยชน์มากขึ้นเมื่อแบ่งตามโรงงาน สายการผลิต ประเภทของข้อบกพร่อง ซัพพลายเออร์ หรือแผนก ตัวอย่างเช่น โรงงานอาจแสดงเวลาปิดงานโดยเฉลี่ยที่ยอมรับได้โดยรวม แต่ยังคงมีปัญหาความล่าช้าเรื้อรังในการดำเนินการที่เกี่ยวข้องกับซัพพลายเออร์หรือการเปลี่ยนแปลงทางวิศวกรรม ตามมาตรฐานการจัดการคุณภาพของอุตสาหกรรม การปิดงานที่ล่าช้าและความไม่สอดคล้องซ้ำๆ เป็นตัวบ่งชี้ที่ชัดเจนที่สุดอย่างหนึ่งของวินัย CAPA ที่ยังไม่สมบูรณ์ เนื่องจากสะท้อนทั้งความเร็วของกระบวนการและคุณภาพของกระบวนการ กล่าวอีกนัยหนึ่ง การปิดงานอย่างรวดเร็วไม่เพียงพอหากปัญหาเดิมกลับมาอีก.
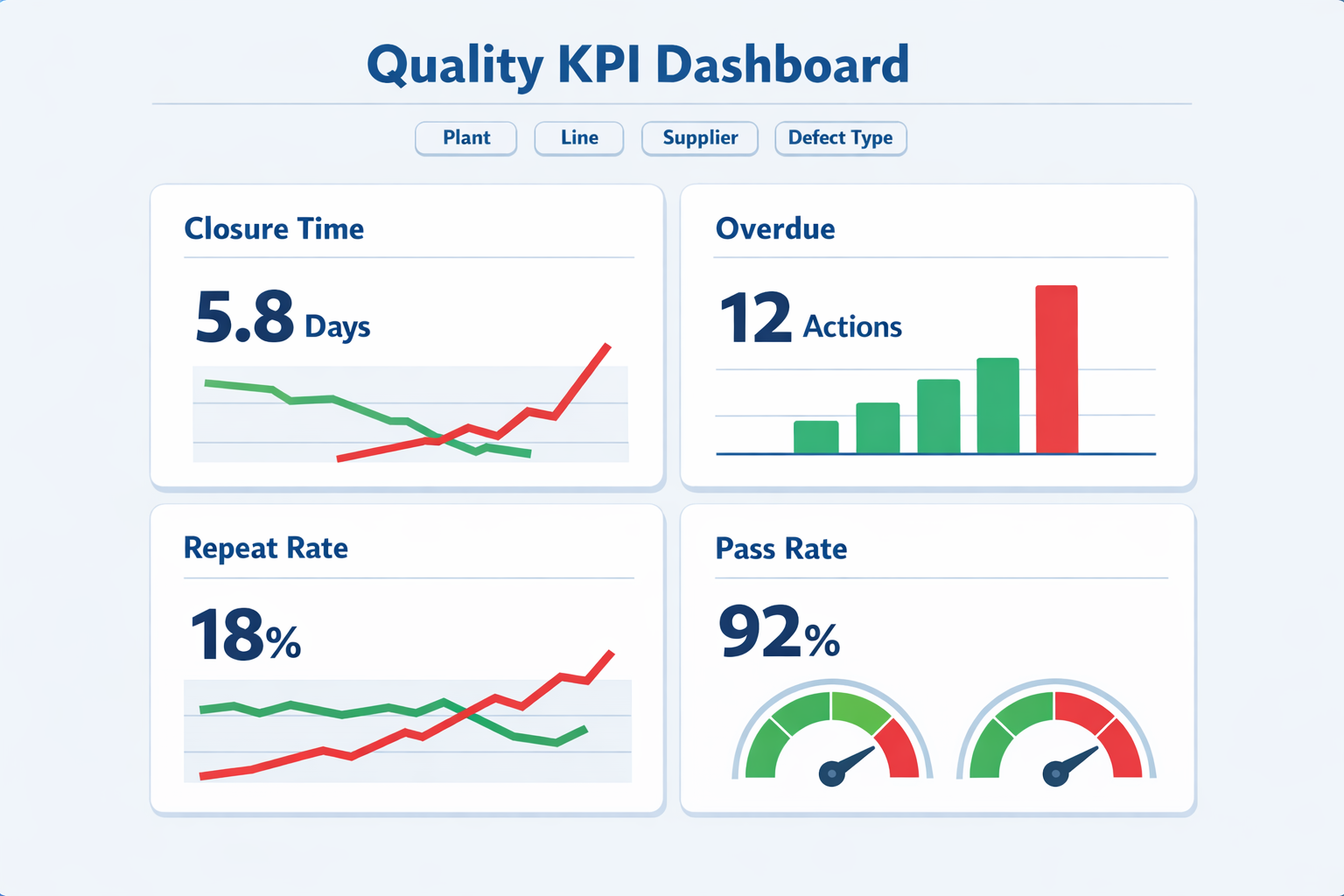
สำหรับการตรวจสอบโดยผู้บริหาร มุมมองการรายงานที่ดีที่สุดมักจะเป็นการผสมผสานระหว่างปริมาณ ความทันเวลา และประสิทธิภาพ นั่นหมายถึงการติดตามจำนวนการดำเนินการแก้ไขที่เปิดขึ้น จำนวนที่ยังค้างชำระอยู่ ร้อยละที่ผ่านการตรวจสอบ และจำนวนปัญหาที่คล้ายคลึงกันที่เกิดขึ้นซ้ำภายใน 30, 60 หรือ 90 วัน เมื่อพิจารณาสัญญาณทั้งสี่นี้ร่วมกัน ผู้บริหารโรงงานจะสามารถบอกได้อย่างรวดเร็วว่าระบบกำลังลดความเสี่ยงหรือเพียงแค่ทำให้เอกสารผ่านขั้นตอนการอนุมัติเท่านั้น.
สรุป: Jodoo ช่วยให้ผู้ผลิตเปลี่ยนระบบติดตามการแก้ไขปัญหาให้เป็นดิจิทัลได้อย่างไร
แข็งแกร่ง การดำเนินการแก้ไข กระบวนการทำงานที่ดีนั้นต้องการมากกว่าแค่แบบฟอร์ม อีเมล และรายชื่อผู้รับผิดชอบในสเปรดชีต เพื่อป้องกันข้อผิดพลาดซ้ำซ้อน ทีมงานด้านคุณภาพจำเป็นต้องมีระบบที่เชื่อมโยงกันตั้งแต่การรับเรื่อง การควบคุม การวิเคราะห์สาเหตุหลัก การมอบหมายงาน การตรวจสอบ และการปิดเรื่อง นั่นคือสิ่งที่เปลี่ยนการแก้ไขปัญหาแบบเชิงรับให้กลายเป็นกระบวนการคุณภาพที่มีการควบคุม ซึ่งสามารถตรวจสอบได้ในระหว่างการตรวจสอบและการทบทวนโดยผู้บริหาร.
Jodoo ช่วยให้ผู้ผลิตสามารถแปลงระบบติดตามการแก้ไขปัญหาให้เป็นดิจิทัลได้โดยไม่ต้องพัฒนาโปรแกรมเอง ด้วยแบบฟอร์มที่ไม่ต้องเขียนโค้ด คุณสามารถบันทึกรายงานการไม่เป็นไปตามมาตรฐาน (NCR) ข้อร้องเรียน ผลการตรวจสอบ และปัญหาจากซัพพลายเออร์ได้ตั้งแต่เริ่มต้น โดยกรอกข้อมูลที่ถูกต้องครบถ้วน จากนั้นจึงส่งต่อแต่ละกรณีไปยังขั้นตอนการตรวจสอบ การอนุมัติ วันครบกำหนด การแจ้งเตือน และการตรวจสอบประสิทธิภาพ ผู้จัดการยังสามารถใช้แดชบอร์ดเพื่อติดตามเวลาในการปิดเคส การดำเนินการที่ล่าช้า ปัญหาที่เกิดขึ้นซ้ำ และเคสที่ยังเปิดอยู่ โดยจำแนกตามโรงงาน สายการผลิต ซัพพลายเออร์ หรือระดับความรุนแรง.
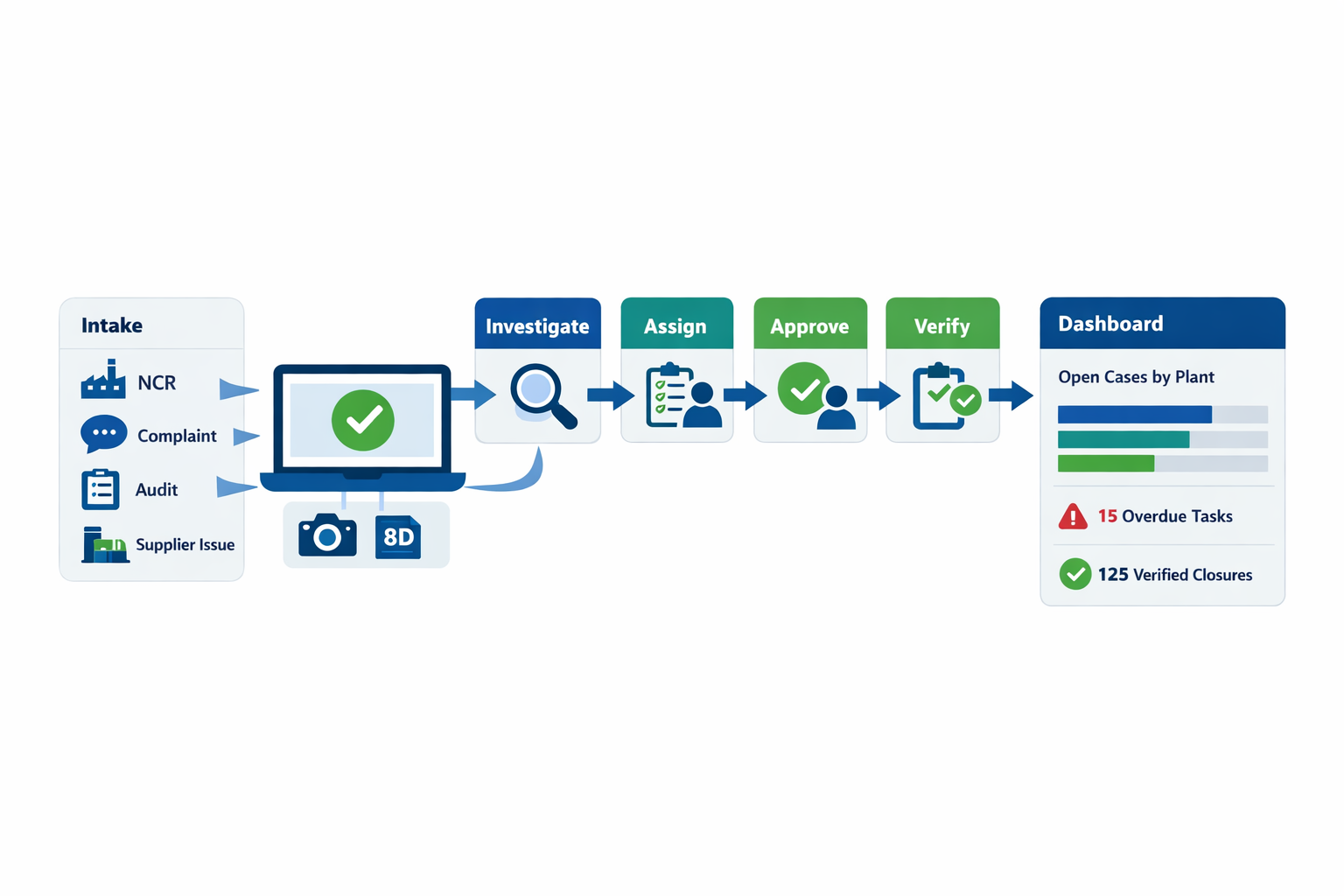
ตัวอย่างเช่น ทีมควบคุมคุณภาพซัพพลายเออร์สามารถใช้ Jodoo เพื่อบันทึกข้อร้องเรียนจากการตรวจสอบขาเข้า เริ่มกระบวนการสอบสวน มอบหมายงานให้ฝ่าย SQE และฝ่ายผลิต แนบรูปภาพและเอกสาร 8D และตรวจสอบการปิดเคสก่อนที่จะทำเครื่องหมายว่าเสร็จสมบูรณ์ ผลลัพธ์ที่ได้คือการติดตามผลที่รวดเร็วขึ้น ความรับผิดชอบที่ชัดเจนขึ้น และบันทึกที่พร้อมสำหรับการตรวจสอบในที่เดียว.
หากคุณต้องการวิธีการที่เป็นรูปธรรมในการกำหนดมาตรฐานการแก้ไขปัญหาให้ทั่วถึงทุกไซต์งาน, Jodoo เป็นแพลตฟอร์มการผลิตแบบลีนที่ไม่ต้องเขียนโค้ดที่มีความยืดหยุ่นและน่าสนใจ. เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต ตอนนี้.

