
按類別瀏覽
引言:製造業中糾正措施的涵義
一個缺陷或許可以在一個班次內重新解決,但如果下週同樣的問題再次出現,工廠實際上並沒有真正解決問題。這就是為什麼 糾正措施 在製造業中,問題不僅在於修復缺陷零件、停產或快速處理投訴,更在於找出問題根源並消除它,從而避免問題反覆出現,導致報廢、返工、客戶投訴、審核發現或不合格報告。.
實際上,糾正措施始於發現不合格項之後,並且比立即採取遏制措施更深入。更換故障零件、對可疑庫存進行分類或向操作員發出一次性提醒可能只是治標不治本。而真正有效的品質糾正措施會進一步追溯問題的根本原因,例如作業指導書不清晰、工具磨損、供應商差異或不受控制的製程變更。.
這很重要,因為品質問題反覆出現成本很高。據估計,品質差會給製造商造成損失。 15% 至 20% 的銷售收入 在許多營運過程中,廢料、返工、停機時間、退貨和保固成本加起來時,就會產生巨額費用。在接下來的章節中,我們將詳細說明這些費用是如何產生的。 糾正措施 與糾正和預防措施不同,該過程應該何時開始,以及品質團隊如何從調查到結束追蹤流程。.
糾正、糾正措施和預防措施:它們之間有什麼區別?
在製造業中,這三個術語相關但不能互換使用。 更正 處理直接的不合規情況, 糾正措施 消除已經發生的問題的根源,並且 預防措施 這樣可以降低類似問題在其他地方或未來發生的可能性。如果你的團隊將它們混淆,糾正措施流程往往止步於控制階段,而無法實現持久的流程改善。.
一個簡單的比較框架
區分這三者的實用方法是提出三個問題。我們現在需要解決什麼問題?這就是糾正措施。為什麼會發生這種情況?必須做出哪些改變才能避免再次發生?這就是糾正行動。同樣的故障模式還可能出現在哪些地方?我們如何阻止它蔓延?這就是更廣泛的矯正和預防措施體系中的預防措施。.

這種區別至關重要,因為許多品質團隊過早關閉了問題。更換瑕疵零件、整理庫存或返工產品或許能恢復出貨狀態,但這些步驟本身並不等於品質糾正措施。真正的轉變發生在根本原因分析將孤立的因應措施轉化為方法、訓練、工具、檢驗或供應商管理的受控改進之時。.
客戶投訴範例
一位客戶反映,收到的成品外殼表面有刮痕。 更正 目的是對受影響的庫存進行分類,更換損壞的商品,並保護所有未發貨的貨物。 糾正措施 經根本原因分析表明,刮痕是由運輸過程中零件鬆動造成的,而非加工造成的,因此可能會改變包裝方式。 預防措施 然後可以將修訂後的包裝標準推廣到使用相同托盤設計的類似產品系列。.
供應商缺陷範例
一批來料緊固件硬度檢測不合格。 更正 目的是隔離這批貨物,禁止其用於生產。 糾正措施 如果根本原因分析顯示供應商現場的熱處理不穩定,則可能包括更新供應商控制計畫、收緊來料檢驗規則或要求提供製程能力證明。 預防措施 將會審查其他關鍵緊固件供應商是否有相同的風險,並在再次發生洩漏之前應用相同的控制邏輯。.
內部過程偏差範例
在一條電子產品生產線上,操作人員在製程偵測中發現焊橋數量超過正常缺陷閾值。 更正 即對該時間段內所生產的電路板進行立即返工及臨時封存。 糾正措施 調查證實製程偏差後,可能需要調整鋼網清洗頻率和烘箱參數檢查,而 預防措施 可能包括更新所有類似SMT生產線的控制計劃和培訓矩陣。正因如此,糾正措施追蹤才顯得尤為重要:團隊不僅需要確認修復措施已實施,還需要確認缺陷率不會再次出現。.
根本原因分析的適用場景
根本原因分析是短期因應和長期控制之間的橋樑。諸如以下方法: 5個為什麼 或 魚骨圖 幫助團隊避免得出「操作失誤」之類的膚淺結論,並識別故障背後的系統狀況。在實踐中,強大的 糾正措施 例子通常能清晰地展現從不合格到原因,再從原因到已驗證的流程變更的鏈條,而較弱的示例則止步於返工或再培訓,沒有證據表明問題真正得到了解決。.
糾正措施流程何時啟動
需要採取正式糾正措施的觸發因素
正式的 糾正措施 當問題發出訊號時,流程應該啟動。 系統弱點, 這不僅僅是一次性失誤。在製造業中,最常見的觸發因素是反覆出現的缺陷、不合格報告 (NCR)、審核發現、客戶投訴、供應商違規以及影響產品品質、合規性、交付或安全的流程偏差。如果同一問題出現在多個批次、班次、生產線或供應商中,這通常清楚地表明簡單的返工或控制措施已不足以解決問題。此時,品質糾正措施的重點就從修復產出轉向解決根本的流程缺陷。.
反覆出現的內部缺陷往往是最早的預警訊號。例如,如果注塑生產線連續三個班次在同一型腔上持續出現短射現象,最初的應對措施可能是進行分離和機器調整,但如果反覆出現,則應啟動正式調查。同樣,當不合格報告顯示加工零件反覆出現尺寸偏差,或統計製程管制 (SPC) 數據顯示有偏差,而操作人員不斷修正卻無法穩定製程時,也應啟動根本原因分析。在這些情況下,應在問題演變為客戶問題之前開始進行根本原因分析。.
外部觸發因素通常需要更快地升級處理,因為再次發生的成本更高。例如,客戶投訴緊固件扭力錯誤、供應商批次材料標籤錯誤,或審計發現缺少可追溯性記錄,都可能構成立即啟動糾正和預防措施流程的理由。在醫療器材、食品或航空航天等受監管行業,即使只有一項有記錄的偏差,也可能因為涉及合規風險而需要採取正式行動。當問題影響安全、可追溯性或監管義務時,處理門檻會更低。.
簡單的糾正就足夠了
並非所有問題都需要完整的糾正措施記錄。如果問題是孤立的、風險低的、易於控制的且不太可能再次發生,那麼簡單的糾正措施可能就足夠了。例如,在最終包裝過程中更換一個損壞的標籤,或重新列印一份旅行單,且不影響可追溯性,如果沒有更廣泛的模式,那麼主管就可以在層面上結案。關鍵問題在於,該事件是否指向控制失效、標準不明確或流程不穩定。.
當出現以下一項或多項情況時,團隊應將問題上報:重複發生、影響客戶、涉及跨部門部門、原因不明、存在合規風險,或造成重大報廢、停機或返工成本。許多工廠採用的實用規則是,將任何超過嚴重程度閾值或在規定時間內重複發生多次的問題正式記錄在案。這樣可以確保系統專注於真正重要的風險,而不是將每個小缺陷變成行政工作。此外,由於資料庫反映的是真正的系統性問題,因此也能使糾正措施追蹤更加有效。.
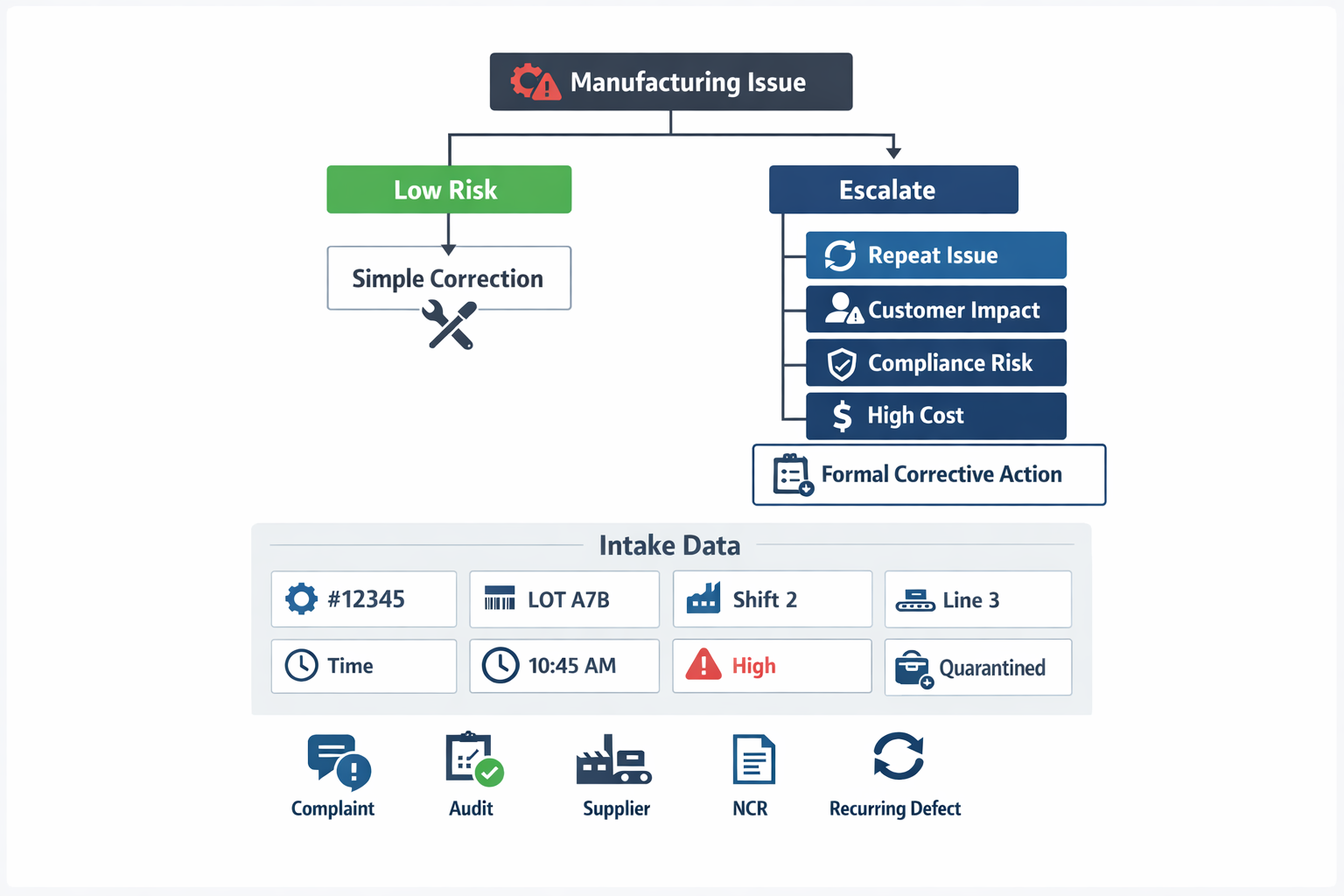
品質團隊在接收階段應該收集哪些訊息
接收環節應收集足夠的信息,以支持快速遏制和後續調查。至少,團隊應記錄零件號、批號或批次號、班次、生產線或機器、發現問題的日期和時間、問題描述、嚴重程度、立即採取的遏制措施以及責任人。如果問題涉及供應商物料、客戶退貨或審核結果,也應在接收環節記錄來源,以便正確處理。缺少這些基本資訊是導致糾正措施在根本原因分析開始之前就停滯不前的主要原因之一。.
良好的接收資料有助於團隊判斷該案例應屬於常規不合格處理流程還是正式的糾正措施流程。例如,如果沖壓缺陷僅與某個供應商批次的某個卷材有關,則供應商品質部門可能需要主導該案例。如果同一缺陷出現在兩台沖壓機和多名操作員身上,則製造工程部門可能需要負責處理。清晰的接收欄位可以減少交接延遲,並使後續的糾正措施案例更容易在不同工廠、生產線和供應商之間進行比較。.
品質團隊循序漸進的糾正措施流程
強大的 糾正措施 此流程遵循清晰的步驟:識別問題、控制風險、調查原因、分配行動、實施變更、驗證結果,並正式結案。在實務中,此步驟可避免品質糾正措施止步於文書工作或返工,並推動團隊找到可重複的解決方案。為了更具體地說明這一點,我們來看一個完整的流程範例:一條加工生產線生產的鋁製外殼,其內徑超出公差範圍,導致內部多次拒收,並造成一次客戶退貨。.

識別問題並控制風險
第一步是詳細記錄不合格情況,以便採取行動,而不僅僅是記錄「零件有問題」。例如,對於外殼缺陷,品質工程師需要記錄零件號碼、機器ID、批號、檢驗結果、缺陷率、受影響的班次,以及疑似缺陷的庫存是否已進入組裝或出貨環節。完善的入庫資料可以減少後續的延誤,尤其是在多個部門需要快速回應的情況下。.
接下來是遏制階段,因為工廠必須阻止問題擴散,同時團隊進行調查。在本例中,主管將半成品和成品庫存暫停,對最後三個批次的產品啟動 100% 檢驗,並通知計畫部門受影響的數控生產線的產量可能會受到限制。遏止階段本身並非糾正措施;它是一種臨時控制措施,旨在保護客戶並為徹底調查爭取時間。.
調查根本原因
一旦生產線穩定,團隊就會著手進行根本原因分析。一個實用的方法是先快速運用「5個為什麼」法,如果問題可能涉及多個變量,例如機器狀況、刀具、方法、測量、材料或操作人員操作規範,則可以使用魚骨圖。目標是找出導致缺陷發生並最終洩漏的製程故障點,而不僅僅是發現缺陷的環節。.
在殼體加工的例子中,團隊探討了孔徑為何超出公差範圍。調查顯示,切削刀具的磨損速度高於預期,但這並非全部原因;更深層的問題是,作業指導書中規定的換刀頻率是基於較早的物料批次製定的,並且在供應商更改材料硬度後沒有進行相應調整。此外,還存在第二個疏漏點:雖然完成了首件檢驗,但並未要求在每次加工一定循環次數後進行過程檢查,因此未能及早發現偏差。.
指定負責人並制定糾正措施
在確認原因後,每項行動都需要明確負責人、截止日期和預期結果。如果沒有這種結構,糾正和預防措施往往淪為空談,而非切實可行的執行計劃。品質部門應負責協調記錄,但行動通常涉及生產、工程、維護、供應商品質和培訓等多個部門。.
在這種情況下,製造工程部門負責更新刀具壽命標準和作業指導書,生產部門負責修訂過程檢驗頻率,採購和供應商品質部門負責審核來料變更控制,培訓部門負責對操作員進行更新後的檢驗操作資格複審。每項措施都應明確說明流程中將發生哪些變更、哪些證據可以證明已完成,以及正在解決哪些風險。正因如此,糾正措施追蹤至關重要,因為問責制取決於可見的狀態,而非口頭跟進。.
實施流程變更
實施階段往往是許多糾正措施效果減弱的關鍵點,因為團隊往往基於意圖而非實際執行情況來結束任務。工廠應核實文件是否已修訂、工具機的工裝參數是否已更改、品質系統中的檢驗計畫是否已更新,以及相關員工是否已接受過培訓。如果某項措施依賴另一項措施,則應控制執行順序,以避免生產線在各種不確定因素下重新啟動。.
在機械加工範例中,團隊將較硬材料的標準刀具更換週期從 1200 個循環縮短至 800 個循環,並強制要求每 200 個循環進行一次鏜孔檢查,同時在機床上安裝了可視計數提示。舊的作業指導書被撤銷,品質計畫得到更新,主管簽署確認生產線上的三名操作員都已完成再培訓,之後生產才恢復正常。這些細節至關重要,因為只有當車間現場的流程在糾正措施實施後與實施前有所不同時,糾正措施才能真正發揮作用。.
關閉前驗證有效性
實施過程並不能證明糾正措施有效;驗證過程才能。品質團隊應預先設定有效性檢查標準,通常與時間、產量或重複發生率等標準掛鉤,例如在接下來的五個批次中零重複出現問題,或兩週內工藝能力保持穩定。這一步驟能夠區分已完成的任務和有效的糾正措施。.
對於該殼體生產線,品質部門監控接下來的八個生產批次,並審查內徑測量結果、廢品率和客戶退貨。此生產線未出現重複不合格情況,製程檢查按時完成,製程能力從勉強達標提升至可接受範圍。如果缺陷再次出現,則應重新開啟或升級此案例,而不是將其標記為「已完成」並關閉。“
結束記錄並記錄學習成果
只有在證據齊全後才能正式結案:包括遏制記錄、調查摘要、根本原因分析、已實施措施、有效性結果以及必要的管理層批准。這能形成可供審計的完整歷史記錄,並幫助未來的團隊了解發生了哪些改變以及改變的原因。它還有助於對類似問題進行趨勢分析,這也是為什麼糾正措施追蹤不僅僅針對單一事件如此重要的原因之一。.
在這個例子中,只有在品質經理確認修訂後的控制計劃、更新後的作業指導書、操作員培訓記錄和驗證數據都已附在記錄中之後,該案例才會結案。最終的經驗教訓也會分享給另一個使用相同材料系列的加工單元,從而降低其他地方發生類似故障的風險。這就是孤立地應對問題和嚴謹的糾正措施流程之間的區別。.
糾正措施範例、常見故障以及關鍵指標
不同製造環境下的糾正措施範例
在汽車組裝中,反覆出現的車門錯位問題是檢驗糾正措施流程是否真正有效的良好試金石。如果後續跟進不力,可能僅停留在返工、操作員再培訓和交班記錄上簡單記錄的階段。而有效的品質糾正措施則會更進一步:團隊會確認扭力工具是否偏離規格,更新校準週期,在工位上增加防錯檢查,並在接下來的生產批次中驗證缺陷率。差異很簡單──一種措施只是治標不治本,而另一種措施則能消除導致缺陷反覆出現的根本原因。.
在電子製造領域,如果對PCB組件上的焊點空洞的應對措施過於片面,往往會導致客戶反覆退貨。不合理的應對措施可能將責任歸咎於操作人員的技術,並要求進行更多檢查,而忽略了真正的問題在於回流焊爐溫度不穩定或焊膏儲存方式不當。更有效的因應措施則將根本原因分析與製程驗證結合:檢查熱曲線、審查物料搬運記錄、調整設定參數,並確認改進後一次合格率有所提高。這正是糾正措施和預防措施在實踐中開始交匯之處,因為有效的解決方案往往能夠強化對單一事件以外的控制。.
在醫療器材製造中,文件缺失與物理缺陷同樣嚴重,因為它們會造成合規風險和產品可追溯性問題。如果器械歷史記錄不完整,後續跟進不力可能導致員工遲交簽名,最終只能收到一封提醒郵件。 糾正措施 調查記錄最初被遺漏的原因,例如審批規則不明確、表單設計不良或生產與質檢之間交接不暢。只有當修訂後的工作流程能夠持續防止欄位遺漏或未經授權的發佈時,該操作才算完成。.
手動糾正措施系統失效的地方
手動系統中最常見的故障並非缺乏努力,而是缺乏控制。許多工廠仍然透過電子郵件往來、共享電子表格、列印的不合格報告單和會議記錄來追蹤糾正措施,這使得跨部門查看狀態變得困難。一旦涉及多個負責人、截止日期和驗證步驟,版本混亂幾乎不可避免。實際上,這意味著即使車間現場的問題看起來已經解決,相關措施仍然會長期處於「未完成」狀態。.
責任歸屬是另一個常見的弱點。如果糾正措施流程沒有明確劃分調查員、措施負責人、審批人和驗證人,任務就會在品質、生產、維護和供應商品質團隊之間來回推諉。這會導致延誤,尤其是在一項措施依賴另一項措施的情況下,例如維修人員完成機器維修後,品質保證部門才能驗證其有效性。最終導致逾期未決的措施,直到下次審核、客戶投訴或管理評審時才會顯現出來。.
驗證往往是最薄弱的環節。團隊可能會記錄某項行動已完成,但他們並不總是確認該行動是否真正降低了重複發生率、廢品率、投訴率或偏差率。以 ISO 為導向的品質系統要求的是有效性的證據,而不僅僅是任務已分配並標記為已完成的證據。如果沒有這項核查,同樣的缺陷可能會在不同的批次、班次或客戶訂單中再次出現。.
能夠顯示糾正措施是否有效的關鍵績效指標
一組簡單的營運KPI就能顯示您的營運狀況。 糾正措施 該系統是在改進流程控制,還是僅僅在生成文件?. 閉館時間 衡量問題從發起到獲準結案所持續的時間,而 逾期行動率 顯示已指派的任務是否準時完成。. 重複發行率 這一點尤其重要,因為反覆出現的缺陷通常表示根本原因分析不充分或執行紀律性差。. 有效性檢查通過率 幫助品質管理人員了解已採取的措施在規定的監測期後是否真正有效。.
按工廠、生產線、缺陷類型、供應商或部門細分這些指標會更有用。例如,一家工廠的整體平均缺陷關閉時間可能在可接受範圍內,但在供應商相關行動或工程變更方面仍有長期延誤。根據行業品質管理基準,缺陷關閉延遲和重複不合格是糾正和預防措施 (CAPA) 機制不成熟的最明顯指標之一,因為它們既反映了流程速度,也反映了流程品質。換句話說,如果同樣的問題再次出現,快速關閉缺陷是不夠的。.
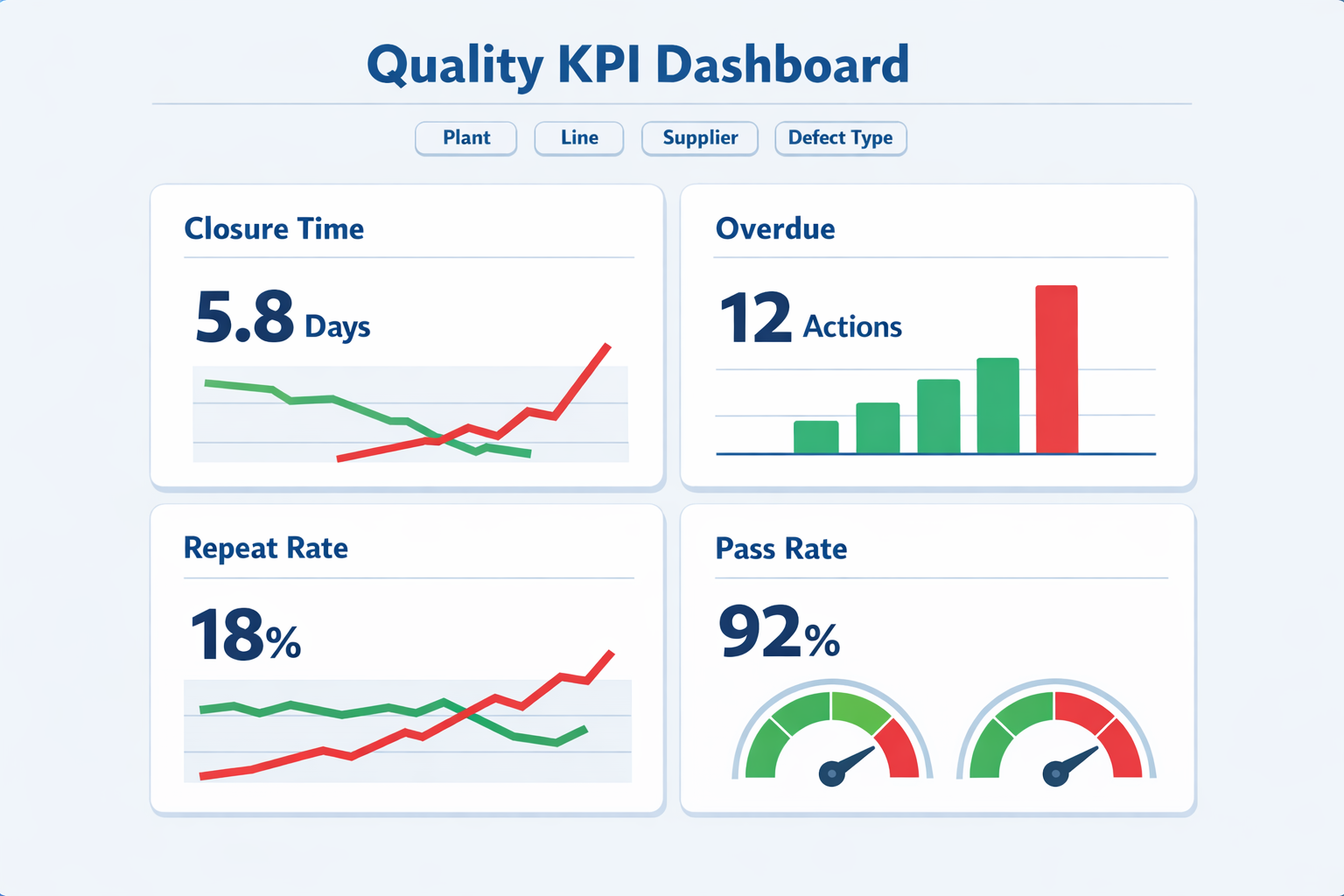
對於管理評審而言,最佳的報告觀點通常是數量、及時性和有效性的綜合體現。這意味著要追蹤已啟動的糾正措施數量、逾期未完成的糾正措施數量、通過驗證的百分比,以及在30天、60天或90天內類似問題再次出現的數量。透過綜合分析這四個指標,工廠領導者可以快速判斷系統是在降低風險,還是只是在推進審批流程。.
結論:Jodoo 如何幫助製造商實現糾正措施追蹤的數位化
強大的 糾正措施 流程需要的不僅僅是表格、郵件記錄和電子表格所有者清單。為了防止缺陷重複出現,品質團隊需要一個統一的系統,用於問題接收、遏制、根本原因分析、行動分配、驗證和結案。這才能將糾正措施從被動的救火式處理轉變為可控的品質流程,從而經受住審核和管理評審的考驗。.
Jodoo 該系統幫助製造商無需定制開發即可實現糾正措施追蹤的數位化。利用無需代碼的表單,您可以從一開始就使用正確的欄位記錄不合格報告 (NCR)、投訴、審核結果和供應商問題,然後將每個案例依次處理調查、審批、截止日期、提醒和有效性檢查。管理人員還可以使用儀表板按工廠、生產線、供應商或嚴重程度追蹤結案時間、逾期操作、重複問題和未結案例。.
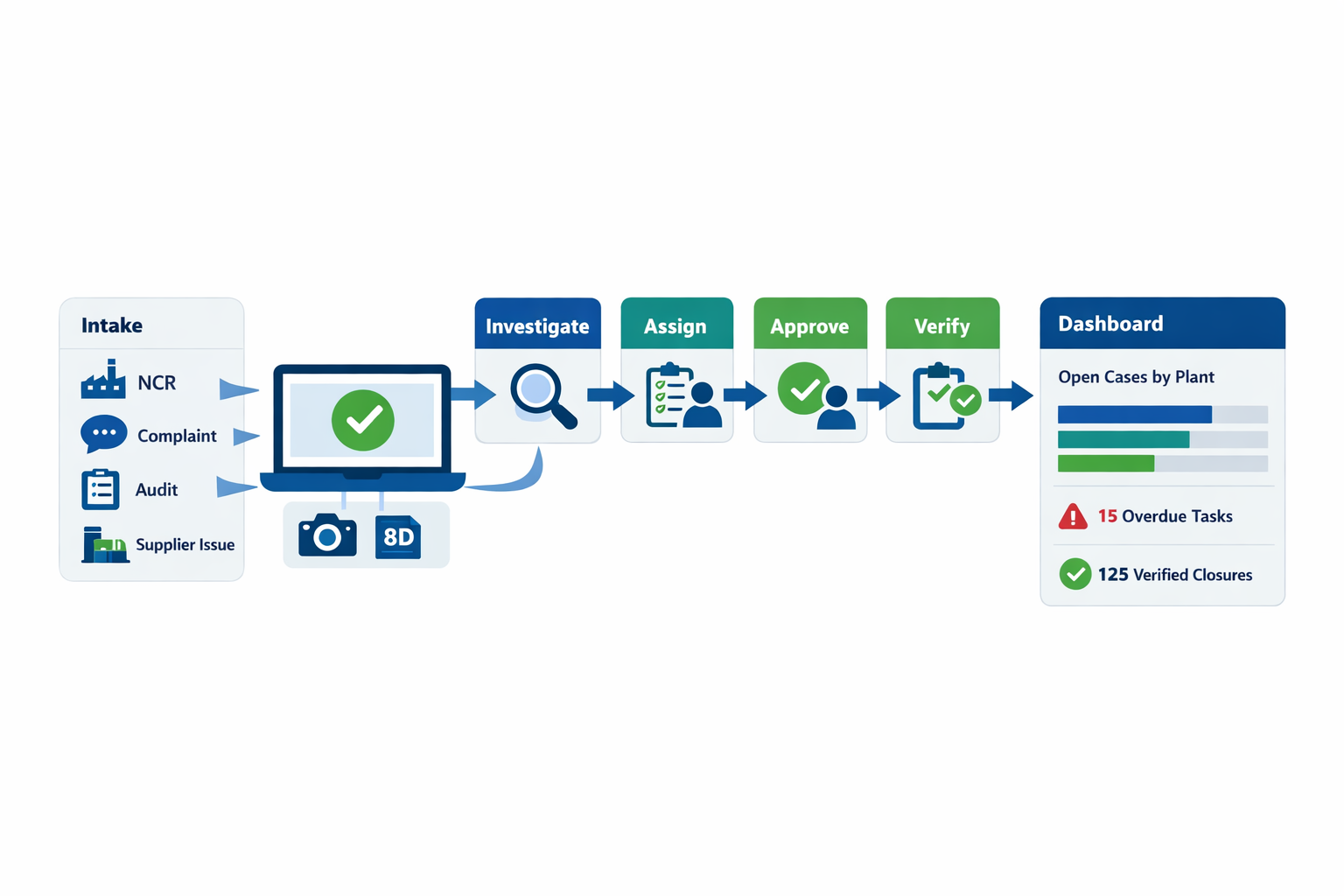
例如,供應商品質團隊可以使用 Jodoo 記錄來料檢驗中的投訴,觸發調查工作流程,將任務分配給供應商品質工程師 (SQE) 和生產部門,附加照片和 8D 記錄,並在案件標記為已完成之前確認問題已解決。這樣一來,後續跟進速度更快,責任歸屬更清晰,所有記錄都集中在一個平台上,隨時可供審核。.
如果您想要一種切實可行的方法來規範各站點間的糾正措施,, Jodoo 是一個靈活的無程式碼精益製造平台,值得探索。. 開始免費試用 或者 預約演示 現在。.

