
Nach Kategorien durchsuchen
Einleitung: Warum die Taktzeit in der heutigen Fabrikhalle immer noch wichtig ist
Selbst gut geführte Fabriken verzeichnen Produktionsausfälle, wenn die Produktionsgeschwindigkeit auf Gewohnheit statt auf tatsächlicher Nachfrage basiert. In vielen Werken können wenige Sekunden Abweichung pro Einheit unbemerkt zu verpassten Lieferungen, Überstunden und überschüssigen Halbfertigprodukten am Ende der Woche führen. Deshalb Taktzeit ist aber immer noch wichtig: Es bietet Ihnen eine einfache Möglichkeit, das Produktionstempo zu definieren, das erforderlich ist, um die Kundennachfrage innerhalb der Ihnen tatsächlich zur Verfügung stehenden Zeit zu decken.
Für Produktionsleiter, Werksleiter, Lean-Manager und Wirtschaftsingenieure ist die Taktzeit nach wie vor eine der wichtigsten Kennzahlen im Lean-Management, da sie die Nachfrage direkt mit der Liniengeschwindigkeit, dem Personalbestand und den erwarteten Tagesleistungen verknüpft. Sie ist nicht nur eine theoretische Größe für Wertstromanalysen. In der Fertigung hilft sie dabei zu erkennen, ob eine Linie zu langsam läuft, um die Aufträge zu erfüllen, zu schnell und dadurch Lagerbestände aufbaut oder ob die Auslastung der einzelnen Stationen ungleichmäßig ist.
In diesem Artikel erfahren Sie Folgendes: Taktzeitformel, Wir erklären Ihnen, wie Sie in der Fertigung eine zuverlässige Taktzeitberechnung durchführen und wie Sie die Zahl in Minuten oder Sekunden pro Einheit interpretieren. Taktzeit vs. Zykluszeit, Sie zeigen realistische Beispiele aus der Fabrik und erklären, wie die digitale Nachverfolgung den Teams Echtzeit-Einblicke in die Produktion ermöglicht. Taktzeit anstatt sich auf verzögerte Tabellenaktualisierungen zu verlassen.
Die Taktzeitformel und was die Zahlen wirklich bedeuten
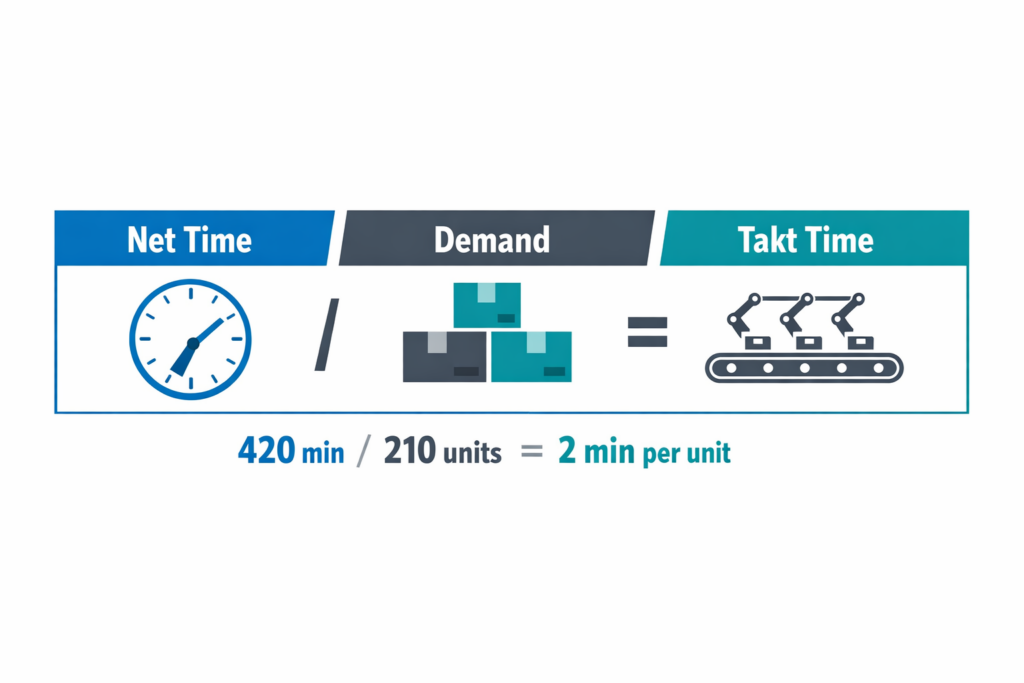
Taktzeitformel: Verfügbare Produktionszeit ÷ Kundennachfrage
Der Taktzeit Die Formel ist einfach: Taktzeit = verfügbare Nettoproduktionszeit ÷ Kundennachfrage. Das Ergebnis zeigt an, wie viel Zeit die Produktionslinie pro Einheit aufwenden kann, um die Nachfrage im betrachteten Zeitraum zu decken. Dieser Zeitraum kann beispielsweise eine Schicht, ein Tag oder eine Woche sein, Zähler und Nenner müssen jedoch denselben Zeitraum berücksichtigen. Bei täglicher Nachfrage muss auch die verfügbare Zeit täglich sein.
Viele Taktzeitberechnungen scheitern an diesem Schritt. Teams verwenden oft eine 8-Stunden-Schicht als Zähler, obwohl die Mitarbeiter nicht die gesamten 480 Minuten produzieren. Sie teilen die Taktzeit auch durch eine Monatsprognose und verwenden dabei die Zeit einer einzigen Schicht. Das Ergebnis sieht zwar präzise aus, ist aber operativ bedeutungslos.
Was zählt als verfügbare Produktionszeit?
Die verfügbare Produktionszeit sollte bedeuten: Nettoproduktionszeit, Es handelt sich nicht um die reine Arbeitszeit. Beginnen Sie mit der geplanten Zeit und ziehen Sie dann geplante Pausen, Schichtübergaben, routinemäßige Reinigungsarbeiten, Teambesprechungen und alle anderen Zeiten ab, in denen die Linie voraussichtlich keine verkaufsfähigen Einheiten produziert. Wenn eine Maschine während des Messzeitraums für vorbeugende Wartungsarbeiten angehalten wird, ist dieser geplante Stillstand ebenfalls auszuschließen.
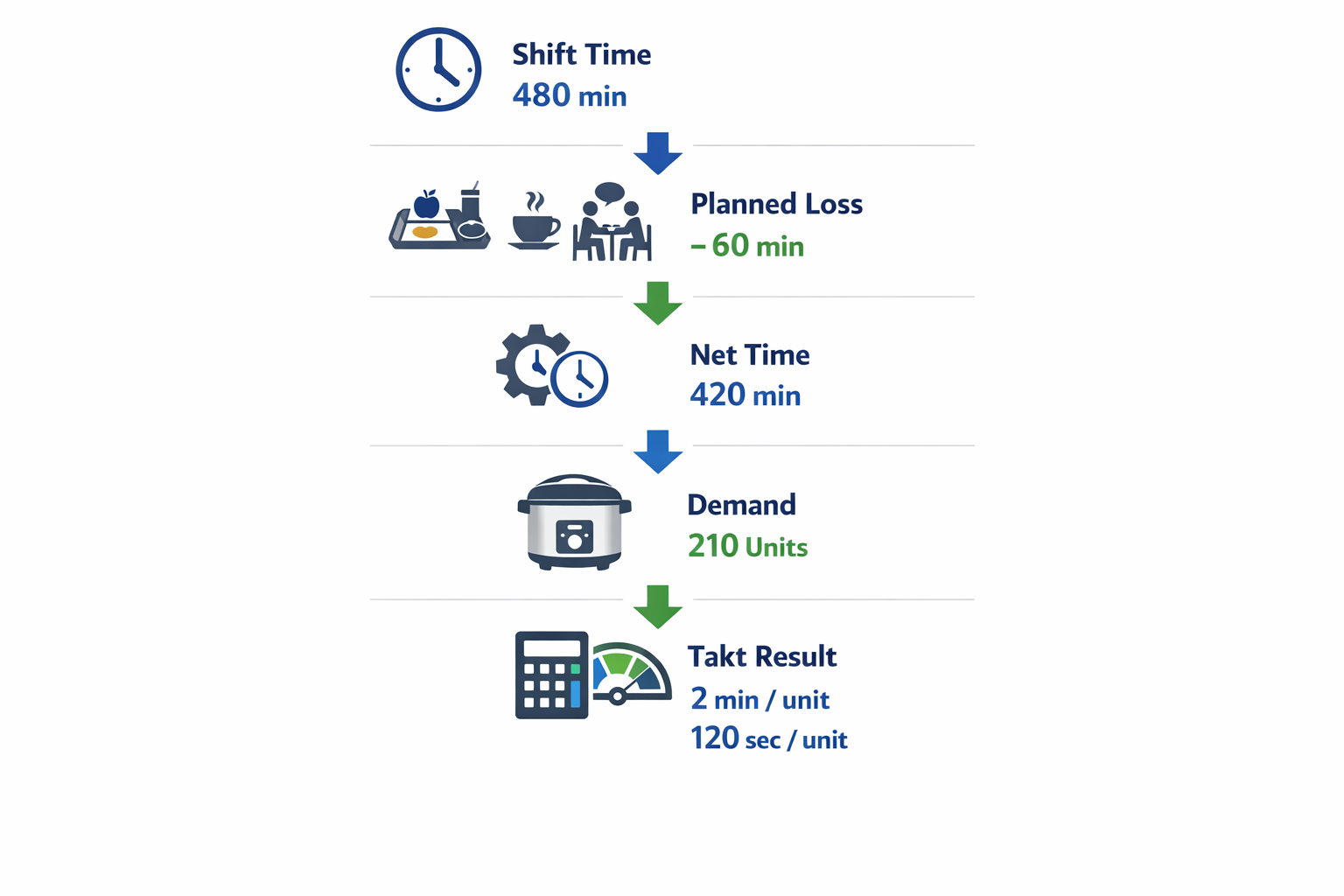
Wenn eine Produktionslinie beispielsweise für 480 Minuten eingeplant ist, mit 30 Minuten Mittagspause, 10 Minuten Schichtbesprechung und 20 Minuten geplanter Reinigung, beträgt die verfügbare Nettozeit 420 Minuten. Dieser Wert von 420 Minuten ist der richtige Zähler für die Taktzeitformel, nicht 480. Die Verwendung der Bruttoschichtstunden würde die Kapazität der Produktionslinie um einen bestimmten Wert überschätzen. 14.3%, Dies kann zu Verzerrungen bei Personalplanung, Personaleinsatzplanung und Produktionszielen führen.
Verwenden Sie die richtige Anforderungsnummer
Der Nenner sollte Folgendes widerspiegeln tatsächliche Kundennachfrage für denselben Zeitraum. Wenn Sie die tägliche Produktionstaktzeit für die Endmontage berechnen, verwenden Sie den bestätigten Tagesbedarf, den die Linie ausliefern oder nachliefern muss. Wenn sich die Nachfrage je nach Modell, Familie oder Linie ändert, berechnen Sie die Taktzeit auf der Ebene, auf der die Arbeit tatsächlich geplant und gesteuert wird.
Ein häufiger Fehler bei der Taktanalyse in der schlanken Produktion ist die Verwendung eines Wochen- oder Monatsdurchschnitts, der die täglichen Schwankungen verschleiert. Angenommen, die durchschnittliche Nachfrage beträgt 1.000 Einheiten pro Woche, die Kundennachfrage konzentriert sich jedoch auf den Wochenanfang und erfordert 250 Einheiten am Montag und 150 am Freitag. Ein einzelner durchschnittlicher Takt mag auf dem Papier akzeptabel erscheinen, während die Produktion zu Wochenbeginn das tatsächlich erforderliche Tempo nicht erreicht.
Einheiten beibehalten
Taktzeit kann ausgedrückt werden in Sekunden pro Einheit, Minuten pro Einheit, oder, seltener, Stunden pro Einheit. Der Schlüssel ist Konsistenz. Wenn Ihre verfügbare Zeit in Minuten angegeben ist, muss die Nachfrage für denselben Zeitraum in Einheiten angegeben werden, und Ihr Ergebnis sind Minuten pro Einheit.
In den meisten Produktionshallen sind Sekunden pro Einheit für die Linienauslastung und die Arbeitsverteilung an die Bediener einfacher. Für die übergeordnete Planung sind Minuten pro Einheit möglicherweise übersichtlicher. Beides funktioniert, solange alle Beteiligten – von den Produktionsleitern bis zu den Wirtschaftsingenieuren – dieselbe Maßeinheit verwenden.
Warum geplante Verluste wichtiger sind, als die meisten Teams denken
Geplante Produktionsstillstände sind keine unbedeutende Buchhaltungsfunktion; sie beeinflussen das Zieltempo, das die Bediener einhalten sollen. Werden geplante Stillstände ignoriert, wird das Taktziel künstlich eng oder zu weit gefasst, je nachdem, was im Zähler übrig bleibt. Dies kann zu falschen Schlussfolgerungen darüber führen, ob die Linie unterausgelastet ist oder ob die Nachfrage die realistische Kapazität übersteigt.
Deshalb sollte die Taktzeit auch nicht mit der Anlagenverfügbarkeit oder der Anlageneffizienz verwechselt werden. Der Takt legt den erforderlichen Produktionsrhythmus auf Basis von Bedarf und nutzbarer Zeit fest. Taktzeit mit Zykluszeit dann zeigt sich, ob der Prozess tatsächlich in der Lage ist, diesen erforderlichen Rhythmus einzuhalten.
Drei häufige Fehler, die die Taktzeit irreführend machen
Der erste Fehler besteht in der Verwendung Bruttoschichtstunden Statt der verfügbaren Nettozeit wird die Taktzahl verwendet. Dadurch erscheint sie großzügiger als in der Realität und kann den Bedarf an zusätzlichem Personal, Überstunden oder Anpassungen verschleiern. Es ist eine der schnellsten Methoden, einen Produktionsplan zu erstellen, den die Linie nicht bewältigen kann.
Der zweite Fehler besteht in der Verwendung Nachfrageprognose Anstelle des tatsächlichen Bedarfs. Prognosen sind zwar für die Kapazitätsplanung nützlich, die Taktzeit für die tägliche Produktion sollte jedoch den tatsächlichen Bedarf widerspiegeln, den das Werk voraussichtlich decken kann. Andernfalls läuft die Produktionslinie möglicherweise im falschen Tempo und es entstehen vermeidbare Engpässe oder Überbestände.
Der dritte Fehler besteht in der Verwendung von falscher Zähler oder Nenner. Beispielsweise führt die Berechnung des Takts für ein komplettes Werk, angewendet auf eine einzelne, ausgelastete Montagelinie, zu einem falschen Zielwert. Ebenso erzeugt die Verwendung der gesamten Linienzeit bei gleichzeitiger Nutzung der Nachfrage nur einer Produktfamilie ein falsches Taktzeitbeispiel, das nicht der tatsächlichen Arbeitsfreigabe in der Fertigung entspricht.
Wie man die Taktzeit in der Fertigung berechnet – Schritt für Schritt
Schritt 1: Definieren Sie den Zeitraum, für den Sie planen
Beginnen Sie mit dem konkreten Planungszeitraum, den Ihr Team tatsächlich verwaltet: eine Schicht, ein Tag oder ein Kundenterminplan. Taktzeit Berechnung Das funktioniert nur, wenn die Zeitbasis mit dem Bedarfssignal übereinstimmt. Vermeiden Sie daher, den Tagesbedarf mit der wöchentlich verfügbaren Zeit zu vermischen. Für die meisten Produktionsleiter ist eine Schicht oder ein Tag der praktikabelste Ausgangspunkt, da dies mit der Personalplanung, den Pausenregelungen und der Berichtspflicht der Produktionslinien übereinstimmt.
Nehmen wir als Beispiel die diskrete Fertigung: Ein Werk für Haushaltsgeräte montiert elektrische Reiskocher an einer Endmontagelinie. Die Linie läuft in einer 8-Stunden-Schicht, sodass die verfügbare Bruttozeit 480 Minuten beträgt. Dies ist jedoch nur ein Ausgangswert und noch nicht die tatsächliche Taktzeit.
Schritt 2: Geplante Nicht-Produktionszeit abziehen
Als Nächstes sollten alle Zeiten entfernt werden, die absichtlich nicht für die Produktion zur Verfügung stehen. Dazu gehören Pausen (Essen, Tee), Schichtübergaben, geplante Reinigungsarbeiten und geplante Teambesprechungen. In der schlanken Produktion sollte die Taktzeit auf Folgendem basieren: Netto verfügbare Produktionszeit, nicht die Bruttoschichtlänge, sonst wäre das Ergebnis zu optimistisch.
In der Reiskocher-Produktionslinie umfasst die 480-minütige Schicht eine 30-minütige Mittagspause, zwei 10-minütige Pausen und ein 10-minütiges Startmeeting. Die geplante Leerlaufzeit beträgt somit 60 Minuten, wodurch 420 Minuten Nettozeit verbleiben. Würde man hier aufhören und nur 420 Minuten ansetzen, wäre die Taktzeitformel bereits deutlich zuverlässiger als mit den vollen 480 Minuten.
Schritt 3: Bestätigen Sie die tatsächliche Kundennachfrage für denselben Zeitraum
Überprüfen Sie nun die erforderliche Produktionsmenge für denselben Zeitraum. Nutzen Sie die bestätigte Kundennachfrage, die Liefervorgaben oder den festgelegten Produktionsplan, den die Linie voraussichtlich erfüllen wird. Wechseln Sie nicht zu einer Monatsprognose, wenn die Linie täglich geplant und gemessen wird, da dies den Taktvorgabewert verfälscht.
Angenommen, für dieselbe Reiskocher-Produktionslinie sieht der ursprüngliche Plan vor, dass das Werk heute 210 Einheiten produzieren soll. Bei 420 verfügbaren Minuten und 210 benötigten Einheiten ergibt sich eine Taktzeit von 420 ÷ 210 = 2 Minuten pro Einheit bzw. 120 Sekunden pro Einheit. Dies ist ein hilfreiches erstes Beispiel für die Taktzeitberechnung, da es den Produktionsleitern ein klares Zieltempo für die Linie vorgibt.
Schritt 4: Kapazitätsverluste, die den tatsächlichen Plan beeinflussen, erneut prüfen
Bevor die Produktionszahlen für das Tagesmanagement festgelegt werden, sollte geprüft werden, ob geplante zusätzliche Einschränkungen in der verfügbaren Zeit berücksichtigt werden müssen. Produktionsteams stellen hier häufig fest, dass eine Linie aufgrund eines geplanten Materialnachschubs, einer Erststückprüfung oder eines Personalwechsels Zeitverluste erleidet. Dies sind keine zufälligen Ausfallzeiten, sondern bekannte Bedingungen, die die tatsächliche Tageskapazität beeinflussen.
In unserem Beispiel ist für die Linie außerdem eine 20-minütige Erstmusterprüfung und Umrüstung aufgrund einer Verpackungsvariante vorgesehen. Dadurch reduziert sich die verfügbare Nettozeit von 420 Minuten auf 400 Minuten. Bei einer Nachfrage von weiterhin 210 Einheiten beträgt die angepasste Produktionstaktzeit nun 400 ÷ 210 = 1,90 Minuten pro Einheit bzw. etwa 114 Sekunden pro Einheit.
Schritt 5: Takt aktualisieren, wenn sich die Nachfrage ändert
Taktzeit Es handelt sich nicht um eine feste technische Konstante. Sie ändert sich mit der Kundennachfrage, selbst wenn Produktionslinie und Personalbestand gleich bleiben. Daher sollten die Teams sie bei jeder wesentlichen Aktualisierung des Produktionsplans neu berechnen.
Angenommen, der Vertrieb erhöht die Anforderung für dieselbe Schicht auf 250 Einheiten, während die verfügbare Produktionszeit weiterhin 400 Minuten beträgt. Die neue Taktzeitformel lautet: 400 ÷ 250 = 1,6 Minuten pro Einheit bzw. 96 Sekunden pro Einheit. Die Produktionslinie ist nicht von selbst schneller geworden; das geforderte Tempo hat sich lediglich erhöht.
Schritt 6: Interpretieren Sie das Ergebnis im Hinblick auf die Abläufe im Laden.
Sobald die Taktzeit berechnet ist, muss sie in ein für die Linie realisierbares Tempo umgerechnet werden. Minuten pro Einheit sind für die Planung hilfreich, Sekunden pro Einheit lassen sich jedoch von Teamleitern, Fertigungsingenieuren und Linienbedienern oft leichter visualisieren. Bei schnelleren Montagelinien ist selbst eine Abweichung von 10 bis 15 Sekunden relevant. Takt in Sekunden angeben hilft beim täglichen Management.
Im Beispiel mit dem Reiskocher verschob sich die Produktionszeit von einer anfänglichen groben Schätzung von 480 ÷ 210 = 2,29 Minuten pro Einheit auf einen genaueren Wert von 96 bis 114 Sekunden pro Einheit, abhängig von der bestätigten Nachfrage und der geplanten verfügbaren Zeit. Dieser Unterschied ist groß genug, um sich auf die Personalplanung, die Bilanzierung und die stündlichen Produktionsziele auszuwirken. Taktzeit Kalkulation ist nicht nur Arithmetik; sie ist die Grundlage für ein realistisches Produktionstempo.
Taktzeit-Beispielszenarien in verschiedenen Produktionsumgebungen
Automobilmontage: Stabile Nachfrage, hohe Fertigungstoleranzen
In der Automobilmontage, Taktzeit ist oft am einfachsten zu visualisieren, weil die Nachfrage relativ gering ist. stabil und Arbeitsinhalte sind hochgradig standardisiert. Angenommen, eine Endmontagelinie verfügt in einer Schicht über 450 Minuten verfügbare Nettoproduktionszeit und die Kundennachfrage für diese Schicht beträgt 300 Fahrzeuge. Die Taktzeitberechnung ergibt 450 ÷ 300 = 1,5 Minuten pro Fahrzeug bzw. 90 Sekunden pro Einheit.
Diese Art von Produktionstaktzeit gibt Managern ein klares Ziel für die Linienauslastung vor. Wenn jede Arbeitsstation ihre zugewiesene Aufgabe konstant innerhalb von etwa 90 Sekunden erledigen kann, kann die Linie die Nachfrage decken, ohne dass sich zwischen den Stationen überschüssige Arbeitsmittel ansammeln. In der schlanken Produktion geht es bei der Taktzeit in diesem Umfeld weniger um komplexe Berechnungen, sondern vielmehr um die Aufrechterhaltung eines wiederholbaren Produktionsablaufs, standardisierter Arbeitsabläufe und schnelle Reaktionsfähigkeit, wenn eine Station ins Stocken gerät.
Elektronikmontage: Die Nachfrage ändert sich schneller als die Linieneinrichtung.
Elektronikwerke sehen sich häufig mit kürzeren Produktlebenszyklen und volatileren Auftragsmustern konfrontiert, weshalb sich die Taktvorgabe häufiger ändern kann. Beispielsweise verfügt eine SMT-zu-Manuellmontagelinie über 420 Minuten verfügbare Nettozeit und einen Tagesbedarf von 840 Steuerplatinen, was eine Taktzeit von 30 Sekunden pro Platine ergibt. Sinkt der bestätigte Bedarf des Folgetages auf 600 Platinen, ändert sich die Taktzeit sofort auf 42 Sekunden pro Platine.
Diese Umstellung ist betrieblich relevant, da sich das erforderliche Produktionstempo ändert, selbst wenn sich Anlagen und Personal nicht ändern. Ein Beispiel wie dieses zur Taktzeit verdeutlicht, warum Teams den Zähler auf der tatsächlich verfügbaren Zeit und den Nenner auf der bestätigten Nachfrage basieren sollten, nicht auf Wochenmittelwerten. Andernfalls besteht die Gefahr, dass Manager zu viel Personal einsetzen, die Produktion zu hoch ansetzen oder falsch einschätzen, ob die tatsächliche Produktion dem Plan entspricht.
Diskrete Fertigung mit hoher Produktvielfalt: Ein Takt, viele Produktvarianten
Umgebungen mit hoher Diversität machen Taktzeit mehr schwierig Denn die Kundennachfrage muss in eine praktikable Taktregel für verschiedene Artikelnummern übersetzt werden. Stellen Sie sich eine Fabrik vor, die verschiedene Varianten von Industriepumpen montiert. Dafür stehen 400 Minuten Zeit zur Verfügung, und der Tagesbedarf beträgt insgesamt 100 Einheiten in acht verschiedenen Modellen. Die allgemeine Taktzeitformel ergibt weiterhin 4 Minuten pro Einheit. Die Herausforderung besteht jedoch darin, dass die Montage einer Variante 2,5 Minuten, die einer anderen hingegen 6 Minuten dauern kann.
Die Taktzeit ist hier weiterhin sinnvoll, jedoch nur, wenn sie von den Führungskräften richtig angewendet wird. Das Taktziel hilft, das erforderliche Gesamttempo für die Linie oder den Wertstrom festzulegen, während die Planung, der Linienausgleich und die Arbeitsverteilung die Modellabweichungen berücksichtigen müssen. An diesem Punkt reicht eine einfache Taktzeitberechnung allein nicht mehr aus, da das Werk zusätzlich Produktionsnivellierung (Heijunka), flexible Personalplanung oder Vormontagestrategien benötigt, um die durchschnittliche Produktionsmenge an die Nachfrage anzupassen.
Was diese Beispiele in der Praxis zeigen
Diese drei Szenarien zeigen, dass dieselbe Formel sehr unterschiedliche Produktionsrealitäten unterstützen kann. In der Automobilindustrie ermöglicht die Taktzeit einen stabilen, sich wiederholenden Produktionsablauf; in der Elektronikindustrie ändert sie sich schnell mit dem Auftragsvolumen; und in der Fertigung mit hoher Produktvielfalt gibt sie das Gesamttempo vor, muss aber mit einer strengeren Produktionsplanung einhergehen. Der nächste Schritt ist der Vergleich. Taktzeit vs Zykluszeit, Denn dort können die Manager erkennen, ob die Produktionslinie tatsächlich in der Lage ist, mit dem erforderlichen Tempo mitzuhalten.

Taktzeit vs. Zykluszeit: Wie man Lücken, Engpässe und Kapazitätsrisiken erkennt
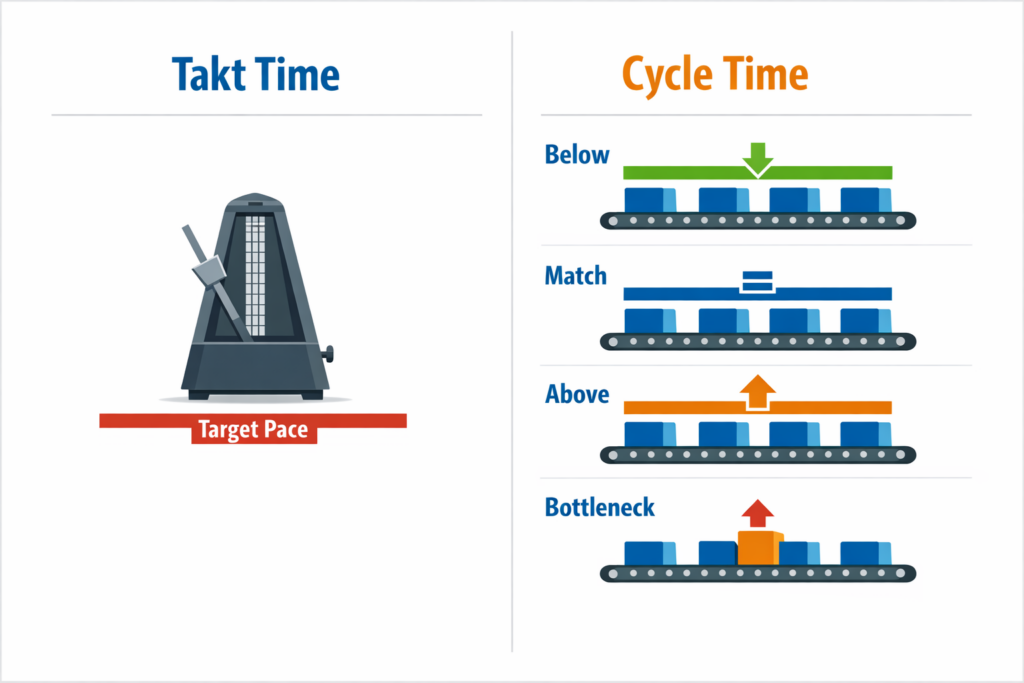
Die Taktzeit gibt das Ziel vor; die Zykluszeit zeigt das tatsächliche Tempo.
In der Praxis reduziert sich die Frage nach Taktzeit versus Zykluszeit auf eine einfache Frage: Wie schnell müssen wir produzieren, und wie schnell produzieren wir tatsächlich? Taktzeit Das erforderliche Tempo richtet sich nach der Kundennachfrage und verwendet die gleiche Logik wie bei der früheren Taktzeitformel und Taktzeitberechnung. Zykluszeit ist die tatsächliche Zeit, die benötigt wird, um eine Einheit, eine Stationsaufgabe oder einen Prozessschritt abzuschließen, je nachdem, was Sie messen.
Diese Unterscheidung ist wichtig, da eine Produktionslinie ausgelastet erscheinen kann, obwohl die Nachfrage nicht gedeckt ist. Beträgt Ihre Produktionstaktzeit 60 Sekunden pro Einheit, die Engpassstation jedoch 72 Sekunden pro Einheit, bleibt die Produktion selbst bei voller Auslastung der Bediener hinter den Erwartungen zurück. schlanke Fertigung, Die Taktzeit ist die Nachfragesignal, während die Zykluszeit die Umsetzungsrealität.
Was die Beziehung dir sagt
Wenn die Zykluszeit untere Im Vergleich zur Taktzeit weist der Prozess eine gewisse Kapazitätsreserve auf. Dies bedeutet jedoch nicht automatisch, dass die Linie optimiert ist, da überschüssige Kapazität ungleichmäßig auf die Stationen verteilt sein kann. Ein Prozess kann freie Zeit haben, während ein anderer überlastet ist, was zu versteckten Ungleichgewichten und unnötigem Arbeitsaufwand führt.
Wenn Zykluszeit ist gleich Bei Taktzeit ist der Prozess – zumindest unter normalen Bedingungen – an die Nachfrage angepasst. Dies ist üblicherweise der Auslegungspunkt für stabile Produktionslinien, lässt aber wenig Spielraum für kleinere Stillstände, Materialverzögerungen oder Umrüstungen. Selbst eine Linie, die auf dem Papier exakt im Takt läuft, kann in der realen Produktion bei schwankender Verfügbarkeit vom Plan abweichen.
Wenn die Zykluszeit höher als Bei einer Taktzeitüberschreitung besteht ein deutliches Kapazitätsrisiko. Wenn beispielsweise eine Verpackungszelle einen Takt von 45 Sekunden einhalten muss, im Durchschnitt aber 52 Sekunden benötigt, geht etwa alle sechs bis sieben Zyklen eine Einheit verloren. Über eine achtstündige Schicht hinweg kann diese geringe Abweichung zu einem Verlust von Dutzenden Einheiten führen.
Wie man Takt und Zykluszeit für den Linienausgleich nutzt
Die Linienauslastung beginnt mit dem Vergleich der Zykluszeit jeder Station mit dem Takt, nicht mit der Betrachtung des Gesamtausstoßes der Linie allein. In einer Montagelinie für Haushaltsgeräte kann die Endkontrolle beispielsweise 40 Sekunden, die Vormontage 43 Sekunden und das Verschrauben 58 Sekunden dauern, bei einem Takt von 50 Sekunden. Die tatsächliche Geschwindigkeit der Linie wird durch das Verschrauben begrenzt, nicht durch den Durchschnitt aller Stationen.
Deshalb sollten Führungskräfte bei der Taktoptimierung die Taktzeit auf Stationsebene überprüfen. Überschreitet eine Station den Takt, während andere deutlich darunter liegen, kann die Lösung so einfach sein wie die Umverteilung der Arbeitsinhalte, die Änderung des Anlagenlayouts oder die Verlagerung eines Arbeitsgangs in den vorgelagerten Produktionsablauf. Ein gutes Beispiel hierfür ist eine Linie, die ihren Output steigert, ohne zusätzliches Personal einzustellen, indem sie einfach 8 Sekunden manuelle Arbeit von der Engpassstation wegverlagert.
Wie Personalentscheidungen die Lücke schließen sollten
Die Personalplanung sollte sich an der Differenz zwischen Takt- und Zykluszeit orientieren, insbesondere bei manuellen oder teilautomatisierten Prozessen. Beträgt der Takt in einem Kommissionierbereich beispielsweise 90 Sekunden, die tatsächliche Zykluszeit aber 110 Sekunden, ist das Team für die aktuelle Nachfrage strukturell unterbesetzt. In diesem Fall kann Überstundenarbeit zwar eine Schicht absichern, behebt aber nicht die zugrundeliegende Diskrepanz.
Eine bessere Vorgehensweise besteht darin, zu prüfen, ob die Abweichung auf Arbeitsaufwand, Layout, unnötige Bewegungen oder Nachschubverzögerungen zurückzuführen ist. In manchen Fällen ist ein zusätzlicher Bediener in Spitzenzeiten gerechtfertigt; in anderen Fällen kann eine überarbeitete Arbeitskombinationsliste die Zykluszeit ohne zusätzlichen Personalaufwand wieder unter den Takt bringen. Entscheidend ist, gemessene Zyklusdaten anstelle von Annahmen über den Bedieneraufwand zu verwenden.
Wie man den wahren Engpass identifiziert
Ein Engpass ist der Schritt mit der längsten effektiven Zykluszeit nach Berücksichtigung der tatsächlichen Betriebsbedingungen. Dies ist wichtig, da der langsamste Prozess nicht unbedingt derjenige mit der längsten manuellen Eingriffszeit sein muss; es kann sich um die Maschine mit wiederholten Mikrostopps, langsamen Resets oder instabiler Ausbeute handeln. Die alleinige Betrachtung der Standardzykluszeit kann den Prozess verschleiern, der den Durchsatz tatsächlich begrenzt.
Betrachten wir eine Fertigungslinie mit einem Takt von 75 Sekunden. Maschine A ist für 68 Sekunden, Maschine B für 70 Sekunden und Maschine C für 72 Sekunden ausgelegt. Allerdings kommt es bei Maschine B häufig zu Werkzeugwechselunterbrechungen, wodurch sich ihr effektiver Zyklus über die Schicht auf 82 Sekunden verlängert. Theoretisch scheint die Linie ausreichend leistungsfähig, im Betrieb erweist sich Maschine B jedoch als der eigentliche Kapazitätsengpass.
Was tun, wenn die Zykluszeit hinter dem Takt zurückbleibt?
Wenn die tatsächliche Zykluszeit den Takt überschreitet, muss umgehend und strukturiert reagiert werden. Zunächst ist zu prüfen, ob das Problem auf eine einzelne Station, eine Schicht, eine Produktfamilie oder einen bestimmten Anlagenzustand beschränkt ist. Anschließend ist zwischen kurzfristiger Eindämmung und dauerhafter Behebung zu unterscheiden, damit die Teams nicht jeden Fehler als Personalmangel interpretieren.
Eine sinnvolle Vorgehensweise ist folgende: Überprüfen Sie die Station mit der größten Abweichung, ermitteln Sie Ausfallzeiten und Wartezeiten, bestätigen Sie die Materialverfügbarkeit und vergleichen Sie den tatsächlichen Arbeitsumfang mit dem Soll. Ist die Abweichung nur vorübergehend, z. B. durch eine Verstopfung in der Zuführung oder fehlende Komponenten, sollten die Vorgesetzten den Produktionsfluss schnell wiederherstellen und die Wiederherstellungszeit erfassen. Bei einer anhaltenden Abweichung ist eine strukturierte Problemlösung, Linienumverteilung oder Kapazitätsplanung erforderlich.
Wie dies das tägliche Management unterstützt
Für das Tagesgeschäft sollte die Taktzeit als Betriebsreferenz und die Zykluszeit als Steuersignal dienen. Vorgesetzte müssen die vollständige Taktzeit nicht neu berechnen. Taktzeitformel stündlich, aber sie müssen wissen, wann das tatsächliche Tempo vom Solltempo abweicht. Genau das macht den Takt von einer Planungskennzahl zu einem Live-Management-Tool.
In der Fertigung bedeutet dies üblicherweise, die Soll-Ist-Produktion in regelmäßigen Abständen zu überprüfen, die Zyklustrends an den einzelnen Stationen zu analysieren und ungewöhnliche Abweichungen frühzeitig zu Schichtbeginn zu melden. Eine Produktionslinie, die in den ersten zwei Stunden im Takt arbeitet, nach der Mittagspause aber einen Rückgang von 101 TP3T verzeichnet, kann auf Ermüdung, Verzögerungen bei der Materialversorgung oder Umrüstungsverluste hindeuten, die in der Tagesendabrechnung nicht sichtbar wären. Auf diese Weise wird der Vergleich von Taktzeit und Zykluszeit zu einer praktischen Methode, um Engpässe zu erkennen, bevor es zu Lieferausfällen kommt.
Fazit: Wie man die Taktzeit digital erfasst
Taktzeit Der größte Nutzen ergibt sich, wenn die Taktung zu einem dynamischen Betriebssignal wird und nicht nur zu einer wöchentlich aktualisierten Zahl in einer Tabelle. In der Fertigung ändern sich die Anforderungen, kleinere Stillstände häufen sich, und die Zykluszeit kann innerhalb einer Schicht über das Soll hinausgehen. Deshalb basiert effektives Taktmanagement auf Echtzeit-Produktionsberichten, der Erfassung von Stillstandszeiten, digitalen Arbeitsaufträgen und Dashboards, die anzeigen, ob jede Linie im Zielbereich bleibt.
Mit Jodoo, Hersteller können No-Code-Workflows erstellen, um die Produktion zu verfolgen. Taktzeit Ohne auf die Entwicklung individueller Software warten zu müssen, kann ein Team mobile Formulare für die stündliche Produktionsmeldung einrichten, Ausfallzeiten nach Fehlercode protokollieren, Warnmeldungen auslösen, wenn die tatsächliche Zykluszeit den Takt überschreitet, und den Status der einzelnen Linien auf Live-Dashboards für Vorgesetzte und Werksleiter anzeigen. Dies erleichtert den Übergang von der Lean-Analyse zur täglichen Steuerung und ermöglicht schnellere Reaktionszeiten.

Ein Elektronikwerk kann beispielsweise Folgendes nutzen: Jodoo Die Schichtdaten werden von Tablets an jeder Station erfasst und Warnmeldungen versendet, sobald die Produktion hinter der Nachfrage zurückbleibt. Die Vorgesetzten erkennen die Abweichung sofort, ermitteln die Ursache (z. B. Umrüstung, Materialmangel oder Anlagenstillstand) und handeln, bevor die Verzögerung den gesamten Tagesablauf beeinträchtigt.
Wenn Sie schlanke Produktionsprozesse digitalisieren und die Taktzeit im realen Betrieb einfacher erfassen möchten, Jodoo ist ein praktischer Ausgangspunkt. Starten Sie eine kostenlose Testphase oder Demo buchen um zu sehen, wie ein No-Code-System zu den Prozessen Ihrer Anlage passen kann.

