Введение: Почему тактное время по-прежнему имеет значение на современном заводе
Даже хорошо организованные заводы теряют производительность, когда темпы производства основаны на привычке, а не на реальном спросе. На многих предприятиях несколько секунд расхождения в количестве единиц продукции могут незаметно перерасти в срыв поставок, сверхурочные работы и излишки незавершенного производства к концу недели. Вот почему такт времени Это по-прежнему важно: это дает вам простой способ определить темпы производства, необходимые для удовлетворения спроса клиентов в течение фактически имеющегося у вас времени.
Для руководителей производства, менеджеров заводов, специалистов по бережливому производству и инженеров-технологов тактовое время остается одним из наиболее практичных показателей бережливого производства, поскольку оно напрямую связывает спрос со скоростью линии, численностью персонала и ожидаемым ежедневным объемом производства. Это не просто теоретическое значение для карт потока создания ценности. На производственном участке оно помогает определить, работает ли линия слишком медленно для выполнения заказов, слишком быстро и накапливает запасы, или же неравномерно распределяется по участкам.
В этой статье вы узнаете о формула тактового времени, Мы также разберемся, как правильно рассчитывать тактовое время в производстве и как интерпретировать полученные значения в минутах или секундах на единицу продукции. тактное время против времени цикла, показать реалистичные примеры с заводов и объяснить, как цифровая система отслеживания обеспечивает командам видимость производственного процесса в режиме реального времени. такт времени вместо того, чтобы полагаться на отложенные обновления электронных таблиц.
Формула тактового времени и что на самом деле означают эти цифры.
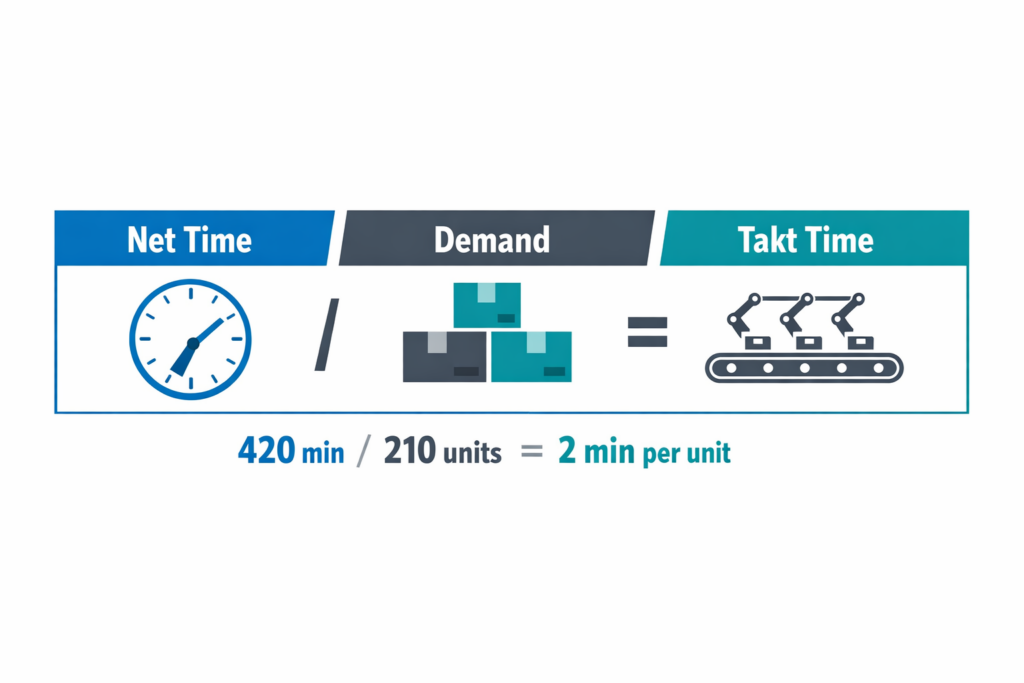
Формула тактового времени: доступное время производства ÷ спрос клиента
Он такт времени Формула проста: Тактовое время = чистое доступное время производства ÷ спрос клиента. Результат показывает, сколько времени производственная линия может потратить на одну единицу продукции, при этом удовлетворяя спрос в течение измеряемого периода. На практике этот период может составлять смену, день или неделю, но числитель и знаменатель должны использовать один и тот же временной интервал. Если спрос ежедневный, то и доступное время должно быть ежедневным.
На этом этапе многие расчеты тактового времени дают сбой. Часто в качестве числителя используется 8-часовая смена, хотя операторы не работают все 480 минут. Они также могут делить на месячный прогноз, используя время одной смены, что дает число, которое выглядит точным, но не имеет оперативного смысла.
Что считается доступным производственным временем?
Доступное время производства должно означать чистое время производства, Не общее отведенное время. Начните с запланированного времени, затем вычтите запланированные перерывы, передачу смены, плановую уборку, собрания команды и любое другое время, когда линия не предназначена для производства товарной продукции. Если машина намеренно останавливается для профилактического обслуживания в течение измеренного периода, эта запланированная остановка также должна быть исключена.
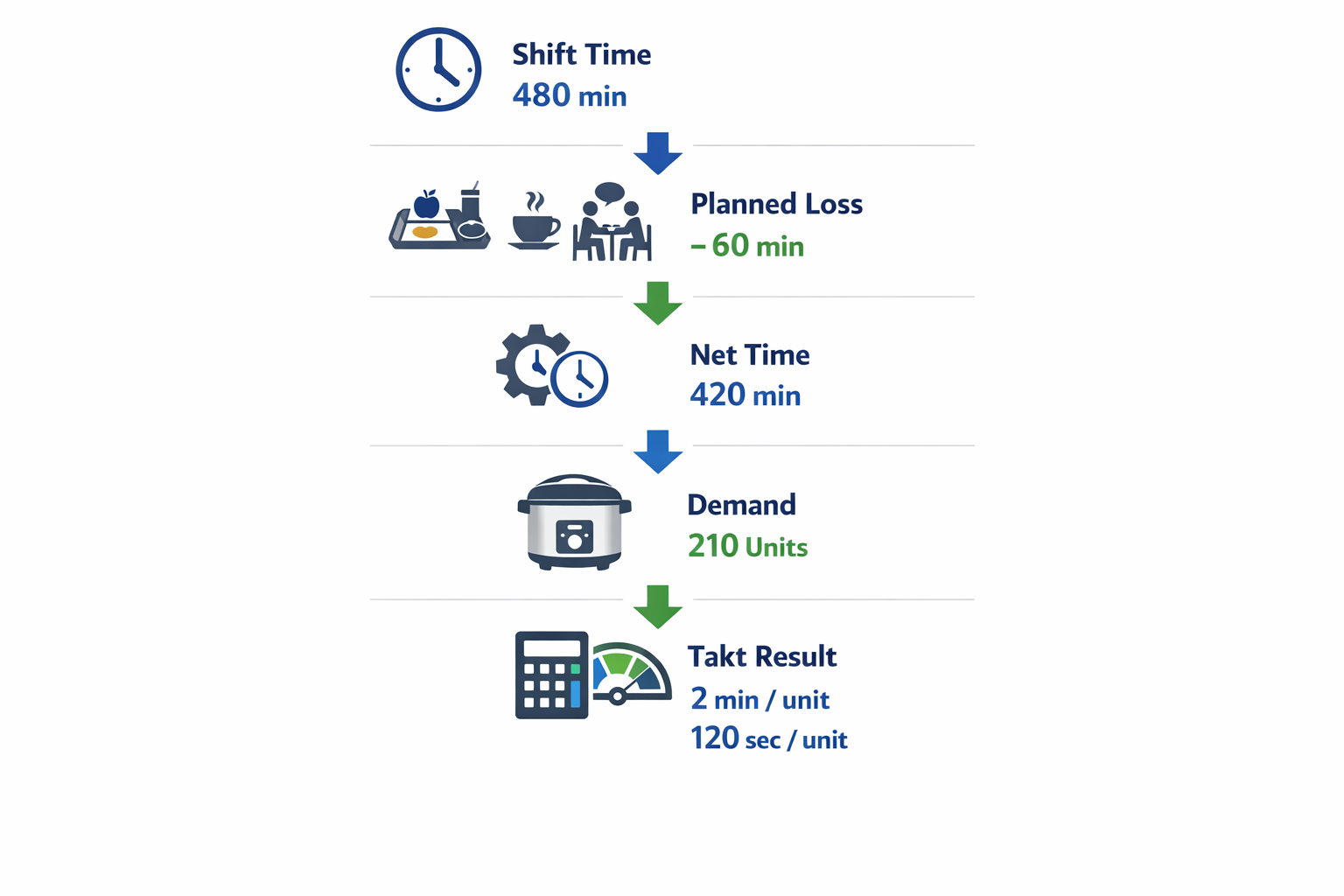
Например, если производственная линия рассчитана на 480 минут, из которых 30 минут отводится на обед, 10 минут на совещание смены и 20 минут на плановую уборку, то чистое доступное время составляет 420 минут. Именно 420 минут — это правильный числитель в формуле тактового времени, а не 480. Использование общего количества часов смены привело бы к завышению пропускной способности линии на 14.3%, что может исказить показатели численности персонала, балансировки и целевые показатели производительности.
Используйте правильное количество спроса.
Знаменатель должен отражать фактический спрос со стороны клиентов за тот же период. При расчете суточного тактового времени производства для окончательной сборки используйте подтвержденную суточную потребность линии в отгрузке или пополнении запасов. Если спрос меняется в зависимости от модели, семейства или линии, рассчитывайте тактовое время на том уровне, где работа фактически запланирована и управляется.
Распространенная ошибка в анализе такта в бережливом производстве — использование недельного или месячного среднего значения, которое скрывает ежедневные колебания. Предположим, средний спрос составляет 1000 единиц в неделю, но спрос со стороны клиентов смещен в сторону 250 единиц в понедельник и 150 в пятницу. Единичный средний такт может выглядеть приемлемо на бумаге, в то время как производственная линия не достигает реального требуемого темпа в начале недели.
Поддерживайте единообразие единиц измерения.
Тактовое время может быть выражено в секунд на единицу, минут на единицу, или, реже, часов на единицу продукции. Ключевое значение имеет... последовательность. Если доступное вам время выражено в минутах, то спрос за тот же период должен быть выражен в единицах, и в результате вы получите количество минут на единицу продукции.
На большинстве производственных площадок секунды на единицу продукции удобнее для балансировки линии и распределения работы операторов. Для планирования более высокого уровня минуты на единицу продукции могут быть более понятными. Оба варианта приемлемы, если все, от руководителей производства до инженеров-технологов, используют одну и ту же единицу измерения.
Почему запланированные поражения имеют большее значение, чем думает большинство команд.
Запланированное время простоя — это не мелочь в бухгалтерском учете; оно меняет целевой темп работы, который, как ожидается, должны поддерживать операторы. Если игнорировать плановые остановки, целевой такт становится искусственно завышенным или искусственно завышенным в зависимости от того, что осталось в числителе. Это может привести к неверному выводу о том, работает ли линия неэффективно или спрос просто превышает реальную мощность.
Именно поэтому тактовое время не следует путать с временем безотказной работы или эффективностью оборудования. Такт устанавливает необходимый производственный ритм на основе спроса и полезного времени. Сравнивая такт времени с время цикла Затем показывается, действительно ли процесс способен обеспечить требуемый ритм.
Три распространённые ошибки, из-за которых такт времени вводит в заблуждение.
Первая ошибка заключается в использовании общее количество часов смены Вместо чистого доступного времени. Это создает впечатление, что тактный показатель завышен по сравнению с реальностью, и может скрывать необходимость в дополнительной рабочей силе, сверхурочных или корректировках баланса. Это один из самых быстрых способов составить производственный план, который линия не сможет выполнить.
Вторая ошибка заключается в использовании прогнозируемый спрос вместо реального требуемого спроса. Прогнозы полезны для планирования мощностей, но тактовое время, используемое для ежедневного выполнения, должно отражать сигнал спроса, который завод фактически должен удовлетворить. В противном случае линия может работать в неправильном темпе, что приведет к предотвратимым дефицитам или избыточным запасам.
Третья ошибка заключается в использовании Неверный уровень числителя или знаменателя.. Например, расчет тактового времени для всего завода, но применение его к одной ограниченной сборочной линии приведет к неверному целевому значению. Точно так же, использование общего времени линии, но спрос только на одно семейство продуктов, создает ложный пример тактового времени, который не соответствует тому, как осуществляется поставка продукции на производстве.
Как рассчитать тактовое время в производстве: пошаговая инструкция
Шаг 1: Определите временной интервал, на который вы планируете.
Начните с конкретного временного окна планирования, которым фактически управляет ваша команда: одна смена, один день или один временной промежуток по расписанию клиента. такт времени расчет Это работает только в том случае, если временная база соответствует сигналу спроса, поэтому избегайте смешивания ежедневного спроса с доступным еженедельным временем. Для большинства руководителей производства наиболее практичной отправной точкой является одна смена или один день, поскольку это соответствует штатному расписанию, графикам перерывов и отчетности на производственной линии.
Рассмотрим пример дискретного производства: завод по производству бытовой техники, собирающий электрические рисоварки на одной линии окончательной сборки. Линия работает в одну 8-часовую смену, поэтому общее доступное время составляет 480 минут. На данном этапе это лишь начальное значение, а не реальное тактовое время производства.
Шаг 2: Вычтите запланированное непроизводственное время.
Далее, исключите все время, которое намеренно недоступно для производства. Это включает перерывы на обед, перерывы на чай, передачу смены, плановую уборку и запланированные собрания команды. В бережливом производстве тактовое время должно основываться на доступное время производства, не общая продолжительность смены, иначе результат будет слишком оптимистичным.
В линии по производству рисоварки 480-минутная смена включает 30-минутный обеденный перерыв, два 10-минутных перерыва и 10-минутное совещание по запуску производства. Это означает, что запланированное непроизводственное время составляет 60 минут, оставляя 420 минут чистого доступного времени. Если бы вы остановились на этом и использовали 420 минут, ваша формула расчета тактового времени уже была бы гораздо надежнее, чем при использовании всех 480 минут.
Шаг 3: Подтвердите фактический спрос со стороны клиентов за тот же период.
Теперь проверьте требуемый объем производства за тот же период времени. Используйте подтвержденный спрос со стороны клиентов, требования к отгрузке или замороженный производственный план, который, как ожидается, должна выполнить линия. Не переключайтесь на ежемесячный прогноз, если линия планируется и измеряется ежедневно, поскольку это искажает целевой такт.
Предположим, что для той же линии по производству рисовых варок первоначальный план предусматривает выпуск 210 единиц продукции сегодня. При наличии 420 минут и необходимом количестве 210 единиц, расчет тактового времени выглядит следующим образом: 420 ÷ 210 = 2 минуты на единицу, или 120 секунд на единицу. Это полезный первый пример расчета тактового времени, поскольку он дает руководителям четкий целевой темп работы линии.
Шаг 4: Перепроверка потерь мощности, влияющих на реальный план.
Прежде чем зафиксировать это значение в ежедневном управлении, необходимо проверить, следует ли учитывать какие-либо дополнительные запланированные ограничения в доступном времени. Именно здесь производственные бригады часто обнаруживают, что линия теряет время из-за плановой остановки пополнения материалов, проверки первой детали или смены персонала. Это не случайные простои; это известные условия, влияющие на реальную производительность за день.
В нашем примере линия также включает 20-минутный запланированный период проверки первого образца и корректировки переналадки для устранения дефектов упаковки. Это сокращает чистое доступное время с 420 минут до 400 минут. При спросе, составляющем 210 единиц, пересмотренное время такта производства теперь составляет 400 ÷ 210 = 1,90 минуты на единицу, или около 114 секунд на единицу.
Шаг 5: Обновите такт при изменении спроса.
Тактовое время Это не фиксированная инженерная константа. Она меняется в зависимости от спроса клиентов, даже если производственная линия и численность персонала остаются неизменными. Именно поэтому командам следует пересчитывать её всякий раз, когда происходят существенные изменения в производственном графике.
Предположим, отдел продаж повышает требуемый объем производства до 250 единиц за ту же смену, при этом доступное время производства остается неизменным — 400 минут. Новая формула расчета тактового времени: 400 ÷ 250 = 1,6 минуты на единицу, или 96 секунд на единицу. Скорость линии сама по себе не увеличилась; просто требуемый темп стал более жестким.
Шаг 6: Интерпретируйте результат с точки зрения производственного процесса.
После расчета тактового времени переведите его в темп работы линии. Минуты на единицу продукции полезны для планирования, но секунды на единицу продукции часто проще визуализировать руководителям групп, инженерам-технологам и операторам линии. На более быстрых сборочных линиях даже разница в 10-15 секунд имеет значение, поэтому выражение такта в секундах помогает в повседневном управлении.
В примере с рисоваркой время приготовления на единицу продукции изменилось с первоначального приблизительного значения 480 ÷ 210 = 2,29 минуты до более точного показателя от 96 до 114 секунд на единицу, в зависимости от подтвержденного спроса и запланированного доступного времени. Эта разница достаточно велика, чтобы повлиять на численность персонала, балансовые диаграммы и целевые показатели почасовой производительности. такт времени Расчеты — это не просто арифметика; они лежат в основе реалистичного темпа производства.
Примеры сценариев изменения тактового времени в различных производственных средах.
Сборка автомобилей: стабильный спрос, высокая повторяемость.
В автомобильной сборке, такт времени Часто проще всего визуализировать спрос, потому что он относительно стабильный и содержание работы высоко стандартизированный. Предположим, что на сборочной линии имеется 450 минут чистого доступного производственного времени в смену, а спрос со стороны клиентов на эту смену составляет 300 автомобилей. Расчет тактового времени выглядит следующим образом: 450 ÷ 300 = 1,5 минуты на автомобиль, или 90 секунд на единицу.
Такой показатель тактового времени производства дает руководителям четкую цель по балансировке линии. Если каждая рабочая станция может стабильно выполнять назначенную ей работу примерно за 90 секунд, линия может удовлетворять спрос без накопления избыточного незавершенного производства между станциями. В бережливом производстве тактовое время в этой среде меньше связано со сложными математическими расчетами и больше с поддержанием повторяемого потока, стандартизированной работы и быстрой реакцией, когда одна из станций начинает сбоить.
Сборка электроники: спрос меняется быстрее, чем настраивается производственная линия.
На предприятиях электронной промышленности часто наблюдаются более короткие жизненные циклы продукции и более нестабильные объемы заказов, поэтому целевой такт может меняться чаще. Например, на линии от поверхностного монтажа до ручной сборки может быть 420 минут чистого доступного времени и суточная потребность в 840 контрольных платах, что дает такт в 30 секунд на плату. Если подтвержденная потребность на следующий день снизится до 600 плат, такт немедленно изменится до 42 секунд на плату.
Это изменение имеет важное оперативное значение, поскольку требуемый темп производства меняется, даже если оборудование и операторы остаются неизменными. Пример с тактовым временем показывает, почему командам следует основывать числитель на реальном доступном времени, а знаменатель — на подтвержденном спросе, а не на еженедельных средних показателях. В противном случае менеджеры могут перенастроить персонал, слишком агрессивно управлять производственной линией или неправильно оценить, действительно ли фактический объем производства соответствует установленному темпу.
Дискретное производство с широким ассортиментом продукции: один такт, множество вариантов продукции.
Разнообразная среда создает такт времени более трудный Потому что спрос со стороны клиентов необходимо преобразовать в работоспособное правило регулирования темпов производства для разных товарных позиций. Представьте себе завод, собирающий различные варианты промышленных насосов, имея 400 минут свободного времени и общий суточный спрос в 100 единиц восьми моделей. Формула расчета общего тактового времени по-прежнему дает 4 минуты на единицу, но проблема в том, что на сборку одного варианта может уйти 2,5 минуты, а на сборку другого — 6 минут.
В данном случае тактовое время по-прежнему полезно, но только если менеджеры применяют его на должном уровне. Целевое тактовое время помогает установить общий необходимый темп для линии или потока создания ценности, в то время как планирование, балансировка линии и распределение работы должны учитывать вариации от модели к модели. Именно здесь простой расчет тактового времени перестает быть достаточным, поскольку заводу также необходимы стратегии выравнивания производства (хэйдзюнка), гибкое распределение персонала или стратегии предварительной сборки, чтобы поддерживать средний объем производства в соответствии со спросом.
Что эти примеры показывают на практике
Эти три сценария показывают, что одна и та же формула может поддерживать совершенно разные производственные реалии. В автомобильной промышленности тактовое время обеспечивает стабильный повторяющийся поток; в электронной промышленности оно быстро меняется в зависимости от объема заказов; а в производстве с широким ассортиментом продукции оно задает общий темп, но должно сочетаться с более строгой дисциплиной планирования. Следующий шаг — сравнение. такт времени против время цикла, потому что именно там руководители могут увидеть, действительно ли производственная линия способна поддерживать требуемый темп.

Тактовое время против времени цикла: как выявить пробелы, узкие места и риски, связанные с производственными мощностями.
Время такта задает целевой показатель; время цикла показывает фактический темп работы.
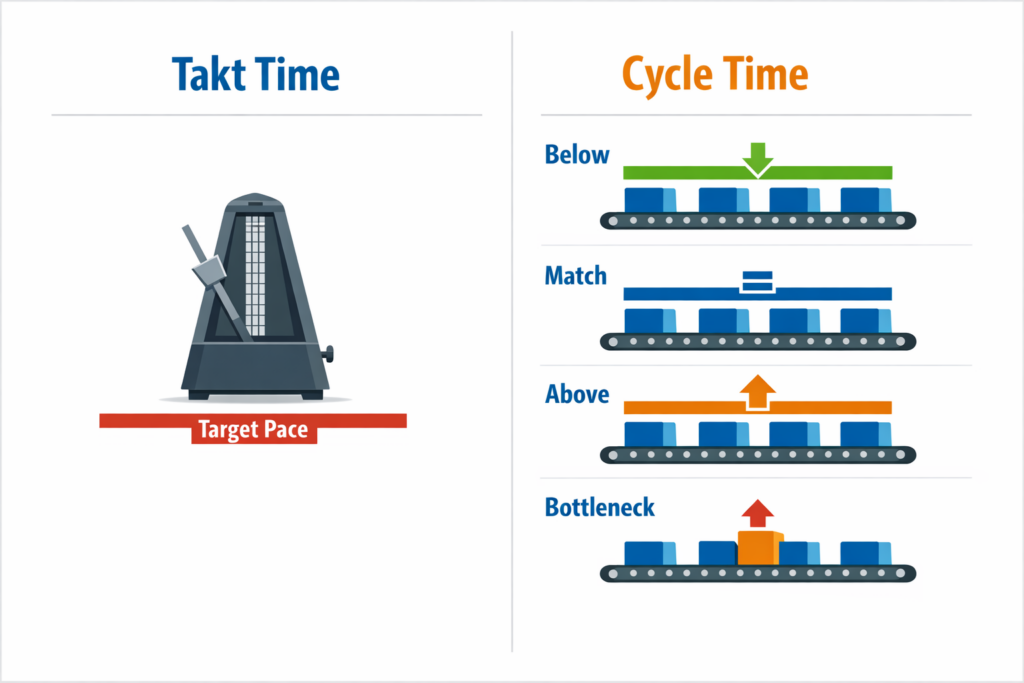
На практике разница между временем такта и временем цикла сводится к одному простому вопросу: Насколько быстро нам нужно производить продукцию, и насколько быстро мы это делаем на самом деле? Тактовое время Требуемый темп определяется исходя из спроса клиентов, с использованием той же логики, что и в ранее приведенной формуле расчета тактового времени. Время цикла Это фактическое время, необходимое для выполнения одной единицы продукции, одной задачи на станции или одного этапа процесса, в зависимости от того, что вы измеряете.
Это различие важно, потому что линия может выглядеть загруженной, но при этом не удовлетворять спрос. Если такт производства составляет 60 секунд на единицу продукции, а узкое место в производстве работает со скоростью 72 секунды на единицу, то объем производства будет отставать, даже если операторы будут полностью загружены. бережливое производство, Тактовое время — это сигнал спроса, в то время как время цикла — это реальность исполнения.
Что говорят вам эти отношения?
Когда время цикла ниже В процессе, помимо тактового времени, имеется некоторый запас мощности. Это не означает автоматически, что линия оптимизирована, поскольку избыточная мощность может быть неравномерно распределена между станциями. Один процесс может иметь свободное время, в то время как другой перегружен, создавая скрытый дисбаланс и ненужное незавершенное производство.
Когда время цикла равно В тактное время процесс, по крайней мере в нормальных условиях, соответствует спросу. Обычно это расчетная точка для стабильных производственных линий, но она оставляет мало места для незначительных остановок, задержек с поставками материалов или переналадок. Линия, работающая точно по тактовому времени на бумаге, все равно может не соответствовать плану в реальном производстве, если доступность ресурсов нестабильна.
Когда время цикла выше Если время такта имеет значение, возникает явный риск, связанный с производительностью. Например, если упаковочная ячейка должна уложиться в 45 секунд, а в среднем составляет 52 секунды, она будет пропускать примерно 1 единицу продукции каждые 6-7 циклов. За 8-часовую смену этот небольшой разрыв может привести к потере десятков единиц продукции.
Как использовать такт и время цикла для балансировки производственной линии
Балансировка линии начинается со сравнения времени цикла каждой станции с тактом, а не только с оценки общей производительности линии. На линии сборки бытовой техники окончательная проверка может занимать 40 секунд, сборка узлов — 43 секунды, а завинчивание — 58 секунд при такте в 50 секунд. Реальная скорость линии ограничивается завинчиванием, а не средним показателем по всем станциям.
Вот почему руководителям следует анализировать время цикла на уровне отдельных станций во время балансировки. Если одна станция превышает такт, а другие значительно отстают, решение может быть простым: перераспределение объема работы, изменение расположения приспособлений или перемещение одной задачи вверх по технологической цепочке. Хорошим примером тактового времени здесь является линия, которая повышает производительность без увеличения штата сотрудников, просто перенося 8 секунд ручной работы с ограничивающей станции.
Как следует принимать кадровые решения, учитывая существующий разрыв в кадровом составе
Распределение персонала должно быть привязано к разнице между тактовым временем и временем цикла, особенно в ручных или полуавтоматизированных процессах. Если в зоне комплектации тактовое время составляет 90 секунд, а фактическое время цикла — 110 секунд, то команда структурно не справляется с текущим спросом. В этом случае сверхурочная работа может защитить одну смену, но не решит основную проблему несоответствия.
Более эффективным решением будет проверить, связана ли проблема с трудозатратами, планировкой, потерями от перемещения или задержками пополнения запасов. В некоторых случаях оправдано привлечение еще одного оператора в пиковые периоды; в других — пересмотренный график рабочих операций может вернуть время цикла в такт без привлечения дополнительных работников. Ключевым моментом является использование измеренных данных о цикле, а не предположений об усилиях оператора.
Как определить реальное узкое место
Узким местом является этап с наибольшим эффективным временем цикла после учета фактических условий эксплуатации. Это важно, потому что самый медленный процесс может быть не тем, который требует наибольшего времени на выполнение ручных операций; это может быть станок с многократными микроостановками, медленными перезагрузками или нестабильной производительностью. Рассмотрение только стандартного времени цикла может скрывать процесс, который на самом деле ограничивает пропускную способность.
Рассмотрим обрабатывающую линию с тактовым временем 75 секунд. Расчетное время работы станка А составляет 68 секунд, станка В — 70 секунд, а станка С — 72 секунды, но станок В часто прерывается из-за смены инструмента, что увеличивает его эффективный цикл до 82 секунд за смену. На бумаге линия выглядит работоспособной, но на практике истинным ограничением производительности становится станок В.
Что делать, если время цикла отстает от тактового?
Когда фактическое время цикла превышает такт, реакция должна быть незамедлительной и структурированной. Во-первых, необходимо подтвердить, локализована ли проблема на одной станции, в одной смене, в одной группе продуктов или в одном конкретном состоянии оборудования. Затем следует разграничить краткосрочное устранение проблемы и ее постоянное исправление, чтобы команды не рассматривали каждую ошибку как проблему нехватки персонала.
Практическая последовательность действий включает в себя: проверку станции с наибольшим разрывом, оценку времени простоя и потерь из-за ожидания, подтверждение наличия материалов и сравнение фактического объема работы со стандартом. Если разрыв временный, например, из-за затора в питающем трубопроводе или отсутствия компонентов, руководители должны быстро восстановить поток и отслеживать время восстановления. Если разрыв постоянный, проблема требует структурированного решения, перебалансировки линии или планирования мощностей.
Как это помогает в повседневном управлении
Для ежедневного управления в качестве рабочего ориентира следует использовать тактовое время, а в качестве управляющего сигнала — время цикла. Руководителям не нужно пересчитывать все показатели. формула тактового времени Каждый час, но им необходимо знать, когда фактический темп работы выходит за рамки требуемого. Именно это превращает такт из показателя планирования в инструмент управления в режиме реального времени.
На производственной площадке это обычно означает анализ плановых и фактических объемов производства по интервалам, проверку тенденций цикла на уровне станций и оперативное выявление нештатных ситуаций в начале смены. Линия, производящая лотки для медицинских изделий с тактовым временем в течение первых двух часов, но снижающая тактовое время до 101 после обеда, может сигнализировать об усталости, задержках с пополнением запасов или потерях при переналадке, которые были бы незаметны в итоговой отчетности. При таком подходе сравнение тактового времени и времени цикла становится практическим методом выявления узких мест до того, как они приведут к срыву поставок.
Заключение: Как отслеживать такт времени в цифровом формате
Тактовое время Наиболее ценным является такт-управление, когда оно становится реальным рабочим сигналом, а не числом, обновляемым раз в неделю в электронной таблице. На заводе спрос меняется, накапливаются мелкие остановки, и время цикла может превышать требуемый темп в течение одной смены. Именно поэтому эффективное управление такт-процессом зависит от отчетности о производстве в режиме реального времени, учета простоев, цифровых рабочих заданий и панелей мониторинга, показывающих, соблюдается ли план каждой производственной линии.
С Jodoo, Производители могут создавать рабочие процессы без программирования для отслеживания производства. такт времени Без ожидания разработки специализированного программного обеспечения. Команда может настроить мобильные формы для почасовой отчетности о производительности, регистрировать простои по коду причины, запускать оповещения, когда фактическое время цикла превышает такт, и отображать состояние линии на интерактивных панелях мониторинга для руководителей и менеджеров завода. Это упрощает переход от анализа бережливого производства к ежедневному контролю и более быстрому реагированию.

Например, завод по производству электроники может использовать Jodoo Система собирает данные о смене с планшетов на каждой станции и отправляет оповещения, когда объем производства отстает от спроса. Руководители немедленно видят это отставание, определяют причину: переналадка, нехватка материалов или остановка оборудования, и принимают меры до того, как задержка повлияет на весь график работы за день.
Если вы хотите оцифровать рабочие процессы бережливого производства и упростить отслеживание тактового времени в реальных условиях, Jodoo Это практичное место для начала. Начните бесплатную пробную версию или заказать демонстрацию чтобы увидеть, как система без программирования может вписаться в технологический процесс вашего предприятия.