
เรียกดูตามหมวดหมู่
บทนำ: เหตุใด Takt Time จึงยังคงมีความสำคัญในโรงงานยุคปัจจุบัน
แม้แต่โรงงานที่บริหารจัดการได้ดีก็ยังสูญเสียผลผลิตเมื่อจังหวะการผลิตขึ้นอยู่กับความเคยชินแทนที่จะเป็นความต้องการที่แท้จริง ในโรงงานหลายแห่ง ความคลาดเคลื่อนเพียงไม่กี่วินาทีต่อหน่วยอาจกลายเป็นปัญหาการส่งมอบล่าช้า การทำงานล่วงเวลา และสินค้าคงคลังส่วนเกินในตอนสิ้นสัปดาห์ นั่นคือเหตุผลว่าทำไม เวลาแทคท์ สิ่งนี้ยังคงมีความสำคัญ: มันช่วยให้คุณกำหนดอัตราการผลิตที่จำเป็นเพื่อตอบสนองความต้องการของลูกค้าภายในเวลาที่คุณมีอยู่ได้อย่างง่ายดาย.
สำหรับผู้จัดการฝ่ายผลิต ผู้จัดการโรงงาน ผู้จัดการด้านลีน และวิศวกรอุตสาหกรรม เวลาแทคต์ (Takt Time) ยังคงเป็นหนึ่งในตัวชี้วัดด้านลีนที่ใช้งานได้จริงมากที่สุด เพราะมันเชื่อมโยงความต้องการโดยตรงกับความเร็วของสายการผลิต จำนวนพนักงาน และความคาดหวังผลผลิตรายวัน มันไม่ใช่เพียงตัวเลขทางทฤษฎีสำหรับแผนผังกระแสคุณค่า (Value Stream Mapping) เท่านั้น ในพื้นที่การผลิต มันช่วยให้คุณเห็นว่าสายการผลิตทำงานช้าเกินไปที่จะตอบสนองคำสั่งซื้อ เร็วเกินไปจนทำให้สินค้าคงคลังเพิ่มขึ้น หรือทำงานไม่สม่ำเสมอในแต่ละสถานี.
ในบทความนี้ คุณจะได้เรียนรู้เกี่ยวกับ สูตรคำนวณเวลาทาคท์, วิธีคำนวณเวลาการผลิต (takt time) ที่เชื่อถือได้ในกระบวนการผลิต และวิธีตีความตัวเลขในหน่วยนาทีหรือวินาทีต่อหน่วย นอกจากนี้เราจะชี้แจงเพิ่มเติมเกี่ยวกับเรื่องนี้ด้วย เวลาแทคต์เทียบกับเวลาวงจร, แสดงตัวอย่างโรงงานที่สมจริง และอธิบายว่าการติดตามด้วยระบบดิจิทัลช่วยให้ทีมมองเห็นภาพรวมการผลิตแบบเรียลไทม์ได้อย่างไร เวลาแทคท์ แทนที่จะพึ่งพาการอัปเดตข้อมูลในสเปรดชีตที่ล่าช้า.
สูตรคำนวณเวลา Takt และความหมายที่แท้จริงของตัวเลขเหล่านั้น
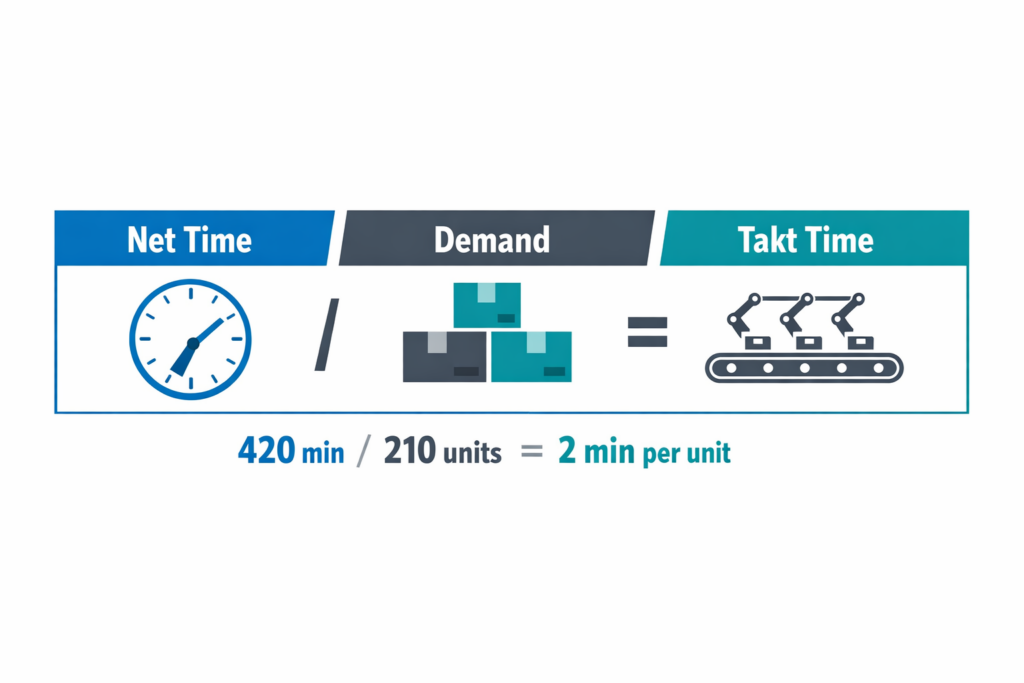
สูตรคำนวณเวลาการผลิต (Takt Time): เวลาการผลิตที่มีอยู่ ÷ ความต้องการของลูกค้า
เดอะ เวลาแทคท์ สูตรนั้นง่ายมาก: เวลาการผลิตต่อหน่วย (takt time) = เวลาการผลิตสุทธิที่ใช้ได้ ÷ ความต้องการของลูกค้า. ผลลัพธ์จะบอกคุณว่าสายการผลิตสามารถใช้เวลากับสินค้าหนึ่งหน่วยได้นานแค่ไหน ในขณะที่ยังคงตอบสนองความต้องการในช่วงเวลาที่คุณกำลังวัด ในทางปฏิบัติ ช่วงเวลานั้นอาจเป็นกะทำงาน หนึ่งวัน หรือหนึ่งสัปดาห์ แต่ตัวเศษและตัวส่วนต้องใช้ช่วงเวลาเดียวกัน หากความต้องการเป็นรายวัน เวลาที่มีอยู่ของคุณก็ต้องเป็นรายวันเช่นกัน.
การคำนวณเวลาการผลิต (takt time) จำนวนมากมักล้มเหลวในขั้นตอนนี้ ทีมงานมักใช้กะทำงาน 8 ชั่วโมงเป็นตัวตั้ง แม้ว่าผู้ปฏิบัติงานจะไม่ได้ผลิตตลอด 480 นาทีก็ตาม นอกจากนี้ พวกเขาอาจหารด้วยการคาดการณ์รายเดือนโดยใช้เวลาของกะทำงานเพียงกะเดียว ซึ่งทำให้ได้ตัวเลขที่ดูแม่นยำ แต่ไม่มีความหมายในเชิงปฏิบัติการ.
เวลาการผลิตที่ใช้ได้มีอะไรบ้าง
เวลาการผลิตที่มีอยู่ควรหมายถึง เวลาการผลิตสุทธิ, ไม่ใช่เวลาทำงานทั้งหมด เริ่มจากเวลาที่กำหนดไว้ จากนั้นหักเวลาพักที่วางแผนไว้ การส่งมอบงานระหว่างกะ การทำความสะอาดตามปกติ การประชุมทีม และเวลาอื่นๆ ที่คาดว่าสายการผลิตจะไม่สามารถผลิตสินค้าเพื่อจำหน่ายได้ หากเครื่องจักรหยุดทำงานโดยเจตนาเพื่อการบำรุงรักษาเชิงป้องกันในช่วงเวลาที่วัดได้ การหยุดทำงานตามแผนนั้นก็ควรถูกหักออกด้วย.
ตัวอย่างเช่น หากกำหนดเวลาการผลิตไว้ที่ 480 นาที โดยมีเวลาพักกลางวัน 30 นาที เวลาประชุมกะ 10 นาที และเวลาทำความสะอาดตามแผน 20 นาที เวลาที่ใช้จริงสุทธิคือ 420 นาที ตัวเลข 420 นาทีนี้คือตัวเศษที่ถูกต้องสำหรับสูตรคำนวณเวลาการผลิต (takt time) ไม่ใช่ 480 การใช้ชั่วโมงการทำงานรวมจะทำให้ประเมินกำลังการผลิตของสายการผลิตสูงเกินไป 14.3%, ซึ่งอาจส่งผลกระทบต่อการจัดสรรบุคลากร การปรับสมดุล และเป้าหมายผลผลิต.
ใช้หมายเลขความต้องการที่ถูกต้อง
ตัวหารควรสะท้อนถึง ความต้องการของลูกค้าที่แท้จริงในช่วงเวลาเดียวกัน. หากคุณกำลังคำนวณเวลาการผลิตรายวันสำหรับการประกอบขั้นสุดท้าย ให้ใช้ความต้องการรายวันที่ได้รับการยืนยันแล้วซึ่งสายการผลิตต้องจัดส่งหรือเติมเต็ม หากความต้องการเปลี่ยนแปลงไปตามรุ่น กลุ่ม หรือสายการผลิต ให้คำนวณเวลาการผลิตในระดับที่งานนั้นได้รับการวางแผนและจัดการจริง.
ข้อผิดพลาดทั่วไปในการวิเคราะห์จังหวะการผลิต (Takt Analysis) ในระบบการผลิตแบบลีน คือการใช้ค่าเฉลี่ยรายสัปดาห์หรือรายเดือน ซึ่งจะซ่อนความผันแปรรายวันไว้ สมมติว่าความต้องการเฉลี่ยอยู่ที่ 1,000 หน่วยต่อสัปดาห์ แต่ความต้องการของลูกค้าจะกระจุกตัวในช่วงต้นสัปดาห์ โดยต้องการ 250 หน่วยในวันจันทร์ และ 150 หน่วยในวันศุกร์ จังหวะการผลิตเฉลี่ยเพียงค่าเดียวอาจดูยอมรับได้ในทางทฤษฎี แต่สายการผลิตอาจไม่สามารถผลิตได้ตามจังหวะที่ต้องการจริงในช่วงต้นสัปดาห์.
รักษาหน่วยให้สม่ำเสมอ
เวลาแทคท์ สามารถแสดงออกมาได้ในรูปแบบ วินาทีต่อหน่วย, นาทีต่อหน่วย, หรือในบางกรณีอาจใช้หน่วยเป็นชั่วโมงต่อหน่วย ประเด็นสำคัญคือ ความสม่ำเสมอ. หากเวลาว่างของคุณระบุเป็นนาที ความต้องการจะต้องระบุเป็นหน่วยในช่วงเวลาเดียวกัน และผลลัพธ์ที่ได้จะเป็นนาทีต่อหน่วย.
ในโรงงานส่วนใหญ่ การใช้หน่วยวินาทีต่อหน่วยจะช่วยให้การปรับสมดุลสายการผลิตและการจัดสรรงานของพนักงานง่ายขึ้น สำหรับการวางแผนในระดับที่สูงขึ้น การใช้หน่วยนาทีต่อหน่วยอาจอ่านง่ายกว่า ทั้งสองแบบใช้ได้ตราบใดที่ทุกคน ตั้งแต่หัวหน้างานฝ่ายผลิตไปจนถึงวิศวกรอุตสาหกรรม ใช้หน่วยวัดเดียวกัน.
เหตุใดการวางแผนแพ้จึงมีความสำคัญมากกว่าที่ทีมส่วนใหญ่คิด
เวลาหยุดการผลิตตามแผนไม่ใช่รายละเอียดทางบัญชีเล็กน้อย เพราะมันเปลี่ยนแปลงอัตราการผลิตเป้าหมายที่ผู้ปฏิบัติงานคาดว่าจะต้องรักษาไว้ หากคุณละเลยการหยุดตามแผน อัตราการผลิตเป้าหมายจะแน่นหรือหลวมเกินไปอย่างไม่เป็นธรรมชาติ ขึ้นอยู่กับสิ่งที่เหลืออยู่ในตัวเศษ ซึ่งอาจนำไปสู่ข้อสรุปที่ผิดพลาดว่าสายการผลิตทำงานได้ไม่เต็มประสิทธิภาพหรือว่าความต้องการเกินกำลังการผลิตที่แท้จริง.
ด้วยเหตุนี้ เวลาแทคท์จึงไม่ควรสับสนกับเวลาการทำงานหรือประสิทธิภาพของอุปกรณ์ แทคท์กำหนดจังหวะการผลิตที่ต้องการโดยพิจารณาจากความต้องการและเวลาที่ใช้งานได้ เมื่อเปรียบเทียบกันแล้ว เวลาแทคท์ กับ เวลาวงจร จากนั้นจึงแสดงให้เห็นว่ากระบวนการดังกล่าวสามารถตอบสนองจังหวะที่ต้องการได้จริงหรือไม่.
สามข้อผิดพลาดทั่วไปที่ทำให้เวลา Takt Time ไม่น่าเชื่อถือ
ข้อผิดพลาดแรกคือการใช้ ชั่วโมงการทำงานโดยรวม แทนที่จะใช้เวลาสุทธิที่มีอยู่ วิธีนี้ทำให้ตัวเลขทาคท์ดูมากกว่าความเป็นจริง และอาจปกปิดความจำเป็นในการใช้แรงงานเพิ่มเติม การทำงานล่วงเวลา หรือการปรับสมดุล นี่เป็นหนึ่งในวิธีที่เร็วที่สุดในการสร้างแผนการผลิตที่สายการผลิตไม่สามารถรองรับได้.
ข้อผิดพลาดประการที่สองคือการใช้ ความต้องการที่คาดการณ์ไว้ แทนที่จะพิจารณาความต้องการที่แท้จริง การคาดการณ์มีประโยชน์สำหรับการวางแผนกำลังการผลิต แต่เวลาการผลิตที่ใช้ในการดำเนินการในแต่ละวันควรสะท้อนถึงสัญญาณความต้องการที่โรงงานคาดว่าจะต้องตอบสนองจริง มิเช่นนั้น สายการผลิตอาจวิ่งตามจังหวะที่ไม่ถูกต้องและก่อให้เกิดการขาดแคลนหรือสินค้าคงคลังส่วนเกินที่ไม่จำเป็น.
ข้อผิดพลาดประการที่สามคือการใช้ ระดับตัวเศษหรือตัวส่วนไม่ถูกต้อง. ตัวอย่างเช่น การคำนวณทาคท์สำหรับโรงงานทั้งหมด แต่ใช้กับสายการประกอบที่มีข้อจำกัดเพียงสายเดียว จะทำให้ได้เป้าหมายที่ไม่ถูกต้อง ในทำนองเดียวกัน การใช้เวลาทั้งหมดของสายการผลิต แต่ความต้องการมีเพียงกลุ่มผลิตภัณฑ์เดียว จะสร้างตัวอย่างเวลาทาคท์ที่ไม่ถูกต้อง ซึ่งไม่ตรงกับวิธีการปล่อยงานในสายการผลิต.
วิธีคำนวณ Takt Time ในกระบวนการผลิตทีละขั้นตอน
ขั้นตอนที่ 1: กำหนดช่วงเวลาที่คุณวางแผนไว้
เริ่มต้นด้วยช่วงเวลาการวางแผนที่เฉพาะเจาะจงซึ่งทีมของคุณจัดการอยู่จริง เช่น หนึ่งกะ หนึ่งวัน หรือช่วงเวลาการจัดตารางเวลาของลูกค้าหนึ่งราย เวลาแทคท์ การคำนวณ จะใช้ได้ผลก็ต่อเมื่อฐานเวลาตรงกับสัญญาณความต้องการ ดังนั้นควรหลีกเลี่ยงการผสมผสานความต้องการรายวันกับเวลาว่างรายสัปดาห์ สำหรับผู้จัดการฝ่ายผลิตส่วนใหญ่ การกำหนดกะทำงานหนึ่งกะหรือหนึ่งวันเป็นจุดเริ่มต้นที่เหมาะสมที่สุด เนื่องจากสอดคล้องกับการจัดกำลังคน ตารางเวลาพัก และการรายงานผลการปฏิบัติงาน.
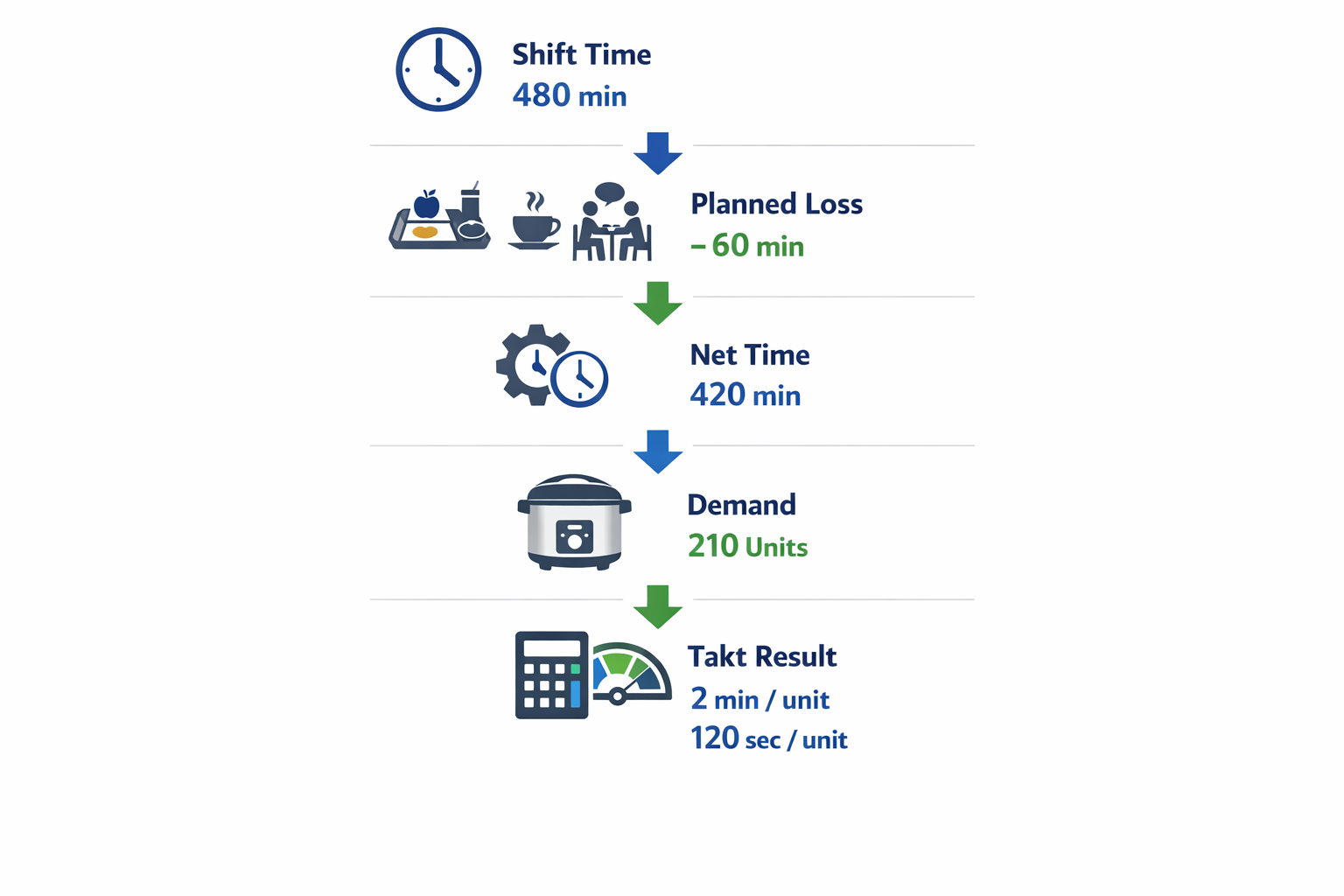
ลองพิจารณาตัวอย่างการผลิตแบบแยกส่วน: โรงงานประกอบเครื่องใช้ไฟฟ้าที่ประกอบหม้อหุงข้าวไฟฟ้าบนสายการประกอบขั้นสุดท้ายเพียงสายเดียว สายการผลิตทำงานกะละ 8 ชั่วโมง ดังนั้นเวลาที่ใช้ทั้งหมดจึงอยู่ที่ประมาณ 480 นาที ในขั้นตอนนี้ ตัวเลขดังกล่าวเป็นเพียงตัวเลขเริ่มต้น ยังไม่ใช่เวลาการผลิตที่แท้จริง.
ขั้นตอนที่ 2: หักเวลาที่ไม่เกี่ยวข้องกับการผลิตตามแผนออก
ถัดไป ให้ลบเวลาทั้งหมดที่ตั้งใจไม่ให้ใช้สำหรับการผลิตออกไป ซึ่งรวมถึงเวลาพักรับประทานอาหาร เวลาพักดื่มชา การส่งมอบงานระหว่างกะ การทำความสะอาดตามแผน และการประชุมทีมตามกำหนดการ ในการผลิตแบบลีน เวลาแท็กต์ควรคำนึงถึง... เวลาการผลิตสุทธิที่มีอยู่, ไม่ใช่ระยะเวลาการทำงานโดยรวม เพราะถ้าเป็นเช่นนั้น ผลลัพธ์จะดูดีเกินไป.
ในสายการผลิตหม้อหุงข้าว กะทำงาน 480 นาที ประกอบด้วยพักกลางวัน 30 นาที พักเบรก 10 นาทีสองครั้ง และการประชุมเริ่มต้น 10 นาที นั่นหมายความว่าเวลาที่ไม่เกี่ยวข้องกับการผลิตตามแผนรวม 60 นาที เหลือเวลาว่างสุทธิ 420 นาที หากคุณหยุดตรงนี้และใช้เวลา 420 นาที สูตรคำนวณเวลาการผลิตของคุณก็จะน่าเชื่อถือมากขึ้นกว่าการใช้เวลาเต็ม 480 นาที.
ขั้นตอนที่ 3: ยืนยันความต้องการที่แท้จริงของลูกค้าในช่วงเวลาเดียวกัน
จากนั้นตรวจสอบผลผลิตที่ต้องการสำหรับช่วงเวลาเดียวกันนั้น ใช้ความต้องการของลูกค้าที่ได้รับการยืนยันแล้ว ข้อกำหนดการจัดส่ง หรือแผนการผลิตที่กำหนดไว้ล่วงหน้าซึ่งคาดว่าสายการผลิตจะสามารถดำเนินการได้ อย่าเปลี่ยนไปใช้การพยากรณ์รายเดือนหากมีการกำหนดตารางเวลาและวัดผลสายการผลิตทุกวัน เพราะจะทำให้เป้าหมายอัตราการผลิตผิดเพี้ยนไป.
สำหรับสายการผลิตหม้อหุงข้าวเดียวกัน สมมติว่าแผนเริ่มต้นระบุว่าโรงงานต้องผลิต 210 เครื่องในวันนี้ โดยมีเวลา 420 นาที และต้องการผลิต 210 เครื่อง การคำนวณเวลาการผลิตต่อหน่วย (takt time) จะเป็น 420 ÷ 210 = 2 นาทีต่อหน่วย หรือ 120 วินาทีต่อหน่วย นี่เป็นตัวอย่างการคำนวณเวลาการผลิตต่อหน่วย (takt time) ที่มีประโยชน์ เพราะช่วยให้ผู้ควบคุมงานมีเป้าหมายอัตราการผลิตที่ชัดเจนสำหรับสายการผลิต.
ขั้นตอนที่ 4: ตรวจสอบการสูญเสียกำลังการผลิตที่ส่งผลกระทบต่อแผนงานจริงอีกครั้ง
ก่อนที่จะกำหนดตัวเลขลงในแผนการจัดการรายวัน ให้ตรวจสอบว่าควรมีการพิจารณาข้อจำกัดเพิ่มเติมใดๆ ที่วางแผนไว้หรือไม่ นี่คือจุดที่ทีมฝ่ายผลิตมักพบว่าสายการผลิตจะเสียเวลาไปกับการหยุดเติมวัสดุตามกำหนด การตรวจสอบชิ้นงานแรก หรือการเปลี่ยนแปลงกำลังคน สิ่งเหล่านี้ไม่ใช่เหตุการณ์หยุดทำงานแบบสุ่ม แต่เป็นเงื่อนไขที่ทราบล่วงหน้าซึ่งส่งผลกระทบต่อกำลังการผลิตที่แท้จริงของวัน.
ในตัวอย่างของเรา สายการผลิตยังมีเวลาตรวจสอบชิ้นงานตัวอย่างแรกและปรับแต่งการเปลี่ยนบรรจุภัณฑ์ที่วางแผนไว้ 20 นาที ซึ่งจะลดเวลาใช้งานสุทธิจาก 420 นาทีเหลือ 400 นาที เมื่อความต้องการยังคงอยู่ที่ 210 หน่วย เวลาการผลิตที่ปรับปรุงแล้วจึงเป็น 400 ÷ 210 = 1.90 นาทีต่อหน่วย หรือประมาณ 114 วินาทีต่อหน่วย.
ขั้นตอนที่ 5: อัปเดต Takt เมื่อความต้องการเปลี่ยนแปลง
เวลาแทคท์ ไม่ใช่ค่าคงที่ทางวิศวกรรม มันเปลี่ยนแปลงไปเมื่อความต้องการของลูกค้าเปลี่ยนไป แม้ว่าสายการผลิตและจำนวนพนักงานจะยังคงเหมือนเดิมก็ตาม นั่นเป็นเหตุผลที่ทีมงานควรคำนวณใหม่ทุกครั้งที่มีการปรับปรุงตารางการผลิตอย่างมีนัยสำคัญ.
สมมติว่าฝ่ายขายปรับเพิ่มความต้องการขึ้นเป็น 250 หน่วยสำหรับกะทำงานเดียวกัน ในขณะที่เวลาการผลิตที่มีอยู่ยังคงอยู่ที่ 400 นาที สูตรคำนวณเวลาการผลิตใหม่คือ 400 ÷ 250 = 1.6 นาทีต่อหน่วย หรือ 96 วินาทีต่อหน่วย สายการผลิตไม่ได้เร็วขึ้นเอง แต่จังหวะการผลิตที่ต้องการนั้นกระชับขึ้นเท่านั้น.
ขั้นตอนที่ 6: ตีความผลลัพธ์ในแง่ของการใช้งานจริงในสายการผลิต
เมื่อคำนวณเวลาการผลิตต่อหน่วยแล้ว ให้แปลงเป็นอัตราความเร็วที่สายการผลิตสามารถดำเนินการได้ นาทีต่อหน่วยมีประโยชน์สำหรับการวางแผน แต่วินาทีต่อหน่วยมักจะเข้าใจง่ายกว่าสำหรับหัวหน้าทีม วิศวกรอุตสาหกรรม และผู้ควบคุมสายการผลิต ในสายการประกอบที่เร็วขึ้น แม้แต่ช่องว่าง 10-15 วินาทีก็มีความสำคัญ ดังนั้น แสดงค่า takt ในหน่วยวินาที ช่วยในการจัดการงานประจำวัน.
ในตัวอย่างหม้อหุงข้าว สายการผลิตเปลี่ยนจากสมมติฐานคร่าวๆ ในช่วงแรกที่ 480 ÷ 210 = 2.29 นาทีต่อหน่วย ไปเป็นตัวเลขที่แม่นยำมากขึ้นคือ 96 ถึง 114 วินาทีต่อหน่วย ขึ้นอยู่กับความต้องการที่ได้รับการยืนยันและเวลาที่มีวางแผนไว้ ความแตกต่างนี้มากพอที่จะส่งผลกระทบต่อการจัดสรรพนักงาน แผนภูมิสมดุล และเป้าหมายผลผลิตรายชั่วโมง การวางแผนที่ดี เวลาแทคท์ การคำนวณไม่ใช่แค่เรื่องเลขคณิตเท่านั้น แต่เป็นพื้นฐานสำหรับการกำหนดจังหวะการผลิตที่สมจริง.
ตัวอย่างสถานการณ์ Takt Time ในสภาพแวดล้อมการผลิตที่แตกต่างกัน
การประกอบชิ้นส่วนยานยนต์: ความต้องการคงที่ การผลิตซ้ำอย่างแม่นยำ
ในอุตสาหกรรมการประกอบรถยนต์, เวลาแทคท์ โดยทั่วไปแล้ว การมองเห็นภาพความต้องการเป็นเรื่องง่ายที่สุด เนื่องจากความต้องการค่อนข้างค่อนข้างชัดเจน มั่นคง และเนื้อหาของงานคือ มีมาตรฐานสูง. สมมติว่าสายการประกอบขั้นสุดท้ายมีเวลาการผลิตสุทธิที่ใช้ได้ 450 นาทีในหนึ่งกะ และความต้องการของลูกค้าในกะนั้นคือ 300 คัน การคำนวณเวลาแทคต์คือ 450 ÷ 300 = 1.5 นาทีต่อคัน หรือ 90 วินาทีต่อหน่วย.
เวลาการผลิตแบบนี้ช่วยให้ผู้จัดการมีเป้าหมายที่ชัดเจนในการปรับสมดุลสายการผลิต หากแต่ละสถานีงานสามารถทำงานที่ได้รับมอบหมายให้เสร็จภายในเวลาประมาณ 90 วินาทีได้อย่างสม่ำเสมอ สายการผลิตก็จะสามารถตอบสนองความต้องการได้โดยไม่ต้องมีสินค้าคงคลังส่วนเกินระหว่างสถานี ในการผลิตแบบลีน เวลาการผลิตในสภาพแวดล้อมเช่นนี้ไม่ได้เกี่ยวข้องกับคณิตศาสตร์ที่ซับซ้อนมากนัก แต่เกี่ยวข้องกับการรักษาการไหลเวียนที่สม่ำเสมอ งานที่เป็นมาตรฐาน และการตอบสนองอย่างรวดเร็วเมื่อสถานีใดสถานีหนึ่งเริ่มทำงานผิดพลาด.
การประกอบชิ้นส่วนอิเล็กทรอนิกส์: ความต้องการเปลี่ยนแปลงเร็วกว่าการตั้งค่าสายการผลิต
โรงงานผลิตชิ้นส่วนอิเล็กทรอนิกส์มักเผชิญกับวงจรชีวิตผลิตภัณฑ์ที่สั้นกว่าและรูปแบบการสั่งซื้อที่ไม่แน่นอน ดังนั้นเป้าหมายของทาคท์ (takt) จึงสามารถเปลี่ยนแปลงได้บ่อยขึ้น ตัวอย่างเช่น สายการประกอบ SMT ด้วยมืออาจมีเวลาว่างสุทธิ 420 นาที และความต้องการแผงควบคุม 840 ชิ้นต่อวัน ทำให้มีเวลาทาคท์ 30 วินาทีต่อแผง หากความต้องการที่ยืนยันในวันถัดไปลดลงเหลือ 600 แผง ทาคท์จะเปลี่ยนเป็น 42 วินาทีต่อแผงทันที.
การเปลี่ยนแปลงนั้นมีความสำคัญต่อการปฏิบัติงาน เพราะอัตราการผลิตที่ต้องการจะเปลี่ยนไป แม้ว่าอุปกรณ์และผู้ปฏิบัติงานจะไม่เปลี่ยนแปลงก็ตาม ตัวอย่างเวลาการผลิตแบบนี้แสดงให้เห็นว่าเหตุใดทีมงานจึงควรใช้เวลาจริงที่มีอยู่เป็นตัวตั้ง และใช้ความต้องการที่ได้รับการยืนยันเป็นตัวหาร ไม่ใช่ค่าเฉลี่ยรายสัปดาห์ มิเช่นนั้น ผู้จัดการอาจจ้างพนักงานมากเกินไป เดินสายการผลิตอย่างเร่งรีบเกินไป หรือประเมินผิดพลาดว่าผลผลิตจริงเป็นไปตามเป้าหมายหรือไม่.
การผลิตแบบแยกชิ้นส่วนที่มีความหลากหลายของผลิตภัณฑ์สูง: จังหวะการผลิตเดียว ผลิตภัณฑ์หลากหลายรูปแบบ
สภาพแวดล้อมที่มีความหลากหลายสูงทำให้ เวลาแทคท์ มากกว่า ยาก เนื่องจากความต้องการของลูกค้าจะต้องถูกแปลงเป็นกฎการกำหนดจังหวะการผลิตที่ใช้งานได้จริงสำหรับสินค้าแต่ละประเภท ลองนึกภาพโรงงานประกอบปั๊มอุตสาหกรรมหลายรุ่น โดยมีเวลาผลิต 400 นาที และความต้องการรวมต่อวัน 100 หน่วย จากทั้งหมด 8 รุ่น สูตรคำนวณเวลาการผลิตโดยรวมยังคงให้ค่า 4 นาทีต่อหน่วย แต่ความท้าทายคือ รุ่นหนึ่งอาจใช้เวลาประกอบ 2.5 นาที ในขณะที่อีกรุ่นหนึ่งใช้เวลา 6 นาที.
ในกรณีนี้ เวลาแทคต์ (takt time) ยังคงมีประโยชน์ แต่ก็ต่อเมื่อผู้จัดการนำไปใช้ในระดับที่เหมาะสมเท่านั้น เป้าหมายของแทคต์ช่วยกำหนดจังหวะโดยรวมที่จำเป็นสำหรับสายการผลิตหรือกระแสคุณค่า ในขณะที่การจัดตารางเวลา การปรับสมดุลสายการผลิต และการจัดสรรงานต้องรองรับความแปรผันระหว่างรุ่นต่างๆ นี่คือจุดที่การคำนวณเวลาแทคต์อย่างง่ายเพียงอย่างเดียวไม่เพียงพออีกต่อไป เพราะโรงงานยังต้องการการปรับระดับการผลิต (heijunka) การจัดหาบุคลากรที่ยืดหยุ่น หรือกลยุทธ์การประกอบล่วงหน้าเพื่อให้ผลผลิตเฉลี่ยสอดคล้องกับความต้องการ.
ตัวอย่างเหล่านี้แสดงให้เห็นอะไรในทางปฏิบัติ
สถานการณ์ทั้งสามนี้แสดงให้เห็นว่าสูตรเดียวกันสามารถรองรับความเป็นจริงในการผลิตที่แตกต่างกันอย่างมาก ในอุตสาหกรรมยานยนต์ เวลาแทคต์ช่วยสนับสนุนการไหลเวียนที่คงที่และซ้ำซาก ในอุตสาหกรรมอิเล็กทรอนิกส์ เวลาแทคต์จะเปลี่ยนแปลงอย่างรวดเร็วตามปริมาณคำสั่งซื้อ และในการผลิตสินค้าหลากหลายประเภท เวลาแทคต์จะกำหนดจังหวะโดยรวม แต่ต้องควบคู่ไปกับวินัยในการวางแผนที่เข้มงวดกว่า ขั้นตอนต่อไปคือการเปรียบเทียบ เวลาแทคท์ เทียบกับ เวลาวงจร, เพราะนั่นคือจุดที่ผู้จัดการสามารถตรวจสอบได้ว่าสายการผลิตนั้นสามารถทำงานได้ทันตามกำหนดหรือไม่.

เวลา Takt เทียบกับเวลา Cycle: วิธีการระบุช่องว่าง ปัญหาคอขวด และความเสี่ยงด้านกำลังการผลิต
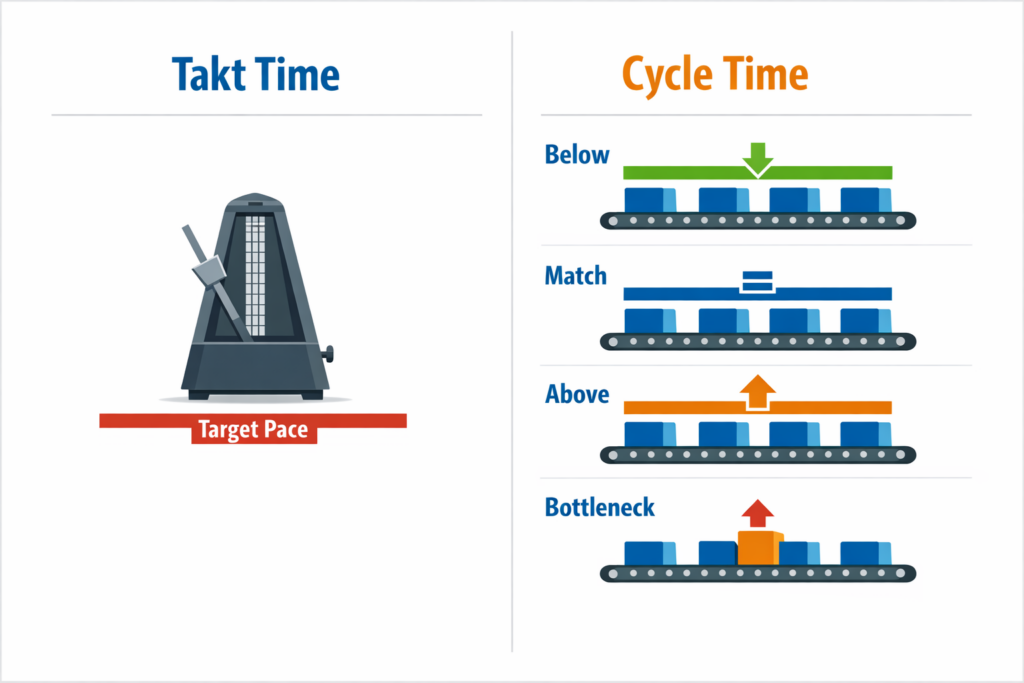
Takt Time กำหนดเป้าหมาย ส่วน Cycle Time แสดงอัตราการผลิตจริง
ในทางปฏิบัติแล้ว เวลาแทคต์เทียบกับเวลาวงจรนั้นขึ้นอยู่กับคำถามง่ายๆ ข้อเดียว: เราต้องผลิตสินค้าเร็วแค่ไหน และปัจจุบันเราผลิตได้เร็วแค่ไหน? เวลาแทคท์ คืออัตราที่ต้องการโดยพิจารณาจากความต้องการของลูกค้า โดยใช้ตรรกะเดียวกันกับที่กำหนดไว้ในสูตรและวิธีการคำนวณเวลาการผลิตก่อนหน้านี้. เวลาวงจร คือเวลาที่ใช้จริงในการทำงานให้เสร็จสิ้นหนึ่งหน่วย หนึ่งภารกิจในสถานี หรือหนึ่งขั้นตอนของกระบวนการ ขึ้นอยู่กับสิ่งที่คุณกำลังวัด.
ความแตกต่างนี้มีความสำคัญ เพราะสายการผลิตอาจดูเหมือนยุ่งอยู่ แต่ความต้องการอาจยังไม่ถึงระดับที่ต้องการ หากเวลาในการผลิตต่อหน่วยอยู่ที่ 60 วินาที แต่สถานีที่เป็นคอขวดทำงานที่ 72 วินาทีต่อหน่วย ผลผลิตก็จะลดลงแม้ว่าพนักงานจะทำงานเต็มที่ก็ตาม การผลิตแบบลีน, เวลาแทคต์คือ สัญญาณความต้องการ, ในขณะที่เวลาของวงจรคือ ความเป็นจริงของการดำเนินการ.
ความสัมพันธ์บอกอะไรคุณบ้าง
เมื่อเวลาของรอบคือ ต่ำกว่า นอกเหนือจากเวลาการผลิตที่กำหนดไว้แล้ว กระบวนการผลิตยังมีกำลังการผลิตส่วนเกินอยู่บ้าง แต่ไม่ได้หมายความว่าสายการผลิตนั้นได้รับการปรับให้เหมาะสมที่สุดเสมอไป เพราะกำลังการผลิตส่วนเกินอาจกระจายไม่เท่ากันในแต่ละสถานี กระบวนการหนึ่งอาจมีเวลาเหลือเฟือในขณะที่อีกกระบวนการหนึ่งทำงานหนักเกินไป ทำให้เกิดความไม่สมดุลที่ซ่อนอยู่และสินค้าคงคลังระหว่างการผลิตที่ไม่จำเป็น.
เมื่อถึงเวลาของวงจร เท่ากับ เมื่อกำหนดเวลาการผลิต (takt time) เป็นไปตามความต้องการของกระบวนการผลิต อย่างน้อยก็ในสภาวะปกติ โดยปกติแล้วนี่คือจุดออกแบบสำหรับสายการผลิตที่มีการไหลคงที่ แต่ก็เหลือพื้นที่น้อยสำหรับการหยุดชะงักเล็กน้อย ความล่าช้าของวัสดุ หรือการเปลี่ยนสายการผลิต สายการผลิตที่ทำงานได้ตรงตามกำหนดเวลาการผลิตบนกระดาษก็อาจยังไม่เป็นไปตามแผนในการผลิตจริงหากความพร้อมใช้งานไม่คงที่.
เมื่อเวลาของรอบคือ สูงกว่า เมื่อพิจารณาจากเวลาการผลิต (takt time) คุณจะมีความเสี่ยงด้านกำลังการผลิตที่ชัดเจน ตัวอย่างเช่น หากหน่วยบรรจุภัณฑ์ต้องผลิตให้ได้ตามเวลา 45 วินาที แต่โดยเฉลี่ยแล้วใช้เวลา 52 วินาที จะทำให้เกิดการสูญเสียสินค้าประมาณ 1 ชิ้นทุกๆ 6-7 รอบการผลิต ในช่วงเวลาทำงาน 8 ชั่วโมง ช่องว่างเล็กๆ นั้นอาจส่งผลให้สูญเสียสินค้าไปหลายสิบชิ้น.
วิธีการใช้ Takt และ Cycle Time เพื่อปรับสมดุลสายการผลิต
การปรับสมดุลสายการผลิตเริ่มต้นด้วยการเปรียบเทียบเวลาการทำงานของแต่ละสถานีกับทาคท์ (takt) ไม่ใช่ดูแค่ผลผลิตรวมของสายการผลิตเท่านั้น ในสายการประกอบเครื่องใช้ไฟฟ้าในครัวเรือน การตรวจสอบขั้นสุดท้ายอาจใช้เวลา 40 วินาที การประกอบชิ้นส่วนย่อยใช้เวลา 43 วินาที และการขันสกรูใช้เวลา 58 วินาที เทียบกับทาคท์ที่ 50 วินาที ความเร็วที่แท้จริงของสายการผลิตถูกจำกัดด้วยเวลาในการขันสกรู ไม่ใช่ค่าเฉลี่ยของทุกสถานี.
นี่คือเหตุผลที่ผู้จัดการควรตรวจสอบเวลาในการผลิตที่ระดับสถานีในระหว่างการปรับสมดุลการผลิต หากสถานีหนึ่งใช้เวลาเกินกว่าเวลาที่กำหนด ในขณะที่สถานีอื่นใช้เวลาน้อยกว่ามาก การแก้ไขอาจทำได้ง่ายๆ เช่น การกระจายเนื้อหางานใหม่ การเปลี่ยนรูปแบบการจัดวางอุปกรณ์ หรือการย้ายงานหนึ่งอย่างไปไว้ในขั้นตอนต้นน้ำ ตัวอย่างที่ดีของเวลาในการผลิตคือ สายการผลิตที่สามารถเพิ่มผลผลิตได้โดยไม่ต้องเพิ่มจำนวนพนักงาน เพียงแค่ย้ายงานที่ต้องใช้แรงงานคน 8 วินาทีออกจากสถานีที่เป็นปัญหา.
การตัดสินใจด้านการจัดสรรบุคลากรควรสอดคล้องกับช่องว่างที่เกิดขึ้น
การจัดสรรกำลังคนควรสัมพันธ์กับช่องว่างระหว่างอัตราการผลิต (takt) และเวลาในการผลิตต่อรอบ (cycle time) โดยเฉพาะอย่างยิ่งในกระบวนการผลิตที่ใช้แรงงานคนหรือกึ่งอัตโนมัติ หากพื้นที่จัดชุดสินค้ามีอัตราการผลิต 90 วินาที แต่เวลาในการผลิตต่อรอบจริงคือ 110 วินาที แสดงว่าทีมงานมีกำลังคนไม่เพียงพอต่อความต้องการในปัจจุบัน ในกรณีเช่นนั้น การทำงานล่วงเวลาอาจช่วยรักษาตำแหน่งงานในกะใดกะหนึ่งได้ แต่ก็ไม่ได้แก้ปัญหาความไม่สมดุลที่เกิดขึ้นอย่างแท้จริง.
วิธีที่ดีกว่าคือการตรวจสอบว่าช่องว่างนั้นเกิดจากปริมาณแรงงาน รูปแบบการทำงาน การสูญเสียจากการเคลื่อนไหว หรือความล่าช้าในการเติมสินค้า ในบางกรณี การเพิ่มพนักงานอีกหนึ่งคนในช่วงเวลาที่มีความต้องการสูงสุดนั้นเหมาะสม ในขณะที่บางกรณี การปรับปรุงตารางงานอาจช่วยลดเวลาในการผลิตให้กลับมาต่ำกว่าจังหวะการผลิตโดยไม่ต้องเพิ่มแรงงาน สิ่งสำคัญคือการใช้ข้อมูลรอบการผลิตที่วัดได้จริง แทนที่จะใช้สมมติฐานเกี่ยวกับความพยายามของพนักงาน.
วิธีระบุปัญหาคอขวดที่แท้จริง
จุดคอขวดคือขั้นตอนที่มีเวลาการทำงานจริงยาวนานที่สุด หลังจากพิจารณาสภาพการทำงานจริงแล้ว เรื่องนี้สำคัญเพราะกระบวนการที่ช้าที่สุดอาจไม่ใช่กระบวนการที่มีเวลาในการทำงานด้วยมือยาวนานที่สุด แต่อาจเป็นเครื่องจักรที่มีการหยุดทำงานเล็กน้อยซ้ำๆ การรีเซ็ตที่ช้า หรือผลผลิตที่ไม่คงที่ การพิจารณาเฉพาะเวลาการทำงานมาตรฐานอาจซ่อนกระบวนการที่จำกัดปริมาณงานที่แท้จริงไว้ได้.
ลองพิจารณาเครื่องจักรในสายการผลิตที่มีอัตราการผลิตต่อชิ้น (takt) 75 วินาที เครื่องจักร A มีอัตราการผลิต 68 วินาที เครื่องจักร B ที่ 70 วินาที และเครื่องจักร C ที่ 72 วินาที แต่เครื่องจักร B มีการหยุดชะงักบ่อยครั้งเนื่องจากการเปลี่ยนเครื่องมือ ซึ่งทำให้รอบการทำงานจริงเพิ่มขึ้นเป็น 82 วินาทีตลอดทั้งกะ ในทางทฤษฎีแล้ว สายการผลิตดูเหมือนจะมีความสามารถ แต่ในการใช้งานจริง เครื่องจักร B กลับกลายเป็นข้อจำกัดด้านกำลังการผลิตที่แท้จริง.
สิ่งที่ควรทำเมื่อเวลาในการผลิตล่าช้ากว่าจังหวะการผลิต
เมื่อเวลาการผลิตจริงสูงกว่าเวลาที่กำหนดไว้ (takt) การตอบสนองควรเป็นไปอย่างทันทีและเป็นระบบ ขั้นแรก ให้ตรวจสอบว่าปัญหาเกิดขึ้นเฉพาะที่สถานีใดสถานีหนึ่ง กะใดกะหนึ่ง กลุ่มผลิตภัณฑ์ใดกลุ่มหนึ่ง หรือสภาพของอุปกรณ์ใดอุปกรณ์หนึ่ง จากนั้นแยกการแก้ไขปัญหาในระยะสั้นออกจากการแก้ไขปัญหาอย่างถาวร เพื่อไม่ให้ทีมมองว่าความผิดพลาดทุกครั้งเป็นปัญหาเรื่องจำนวนพนักงาน.
ลำดับขั้นตอนที่เป็นรูปธรรมคือ: ตรวจสอบสถานีที่มีช่องว่างมากที่สุด ตรวจสอบเวลาหยุดทำงานและการสูญเสียจากการรอคอย ยืนยันความพร้อมของวัสดุ และเปรียบเทียบปริมาณงานจริงกับมาตรฐาน หากช่องว่างเป็นเพียงชั่วคราว เช่น การติดขัดของตัวป้อนหรือชิ้นส่วนขาดหาย หัวหน้างานควรแก้ไขให้กลับมาใช้งานได้โดยเร็วและติดตามเวลาในการแก้ไข หากช่องว่างนั้นเกิดขึ้นอย่างต่อเนื่อง ปัญหาดังกล่าวควรได้รับการแก้ไขอย่างเป็นระบบ การปรับสมดุลสายการผลิต หรือการวางแผนกำลังการผลิต.
สิ่งนี้ช่วยสนับสนุนการจัดการประจำวันได้อย่างไร
สำหรับการจัดการในแต่ละวัน เวลาแทคต์ควรใช้เป็นข้อมูลอ้างอิงในการปฏิบัติงาน และเวลาวงจรควรใช้เป็นสัญญาณควบคุม ผู้ควบคุมงานไม่จำเป็นต้องคำนวณเวลาทั้งหมดใหม่ สูตรคำนวณเวลาทาคท์ ทุกชั่วโมง แต่พวกเขาจำเป็นต้องรู้ว่าเมื่อใดที่อัตราการทำงานจริงเบี่ยงเบนเกินกว่าอัตราที่กำหนดไว้ นั่นคือสิ่งที่ทำให้ Takt เปลี่ยนจากตัวชี้วัดการวางแผนไปเป็นเครื่องมือการจัดการแบบเรียลไทม์.
ในภาคการผลิต วิธีนี้มักหมายถึงการตรวจสอบผลผลิตตามแผนเทียบกับผลผลิตจริงเป็นช่วงๆ ตรวจสอบแนวโน้มรอบการผลิตในระดับสถานี และรายงานช่องว่างที่ผิดปกติในช่วงต้นกะ ตัวอย่างเช่น สายการผลิตถาดอุปกรณ์ทางการแพทย์ที่ผลิตได้ตามเวลาที่กำหนดในช่วงสองชั่วโมงแรก แต่เกิดความผิดพลาด 10% หลังพักกลางวัน อาจเป็นสัญญาณของความเหนื่อยล้า ความล่าช้าในการเติมวัตถุดิบ หรือการสูญเสียระหว่างการเปลี่ยนกะ ซึ่งอาจมองไม่เห็นในรายงานสิ้นวัน เมื่อใช้วิธีนี้ การเปรียบเทียบระหว่างเวลาที่กำหนด (takt time) และเวลาในการผลิต (cycle time) จะกลายเป็นวิธีการที่ใช้ได้จริงในการระบุปัญหาคอขวดก่อนที่จะกลายเป็นการส่งมอบสินค้าไม่สำเร็จ.
สรุป: วิธีการติดตามเวลา Takt Time แบบดิจิทัล
เวลาแทคท์ ข้อมูลที่มีคุณค่ามากที่สุดคือข้อมูลที่แสดงผลแบบเรียลไทม์ ไม่ใช่ตัวเลขที่อัปเดตสัปดาห์ละครั้งในสเปรดชีต ในโรงงาน ความต้องการที่เปลี่ยนแปลง การหยุดทำงานเล็กน้อยสะสม และเวลาในการผลิตอาจเบี่ยงเบนเกินกว่าที่ต้องการภายในกะเดียว นั่นเป็นเหตุผลว่าทำไมการจัดการจังหวะการผลิต (Takt Management) ที่มีประสิทธิภาพจึงขึ้นอยู่กับการรายงานการผลิตแบบเรียลไทม์ การบันทึกเวลาหยุดทำงาน ใบสั่งงานดิจิทัล และแดชบอร์ดที่แสดงว่าแต่ละสายการผลิตยังคงทำงานได้ตามเป้าหมายหรือไม่.
กับ Jodoo, ผู้ผลิตสามารถสร้างเวิร์กโฟลว์แบบไม่ต้องเขียนโค้ดเพื่อติดตามการผลิตได้ เวลาแทคท์ โดยไม่ต้องรอการพัฒนาซอฟต์แวร์แบบกำหนดเอง ทีมงานสามารถตั้งค่าแบบฟอร์มบนมือถือสำหรับการรายงานผลผลิตรายชั่วโมง บันทึกเวลาหยุดทำงานตามรหัสสาเหตุ แจ้งเตือนเมื่อเวลาการทำงานจริงเกินกว่าอัตราการผลิตที่กำหนด และแสดงสถานะระดับสายการผลิตบนแดชบอร์ดแบบเรียลไทม์สำหรับหัวหน้างานและผู้จัดการโรงงาน ทำให้การเปลี่ยนจากการวิเคราะห์แบบลีนไปสู่การควบคุมรายวันและการตอบสนองที่รวดเร็วยิ่งขึ้นเป็นไปได้ง่ายขึ้น.

ตัวอย่างเช่น โรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์สามารถใช้ได้ Jodoo เพื่อรวบรวมข้อมูลการทำงานจากแท็บเล็ตในแต่ละสถานี และส่งการแจ้งเตือนเมื่อผลผลิตต่ำกว่าความต้องการ หัวหน้างานจะเห็นความแตกต่างได้ทันที ตรวจสอบว่าสาเหตุเกิดจากการเปลี่ยนกะ การขาดแคลนวัสดุ หรือเครื่องจักรขัดข้อง และดำเนินการแก้ไขก่อนที่ความล่าช้าจะส่งผลกระทบต่อตารางงานทั้งวัน.
หากคุณต้องการแปลงกระบวนการทำงานแบบลีนให้เป็นระบบดิจิทัลและทำให้การติดตามเวลาการผลิต (takt time) ในการปฏิบัติงานจริงง่ายขึ้น, Jodoo เป็นจุดเริ่มต้นที่ใช้งานได้จริง. เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่าระบบที่ไม่ต้องเขียนโค้ดสามารถปรับให้เข้ากับกระบวนการผลิตของโรงงานของคุณได้อย่างไร.

