
Nach Kategorien durchsuchen
Einleitung: Warum die Zykluszeit in der modernen Fertigung wichtig ist
Eine Produktionslinie kann zwar ihr Produktionsziel scheinbar erreichen und dennoch die Kundenauslieferung verpassen, wenn bei der Bearbeitung, dem Handling, den Wartezeiten oder den Übergaben zu viel Zeit verloren geht. Deshalb Zykluszeit Die Zykluszeit ist eine der wichtigsten Kennzahlen für Produktionsleiter, Werksleiter und Wirtschaftsingenieure. Vereinfacht ausgedrückt ist die Zykluszeit die Zeit, die unter normalen Bedingungen für die Fertigstellung einer Einheit, eines Arbeitsgangs oder eines definierten Produktionsschritts benötigt wird.
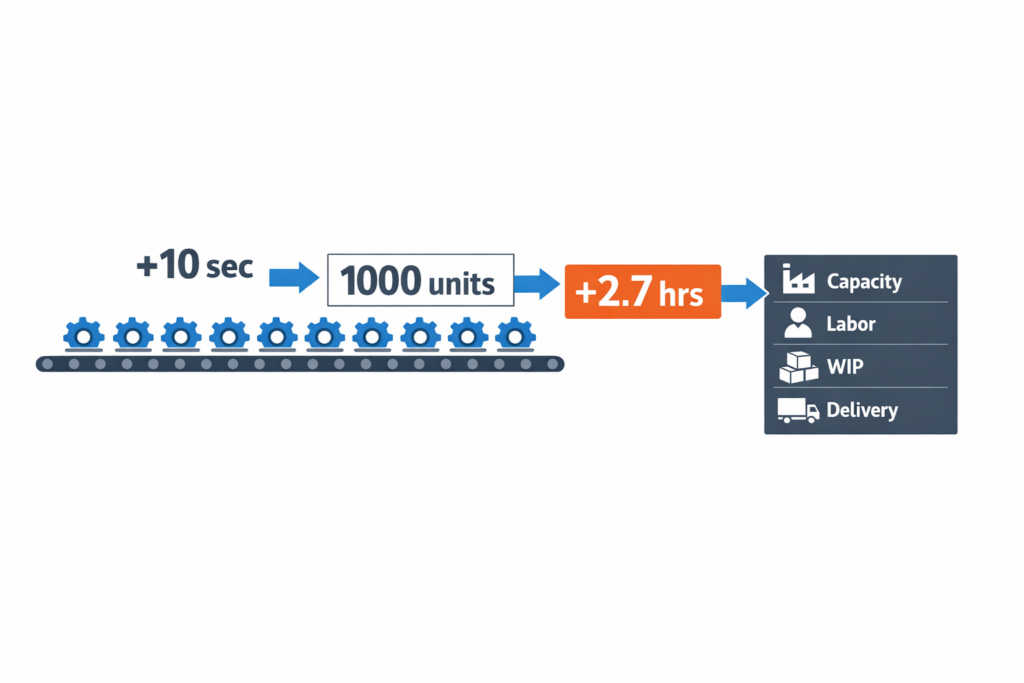
Diese Kennzahl ist wichtig, weil sich kleine Verluste schnell summieren. Zum Beispiel ein Prozess, der nur 10 Sekunden pro Einheit ergibt fast 2,7 zusätzliche Stunden Die Zykluszeit bei einer Produktionsmenge von über 1.000 Einheiten pro Schicht beeinflusst direkt Kapazität, Personaleinsatz, Bestand an unfertigen Erzeugnissen und termingerechte Lieferung. Im Gegensatz zu allgemeineren KPIs zeigt die Zykluszeit, wo sich die Leistung tatsächlich verändert: an der Maschine, der Station, der Zelle oder dem Arbeitsauftrag.
In diesem Artikel erfahren Sie, was Zykluszeit bedeutet in der Fertigung, wie man die Zykluszeitformel, und wie man es sowohl auf Prozess- als auch auf Auftragsebene berechnet. Wir werden es auch mit dem vergleichen. Taktzeit und die Durchlaufzeit, dann werden praktische Möglichkeiten zur Reduzierung dieser Zeit aufgezeigt. In vielen Fabriken ist die genaue Zykluszeiterfassung der Schlüssel zur praktischen Umsetzung von Lean Manufacturing auf Schicht-, Linien- und Auftragsebene.
Was Zykluszeit in der Fertigung bedeutet
Definiere die Zykluszeit genau
In der Fertigung, Zykluszeit ist die Zeit, die benötigt wird, um eine Einheit, einen Chargenschritt oder einen Vorgang unter definierten Bedingungen abzuschließen. Der entscheidende Ausdruck ist “unter festgelegten Bedingungen”Denn die Zahl hängt davon ab, wo die Zeitmessung beginnt und endet und ob Handhabung, Wartezeiten oder Umrüstungen mit einbezogen werden. Wenn Ihr Team diese Grenzen nicht klar definiert, kann dieselbe Produktionslinie in drei verschiedenen Berichten drei unterschiedliche Zykluszeiten aufweisen.“.
Für den praktischen Einsatz in der Fertigung beantwortet die Fertigungszykluszeit üblicherweise eine von zwei Fragen: Wie lange dauert ein Prozessschritt? Oder hoWie oft wird eine fertige Einheit ausgeliefert? Deshalb ist die Formel zur Berechnung der Zykluszeit wichtig, aber erst, nachdem sich das Team auf die genauen Messpunkte geeinigt hat. Ohne diese Einigung sind Vergleiche zwischen Schichten, Maschinen und Artikeln irreführend.
Was die Zykluszeit nicht bedeutet
Die Zykluszeit wird oft als Sammelbegriff für Geschwindigkeit verwendet, ist aber nicht mit allen zeitbasierten KPIs in der Produktion gleichzusetzen. Eine Produktionslinie kann eine kurze Maschinenlaufzeit aufweisen und dennoch eine lange Produktionszykluszeit haben, wenn die Bediener auf Material, Qualitätsprüfung oder Gabelstaplerbewegungen warten müssen. Ebenso kann ein Arbeitsauftrag eine akzeptable Prozesszykluszeit aufweisen, aber eine schlechte Gesamtlieferleistung, da Wartezeiten und Terminverzögerungen außerhalb des gemessenen Schritts liegen.
Hier beginnen viele Fehlentscheidungen. Wenn ein Manager die Zykluszeit mit der Durchlaufzeit verwechselt, investiert er möglicherweise in schnellere Anlagen, obwohl das eigentliche Problem die Wartezeit zwischen den Arbeitsgängen ist. Wenn er verwechselt Zykluszeit Bei der Taktzeit könnten sie glauben, dass der Prozess gesund ist, weil die Nachfrage gering ist, obwohl die Linie immer noch instabil ist.
Zykluszeit im Vergleich zu anderen gängigen Fertigungskennzahlen
| Metrisch | Was es misst | Typischer Start/Stopp | Am besten geeignet für | Häufiger Fehler |
|---|---|---|---|---|
| Zykluszeit | Zeitaufwand für die Fertigstellung einer Einheit oder eines Arbeitsgangs | Vom Betriebsbeginn bis zum Betriebsende oder von einer fertiggestellten Einheit zur nächsten | Bewertung der Prozessgeschwindigkeit, der Linienauslastung und der operativen Leistung | Die Verwendung ohne Angabe, ob Warten oder Verarbeiten enthalten ist |
| Taktzeit | Erforderliches Produktionstempo zur Deckung der Kundennachfrage | Verfügbare Produktionszeit ÷ Kundennachfrage | Kapazitätsplanung und Bedarfsabstimmung | Taktzeit als tatsächliche Leistung behandeln |
| Lieferzeit | Gesamte Zeitspanne von der Auftragserteilung bis zur Lieferung oder Fertigstellung | Bestellung erhalten/an Kunden freigegeben, Lieferung oder Bestellung abgeschlossen | Kundenservice, Planung und Auftragsabwicklung | Die Annahme, dass eine kürzere Zykluszeit automatisch eine kürzere Lieferzeit bedeutet, wird als falsch angesehen. |
| Durchsatzzeit | Gesamtzeit, die ein Teil in der Produktion verbringt, einschließlich Wartezeiten | Eintritt in die Produktion bis zum Ausstieg aus der Produktion | End-to-End-Flussanalyse und WIP-Diagnose | Verwechslung mit reiner Bearbeitungszeit |
| Maschinenzeit | Die Zeitmaschine läuft aktiv auf dem Teil | Werkzeugstart bis Werkzeugstopp | Anlagennutzung und Verfahrenstechnik | Manuelle Handhabung, Einrichtung und Warteschlangenverluste werden außer Acht gelassen |
Zykluszeit vs. Taktzeit
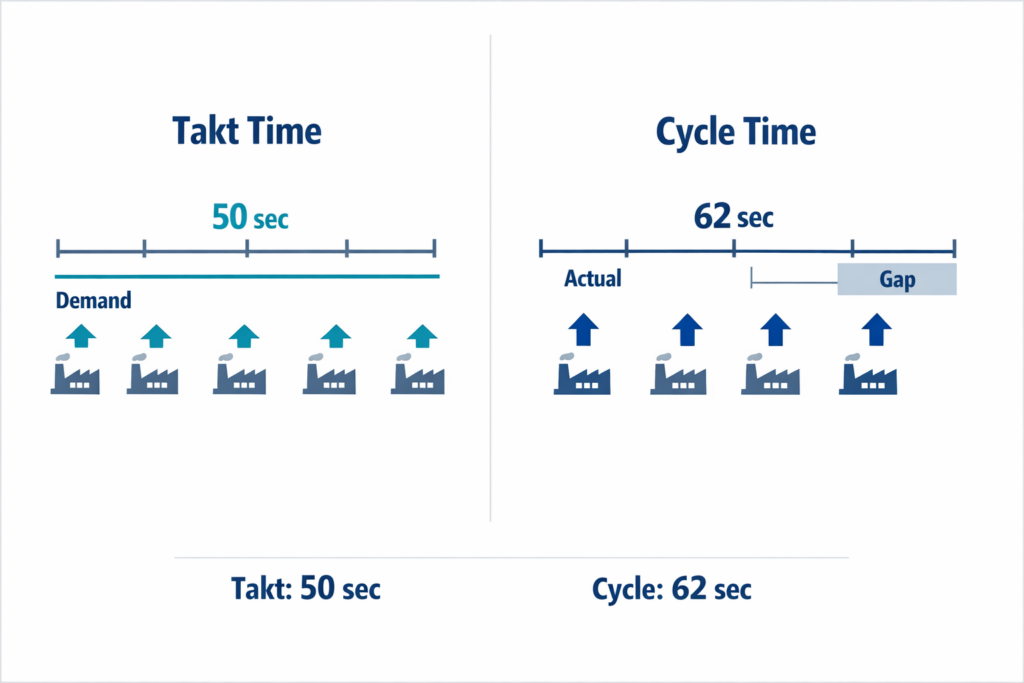
Der Vergleich zwischen Zykluszeit Und Taktzeit Die Taktzeit ist eine der wichtigsten Kennzahlen im Lean-Management. Sie gibt das vom Bedarf vorgegebene Tempo an, während die Zykluszeit das tatsächlich erreichte Tempo des Prozesses misst. Die Taktzeit ist ein Zielwert, die Zykluszeit ein messbares Betriebsergebnis.
Beträgt die Taktzeit 50 Sekunden pro Einheit und die tatsächliche Zykluszeit 62 Sekunden, kann die Linie die Nachfrage ohne Überstunden, zusätzliche Kapazität oder eine Prozessänderung nicht decken. Eine Zykluszeit von 40 Sekunden bedeutet nicht automatisch, dass der Prozess effizient ist, da ein Überschuss an Produktion dennoch zu Überproduktion, höherem WIP (Work in Progress) und Ungleichgewichten in nachgelagerten Prozessen führen kann. Bei der Entscheidung zwischen Zykluszeit und Taktzeit geht es daher nicht darum, welche Variante besser ist, sondern darum, ob die tatsächliche Leistung der Nachfrage entspricht.
Durchlaufzeit, Durchlaufzeit und Maschinenzeit: Wo Teams verwirrt sind
Lieferzeit ist breiter als Zykluszeit weil sie die gesamte verstrichene Zeit rund um die Bestellung umfasst, nicht nur die Operation selbst. Durchlaufzeit ist zwar auch umfassender, konzentriert sich aber in der Regel auf den Weg des Teils durch die Produktion, einschließlich Warteschlange, Transport und Wartezeiten zwischen den einzelnen Schritten. Maschinenzeit ist enger gefasst, da nur die aktive Laufzeit des Geräts gemessen wird.
Dieser Unterschied ist in der Praxis entscheidend. Eine Stanzpresse zeigt beispielsweise 18 Sekunden Maschinenzeit an, während die gemessene Zykluszeit an der Fertigungszelle inklusive Be- und Entladung 30 Sekunden beträgt. Das gleiche Teil kann dennoch bis zu 6 Stunden Durchlaufzeit im Werk verbringen, da es vor nachfolgenden Bearbeitungsschritten warten muss. Der Kunde muss unter Umständen mit einer Lieferzeit von 3 Tagen rechnen, da Planung, Chargenbildung und Versand zusätzliche Verzögerungen verursachen.
Warum klare Definitionen wichtig sind, bevor man mit Zahlen arbeitet
Wenn Teams diese Begriffe vermischen, werden die Prioritäten für Verbesserungen verzerrt. Die Entwicklungsabteilung konzentriert sich möglicherweise auf die Reduzierung der Maschinenlaufzeiten, während die Produktionsleiter tatsächlich Produktionsausfälle durch Materialwartezeiten und Verzögerungen bei der Schichtübergabe verzeichnen. Die Finanzabteilung fordert möglicherweise kürzere Durchlaufzeiten, aber das Produktionsteam meldet lediglich die Zykluszeit, sodass beide Seiten den Eindruck haben, die jeweils andere verkenne den Kern der Sache.
Bevor Teams diese Kennzahlen in Meetings, Dashboards oder zur Festlegung von Verbesserungszielen verwenden, sollten sie daher die Start- und Endpunkte für jede Metrik definieren. Sobald diese Definitionen feststehen, lassen sich die Daten nutzen, um Schichten zu vergleichen, Abweichungen zu verstehen und Maßnahmen zur Zykluszeitverkürzung zu unterstützen. Im nächsten Schritt müssen die Kennzahlen sowohl auf Prozess- als auch auf Auftragsebene korrekt berechnet werden.
Wie man die Zykluszeit auf Prozess- und Arbeitsauftragsebene berechnet
Sobald Sie eine klare Definition von Fertigung haben, Zykluszeit, Der nächste Schritt besteht darin, die richtige Berechnungsmethode für die jeweilige Entscheidung auszuwählen. Ein Linienvorarbeiter, der eine einzelne Station prüft, benötigt eine andere Kennzahl als ein Produktionsleiter, der einen kompletten Arbeitsauftrag überprüft. In der Praxis ändert sich die Formel für die Zykluszeit leicht, je nachdem, ob ein einzelner Arbeitsgang, ein Bearbeitungszentrum oder die gesamte Bearbeitungszeit für eine Charge gemessen wird. Die Verwendung der falschen Berechnungsebene ist ein Grund dafür, dass Teams die tatsächliche Produktionszykluszeit mit groben Durchschnittswerten verwechseln.
Die grundlegende Zykluszeitformel
Vereinfacht ausgedrückt ist die Zykluszeit:
Durchschnitt Zykluszeit = Gesamtproduktionszeit ÷ Anzahl der produzierten Einheiten
Diese Formel eignet sich gut, um die durchschnittliche Ausbringungsmenge über einen stabilen Produktionsprozess zu ermitteln. Produziert eine Verpackungszelle beispielsweise 210 Einheiten bei einer Laufzeit von 420 Minuten, beträgt die durchschnittliche Zykluszeit 2 Minuten pro Einheit. Dies ist nützlich für die übergeordnete Planung, den Linienausgleich und schnelle Kapazitätsprüfungen, setzt jedoch weitgehend konstante Produktionsbedingungen voraus.
Die Einschränkung besteht darin, dass dieser Durchschnittswert operative Details verschleiern kann. Wenn dieselbe Zelle zwei kurze Stillstände, eine Materialwartezeit und eine langsame Ersteinrichtung aufweist, zeigt der Durchschnittswert immer noch 2 Minuten pro Einheit an, obwohl das tatsächliche Prozessverhalten weniger stabil ist. Deshalb berechnen Produktionsteams die Zykluszeit oft sowohl auf der Basis als auch auf der Basis. Prozessebene und die Arbeitsauftragsebene.
Beispiel: Ein CNC-Bearbeitungsauftrag
Angenommen, ein Werk fertigt 500 Aluminium-Ventilgehäuse auf einem CNC-Bearbeitungszentrum. Für jedes Teil legt der Bediener das Rohgussteil ein, startet den Bearbeitungszyklus, wartet auf dessen Abschluss, entnimmt das Teil und platziert es im Gestell für die nächste Bearbeitungsstufe. Zu Beginn des Auftrags führt das Team außerdem Rüst- und Werkzeugkorrekturprüfungen durch, bevor das erste einwandfreie Teil freigegeben wird.
Dieses Beispiel verdeutlicht, wie sich die Berechnungen je nach Kontext verändern. Die Maschinenkennzahl hilft, den Vorgang selbst zu verstehen, während die Auftragsnummer die tatsächlichen Auswirkungen auf die Produktionsplanung widerspiegelt. Beide sind gültig, beantworten aber unterschiedliche Fragen.
Prozesszykluszeit: Ein sich wiederholender Vorgang
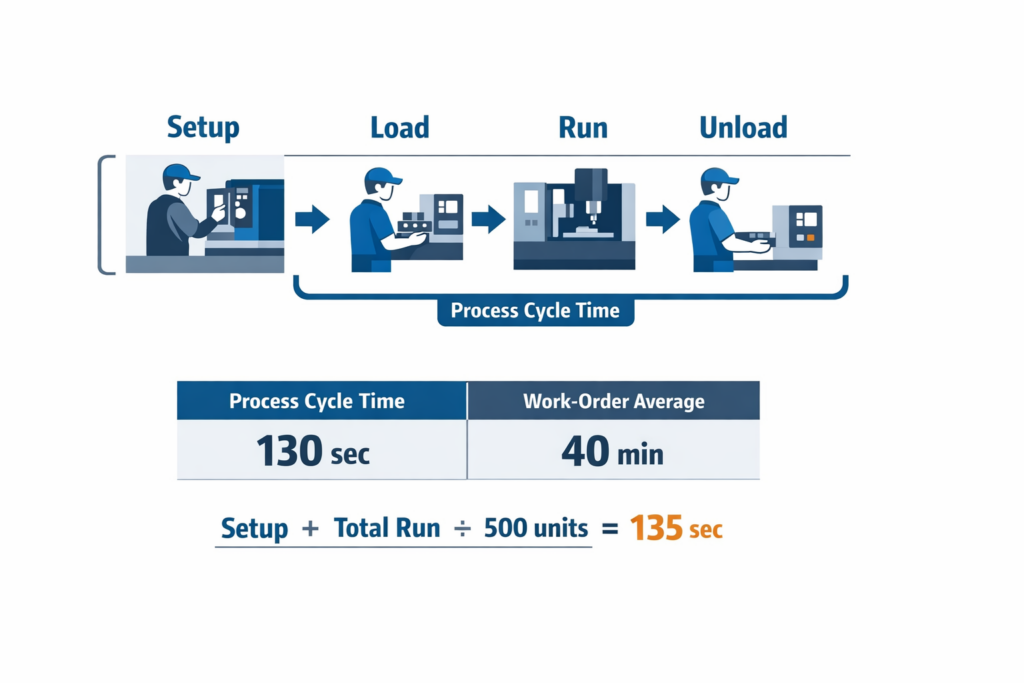
Wenn man den Bearbeitungsprozess selbst messen möchte, konzentriert man sich üblicherweise auf die wiederholbare Zeit pro Einheit unter normalen Betriebsbedingungen. Nehmen wir an, ein beobachteter Zyklus umfasst Folgendes:
- Rohteil laden: 20 Sekunden
- Maschinenlaufzeit: 95 Sekunden
- Fertiges Teil entladen: 15 Sekunden
Die Zykluszeit auf Prozessebene beträgt:
20 + 95 + 15 = 130 Sekunden pro Einheit
Dies ist oft die praktischste Form der Zykluszeitformel für die Stationsplanung und die Analyse von Standardarbeitsabläufen. Sie erfasst die Bedienerzeit plus Maschinenzeit für eine fertige Einheit, was wesentlich aussagekräftiger ist als die alleinige Betrachtung der Maschinenlaufzeit. Würde man Be- und Entladen ausklammern, ergäbe sich folgendes Ergebnis: 95 Sekunden, Das würde jedoch die tatsächliche Produktionsleistung des Senders unterschätzen.
Wann sollten Einrichtung und Umstellung einbezogen werden?
Betrachten wir nun denselben Arbeitsauftrag aus der Perspektive des Planers. Bevor die Produktion von 500 Teilen beginnt, verbringt das Team Folgendes: 40 Minuten Bei der Einrichtung, der Überprüfung der Vorrichtung und der Abnahme der ersten Einzelteilprüfung. Wenn Sie die durchschnittliche Durchlaufzeit eines Arbeitsauftrags ermitteln möchten, muss diese Einrichtungszeit berücksichtigt werden, da sie verfügbare Produktionszeit beansprucht.
Die Arbeitsauftragsberechnung lautet wie folgt:
Gesamte Auftragszeit = Rüstzeit + Gesamtlaufzeit
Wenn jede Einheit 130 Sekunden, dann Bearbeitung 500 Einheiten erfordert:
500 × 130 Sekunden = 65.000 Sekunden = 1.083,3 Minuten
Füge die 40 Minuten aufstellen:
1.083,3 + 40 = 1.123,3 Minuten insgesamt
Dann teilen durch 500 Einheiten:
1.123,3 ÷ 500 = 2,25 Minuten pro Einheit, oder ungefähr 135 Sekunden pro Einheit
Die zusätzlichen 5 Sekunden pro Einheit mögen gering erscheinen, doch bei vielen kurzen Produktionsläufen wirkt sich dies erheblich auf die verfügbare Kapazität aus. In Umgebungen mit hoher Produktvielfalt können häufige Umrüstungen 101 bis 301 TPS der geplanten Produktionszeit in Anspruch nehmen. Daher muss die Rüstzeit in der Zykluszeit des Arbeitsauftrags berücksichtigt werden.
Prozesszykluszeit vs. Arbeitsauftragszykluszeit
Prozesszykluszeit zeigt Ihnen an, wie lange ein einzelner Vorgang dauert, sobald der Auftrag stabil läuft. Arbeitsauftragszykluszeit Zeigt Ihnen an, wie viel Zeit die Bestellung tatsächlich in Anspruch nimmt, einschließlich Einrichtung und anderer Aktivitäten auf Bestellebene.
In unserem Beispiel beträgt die Zykluszeit auf Prozessebene 130 Sekunden, während der durchschnittliche Arbeitsauftragswert 135 Sekunden beträgt. Verwenden Sie den Wert auf Prozessebene, wenn Sie den Personaleinsatz ausgleichen oder Maschinen miteinander vergleichen. Wenn Sie hingegen Fertigstellungstermine schätzen, begrenzte Kapazitäten einplanen oder realistische Produktionsraten angeben, verwenden Sie den Wert aus dem Arbeitsauftrag.
Auswahl der richtigen Dateneingaben
Zykluszeitdaten sind nur dann sinnvoll, wenn alle Teams dieselben Start- und Stoppereignisse erfassen. In den meisten Produktionshallen beziehen die Teams ihre Daten aus Maschinensignalen, Bedienerprotokollen, MES-Aufzeichnungen oder manuellen Produktionsblättern. Wichtig ist dabei nicht nur die Datenquelle, sondern auch… Konsistenz.
Im CNC-Beispiel sind gängige Zeitstempel die Auftragsstartzeit, das erste Gutteil, das letzte Gutteil und die Auftragsfertigstellung. Misst ein Vorgesetzter die Zeit vom ersten bis zum letzten Gutteil, während ein anderer die Zeit vom Bediener-Login bis zum Palettenschluss misst, sind die gemeldeten Fertigungszykluszeiten nicht vergleichbar. Hier kommt es auch vor, dass Teams Zykluszeit und Taktzeit fälschlicherweise verwechseln, obwohl der Takt eine bedarfsorientierte Kennzahl und keine beobachtete Prozessdauer ist.
Eine praktische Regel ist, die Ereignisgrenzen vor Beginn der Berichterstellung festzulegen. Für die Prozessanalyse verwenden Sie wiederholbare Ereignisse wie Ladebeginn bis Entladeabschluss. Für die Auftragsanalyse verwenden Sie auftragsbezogene Ereignisse wie Rüstbeginn bis Fertigstellung der Endmenge. Dadurch bleibt die Kennzahl an eine reale Managemententscheidung gekoppelt.
Ein einfacher Durchschnittswert im Vergleich zu einer realistischeren Produktionsberechnung
Ein einfacher Durchschnittswert genügt, wenn der Prozess stabil ist, die Produktionsdauer lang und die Rüstkosten im Verhältnis zum Output vernachlässigbar sind. Dies ist typisch für dedizierte Produktionslinien, die über Stunden oder Tage dieselbe Artikelnummer fertigen. In diesem Fall liefert die Gesamtlaufzeit geteilt durch die Gesamtstückzahl eine zuverlässige Grundlage für die Kapazitätsplanung.
Eine realistischere Berechnung der Produktionszykluszeit ist erforderlich, wenn die Produktionsumgebung Kleinserien, häufige Modellwechsel, manuelle Eingriffe, Inspektionen oder Freigabeschritte zwischen den Chargen umfasst. In diesen Fällen führt das Ausklammern von Rüst-, Be- und Entladezeiten sowie der Freigabe des ersten Teils zu einer irreführend niedrigen Zykluszeit. Die Folge sind in der Regel ineffiziente Produktionspläne, überschätzte Kapazitäten und vermeidbare Beschleunigungen.
Bei einem CNC-Auftrag könnte eine einfache Maschinenansicht 95 Sekunden anzeigen. Eine prozessorientierte Ansicht zeigt 130 Sekunden an. Eine Arbeitsauftragsplanungsansicht zeigt 135 Sekunden an. Keine dieser Zahlen ist falsch; sie beantworten lediglich unterschiedliche operative Fragen.
Verwenden Sie beide Nummern, aber beschriften Sie sie deutlich.
Die effizientesten Produktionsanlagen verwenden nicht für jeden Anwendungsfall eine einheitliche Zykluszeit. Stattdessen pflegen sie eine standardisierte Namenskonvention, wie z. B. Netto-Prozesszykluszeit, beobachtete Zykluszeit und durchschnittliche Zykluszeit pro Arbeitsauftrag. Dadurch werden spätere Verwechslungen vermieden, wenn Teams die Leistung verschiedener Produkte, Schichten oder Maschinen vergleichen.
Diese Vorgehensweise erleichtert auch spätere Zykluszeitverkürzungen erheblich. Wenn Ihre Ausgangsbasis bereits Bearbeitungszeit, Handhabungs- und Rüstzeit trennt, erkennen Sie sofort, wo Verbesserungen möglich sind, anstatt über die Berechnungen zu diskutieren. Kurz gesagt: Die Berechnung ist nicht nur eine technische Übung, sondern die Grundlage für eine bessere Terminplanung, Personaleinsatzplanung und die Umsetzung von Verbesserungsmaßnahmen.
Der Grund für die langen Durchlaufzeiten in der Fertigungshalle
Nach der Definition und Berechnung der Zykluszeit, Die nächste Herausforderung besteht darin, die Ursachen für die unerwartet lange Durchlaufzeit zu finden. In den meisten Werken ist die Antwort nicht eine einzelne langsame Maschine. Lange Fertigungszykluszeiten entstehen in der Regel durch eine Kette kleiner Verzögerungen im Materialfluss, bei den Mitarbeitern, den Anlagen, der Qualitätssicherung und den Entscheidungsprozessen. Deshalb können zwei Linien mit ähnlicher Nenngeschwindigkeit sehr unterschiedliche Produktionsleistungen pro Schicht erbringen.
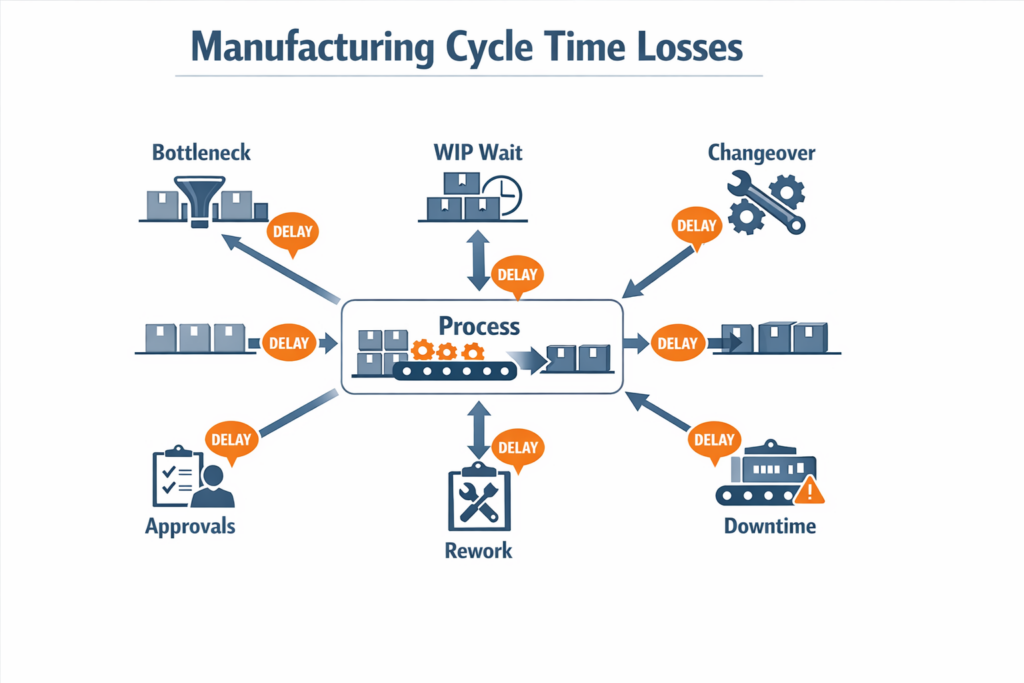
Engpässe und ungleichmäßige Linienverteilung
A Engpass Die Geschwindigkeit einer Station bestimmt das Tempo des gesamten Prozesses, selbst wenn vorgelagerte Maschinen auf dem Papier schnell erscheinen. Läuft eine Station dauerhaft langsamer als die anderen, staut sich der unfertige Bestand (WIP) davor, die Bediener warten dahinter, und der gesamte Produktionszyklus dehnt sich weit über die theoretische Maschinenleistung hinaus aus. Dies ist ein Grund, warum Teams, die sich nur auf die Nenndrehzahl der Maschinen konzentrieren, oft die eigentliche Ursache für einen schlechten Produktionsfluss übersehen.
In einem Automobilzulieferwerk beispielsweise kann das Stanzen eines Teils innerhalb von Sekunden abgeschlossen sein, doch ein langsamerer Prüf- oder Schweißprozess kann die Fertigungslinie ausbremsen. Die Folge sind wachsende Warteschlangen, mehr Handhabung und eine längere Zeitspanne von der Freigabe bis zum fertigen Produkt. In der Praxis kann eine Station ihren eigenen kurzen Maschinenzyklus erreichen, dennoch verfehlt die Gesamtlinie den Takt, da der Engpass den Output bestimmt.
Wartezeiten, Verzögerungen bei der unfertigen Produktion und Verzögerungen bei der Materialhandhabung
Überschuss In Arbeit Die Wartezeit wird oft als Schutzmaßnahme betrachtet, verschleiert aber häufig instabile Produktionsabläufe und verlängert die Wartezeiten zwischen den Arbeitsgängen. Ein Produkt verbringt unter Umständen nur wenige Minuten in der Bearbeitung und deutlich länger in Regalen, auf Paletten oder in Bereitstellungszonen. In vielen Fabriken nimmt diese Wartezeit einen größeren Anteil der gesamten Produktionszeit ein als die eigentliche Bearbeitungszeit.
Die Elektronikmontage ist ein typisches Beispiel. Platinen werden zwar schnell bedruckt und bestückt, müssen dann aber aufgrund begrenzter Kapazitäten für Vorrichtungen, Techniker oder Freigabe in einer Warteschlange warten, bevor sie getestet werden. Die Linie wirkt zwar ausgelastet, doch der gesamte Produktionszyklus verlängert sich, da das Material chargenweise transportiert wird und auf die nächste verfügbare Ressource wartet.
Umstellungen und Small-Stop-Verluste
Häufig Umrüstungen Dies kann die Zykluszeit erheblich verlängern, insbesondere in der Fertigung mit hoher Produktvielfalt. Selbst wenn die geplante Umrüstung nur 10 bis 20 Minuten dauert, ist der tatsächliche Verlust oft höher, da er die Linienfreigabe, die Erststückprüfung, die Parameteranpassung und die Instabilität beim Wiederanlauf umfasst. Bei einer ungünstigen Artikelreihenfolge können diese wiederholten Unterbrechungen einen erheblichen Teil der verfügbaren Zeit in Anspruch nehmen.
Auch kurze Stillstände sind wichtig. Eine Produktionslinie, die aufgrund von Sensorfehlern, Etikettenstaus oder Materialengpässen wiederholt 30 bis 60 Sekunden verliert, mag in Berichten keine dramatischen Ausfallzeiten aufweisen, doch die kumulativen Auswirkungen können erheblich sein. In vielen diskreten Produktionsanlagen tragen diese kurzen Unterbrechungen stärker zu langen Zykluszeiten bei als größere Störungen.
Ungeplante Ausfallzeiten und Wartungsmaßnahmen
Geräteausfälle nehmen zu Zykluszeit Dies geschieht auf zwei Arten: Die Maschine stellt die Produktion ein, und der nachgelagerte Produktionsfluss wird nach dem Neustart instabil. Die Wiederherstellung umfasst häufig Ausschussprüfungen, die Neuausrichtung der Arbeitskräfte und die Beseitigung von Rückständen in der Fertigung, was bedeutet, dass der Verlust auch nach dem Wiederanlaufen der Maschine anhält. Daher sollten Ausfallzeiten und Zykluszeiten gemeinsam und nicht in separaten Berichten analysiert werden.
Nacharbeit, Qualitätssperren und Prüfwarteschlangen
Eine geringe Ausbeute im ersten Produktionsdurchgang verlängert die Zykluszeit, da dieselbe Einheit mehrfach Kapazität beansprucht. Nacharbeit, Nachbearbeitungsprozesse und zusätzliche Prüfungen verursachen zusätzliche Zeit, die in einer einfachen Ausstoßzählung kaum sichtbar ist. Branchenüblichen Benchmarks zufolge können die versteckten Fabrikkosten aufgrund mangelnder Qualität bis zu 15% bis 20% Bei einigen Produktionsumgebungen führt dies zu Umsatzeinbußen, und ein Teil dieser Kosten schlägt sich direkt in längeren Vorlaufzeiten und Zykluszeiten nieder.
In einer Elektronikfabrik kann ein fehlgeschlagener Funktionstest dazu führen, dass eine Charge zur Nachbearbeitung der Lötstellen zurückgeschickt, erneut getestet und anschließend in einen Wartebereich zur weiteren Bearbeitung durch die Technikabteilung verschoben wird. Die Maschinenlaufzeit mag sich nicht ändern, die tatsächliche Zykluszeit verlängert sich jedoch, da das Produkt in der Ausnahmebehandlung feststeckt. Dies verdeutlicht, dass die Produktionszykluszeit häufig nicht nur von der Produktionsgeschwindigkeit, sondern auch von Reibungsverlusten im Qualitätssystem abhängt.
Genehmigungen, Übergaben und Schichtübergänge
Die längsten Verzögerungen in der Fertigung sind oft administrativer Natur und nicht technischer Natur. Wartezeiten auf die Erstmusterfreigabe, die Genehmigung von Abweichungen, die Freigabe für Wartungsarbeiten oder die Bestätigung durch den Vorgesetzten können dazu führen, dass Material stillsteht, selbst wenn Bediener und Maschinen bereit sind. Solche Verzögerungen treten besonders häufig in regulierten Umgebungen oder solchen mit hoher Produktvielfalt auf, wo Entscheidungen nicht standardisiert sind.
Schichtübergaben haben einen ähnlichen Effekt. Werden Stillstandsereignisse, Materialengpässe oder unvollständige Arbeitsaufträge mündlich oder schriftlich weitergegeben, muss die nachfolgende Schicht unter Umständen 15 bis 30 Minuten lang den Status überprüfen, bevor die Produktion wieder aufgenommen werden kann. Über einen Monat hinweg können diese routinemäßigen Übergabeverluste die Zykluszeit genauso stark beeinträchtigen wie eine kleine Anlagenmodernisierung.
Das wichtigste Diagnoseprinzip
Steigt Ihre Durchlaufzeit, gehen Sie nicht automatisch davon aus, dass der Prozess selbst langsamer geworden ist. Oftmals sind die wahren Ursachen Warteschlangen, Unterbrechungen, Nachbearbeitungsschleifen und Verzögerungen bei Entscheidungen im Prozessablauf. Im nächsten Schritt gilt es, diese Verluste durch eine verbesserte Durchlaufzeiterfassung sichtbar zu machen, damit Teams die tatsächliche Bearbeitungszeit von vermeidbaren Wartezeiten unterscheiden und gezielt gegensteuern können.
Wie Sie die Zykluszeit durch besseres Tracking und Workflow-Steuerung verkürzen können
Standardisieren Sie die von Ihnen erfassten Zeitstempel.
Man kann das nicht verbessern Zykluszeit Wenn verschiedene Teams Start- und Endpunkte unterschiedlich definieren, muss zunächst genau festgelegt werden, welche Ereignisse in die Produktionszykluszeit einfließen: Auftragsfreigabe, Materialbereitstellung, Rüstvorgang abgeschlossen, Beginn des ersten Teils, Arbeitsgang abgeschlossen, Qualitätskontrolle beendet und Auftragsabschluss. Wenn ein Vorgesetzter die Wartezeit miteinbezieht und ein anderer sie ausschließt, wird die gemeldete Zykluszeit unzuverlässig, selbst wenn die Formel zur Berechnung der Zykluszeit korrekt ist.
In der Praxis sollten Produktionsbetriebe Zeitstempelregeln prozessfamilienspezifisch dokumentieren, anstatt sich auf informelle Gewohnheiten in der Fertigung zu verlassen. Eine CNC-Zelle, eine SMT-Linie und eine manuelle Montagestation benötigen oft unterschiedliche Zeitstempellogiken, da Be- und Entladezeitpunkte sowie Prüfpunkte nicht identisch sind. Dies beugt späteren Missverständnissen vor, wenn Teams Zykluszeiten nach Maschine, Schicht oder Artikelnummer vergleichen und fälschlicherweise annehmen, die Daten seien unter denselben Bedingungen erfasst worden.
Zykluszeitdaten an der Quelle erfassen
Manuelle Aktualisierungen am Schichtende sind einer der Hauptgründe für das Scheitern der Zykluszeiterfassung. Maschinenbediener, Linienführer und Techniker sollten Arbeitsvorgänge erfassen, idealerweise über mobile Formulare, Tablets an den Arbeitsplätzen, Barcode-Scans oder maschinengebundene Auslöser. Echtzeitaufnahme Verringert fehlende Einträge und erleichtert die Trennung der tatsächlichen Bearbeitungszeit von Wartezeiten, Stillständen und Nachbearbeitungsschleifen.

Die größten Optimierungspotenziale bei der Zykluszeit liegen oft außerhalb der reinen Maschinenlaufzeit. In vielen Fabriken können die Bediener zwar angeben, dass ein Presszyklus 40 Sekunden dauert, aber sie können nicht aufzeigen, wie viel zusätzliche Zeit durch Wartezeiten auf Material, Qualitätsfreigabe, Werkzeugbestätigung oder Wartungsunterstützung verloren geht. Daten auf Quellenebene schließen diese Lücke und geben Produktionsleitern Handlungsempfehlungen während der Schicht, nicht erst nach dem Monatsabschluss.
Verfolge den Arbeitsfortschritt zwischen den Schritten, nicht nur das Ergebnis.
Eine Produktionslinie kann ihr stündliches Produktionsziel erreichen und dennoch eine schlechte Zykluszeitleistung verbergen, wenn sich zwischen den Arbeitsgängen unfertige Erzeugnisse anhäufen. WIP-Verfolgung Die Grafik zeigt, wo Einheiten Wartezeiten verbringen, was oft wichtiger ist als die Geschwindigkeit einer einzelnen Maschine. Littles Gesetz ist hier eine hilfreiche Erinnerung: Mit steigendem WIP (Work in Progress) steigt in der Regel auch die durchschnittliche Durchlaufzeit, sofern der Durchsatz nicht proportional verbessert wird.
Ein einfaches Beispiel ist eine Montagelinie in der Automobilindustrie, wo durch Stanzen die Teile schnell fertiggestellt werden, während sie vor dem nächsten Arbeitsgang geschweißt werden. Die Ausbringungsmenge mag am Ende des Tages akzeptabel erscheinen, doch die tatsächliche Produktionszykluszeit verlängert sich, da die Teile stundenlang in Warteschlangen liegen. Die Erfassung der Wartezeiten zwischen den Prozessschritten macht den Engpass sichtbar und hilft dem Team, die Zykluszeit durch Lastausgleich, kleinere Losgrößen oder optimierte Versandregeln zu reduzieren.
Zykluszeit der Segmente nach Schicht, Artikelnummer und Maschine
Durchschnittswerte verschleiern operative Schwankungen. Betrachtet man nur eine einzige Zykluszeit, übersieht man möglicherweise, dass die Linie 2 in der Nachtschicht bei Artikeln mit hoher Produktvielfalt 18% langsamer läuft oder dass eine Maschinenfamilie bei Standardaufträgen gut funktioniert, nach Produktwechseln jedoch Probleme hat. Die Segmentierung der Zykluszeit nach Schicht, Produktcode, Maschine, Bedienerteam oder Auftragsart macht aus einer allgemeinen Kennzahl ein praktisches Managementinstrument.
Eine Produktionslinie kann im Durchschnitt den Takt einhalten, während bestimmte Artikel oder Schichten wiederholt die zulässigen Zyklusgrenzen überschreiten. Segmentierte Berichte helfen Ihnen zu erkennen, ob das Problem in der Personaleinsatzplanung, der Rüstdisziplin, der Materialbereitstellung, dem Wartungszustand oder der Ablaufplanung liegt.
Gründe für die Verzögerung bei der Datenkennzeichnung, damit die Daten nutzbar werden
Zykluszeitdaten ohne Ursachencodes führen oft zu Spekulationen. Wenn ein Arbeitsgang sein Ziel überschreitet, sollte das System eine gekennzeichnete Ursache wie Materialmangel, Werkzeugwechsel, ungeplante Stillstandszeiten, Verzögerung der Erststückfreigabe, Nacharbeit, Abwesenheit eines Bedieners oder Wartezeit auf einen Gabelstapler anfordern. Werke, die strukturierte Verzögerungscodes verwenden, verbessern sich in der Regel schneller, da sie chronische Verluste von Einzelereignissen unterscheiden können.
Korrekturmaßnahmen auslösen, wenn Schwellenwerte überschritten werden
Eine effektive Zykluszeiterfassung sollte nicht mit der Meldung enden. Sobald die Zykluszeit einen vordefinierten Schwellenwert überschreitet, sollte die nächste Aktion automatisch erfolgen: Benachrichtigung des Linienleiters, Erstellung eines Wartungstickets, Meldung eines Materialmangels oder Anforderung einer Vorgesetztenprüfung, bevor der Auftrag weiterbearbeitet wird. Dadurch wird der Kreislauf zwischen Messung und Reaktion geschlossen – ein Punkt, an dem viele tabellenkalkulationsbasierte Systeme versagen.
Ein praktischer Ansatz besteht darin, Schwellenwertregeln prozess- und produktfamilienspezifisch festzulegen, anstatt einen einheitlichen, anlagenweiten Auslöser zu verwenden. Ein Bearbeitungszentrum mit stabilen, wiederkehrenden Aufträgen kann einen strengen Schwellenwert rechtfertigen, während ein Montagebereich mit gemischten Modellen möglicherweise größere Regelbereiche und andere Eskalationswege benötigt. Ziel ist es nicht, mehr Warnmeldungen zu erzeugen, sondern schneller in die Verluste einzugreifen, die Durchsatz und Liefertreue wesentlich beeinträchtigen.
Ersetzen Sie die Tabellenkalkulationsverfolgung durch einen digitalen Workflow
Sobald die Anlage über klare Zeitstempelregeln, WIP-Checkpoints, Segmentierungslogik und Verzögerungscodes verfügt, besteht die nächste Herausforderung in der Ausführungsdisziplin. In dieser Phase bietet sich eine No-Code-Plattform wie beispielsweise an. Jodoo kann Betriebsteams dabei unterstützen, tabellenkalkulationsbasierte Datenerfassung durch digitale Formulare, Echtzeit-Dashboards und Workflow-Regeln zu ersetzen, die dem tatsächlichen Produktionsprozess entsprechen. Anstatt darauf zu warten, dass Vorgesetzte Daten manuell zusammenstellen, können Teams Start-/Stopp-Ereignisse direkt an der Quelle erfassen, Engpässe nach Linie oder Artikelnummer visualisieren und ungewöhnliche Verzögerungen sofort an die zuständige Stelle weiterleiten.
Ein Elektronikwerk kann beispielsweise Folgendes nutzen: Jodoo Die Bediener können so beim Start der Einrichtung einen Arbeitsauftrag scannen, die Freigabe des ersten Teils protokollieren, Stoppgründe bei Unterbrechungen erfassen und jeden Arbeitsgang direkt am Band über ein Tablet abschließen. Überschreitet die Zykluszeit den Zielwert für die jeweilige Artikelnummer, kann Jodoo einen Workflow auslösen, der Produktion und Instandhaltung benachrichtigt, Folgemaßnahmen zuweist und ein Dashboard für Schichtleiter in Echtzeit aktualisiert. Dadurch erhalten Manager eine praktische Möglichkeit, ohne aufwändige individuelle Anpassungen von passivem Reporting zu einer kontinuierlichen Reduzierung der Zykluszeit überzugehen.
Fazit: Zykluszeitanalyse in kontinuierliche Verbesserung umwandeln
Zykluszeit Wertvoll wird es erst, wenn Ihr Team eine klare Definition verwendet, die richtige Formel auf der richtigen Ebene anwendet und auf Verzögerungen reagiert, bevor diese zur Normalität werden. In der Praxis bedeutet das, Zykluszeit von Taktzeit und Durchlaufzeit zu trennen, sie einheitlich nach Prozess oder Auftrag zu berechnen und lange Zykluszeiten auf tatsächliche Ursachen wie Wartezeiten, Nacharbeit, Stillstandszeiten, Umrüstungen oder Genehmigungslücken zurückzuführen. Für Produktions- und Werksleiter geht es nicht nur um ein besseres Reporting, sondern um schnellere und wiederholbare Entscheidungen in der Fertigung.
Deshalb kombinieren die wirksamsten Maßnahmen zur Zykluszeitoptimierung Messung mit optimierten Arbeitsabläufen. Wenn die Bediener die Zeitstempel direkt am Entstehungsort erfassen, können Vorgesetzte die Leistung nach Schicht, Maschine, Artikelnummer oder Auftrag segmentieren und deutlich früher auf ungewöhnliche Entwicklungen reagieren. Werke, die diesen geschlossenen Regelkreis implementieren, verbessern in der Regel sowohl die Produktionsstabilität als auch die Effizienz. OEE, Da Zykluszeitverluste oft direkt mit versteckten Stillständen und Prozessschwankungen zusammenhängen.
Wenn Sie diesen Prozess ohne aufwändige individuelle Entwicklung digitalisieren möchten, Jodoo Bietet Ihnen eine praktische, codefreie Möglichkeit, Zykluszeiterfassungsformulare, Workflows zur Ermittlung von Verzögerungsgründen, Echtzeit-Dashboards und Eskalationswarnungen für Ihren bestehenden Produktionsprozess zu erstellen. Sie können Kostenlose Testversion starten oder Demo buchen Um herauszufinden, wie Jodoo in den schlanken Produktionsablauf Ihrer Fabrik passt.

