
เรียกดูตามหมวดหมู่
บทนำ: เหตุใดเวลาในการผลิตจึงมีความสำคัญในอุตสาหกรรมการผลิตสมัยใหม่
สายการผลิตอาจดูเหมือนจะบรรลุเป้าหมายผลผลิต แต่ก็ยังอาจส่งมอบสินค้าให้ลูกค้าไม่ทันเวลา หากเสียเวลามากเกินไปในขั้นตอนการประมวลผล การจัดการ การรอคอย หรือการส่งต่อ นั่นคือเหตุผลว่าทำไม เวลาวงจร เวลาในการผลิตต่อรอบ (cycle time) เป็นหนึ่งในตัวชี้วัดที่มีประโยชน์ที่สุดสำหรับผู้จัดการฝ่ายผลิต ผู้จัดการโรงงาน และวิศวกรอุตสาหกรรม กล่าวโดยง่าย เวลาในการผลิตต่อรอบคือเวลาที่ใช้ในการผลิตสินค้าหนึ่งหน่วย หนึ่งขั้นตอนการผลิต หรือหนึ่งกระบวนการผลิตที่กำหนดไว้ ภายใต้สภาวะปกติ.
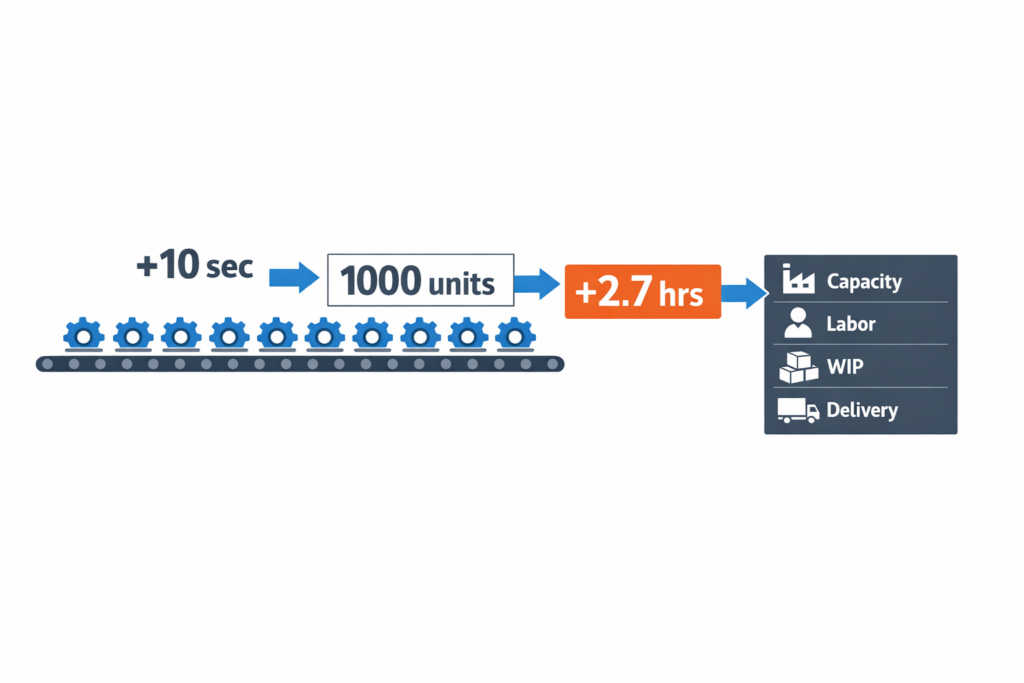
ตัวชี้วัดนี้มีความสำคัญ เพราะการสูญเสียเล็กน้อยสามารถสะสมได้อย่างรวดเร็ว ตัวอย่างเช่น กระบวนการที่เพิ่มเพียงแค่ 10 วินาที ต่อหน่วยสร้างเกือบ เพิ่มอีก 2.7 ชั่วโมง เวลาในการผลิตที่มากกว่า 1,000 หน่วยต่อกะการทำงานนั้น ส่งผลกระทบโดยตรงต่อกำลังการผลิต การใช้แรงงาน สินค้าคงคลังระหว่างการผลิต และการส่งมอบตรงเวลา แตกต่างจากตัวชี้วัดประสิทธิภาพหลัก (KPI) ทั่วไป เวลาในการผลิตจะชี้ให้เห็นว่าประสิทธิภาพเปลี่ยนแปลงไปที่จุดใด: ที่เครื่องจักร สถานี เซลล์ หรือใบสั่งงาน.
ในบทความนี้ คุณจะได้เห็นว่า... เวลาวงจร หมายถึงในกระบวนการผลิต วิธีการใช้งาน สูตรเวลาวงจร, และวิธีการคำนวณทั้งในระดับกระบวนการและระดับใบสั่งงาน นอกจากนี้เราจะเปรียบเทียบกับ เวลาแทคท์ และระยะเวลานำส่ง จากนั้นจึงอธิบายวิธีการปฏิบัติเพื่อลดระยะเวลานำส่ง สำหรับโรงงานหลายแห่ง การติดตามเวลาการผลิตที่แม่นยำเป็นสิ่งที่ทำให้การผลิตแบบลีนสามารถนำไปใช้ได้จริงในระดับกะ ระดับสายการผลิต และระดับใบสั่งงาน.
เวลาในการผลิตหมายถึงอะไรในกระบวนการผลิต
กำหนดเวลาวงจรให้แม่นยำ
ในภาคการผลิต, เวลาวงจร คือเวลาที่ต้องใช้ในการผลิตหนึ่งหน่วย หนึ่งขั้นตอนการผลิต หรือหนึ่งการดำเนินงาน ภายใต้เงื่อนไขที่กำหนด วลีสำคัญคือ “ภายใต้เงื่อนไขที่กำหนดไว้”เพราะตัวเลขนั้นขึ้นอยู่กับว่าคุณเริ่มนับเวลาจากจุดไหน หยุดนับจากจุดไหน และรวมเวลาในการจัดการ การรอคอย หรือการเปลี่ยนงานหรือไม่ หากทีมของคุณไม่ได้กำหนดขอบเขตเหล่านั้นอย่างชัดเจน สายการผลิตเดียวกันอาจปรากฏว่ามีเวลาการทำงานที่แตกต่างกันสามแบบในรายงานสามฉบับที่แตกต่างกัน.
สำหรับการใช้งานจริงในโรงงาน เวลาของรอบการผลิตมักจะตอบคำถามข้อใดข้อหนึ่งจากสองข้อต่อไปนี้: แต่ละขั้นตอนใช้เวลานานเท่าไหร่? หรือ โฮโดยปกติแล้วสินค้าสำเร็จรูปหนึ่งชิ้นจะออกมาบ่อยแค่ไหน? นั่นคือเหตุผลที่สูตรคำนวณเวลาวงจรมีความสำคัญ แต่จะสำคัญก็ต่อเมื่อทีมตกลงกันได้แล้วว่าจุดเหตุการณ์ใดที่ต้องการวัดผล หากไม่มีข้อตกลงนั้น การเปรียบเทียบระหว่างกะการทำงาน เครื่องจักร และ SKU ต่างๆ จะทำให้เกิดความเข้าใจผิดได้.
เวลาในการผลิตแต่ละรอบไม่ได้หมายความว่าอย่างไร
โดยทั่วไปแล้ว เวลาในการผลิต (Cycle time) มักถูกใช้เป็นคำรวมๆ สำหรับความเร็ว แต่จริงๆ แล้วมันไม่เหมือนกับตัวชี้วัดประสิทธิภาพ (KPI) ที่วัดจากเวลาทุกตัวในกระบวนการผลิต สายการผลิตอาจมีเวลาการทำงานของเครื่องจักรสั้น แต่เวลาในการผลิตโดยรวมอาจยาวนานได้ หากผู้ปฏิบัติงานต้องรอวัสดุ การตรวจสอบคุณภาพ หรือการเคลื่อนย้ายรถยก ในทำนองเดียวกัน ใบสั่งงานอาจมีเวลาในการผลิตที่ยอมรับได้ แต่ประสิทธิภาพการส่งมอบโดยรวมอาจไม่ดี เนื่องจากเวลาในการรอคิวและความล่าช้าในการกำหนดตารางเวลาอยู่นอกเหนือขั้นตอนที่วัดได้.
นี่คือจุดเริ่มต้นของการตัดสินใจที่ผิดพลาดมากมาย หากผู้จัดการสับสนระหว่างเวลาในการผลิต (cycle time) กับเวลาในการนำส่ง (lead time) พวกเขาอาจลงทุนในอุปกรณ์ที่เร็วขึ้น ในขณะที่ปัญหาที่แท้จริงคือการรอคอยระหว่างการดำเนินงาน หากพวกเขาสับสน เวลาวงจร ด้วยเวลาการผลิตที่กำหนดไว้ พวกเขาอาจเชื่อว่ากระบวนการนั้นเป็นไปอย่างราบรื่นเพราะความต้องการต่ำ แม้ว่าสายการผลิตจะยังไม่เสถียรก็ตาม.
เวลาในการผลิตแต่ละรอบเทียบกับตัวชี้วัดการผลิตทั่วไปอื่นๆ
| เมตริก | สิ่งที่วัดได้ | การเริ่มต้น/หยุดทั่วไป | เหมาะสำหรับใช้งานกับ... | ข้อผิดพลาดที่พบบ่อย |
|---|---|---|---|---|
| เวลาวงจร | เวลาที่ใช้ในการดำเนินการหนึ่งหน่วยหรือหนึ่งขั้นตอน | ตั้งแต่เริ่มดำเนินการจนถึงสิ้นสุดการดำเนินการ หรือจากหน่วยงานที่เสร็จสมบูรณ์หนึ่งหน่วยไปยังหน่วยถัดไป | การประเมินความเร็วของกระบวนการ ความสมดุลของสายการผลิต และประสิทธิภาพการดำเนินงาน | การใช้งานโดยไม่ระบุว่ารวมถึงการรอหรือการจัดการหรือไม่ |
| เวลาแทคท์ | อัตราการผลิตที่จำเป็นเพื่อให้ตรงกับความต้องการของลูกค้า | ระยะเวลาการผลิตที่มีอยู่ ÷ ความต้องการของลูกค้า | การวางแผนกำลังการผลิตและการปรับความต้องการให้สอดคล้องกัน | ถือว่าเวลาการผลิต (takt time) คือประสิทธิภาพการทำงานจริง |
| ระยะเวลานำส่ง | ระยะเวลารวมทั้งหมดนับตั้งแต่การออกคำสั่งซื้อจนถึงการส่งมอบหรือการดำเนินการเสร็จสมบูรณ์ | ได้รับคำสั่งซื้อ/ส่งมอบให้ลูกค้า หรือคำสั่งซื้อเสร็จสมบูรณ์แล้ว | การบริการลูกค้า การวางแผน และการดำเนินการตามคำสั่งซื้อ | หากสมมติว่ารอบการผลิตสั้นลง ก็หมายความว่าระยะเวลานำส่งก็จะสั้นลงโดยอัตโนมัติ |
| เวลาดำเนินการ | ระยะเวลารวมที่ชิ้นส่วนเคลื่อนที่ผ่านกระบวนการผลิต รวมถึงระยะเวลารอคอย | ตั้งแต่เริ่มเข้าสู่กระบวนการผลิตจนถึงสิ้นสุดกระบวนการผลิต | การวิเคราะห์กระบวนการทำงานแบบครบวงจรและการวินิจฉัยสินค้าคงคลังระหว่างการผลิต | เข้าใจผิดว่าเป็นเพียงเวลาในการประมวลผลเท่านั้น |
| เวลาเครื่องจักร | เครื่องย้อนเวลาทำงานอยู่บนชิ้นส่วนนั้น | เครื่องมือเริ่มหยุดทำงาน | การใช้ประโยชน์จากอุปกรณ์และวิศวกรรมกระบวนการ | โดยไม่คำนึงถึงการจัดการด้วยตนเอง การตั้งค่า และการสูญเสียในคิว |
เวลาในการผลิตแต่ละรอบเทียบกับเวลาในการผลิตต่อรอบ
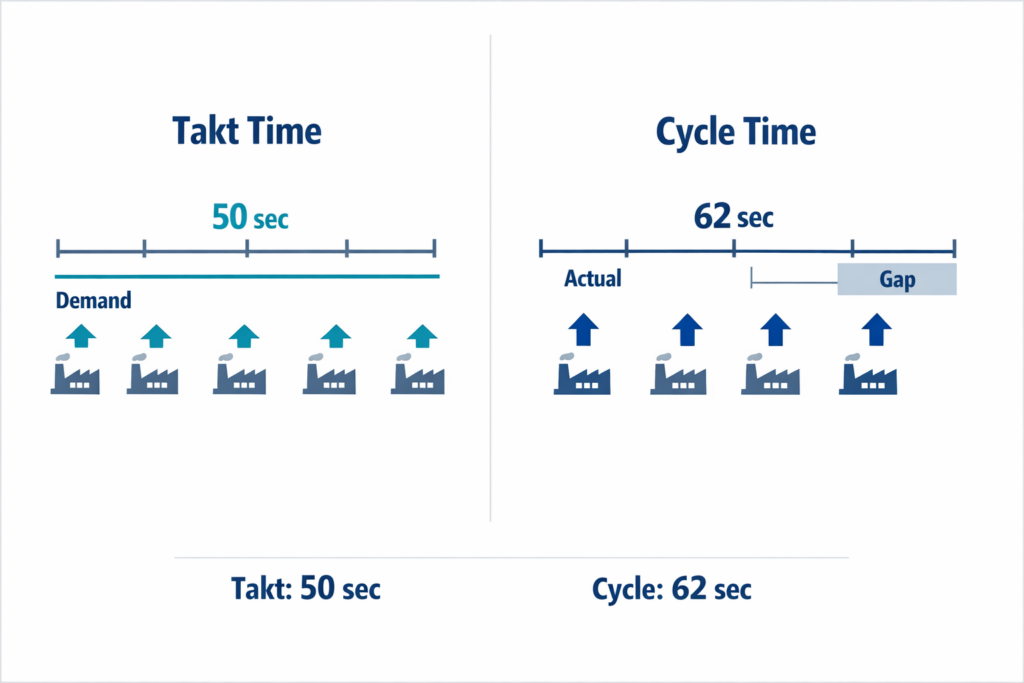
การเปรียบเทียบระหว่าง เวลาวงจร และ เวลาแทคท์ Takt time เป็นหนึ่งในตัวชี้วัดที่สำคัญที่สุดในกระบวนการผลิตแบบลีน Takt time บอกคุณถึงอัตราที่ความต้องการต้องการ ในขณะที่ Cycle time บอกคุณถึงอัตราที่กระบวนการของคุณทำได้จริง อย่างหนึ่งคืออัตราเป้าหมาย อีกอย่างหนึ่งคือผลการดำเนินงานที่วัดได้.
หากเวลาในการผลิตต่อหน่วย (takt time) คือ 50 วินาที และเวลาในการผลิตจริง (cycle time) คือ 62 วินาที สายการผลิตจะไม่สามารถผลิตได้ทันความต้องการหากไม่มีการทำงานล่วงเวลา เพิ่มกำลังการผลิต หรือเปลี่ยนแปลงกระบวนการ หากเวลาในการผลิตจริงคือ 40 วินาที ก็ไม่ได้หมายความว่ากระบวนการนั้นมีประสิทธิภาพเสมอไป เพราะผลผลิตที่มากเกินไปก็ยังสามารถทำให้เกิดการผลิตเกินความต้องการ สินค้าคงคลังระหว่างการผลิตสูงขึ้น และความไม่สมดุลในขั้นตอนต่อไปได้ ดังนั้น ในการตัดสินใจเลือกระหว่างเวลาในการผลิตต่อหน่วย (cycle time) กับเวลาในการผลิตต่อหน่วย (takt time) คำถามที่แท้จริงไม่ใช่ว่าอันไหนดีกว่า แต่เป็นการพิจารณาว่าประสิทธิภาพการทำงานจริงสอดคล้องกับความต้องการหรือไม่.
ระยะเวลารอคอย ระยะเวลาการผลิต และเวลาการทำงานของเครื่องจักร: จุดที่ทีมงานมักสับสน
ระยะเวลานำส่ง กว้างกว่า เวลาวงจร เนื่องจากรวมถึงช่วงเวลาทั้งหมดที่เกิดขึ้นรอบ ๆ การสั่งซื้อ ไม่ใช่แค่ช่วงเวลาการดำเนินการเท่านั้น. เวลาดำเนินการ นอกจากนี้ยังครอบคลุมในวงกว้างกว่า แต่โดยทั่วไปจะเน้นไปที่ขั้นตอนการผลิตของชิ้นส่วน รวมถึงการรอคิว การขนส่ง และการรอคอยระหว่างขั้นตอนต่างๆ. เวลาของเครื่องจักร มีขอบเขตแคบกว่า เนื่องจากวัดเฉพาะเวลาการทำงานจริงของอุปกรณ์เท่านั้น.
ความแตกต่างนี้มีความสำคัญในโรงงานจริง เครื่องปั๊มขึ้นรูปอาจแสดงเวลาการทำงานของเครื่องจักร 18 วินาที ในขณะที่เวลาการทำงานที่วัดได้จริงในสายการผลิตคือ 30 วินาที หลังจากรวมเวลาในการโหลดและขนถ่ายแล้ว ชิ้นส่วนเดียวกันอาจใช้เวลาในการผลิตในโรงงานถึง 6 ชั่วโมง เนื่องจากต้องรอขั้นตอนการผลิตอื่นๆ และลูกค้าอาจต้องรอสินค้านานถึง 3 วัน เพราะการวางแผน การจัดกลุ่ม และการจัดส่งทำให้เกิดความล่าช้าเพิ่มขึ้น.
เหตุใดการกำหนดคำจำกัดความที่ชัดเจนจึงมีความสำคัญก่อนที่คุณจะนำตัวเลขไปใช้
เมื่อทีมต่างๆ ใช้คำศัพท์เหล่านี้ปะปนกัน ลำดับความสำคัญในการปรับปรุงก็จะบิดเบือนไป ฝ่ายวิศวกรรมอาจมุ่งเน้นไปที่การลดเวลาการทำงานของเครื่องจักร ในขณะที่หัวหน้างานฝ่ายผลิตกลับสูญเสียผลผลิตไปกับการรอวัสดุและช่องว่างระหว่างการส่งงาน ฝ่ายการเงินอาจขอให้ลดระยะเวลานำส่ง แต่ทีมงานฝ่ายผลิตรายงานเฉพาะเวลาของรอบการทำงานเท่านั้น ทำให้ทั้งสองฝ่ายคิดว่าอีกฝ่ายมองข้ามประเด็นสำคัญไป.
ดังนั้น ก่อนที่ทีมจะนำตัวเลขเหล่านี้ไปใช้ในการประชุม แดชบอร์ด หรือเป้าหมายการปรับปรุง พวกเขาควรระบุจุดเริ่มต้นและจุดสิ้นสุดสำหรับแต่ละตัวชี้วัดเสียก่อน เมื่อกำหนดคำจำกัดความเหล่านั้นแล้ว ข้อมูลก็จะสามารถนำไปใช้เปรียบเทียบกะการทำงาน ทำความเข้าใจความแปรปรวน และสนับสนุนงานลดระยะเวลาดำเนินการได้ ขั้นตอนต่อไปคือการคำนวณอย่างถูกต้องทั้งในระดับกระบวนการและระดับใบสั่งงาน.
วิธีการคำนวณเวลาวงจรที่ระดับกระบวนการและระดับใบสั่งงาน
เมื่อคุณมีนิยามที่ชัดเจนของการผลิตแล้ว เวลาวงจร, ขั้นตอนต่อไปคือการเลือกวิธีการคำนวณที่เหมาะสมสำหรับการตัดสินใจที่คุณต้องการทำ หัวหน้างานที่ตรวจสอบสถานีเดียวต้องการตัวเลขที่แตกต่างจากผู้จัดการฝ่ายผลิตที่ตรวจสอบใบสั่งงานทั้งหมด ในทางปฏิบัติ สูตรเวลาวงจรการผลิตจะเปลี่ยนแปลงเล็กน้อยขึ้นอยู่กับว่าคุณกำลังวัดการทำงานซ้ำหนึ่งครั้ง ศูนย์เครื่องจักรหนึ่งแห่ง หรือเวลาทั้งหมดที่ใช้ในการผลิตสินค้าเป็นล็อต การใช้ระดับการคำนวณที่ไม่ถูกต้องเป็นหนึ่งในสาเหตุที่ทำให้ทีมสับสนระหว่างเวลาวงจรการผลิตที่แท้จริงกับค่าเฉลี่ยโดยประมาณ.
สูตรคำนวณเวลาวงจรพื้นฐาน
ในระดับพื้นฐานที่สุด เวลาของวงจรคือ:
เฉลี่ย เวลาในการผลิตต่อรอบ = เวลาในการผลิตทั้งหมด ÷ จำนวนหน่วยที่ผลิตได้
สูตรนี้ใช้ได้ดีเมื่อคุณต้องการหาอัตราผลผลิตเฉลี่ยในช่วงการทำงานที่คงที่ เช่น ถ้าเซลล์บรรจุภัณฑ์ทำงาน 420 นาทีและผลิตได้ 210 ชิ้น เวลาเฉลี่ยต่อรอบจะอยู่ที่ 2 นาทีต่อหน่วย ซึ่งมีประโยชน์สำหรับการวางแผนระดับสูง การปรับสมดุลสายการผลิต และการตรวจสอบกำลังการผลิตอย่างรวดเร็ว แต่สูตรนี้ตั้งอยู่บนสมมติฐานว่าสภาวะการทำงานค่อนข้างคงที่.
ข้อจำกัดคือค่าเฉลี่ยนี้อาจซ่อนรายละเอียดการดำเนินงานไว้ หากเซลล์เดียวกันมีการหยุดชะงักสั้นๆ สองครั้ง การรอวัสดุ และการตั้งค่าเริ่มต้นที่ช้า ค่าเฉลี่ยก็ยังคงแสดง 2 นาทีต่อหน่วย แม้ว่าพฤติกรรมของกระบวนการที่แท้จริงจะไม่เสถียรก็ตาม นั่นเป็นเหตุผลที่ทีมผลิตมักคำนวณเวลาวงจรทั้งในขั้นตอนการผลิตและการดำเนินการจริง ระดับกระบวนการ และ ระดับใบสั่งงาน.
ตัวอย่างการใช้งาน: ใบสั่งงานกลึง CNC
สมมติว่าโรงงานแห่งหนึ่งผลิตตัววาล์วอะลูมิเนียม 500 ชิ้นโดยใช้เครื่องจักรกลซีเอ็นซี สำหรับแต่ละชิ้น พนักงานจะโหลดชิ้นงานหล่อดิบ เริ่มรอบการทำงาน รอจนกว่าการตัดเฉือนจะเสร็จสิ้น นำชิ้นงานออกจากเครื่อง และวางลงในชั้นวางสำหรับขั้นตอนต่อไป ในช่วงเริ่มต้นของคำสั่งซื้อ ทีมงานจะทำการตรวจสอบการตั้งค่าและการชดเชยเครื่องมือ ก่อนที่จะปล่อยชิ้นงานที่ยอมรับได้ชิ้นแรกออกมา.
ตัวอย่างนี้ช่วยให้คุณเห็นว่าคณิตศาสตร์เปลี่ยนแปลงไปอย่างไรตามบริบท ตัวเลขระดับเครื่องจักรช่วยให้คุณเข้าใจการทำงานจริง ในขณะที่ตัวเลขใบสั่งงานแสดงให้เห็นถึงสิ่งที่การวางแผนการผลิตประสบจริง ทั้งสองแบบถูกต้อง แต่ตอบคำถามที่แตกต่างกัน.
เวลาวงจรระดับกระบวนการ: การดำเนินการซ้ำหนึ่งครั้ง
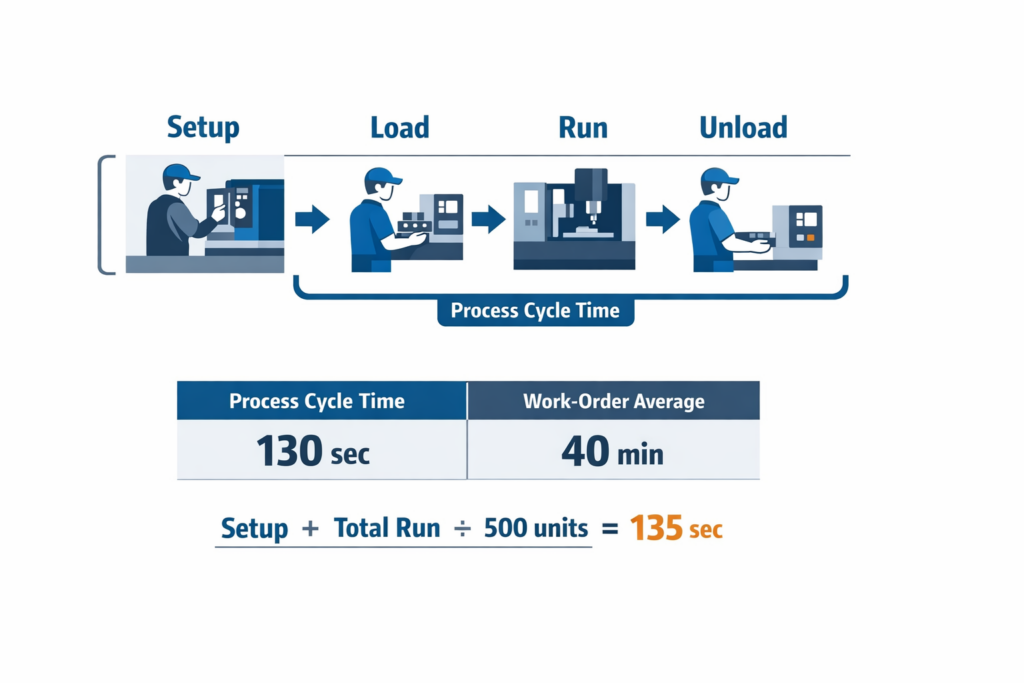
หากคุณต้องการวัดกระบวนการผลิตโดยตรง คุณมักจะเน้นที่เวลาที่ใช้ซ้ำได้ต่อหน่วยภายใต้สภาวะการทำงานปกติ สมมติว่ารอบการทำงานที่สังเกตได้หนึ่งรอบประกอบด้วย:
- โหลดชิ้นส่วนดิบ: 20 วินาที
- ระยะเวลาการทำงานของเครื่อง: 95 วินาที
- ขนถ่ายชิ้นส่วนที่ผลิตเสร็จแล้ว: 15 วินาที
เวลาวงจรระดับกระบวนการคือ:
20 + 95 + 15 = 130 วินาทีต่อหน่วย
นี่มักเป็นรูปแบบที่ใช้งานได้จริงที่สุดของสูตรคำนวณเวลาวงจรสำหรับการออกแบบสถานีและการวิเคราะห์งานมาตรฐาน สูตรนี้จะรวมเวลาสัมผัสของผู้ปฏิบัติงานบวกกับเวลาของเครื่องจักรสำหรับชิ้นงานที่เสร็จสมบูรณ์หนึ่งชิ้น ซึ่งมีประโยชน์มากกว่าการพึ่งพาเฉพาะเวลาการทำงานของเครื่องจักรเพียงอย่างเดียว หากคุณไม่รวมการโหลดและการขนถ่าย คุณจะต้องรายงาน 95 วินาที, แต่การกล่าวเช่นนั้นจะเป็นการประเมินอัตราการผลิตที่แท้จริงของสถานีต่ำเกินไป.
ควรเริ่มขั้นตอนการตั้งค่าและการเปลี่ยนอุปกรณ์เมื่อใด
ทีนี้ลองมาดูใบสั่งงานเดียวกันจากมุมมองของผู้วางแผนบ้าง ก่อนเริ่มการผลิตชิ้นส่วน 500 ชิ้น ทีมงานใช้เวลา... 40 นาที ในส่วนของการตั้งค่า การตรวจสอบอุปกรณ์ และการอนุมัติการตรวจสอบชิ้นงานแรก หากคุณต้องการทราบเวลาเฉลี่ยของรอบการทำงาน คุณควรรวมเวลาในการตั้งค่าเข้าไปด้วย เพราะเป็นเวลาที่ใช้ไปจากเวลาการผลิตที่มีอยู่.
การคำนวณใบสั่งงานจึงเป็นดังนี้:
เวลาดำเนินการทั้งหมด = เวลาเตรียมงาน + เวลาทำงานทั้งหมด
หากแต่ละหน่วยใช้ 130 วินาที, จากนั้นจึงทำการกลึง 500 หน่วย กำหนดให้มี:
500 × 130 วินาที = 65,000 วินาที = 1,083.3 นาที
เพิ่ม 40 นาที การตั้งค่า:
รวมทั้งหมด 1,083.3 + 40 = 1,123.3 นาที
จากนั้นหารด้วย 500 หน่วย:
1,123.3 ÷ 500 = 2.25 นาทีต่อหน่วย, หรือประมาณ 135 วินาทีต่อหน่วย
เวลาที่เพิ่มขึ้น 5 วินาทีต่อหน่วยอาจดูเหมือนน้อย แต่เมื่อรวมกันในการผลิตจำนวนน้อยหลายๆ ครั้ง จะส่งผลกระทบอย่างมากต่อกำลังการผลิตที่มีอยู่ ในสภาพแวดล้อมที่มีสินค้าหลากหลาย การเปลี่ยนการผลิตบ่อยครั้งอาจใช้เวลาการผลิตที่วางแผนไว้ถึง 10% ถึง 30% ซึ่งเป็นเหตุผลว่าทำไมการตั้งค่าจึงต้องแสดงให้เห็นในเวลาวงจรของใบสั่งงาน.
เวลาของกระบวนการเทียบกับเวลาของใบสั่งงาน
เวลาวงจรระดับกระบวนการ บอกระยะเวลาที่ใช้ในการดำเนินการแต่ละครั้งเมื่อระบบทำงานได้อย่างเสถียรแล้ว. ระยะเวลาดำเนินการตามใบสั่งงาน จะบอกคุณว่าคำสั่งซื้อนั้นใช้เวลาจริงนานเท่าใด เมื่อรวมขั้นตอนการตั้งค่าและกิจกรรมอื่นๆ ที่เกี่ยวข้องกับคำสั่งซื้อแล้ว.
ในตัวอย่างของเรา เวลาในการผลิตต่อรอบระดับกระบวนการคือ 130 วินาที ในขณะที่เวลาเฉลี่ยของใบสั่งงานคือ 135 วินาที หากคุณกำลังปรับสมดุลแรงงานหรือเปรียบเทียบเครื่องจักรเครื่องหนึ่งกับอีกเครื่องหนึ่ง ให้ใช้ตัวเลขระดับกระบวนการ หากคุณกำลังประเมินวันแล้วเสร็จ วางแผนกำลังการผลิตที่มีจำกัด หรือเสนอราคาอัตราผลผลิตที่สมจริง ให้ใช้ตัวเลขระดับใบสั่งงาน.
การเลือกข้อมูลป้อนเข้าที่เหมาะสม
ข้อมูลเวลาในการผลิตจะมีประโยชน์ก็ต่อเมื่อทุกทีมบันทึกเหตุการณ์เริ่มต้นและสิ้นสุดเดียวกัน ในโรงงานส่วนใหญ่ ทีมงานจะดึงข้อมูลจากสัญญาณเครื่องจักร บันทึกของผู้ปฏิบัติงาน บันทึก MES หรือเอกสารการผลิตแบบเขียนด้วยมือ ประเด็นสำคัญไม่ได้อยู่ที่แหล่งข้อมูลเพียงอย่างเดียว แต่ยังอยู่ที่... ความสม่ำเสมอ.
สำหรับตัวอย่าง CNC ตัวเลือกการประทับเวลาทั่วไป ได้แก่ เริ่มงาน ชิ้นส่วนที่ดีชิ้นแรก ชิ้นส่วนที่ดีชิ้นสุดท้าย และงานเสร็จสมบูรณ์ หากหัวหน้างานคนหนึ่งวัดจากชิ้นส่วนที่ดีชิ้นแรกถึงชิ้นส่วนที่ดีชิ้นสุดท้าย ในขณะที่อีกคนวัดจากเวลาที่ผู้ปฏิบัติงานล็อกอินจนถึงการปิดพาเลท เวลาวงจรการผลิตที่รายงานจะไม่สามารถเปรียบเทียบกันได้ นี่คือจุดที่บางทีมเข้าใจผิดว่าเวลาวงจร (cycle time) กับเวลาแทคต์ (takt time) ปะปนกันในการพูดคุย แม้ว่าแทคต์จะเป็นตัวชี้วัดจังหวะตามความต้องการมากกว่าระยะเวลาของกระบวนการที่สังเกตได้.
หลักปฏิบัติที่สำคัญคือการกำหนดขอบเขตของเหตุการณ์ก่อนเริ่มรายงาน สำหรับการวิเคราะห์ในระดับกระบวนการ ให้ใช้เหตุการณ์ที่เป็นหน่วยซ้ำได้ เช่น ตั้งแต่เริ่มโหลดจนถึงขนถ่ายเสร็จ สำหรับการวิเคราะห์ในระดับใบสั่งงาน ให้ใช้เหตุการณ์ในระดับใบสั่งงาน เช่น ตั้งแต่เริ่มการตั้งค่าจนถึงปริมาณสุดท้ายเสร็จสมบูรณ์ วิธีนี้จะทำให้ตัวเลขเชื่อมโยงกับการตัดสินใจของผู้บริหารอย่างแท้จริง.
ค่าเฉลี่ยแบบง่ายเทียบกับการคำนวณผลผลิตที่สมจริงกว่า
การหาค่าเฉลี่ยอย่างง่ายก็เพียงพอแล้วเมื่อกระบวนการมีความเสถียร ระยะเวลาการทำงานยาวนาน และเวลาในการเตรียมการน้อยมากเมื่อเทียบกับผลผลิต ซึ่งเป็นเรื่องปกติในสายการผลิตเฉพาะที่ผลิตสินค้าชนิดเดียวกันเป็นเวลาหลายชั่วโมงหรือหลายวัน ในกรณีเช่นนั้น เวลาการทำงานทั้งหมดหารด้วยจำนวนหน่วยทั้งหมดจะให้ค่าพื้นฐานที่เชื่อถือได้สำหรับการวางแผนกำลังการผลิต.
จำเป็นต้องคำนวณเวลาวงจรการผลิตที่สมจริงมากขึ้นเมื่อสภาพแวดล้อมประกอบด้วยการผลิตจำนวนน้อย การเปลี่ยนรุ่นบ่อยครั้ง การจัดการโดยผู้ปฏิบัติงาน การตรวจสอบ หรือขั้นตอนการอนุมัติระหว่างชุดการผลิต ในกรณีเหล่านั้น การไม่รวมการตั้งค่า การโหลด การขนถ่าย หรือการปล่อยชิ้นงานชิ้นแรก จะทำให้เวลาวงจรการผลิตต่ำกว่าความเป็นจริง ซึ่งมักจะส่งผลให้ตารางงานไม่ดี กำลังการผลิตสูงเกินจริง และการเร่งงานโดยไม่จำเป็น.
สำหรับคำสั่ง CNC มุมมองที่แสดงเฉพาะตัวเครื่องอาจรายงาน 95 วินาที มุมมองการทำงานระดับกระบวนการจะรายงาน 130 วินาที และมุมมองการวางแผนใบสั่งงานจะรายงาน 135 วินาที ตัวเลขเหล่านี้ไม่มีตัวเลขใดผิด เพียงแต่ตอบคำถามการทำงานที่แตกต่างกันเท่านั้น.
ใช้ตัวเลขทั้งสองตัว แต่ระบุชื่อตัวเลขให้ชัดเจน
โรงงานที่มีประสิทธิภาพสูงสุดจะไม่บังคับใช้ตัวเลขเวลาการทำงานต่อรอบแบบเดียวกันสำหรับทุกกรณี แต่จะใช้รูปแบบการตั้งชื่อที่เป็นมาตรฐาน เช่น เวลาการทำงานต่อรอบสุทธิ เวลาการทำงานต่อรอบที่สังเกตได้ และเวลาการทำงานต่อรอบเฉลี่ยของใบสั่งงาน วิธีนี้จะช่วยหลีกเลี่ยงความสับสนในภายหลังเมื่อทีมเริ่มเปรียบเทียบประสิทธิภาพระหว่างผลิตภัณฑ์ กะการทำงาน หรือเครื่องจักรต่างๆ.
ระเบียบวินัยดังกล่าวทำให้การลดเวลาในการผลิตในภายหลังง่ายขึ้นมาก หากเกณฑ์พื้นฐานของคุณแยกเวลาการผลิตออกจากเวลาการจัดการและเวลาการตั้งค่าแล้ว คุณจะสามารถเห็นได้อย่างชัดเจนว่าจุดใดที่สามารถปรับปรุงได้ แทนที่จะต้องมาถกเถียงเรื่องตัวเลข กล่าวโดยสรุป การคำนวณไม่ใช่แค่แบบฝึกหัดทางวิศวกรรมเท่านั้น แต่เป็นรากฐานสำหรับการวางแผนตารางงาน การวางแผนแรงงาน และการดำเนินการปรับปรุงที่ดีขึ้น.
สาเหตุที่ทำให้รอบการผลิตในโรงงานยาวนาน
หลังจากกำหนดและคำนวณแล้ว เวลาวงจร, ความท้าทายต่อไปคือการหาสาเหตุที่ทำให้กระบวนการผลิตใช้เวลานานกว่าที่คาดไว้ ในโรงงานส่วนใหญ่ คำตอบไม่ใช่เครื่องจักรที่ทำงานช้าเพียงเครื่องเดียว เวลาในการผลิตที่ยาวนานมักเกิดจากความล่าช้าเล็กๆ น้อยๆ หลายอย่างต่อเนื่องกัน ตั้งแต่การไหลของวัตถุดิบ บุคลากร อุปกรณ์ คุณภาพ และการตัดสินใจ นั่นเป็นเหตุผลว่าทำไมสายการผลิตสองสายที่มีความเร็วรอบใกล้เคียงกันจึงให้ผลผลิตต่อกะที่แตกต่างกันมาก.
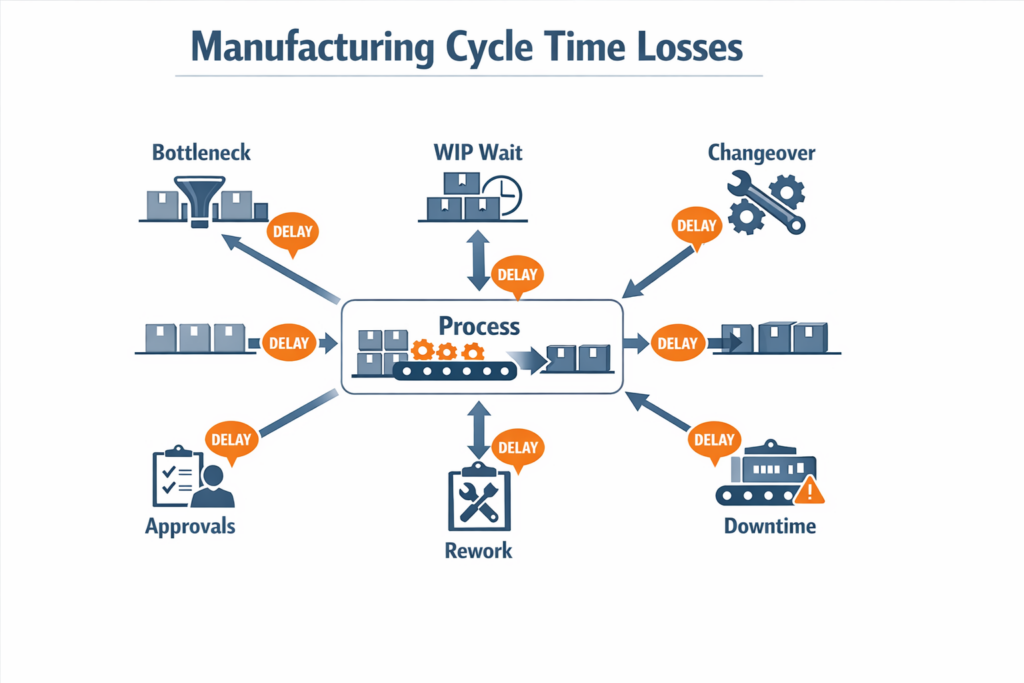
ปัญหาคอขวดและความไม่สมดุลของสายการผลิต
A คอขวด ความเร็วของเครื่องจักรเป็นตัวกำหนดจังหวะของกระบวนการทั้งหมด แม้ว่าเครื่องจักรต้นทางจะดูเหมือนเร็วในทางทฤษฎีก็ตาม หากสถานีใดสถานีหนึ่งทำงานช้ากว่าสถานีอื่นอย่างต่อเนื่อง สินค้าคงคลังจะสะสมอยู่ด้านหน้า พนักงานจะต้องรออยู่ด้านหลัง และวงจรการผลิตตั้งแต่ต้นจนจบจะยืดเยื้อเกินกว่าอัตราความเร็วของเครื่องจักรตามทฤษฎี นี่เป็นเหตุผลหนึ่งที่ทีมที่มุ่งเน้นเฉพาะความเร็วของเครื่องจักรตามป้ายชื่อ มักจะพลาดสาเหตุที่แท้จริงของการไหลเวียนที่ไม่ดี.
ตัวอย่างเช่น ในโรงงานผลิตชิ้นส่วนยานยนต์ การปั๊มขึ้นรูปอาจผลิตชิ้นส่วนเสร็จในเวลาเพียงไม่กี่วินาที แต่ขั้นตอนการตรวจสอบหรือการเชื่อมที่ช้ากว่าอาจจำกัดการไหลของสายการผลิต ผลที่ตามมาคือคิวที่ยาวขึ้น การจัดการที่มากขึ้น และระยะเวลาที่นานขึ้นตั้งแต่การปล่อยชิ้นงานจนถึงชิ้นส่วนสำเร็จรูป ในทางปฏิบัติ สถานีหนึ่งอาจมีรอบการทำงานของเครื่องจักรที่สั้น แต่สายการผลิตโดยรวมก็ยังคงไม่สามารถผลิตได้ตามเป้าหมาย เนื่องจากคอขวดเป็นตัวกำหนดผลผลิต.
ความล่าช้าจากการรอคอย งานระหว่างดำเนินการ และการขนย้ายวัสดุ
ส่วนเกิน กำลังดำเนินการ โดยทั่วไปแล้วมักถูกมองว่าเป็นกลไกป้องกัน แต่บ่อยครั้งที่มันกลับปกปิดความไม่เสถียรของกระบวนการผลิตและเพิ่มเวลาในการรอคอยระหว่างขั้นตอนต่างๆ ชิ้นส่วนอาจใช้เวลาเพียงไม่กี่นาทีในการประมวลผล แต่กลับใช้เวลานานกว่ามากในการวางอยู่บนชั้นวาง บนพาเลท หรือในพื้นที่จัดเตรียม ในโรงงานหลายแห่ง เวลาในการรอคอยนี้กลายเป็นส่วนสำคัญของเวลาการผลิตโดยรวมมากกว่าเวลาที่ใช้ในการสัมผัสชิ้นส่วนจริงเสียอีก.
การประกอบชิ้นส่วนอิเล็กทรอนิกส์เป็นตัวอย่างที่พบได้ทั่วไป แผงวงจรอาจถูกพิมพ์และวางอย่างรวดเร็ว จากนั้นก็ถูกจัดคิวรอการทดสอบ เนื่องจากอุปกรณ์จับยึด ช่างเทคนิค หรือกำลังการอนุมัติมีจำกัด สายการผลิตดูเหมือนจะยุ่ง แต่รอบการผลิตโดยรวมจะขยายออกไป เพราะวัสดุเคลื่อนที่เป็นชุดๆ และรอทรัพยากรที่ว่างอยู่ถัดไป.
การเปลี่ยนถ่ายและการหยุดขาดทุนเล็กน้อย
บ่อย การเปลี่ยนถ่าย การหยุดชะงักซ้ำๆ เหล่านี้อาจทำให้เวลาในการผลิตเพิ่มขึ้นอย่างมาก โดยเฉพาะอย่างยิ่งในการผลิตสินค้าหลากหลายชนิด แม้ว่าเวลาในการเปลี่ยนสายการผลิตตามกำหนดจะเพียง 10 ถึง 20 นาที แต่การสูญเสียที่แท้จริงมักจะมากกว่านั้น เพราะรวมถึงการเคลียร์สายการผลิต การตรวจสอบชิ้นงานแรก การปรับพารามิเตอร์ และความไม่แน่นอนในการเริ่มต้นใหม่ หากการจัดลำดับ SKU ไม่ดี การหยุดชะงักซ้ำๆ เหล่านี้อาจกินเวลาที่มีอยู่ไปเป็นจำนวนมาก.
การหยุดชะงักเล็กๆ น้อยๆ ก็มีความสำคัญเช่นกัน สายการผลิตที่เสียเวลาไป 30 ถึง 60 วินาทีซ้ำๆ เนื่องจากการทำงานของเซ็นเซอร์ผิดพลาด การติดขัดของฉลาก หรือการเติมวัสดุในเครื่องป้อน อาจไม่แสดงให้เห็นถึงเวลาหยุดทำงานที่ยาวนานอย่างเห็นได้ชัดในรายงาน แต่ผลกระทบสะสมอาจมีนัยสำคัญ ในโรงงานหลายแห่ง การหยุดชะงักสั้นๆ เหล่านี้เป็นตัวขับเคลื่อนที่สำคัญกว่าการเสียครั้งใหญ่ที่ทำให้รอบการผลิตยาวนานขึ้น.
การหยุดทำงานโดยไม่ได้วางแผนล่วงหน้าและการตอบสนองต่อการบำรุงรักษา
ความล้มเหลวของอุปกรณ์เพิ่มขึ้น เวลาวงจร เกิดขึ้นได้สองวิธี: เครื่องจักรหยุดทำงาน และการไหลของงานในขั้นตอนถัดไปไม่เสถียรหลังจากเริ่มทำงานใหม่ การกู้คืนมักรวมถึงการตรวจสอบของเสีย การปรับสมดุลแรงงาน และการเคลียร์งานระหว่างผลิตที่ค้างอยู่ ซึ่งหมายความว่าการสูญเสียยังคงดำเนินต่อไปแม้เครื่องจักรจะกลับมาทำงานอีกครั้ง นี่คือเหตุผลที่ควรตรวจสอบเวลาหยุดทำงานและเวลาในการผลิตร่วมกัน แทนที่จะแยกเป็นรายงานต่างหาก.
การแก้ไขงาน การระงับคุณภาพ และคิวการตรวจสอบ
ผลผลิตรอบแรกที่ต่ำจะทำให้เวลาในการผลิตยาวนานขึ้น เพราะหน่วยการผลิตเดียวกันใช้กำลังการผลิตมากกว่าหนึ่งครั้ง กระบวนการแก้ไข การควบคุม และการตรวจสอบเพิ่มเติม ล้วนเพิ่มเวลาที่แทบจะไม่ปรากฏให้เห็นในการนับผลผลิตอย่างง่าย จากข้อมูลมาตรฐานอุตสาหกรรม ต้นทุนโรงงานที่ซ่อนอยู่ซึ่งเชื่อมโยงกับคุณภาพที่ต่ำอาจสูงถึง... 15% ถึง 20% ต้นทุนส่วนหนึ่งในยอดขายในสภาพแวดล้อมการผลิตบางแห่ง จะปรากฏให้เห็นโดยตรงในระยะเวลานำส่งและรอบการผลิตที่ยาวนานขึ้น.
ในโรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์ การทดสอบการทำงานที่ล้มเหลวอาจทำให้สินค้าล็อตนั้นถูกส่งกลับไปแก้ไขด้วยการบัดกรี จากนั้นส่งกลับไปทดสอบอีกครั้ง แล้วจึงถูกส่งไปยังพื้นที่พักสินค้าเพื่อรอการตัดสินใจจากฝ่ายวิศวกรรม เวลาในการประมวลผลของเครื่องจักรอาจไม่เปลี่ยนแปลง แต่เวลาในการผลิตจริงกลับเพิ่มขึ้นเนื่องจากสินค้าติดอยู่ในขั้นตอนการจัดการข้อผิดพลาด นี่เป็นสิ่งเตือนใจที่ดีว่าเวลาในการผลิตมักถูกกำหนดโดยความขัดแย้งในระบบคุณภาพ ไม่ใช่แค่ความเร็วในการผลิตเท่านั้น.
การอนุมัติ การส่งต่อ และช่องว่างระหว่างกะทำงาน
ความล่าช้าที่ยาวนานที่สุดบางส่วนในสายการผลิตนั้นเกิดจากปัญหาด้านการบริหารจัดการมากกว่าปัญหาด้านเครื่องจักร การรอการอนุมัติชิ้นงานตัวอย่างแรก การอนุมัติการเบี่ยงเบน การอนุมัติการซ่อมบำรุง หรือการยืนยันจากหัวหน้างาน อาจทำให้วัสดุหยุดนิ่งแม้ว่าผู้ปฏิบัติงานและเครื่องจักรจะพร้อมแล้วก็ตาม ความล่าช้าเหล่านี้พบได้บ่อยโดยเฉพาะในสภาพแวดล้อมที่มีการควบคุมหรือมีผลิตภัณฑ์หลากหลายประเภท ซึ่งการตัดสินใจไม่ได้มีมาตรฐานเดียวกัน.
การส่งมอบงานระหว่างกะก็สร้างผลกระทบที่คล้ายคลึงกัน หากเหตุการณ์หยุดทำงาน การขาดแคลนวัสดุ หรือใบสั่งงานที่ยังไม่เสร็จสมบูรณ์ถูกส่งต่อด้วยวาจาหรือเป็นลายลักษณ์อักษร กะต่อไปอาจต้องใช้เวลา 15 ถึง 30 นาทีในการตรวจสอบสถานะอีกครั้งก่อนที่การผลิตจะกลับมาดำเนินต่อ ในช่วงหนึ่งเดือน การสูญเสียระหว่างการส่งมอบงานตามปกติเหล่านี้อาจส่งผลกระทบต่อการลดเวลาการผลิตมากพอๆ กับการอัพเกรดอุปกรณ์เพียงเล็กน้อย.
หลักการวินิจฉัยหลัก
หากเวลาในการทำงานของคุณเพิ่มขึ้น อย่าคิดว่ากระบวนการนั้นช้าลง ในหลายกรณี สาเหตุที่แท้จริงคือคิวงาน การขัดจังหวะ การทำงานซ้ำ และความล่าช้าในการตัดสินใจที่เกี่ยวข้องกับกระบวนการ ขั้นตอนต่อไปคือการทำให้การสูญเสียเหล่านั้นมองเห็นได้ชัดเจนขึ้นด้วยการติดตามเวลาในการทำงานที่ดีขึ้น เพื่อให้ทีมสามารถแยกเวลาการประมวลผลที่แท้จริงออกจากเวลาที่ต้องรอโดยไม่จำเป็น และดำเนินการตามข้อจำกัดที่ถูกต้อง.
วิธีลดระยะเวลาดำเนินการด้วยการติดตามและควบคุมขั้นตอนการทำงานที่ดีขึ้น
กำหนดมาตรฐานให้กับเวลาที่คุณเก็บรวบรวม
คุณไม่สามารถปรับปรุงได้ เวลาวงจร หากทีมงานต่าง ๆ กำหนดจุดเริ่มต้นและจุดสิ้นสุดแตกต่างกัน ขั้นตอนแรกคือการกำหนดให้ชัดเจนว่าเหตุการณ์ใดบ้างที่นับรวมในเวลาวงจรการผลิตของคุณ ได้แก่ การเริ่มงาน การเตรียมวัสดุ การตั้งค่าเสร็จสมบูรณ์ การเริ่มผลิตชิ้นแรก การดำเนินการเสร็จสมบูรณ์ การตรวจสอบผ่าน และการปิดงาน หากหัวหน้างานคนหนึ่งนับรวมเวลาที่รอคอย ในขณะที่อีกคนหนึ่งไม่รวม เวลาวงจรที่รายงานจะไม่น่าเชื่อถือ แม้ว่าสูตรคำนวณเวลาวงจรจะถูกต้องก็ตาม.
ในทางปฏิบัติ โรงงานควรจัดทำเอกสารเกี่ยวกับกฎการประทับเวลาโดยจำแนกตามกลุ่มกระบวนการผลิต แทนที่จะพึ่งพาธรรมเนียมปฏิบัติที่ไม่เป็นทางการในโรงงาน เซลล์ CNC สายการผลิต SMT และสถานีประกอบด้วยมือ มักต้องการตรรกะการประทับเวลาที่แตกต่างกัน เนื่องจากจุดการโหลด การขนถ่าย และการตรวจสอบไม่เหมือนกัน การทำเช่นนี้ยังช่วยป้องกันความสับสนในภายหลัง เมื่อทีมเปรียบเทียบเวลาการผลิตตามเครื่องจักร กะ หรือ SKU และเข้าใจผิดว่าข้อมูลถูกบันทึกภายใต้เงื่อนไขเดียวกัน.
บันทึกข้อมูลเวลาวงจร ณ แหล่งที่มา
การอัปเดตข้อมูลเมื่อสิ้นสุดกะด้วยตนเองเป็นหนึ่งในสาเหตุสำคัญที่ทำให้การติดตามเวลาการทำงานล้มเหลว ผู้ปฏิบัติงาน หัวหน้าสายงาน และช่างเทคนิคควรบันทึกเหตุการณ์เมื่อมีการทำงานเกิดขึ้น โดยควรใช้แบบฟอร์มบนมือถือ แท็บเล็ตที่สถานีทำงาน การสแกนบาร์โค้ด หรือตัวกระตุ้นที่เชื่อมต่อกับเครื่องจักร. การบันทึกแบบเรียลไทม์ ช่วยลดจำนวนรายการที่ตกหล่น และทำให้แยกเวลาประมวลผลจริงออกจากเวลาที่ต้องรอ การหยุดชะงัก และการทำงานซ้ำได้ง่ายขึ้น.

โอกาสในการปรับปรุงเวลาการผลิตมักไม่ได้จำกัดอยู่แค่เวลาการทำงานของเครื่องจักรเท่านั้น ในโรงงานหลายแห่ง พนักงานฝ่ายผลิตอาจบอกคุณได้ว่ารอบการผลิตใช้เวลา 40 วินาที แต่พวกเขาไม่สามารถแสดงให้เห็นได้ว่าเวลาที่เสียไปจากการรอวัสดุ การตรวจสอบคุณภาพ การยืนยันเครื่องมือ หรือการสนับสนุนด้านการบำรุงรักษาเป็นเท่าใด ข้อมูลระดับต้นทางจะช่วยอุดช่องว่างนั้นและให้ผู้จัดการฝ่ายผลิตมีข้อมูลที่พวกเขาสามารถนำไปใช้ได้ในระหว่างกะการทำงาน ไม่ใช่หลังจากรายงานสิ้นเดือน.
ติดตามความคืบหน้าของงานระหว่างขั้นตอนต่างๆ ไม่ใช่แค่ผลลัพธ์สุดท้าย
แม้ว่าสายการผลิตจะสามารถบรรลุเป้าหมายผลผลิตต่อชั่วโมงได้ แต่ประสิทธิภาพด้านเวลาในการผลิตอาจลดลงได้ หากมีงานระหว่างดำเนินการสะสมอยู่เป็นจำนวนมากระหว่างกระบวนการผลิต. การติดตามความคืบหน้างาน แสดงให้เห็นว่าหน่วยงานต่างๆ ใช้เวลาในการรอคอยอยู่ที่ใด ซึ่งมักมีความสำคัญมากกว่าความเร็วในการทำงานของเครื่องจักรแต่ละเครื่อง กฎของลิตเติลเป็นเครื่องเตือนใจที่มีประโยชน์ในที่นี้: เมื่อปริมาณงานระหว่างดำเนินการ (WIP) เพิ่มขึ้น เวลาการไหลเวียนเฉลี่ยก็มักจะเพิ่มขึ้นเช่นกัน เว้นแต่ว่าปริมาณงานที่ผลิตได้จะดีขึ้นในสัดส่วนที่เท่ากัน.
ตัวอย่างง่ายๆ คือ สายการประกอบชิ้นส่วนรถยนต์ ที่การปั๊มขึ้นรูปช่วยให้ชิ้นส่วนเสร็จเร็ว แต่การเชื่อมจะทำให้ชิ้นส่วนถูกจัดเรียงเป็นชุดก่อนเข้าสู่ขั้นตอนต่อไป ผลผลิตอาจดูยอมรับได้ในตอนท้ายของวัน แต่เวลาในการผลิตจริงกลับยืดเยื้อออกไป เพราะชิ้นส่วนต้องรออยู่ในคิวเป็นเวลานาน การติดตามเวลาที่ต้องรอในคิวระหว่างขั้นตอนต่างๆ จะทำให้เห็นปัญหาคอขวดและช่วยให้ทีมลดเวลาในการผลิตลงได้ โดยการปรับสมดุล ลดขนาดชุดการผลิต หรือกำหนดกฎการจัดส่งที่ดีขึ้น.
แบ่งช่วงเวลาการผลิตตามกะการทำงาน, SKU และเครื่องจักร
ค่าเฉลี่ยอาจซ่อนความผันแปรในการดำเนินงานไว้ หากคุณพิจารณาเพียงตัวเลขเวลาการผลิตโดยรวมเพียงตัวเดียว คุณอาจพลาดไปว่าสายการผลิตที่ 2 ในกะกลางคืนทำงานช้าลง 18% สำหรับสินค้าที่มีหลากหลาย หรือเครื่องจักรตระกูลหนึ่งทำงานได้ดีในงานมาตรฐาน แต่ทำงานได้ไม่ดีหลังจากเปลี่ยนงาน การแบ่งเวลาการผลิตตามกะ รหัสสินค้า เครื่องจักร ทีมผู้ปฏิบัติงาน หรือประเภทคำสั่งซื้อ จะเปลี่ยนตัวชี้วัดประสิทธิภาพ (KPI) ที่กว้างๆ ให้เป็นเครื่องมือการจัดการที่ใช้งานได้จริง.
สายการผลิตอาจดูเหมือนผลิตได้ตรงตามกำหนดเวลาโดยเฉลี่ย ในขณะที่สินค้าบางรายการหรือบางกะการทำงานอาจเกินเกณฑ์ที่ยอมรับได้ซ้ำแล้วซ้ำเล่า การรายงานแบบแยกส่วนจะช่วยให้คุณเห็นว่าปัญหาเกิดจากการจัดสรรแรงงาน ระเบียบวินัยในการตั้งค่า การจัดเตรียมวัสดุ สภาพการบำรุงรักษา หรือลำดับขั้นตอนในตารางการผลิต.
สาเหตุความล่าช้าในการติดแท็ก เพื่อให้ข้อมูลสามารถนำไปใช้ได้จริง
ข้อมูลเวลาการผลิตที่ไม่มีรหัสสาเหตุ มักนำไปสู่การคาดเดา เมื่อการผลิตเกินเป้าหมาย ระบบควรต้องการระบุสาเหตุ เช่น การขาดแคลนวัสดุ การเปลี่ยนเครื่องมือ การหยุดทำงานโดยไม่คาดคิด ความล่าช้าในการอนุมัติชิ้นงานแรก การทำงานซ้ำ การขาดงานของพนักงาน หรือการรอการบริการรถยก โรงงานที่ใช้รหัสความล่าช้าที่มีโครงสร้างมักจะปรับปรุงได้เร็วกว่า เพราะสามารถแยกความสูญเสียเรื้อรังออกจากเหตุการณ์เฉพาะกิจได้.
เริ่มดำเนินการแก้ไขเมื่อค่าที่กำหนดไว้เกินขีดจำกัด
การติดตามเวลาการผลิตที่ดีไม่ควรหยุดอยู่แค่การรายงาน เมื่อเวลาการผลิตเกินเกณฑ์ที่กำหนดไว้ การดำเนินการต่อไปควรเป็นไปโดยอัตโนมัติ เช่น แจ้งหัวหน้างาน เปิดตั๋วซ่อมบำรุง แจ้งปัญหาการขาดแคลนวัสดุ หรือขอให้หัวหน้างานตรวจสอบก่อนดำเนินการสั่งซื้อต่อไป วิธีนี้จะช่วยเชื่อมโยงระหว่างการวัดและการตอบสนอง ซึ่งเป็นจุดที่ระบบที่ใช้สเปรดชีตหลายระบบล้มเหลว.
แนวทางที่เป็นรูปธรรมคือ การกำหนดกฎเกณฑ์ขีดจำกัดตามกระบวนการและกลุ่มผลิตภัณฑ์ แทนที่จะใช้ตัวกระตุ้นเดียวทั่วทั้งโรงงาน เครื่องจักรกลที่มีงานซ้ำๆ ที่คงที่อาจเหมาะสมกับขีดจำกัดที่เข้มงวด ในขณะที่พื้นที่ประกอบชิ้นส่วนแบบผสมอาจต้องการช่วงควบคุมที่กว้างกว่าและเส้นทางการแจ้งเตือนที่แตกต่างกัน เป้าหมายไม่ใช่การสร้างการแจ้งเตือนมากขึ้น แต่เป็นการสร้างการแทรกแซงที่รวดเร็วยิ่งขึ้นต่อความสูญเสียที่ส่งผลกระทบอย่างมากต่อปริมาณงานและการส่งมอบ.
เปลี่ยนการติดตามด้วยสเปรดชีตเป็นเวิร์กโฟลว์ดิจิทัล
เมื่อโรงงานมีกฎการประทับเวลาที่ชัดเจน จุดตรวจสอบสินค้าคงคลังระหว่างการผลิต ตรรกะการแบ่งส่วน และรหัสการหน่วงเวลาแล้ว ความท้าทายต่อไปคือวินัยในการดำเนินการ ในขั้นตอนนี้ แพลตฟอร์มที่ไม่ต้องเขียนโค้ด เช่น Jodoo สามารถช่วยให้ทีมปฏิบัติการเปลี่ยนจากการติดตามข้อมูลด้วยสเปรดชีตไปเป็นการใช้แบบฟอร์มดิจิทัล แดชบอร์ดแบบเรียลไทม์ และกฎเวิร์กโฟลว์ที่ตรงกับกระบวนการผลิตจริง แทนที่จะรอให้หัวหน้างานรวบรวมข้อมูลด้วยตนเอง ทีมงานสามารถรวบรวมเหตุการณ์เริ่มต้น/หยุดการทำงานได้ที่ต้นทาง แสดงภาพปัญหาคอขวดตามสายการผลิตหรือ SKU และส่งต่อความล่าช้าที่ผิดปกติไปยังฝ่ายที่เกี่ยวข้องได้ทันที.
ตัวอย่างเช่น โรงงานผลิตอุปกรณ์อิเล็กทรอนิกส์สามารถใช้ได้ Jodoo เพื่อให้ผู้ปฏิบัติงานสามารถสแกนใบสั่งงานเมื่อเริ่มการตั้งค่า บันทึกการอนุมัติชิ้นงานแรก บันทึกเหตุผลการหยุดระหว่างการขัดจังหวะ และปิดการทำงานแต่ละครั้งจากแท็บเล็ตในสายการผลิต หากเวลาในการผลิตเกินกว่าเป้าหมายสำหรับ SKU นั้น Jodoo สามารถเรียกใช้เวิร์กโฟลว์ที่แจ้งเตือนฝ่ายผลิตและฝ่ายบำรุงรักษา มอบหมายการดำเนินการติดตามผล และอัปเดตแดชบอร์ดสำหรับหัวหน้ากะแบบเรียลไทม์ ซึ่งช่วยให้ผู้จัดการมีวิธีการที่ใช้งานได้จริงในการเปลี่ยนจากการรายงานแบบเดิม ๆ ไปสู่การลดเวลาในการผลิตแบบครบวงจรโดยไม่ต้องพัฒนาซอฟต์แวร์เองจำนวนมาก.
สรุป: เปลี่ยนการวิเคราะห์เวลาวงจรให้เป็นการปรับปรุงอย่างต่อเนื่อง
เวลาวงจร จะมีคุณค่าก็ต่อเมื่อทีมของคุณใช้คำจำกัดความที่ชัดเจนเพียงหนึ่งเดียว ใช้สูตรที่ถูกต้องในระดับที่เหมาะสม และจัดการกับความล่าช้าก่อนที่จะกลายเป็นเรื่องปกติ ในทางปฏิบัติ นั่นหมายถึงการแยกเวลาวงจรออกจากเวลาแทคต์และเวลานำส่ง คำนวณอย่างสม่ำเสมอตามกระบวนการหรือใบสั่งงาน และติดตามเวลาวงจรที่ยาวนานกลับไปยังสาเหตุที่แท้จริง เช่น การรอคอย การทำงานซ้ำ การหยุดทำงาน การเปลี่ยนงาน หรือช่องว่างในการอนุมัติ สำหรับผู้จัดการฝ่ายผลิตและโรงงาน เป้าหมายไม่ใช่แค่การรายงานที่ดีขึ้นเท่านั้น แต่เป็นการตัดสินใจที่รวดเร็วและทำซ้ำได้มากขึ้นในสายการผลิต.
นั่นคือเหตุผลที่ความพยายามในการปรับปรุงเวลาการผลิตให้มีประสิทธิภาพสูงสุด จึงต้องผสานการวัดผลเข้ากับระเบียบวินัยในการทำงาน เมื่อผู้ปฏิบัติงานบันทึกเวลาตั้งแต่ต้นทาง หัวหน้างานสามารถแบ่งประสิทธิภาพตามกะ เครื่องจักร SKU หรือคำสั่งซื้อ และตอบสนองต่อแนวโน้มที่ผิดปกติได้เร็วยิ่งขึ้น โรงงานที่สร้างระบบวงปิดนี้มักจะปรับปรุงทั้งเสถียรภาพของผลผลิตและ โออีอี, เนื่องจากการสูญเสียเวลาในการผลิตมักเกี่ยวข้องโดยตรงกับการหยุดชะงักที่มองไม่เห็นและความผันแปรของกระบวนการผลิต.
หากคุณต้องการแปลงกระบวนการนั้นให้เป็นระบบดิจิทัลโดยไม่ต้องพัฒนาโปรแกรมเองจำนวนมาก, Jodoo ช่วยให้คุณสร้างแบบฟอร์มติดตามเวลาการผลิต เวิร์กโฟลว์สาเหตุความล่าช้า แดชบอร์ดแบบเรียลไทม์ และการแจ้งเตือนการยกระดับปัญหาได้อย่างง่ายดายโดยไม่ต้องเขียนโค้ด เพื่อให้สอดคล้องกับกระบวนการผลิตที่มีอยู่ของคุณ เริ่มทดลองใช้งานฟรี หรือ จองการสาธิต เพื่อดูว่า Jodoo เข้ากับกระบวนการทำงานแบบลีนของโรงงานคุณได้อย่างไร.

