
Telusuri berdasarkan kategori
Pendahuluan: Mengapa Waktu Siklus Penting dalam Manufaktur Modern
Suatu lini produksi mungkin tampak memenuhi target outputnya tetapi tetap gagal mengirimkan barang ke pelanggan jika terlalu banyak waktu terbuang selama pemrosesan, penanganan, menunggu, atau penyerahan. Itulah sebabnya waktu siklus Waktu siklus adalah salah satu metrik paling berguna di lantai produksi bagi manajer produksi, manajer pabrik, dan insinyur industri. Sederhananya, waktu siklus adalah waktu yang dibutuhkan untuk menyelesaikan satu unit, satu operasi, atau satu langkah produksi yang ditentukan dalam kondisi normal.
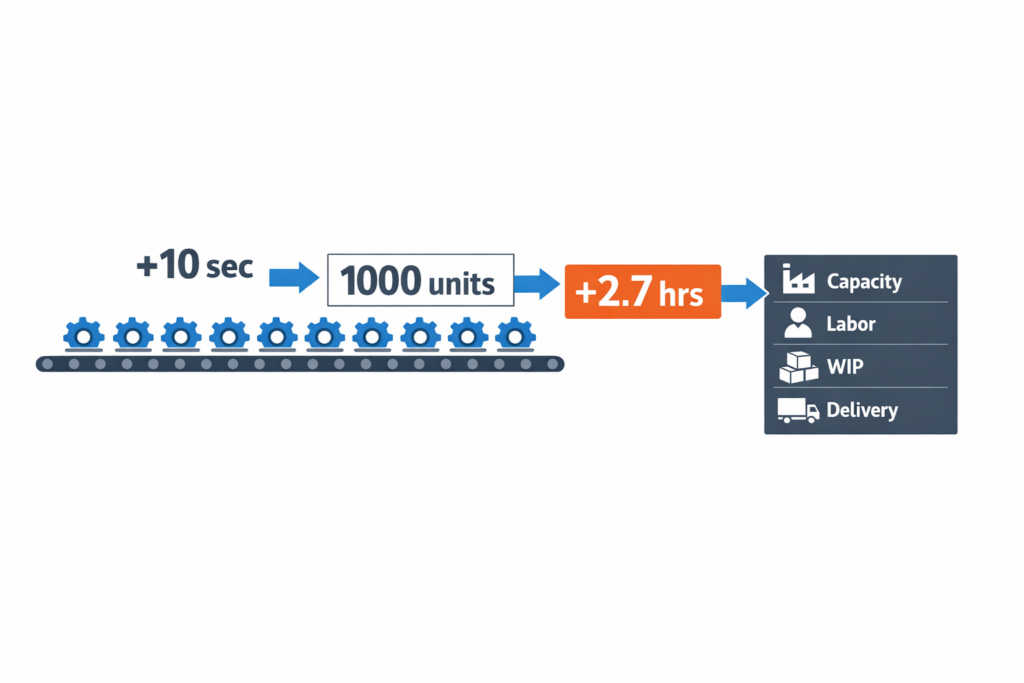
Metrik ini penting karena kerugian kecil dapat menumpuk dengan cepat. Misalnya, suatu proses yang hanya menambahkan 10 detik per unit menciptakan hampir 2,7 jam tambahan dari waktu produksi lebih dari 1.000 unit. Sepanjang shift, hal itu secara langsung memengaruhi kapasitas, pemanfaatan tenaga kerja, WIP (Work in Progress), dan pengiriman tepat waktu. Tidak seperti KPI yang lebih luas, waktu siklus menunjukkan di mana kinerja sebenarnya berubah: di mesin, stasiun, sel, atau pesanan kerja.
Dalam artikel ini, Anda akan melihat apa waktu siklus artinya dalam manufaktur, bagaimana cara menggunakannya rumus waktu siklus, dan bagaimana cara menghitungnya baik di tingkat proses maupun pesanan kerja. Kita juga akan membandingkannya dengan waktu takt dan waktu tunggu, kemudian jelaskan cara-cara praktis untuk menguranginya. Bagi banyak pabrik, pelacakan waktu siklus yang akurat adalah hal yang membuat manufaktur ramping menjadi praktis di tingkat shift, lini produksi, dan pesanan kerja.
Apa Arti Waktu Siklus dalam Manufaktur
Tentukan Waktu Siklus Secara Tepat
Di bidang manufaktur, waktu siklus adalah waktu yang dibutuhkan untuk menyelesaikan satu unit, satu langkah batch, atau satu operasi dalam kondisi yang ditentukan. Frasa kuncinya adalah “dalam kondisi yang ditentukan” karena angka tersebut bergantung pada di mana Anda memulai penghitungan waktu, di mana Anda menghentikannya, dan apakah Anda memasukkan penanganan, menunggu, atau pergantian. Jika tim Anda tidak mendefinisikan batasan tersebut dengan jelas, lini produksi yang sama dapat tampak memiliki tiga waktu siklus yang berbeda dalam tiga laporan yang berbeda.
Untuk penggunaan praktis di lantai produksi, waktu siklus manufaktur biasanya menjawab salah satu dari dua pertanyaan berikut: Berapa lama waktu yang dibutuhkan untuk satu langkah proses? Atau hoSeberapa sering satu unit yang sudah jadi dirilis? Itulah mengapa rumus waktu siklus penting, tetapi hanya setelah tim menyepakati titik-titik kejadian yang tepat yang akan diukur. Tanpa kesepakatan itu, perbandingan antar shift, mesin, dan SKU menjadi menyesatkan.
Apa yang Tidak Dimaksud dengan Waktu Siklus
Waktu siklus sering diperlakukan sebagai istilah umum untuk kecepatan, tetapi tidak sama dengan setiap KPI berbasis waktu dalam produksi. Suatu lini produksi dapat memiliki waktu kerja mesin yang singkat namun tetap memiliki waktu siklus produksi yang panjang jika operator menunggu material, persetujuan kualitas, atau pergerakan forklift. Dengan cara yang sama, suatu pesanan kerja dapat memiliki waktu siklus proses yang dapat diterima tetapi kinerja pengiriman secara keseluruhan buruk karena waktu antrian dan penundaan penjadwalan berada di luar langkah yang diukur.
Di sinilah banyak keputusan buruk bermula. Jika seorang manajer mengacaukan waktu siklus dengan waktu tunggu, mereka mungkin berinvestasi pada peralatan yang lebih cepat padahal masalah sebenarnya adalah menunggu di antara operasi. Jika mereka mengacaukan waktu siklus Dengan mempertimbangkan waktu takt, mereka mungkin percaya bahwa prosesnya berjalan lancar karena permintaan rendah, meskipun lini produksi masih tidak stabil.
Waktu Siklus vs. Metrik Manufaktur Umum Lainnya
| Metrik | Apa yang Diukurnya | Mulai/Berhenti yang Umum | Paling Cocok Digunakan Untuk | Kesalahan Umum |
|---|---|---|---|---|
| Waktu Siklus | Waktu yang dibutuhkan untuk menyelesaikan satu unit atau satu operasi. | Awal operasi hingga akhir operasi, atau satu unit yang selesai hingga unit berikutnya. | Mengevaluasi kecepatan proses, keseimbangan lini produksi, dan kinerja operasional. | Menggunakannya tanpa mendefinisikan apakah yang termasuk di dalamnya adalah menunggu atau menangani. |
| Waktu Takt | Kecepatan produksi yang dibutuhkan untuk memenuhi permintaan pelanggan. | Waktu produksi yang tersedia ÷ permintaan pelanggan | Perencanaan kapasitas dan penyelarasan permintaan | Memperlakukan waktu takt sebagai kinerja aktual. |
| Waktu Tunggu | Total waktu yang dibutuhkan dari saat pesanan dikeluarkan hingga pengiriman atau penyelesaian. | Pesanan diterima/diserahkan ke pelanggan atau pesanan selesai | Layanan pelanggan, perencanaan, dan pemenuhan pesanan | Dengan asumsi waktu siklus yang lebih pendek secara otomatis berarti waktu tunggu yang lebih pendek. |
| Waktu Proses | Total waktu yang dihabiskan suatu komponen dalam proses produksi, termasuk waktu tunggu. | Memulai produksi hingga mengakhiri produksi | Analisis alur kerja menyeluruh dan diagnosis WIP (Work in Progress). | Mencampuradukkannya dengan waktu pemrosesan murni |
| Waktu Mesin | Mesin waktu sedang aktif beroperasi pada bagian tersebut. | Alat mulai hingga alat berhenti | Pemanfaatan peralatan dan rekayasa proses | Mengabaikan penanganan manual, pengaturan, dan kehilangan antrian. |
Waktu Siklus vs. Waktu Takt
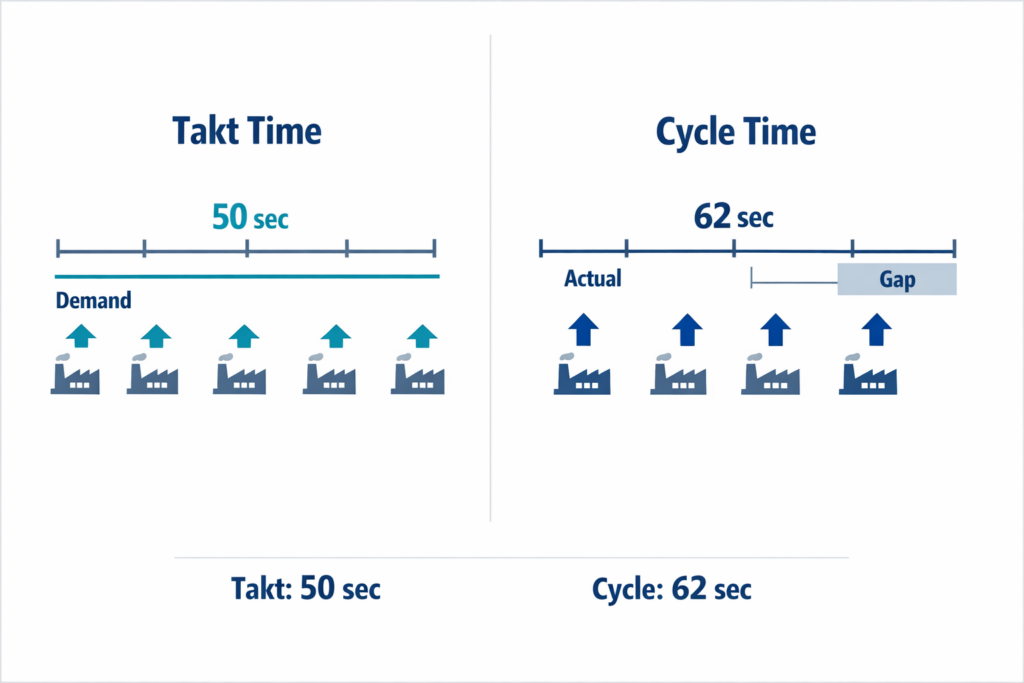
Perbandingan antara waktu siklus Dan waktu takt Takt time adalah salah satu yang terpenting dalam operasi lean. Takt time menunjukkan kecepatan yang dibutuhkan oleh permintaan, sedangkan cycle time menunjukkan kecepatan yang sebenarnya dicapai oleh proses Anda. Yang satu adalah tingkat target; yang lain adalah hasil operasi yang terukur.
Jika waktu takt adalah 50 detik per unit dan waktu siklus aktual adalah 62 detik, lini produksi tidak dapat memenuhi permintaan tanpa lembur, penambahan kapasitas, atau perubahan proses. Jika waktu siklus adalah 40 detik, itu tidak secara otomatis berarti proses tersebut efisien, karena output berlebih masih dapat menyebabkan kelebihan produksi, WIP (Work in Progress) yang lebih tinggi, dan ketidakseimbangan di hilir. Jadi dalam pengambilan keputusan antara waktu siklus dan waktu takt, pertanyaan sebenarnya bukanlah mana yang lebih baik, tetapi apakah kinerja aktual selaras dengan permintaan.
Waktu Tunggu, Waktu Proses, dan Waktu Mesin: Di Mana Tim Sering Bingung
Waktu tunggu lebih luas daripada waktu siklus karena ini mencakup seluruh waktu yang berlalu di sekitar pesanan, bukan hanya operasi itu sendiri. Waktu pemrosesan Cakupannya juga lebih luas, tetapi biasanya berfokus pada perjalanan komponen melalui proses produksi, termasuk antrian, transportasi, dan waktu tunggu di antara setiap tahapan. Waktu mesin lebih sempit karena hanya mengukur waktu pengoperasian aktif peralatan tersebut.
Perbedaan ini penting di pabrik sebenarnya. Mesin pres mungkin menunjukkan waktu kerja mesin selama 18 detik, sementara waktu siklus yang diukur di sel produksi adalah 30 detik setelah termasuk proses pemuatan dan pembongkaran. Bagian yang sama mungkin masih menghabiskan waktu produksi selama 6 jam di pabrik karena menunggu di depan operasi sekunder, dan pelanggan mungkin mengalami waktu tunggu selama 3 hari karena perencanaan, pengelompokan, dan pengiriman menambah penundaan.
Mengapa Definisi yang Jelas Penting Sebelum Anda Menggunakan Angka-angka
Ketika tim mencampuradukkan istilah-istilah ini, prioritas peningkatan menjadi terdistorsi. Bagian teknik mungkin fokus pada pengurangan detik mesin, sementara pengawas produksi sebenarnya kehilangan hasil produksi karena menunggu material dan kesenjangan serah terima shift. Bagian keuangan mungkin meminta waktu tunggu yang lebih pendek, tetapi tim lini hanya melaporkan waktu siklus operasi, sehingga kedua belah pihak berpikir pihak lain salah memahami inti masalahnya.
Oleh karena itu, sebelum tim menggunakan angka-angka ini dalam rapat, dasbor, atau target peningkatan, mereka harus menentukan titik awal dan akhir untuk setiap metrik. Setelah definisi tersebut ditetapkan, data menjadi dapat digunakan untuk membandingkan shift, memahami variasi, dan mendukung pekerjaan pengurangan waktu siklus. Langkah selanjutnya adalah menghitungnya dengan benar baik pada tingkat proses maupun tingkat pesanan kerja.
Cara Menghitung Waktu Siklus pada Tingkat Proses dan Pesanan Kerja
Setelah Anda memiliki definisi manufaktur yang jelas waktu siklus, Langkah selanjutnya adalah memilih metode perhitungan yang tepat untuk keputusan yang perlu Anda buat. Seorang supervisor lini yang memeriksa satu stasiun membutuhkan angka yang berbeda dengan seorang manajer produksi yang meninjau seluruh pesanan kerja. Dalam praktiknya, rumus waktu siklus sedikit berubah tergantung pada apakah Anda mengukur satu operasi berulang, satu pusat mesin, atau total waktu yang dibutuhkan untuk menyelesaikan suatu batch. Menggunakan tingkat perhitungan yang salah adalah salah satu alasan tim salah mengartikan waktu siklus produksi yang sebenarnya dengan perkiraan rata-rata.
Rumus Waktu Siklus Dasar
Pada tingkat paling sederhana, waktu siklus adalah:
Rata-rata Waktu Siklus = Total Waktu Produksi ÷ Jumlah Unit yang Diproduksi
Rumus ini berfungsi dengan baik ketika Anda menginginkan tingkat output rata-rata selama proses produksi yang stabil. Jika sebuah unit pengemasan beroperasi selama 420 menit dan menghasilkan 210 unit, waktu siklus rata-rata adalah 2 menit per unit. Ini berguna untuk perencanaan tingkat tinggi, penyeimbangan lini produksi, dan pengecekan kapasitas cepat, tetapi ini mengasumsikan kondisi produksi cukup konsisten.
Keterbatasannya adalah rata-rata ini dapat menyembunyikan detail operasional. Jika sel yang sama mengalami dua penghentian singkat, penundaan material, dan pengaturan awal yang lambat, rata-rata tetap menunjukkan 2 menit per unit meskipun perilaku proses sebenarnya kurang stabil. Itulah mengapa tim produksi sering menghitung waktu siklus baik pada tingkat minimum maupun minimum. tingkat proses dan tingkat pesanan kerja.
Contoh Kasus: Pesanan Kerja Pemesinan CNC
Misalkan sebuah pabrik memproduksi 500 unit badan katup aluminium pada mesin CNC. Untuk setiap bagian, operator memuat bahan cor mentah, memulai siklus, menunggu hingga proses pemesinan selesai, membongkar bagian tersebut, dan menempatkannya di rak tahap selanjutnya. Pada awal pesanan, tim juga melakukan pemeriksaan pengaturan dan offset alat sebelum bagian pertama yang dapat diterima dikeluarkan.
Contoh ini memungkinkan Anda melihat bagaimana perhitungan berubah tergantung konteksnya. Angka pada tingkat mesin membantu Anda memahami operasi itu sendiri, sementara nomor perintah kerja menunjukkan apa yang sebenarnya dialami oleh perencanaan produksi. Keduanya valid, tetapi menjawab pertanyaan yang berbeda.
Waktu Siklus Tingkat Proses: Satu Operasi Berulang
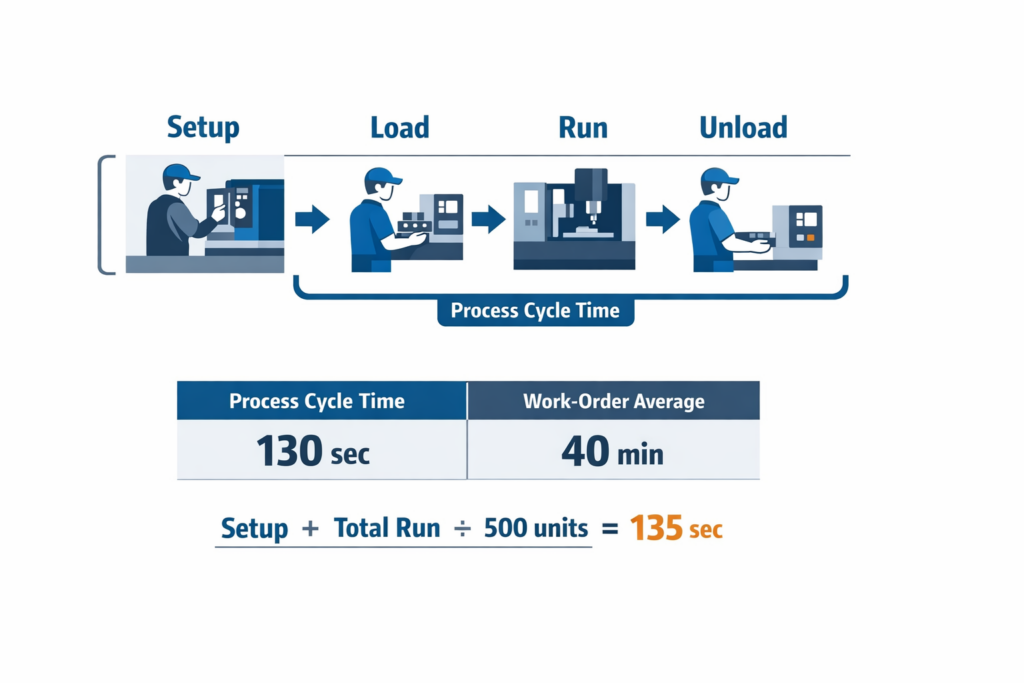
Jika Anda ingin mengukur proses pemesinan itu sendiri, Anda biasanya fokus pada waktu pengulangan per unit dalam kondisi pengoperasian normal. Katakanlah satu siklus yang diamati meliputi:
- Muat komponen mentah: 20 detik
- Waktu pengoperasian mesin: 95 detik
- Bongkar bagian yang sudah jadi: 15 detik
Waktu siklus pada tingkat proses adalah:
20 + 95 + 15 = 130 detik per satuan
Ini seringkali merupakan bentuk paling praktis dari rumus waktu siklus untuk desain stasiun dan analisis kerja standar. Rumus ini mencakup waktu sentuhan operator ditambah waktu mesin untuk satu unit yang selesai, yang jauh lebih bermanfaat daripada hanya mengandalkan waktu kerja mesin. Jika Anda mengecualikan pemuatan dan pembongkaran, Anda akan melaporkan 95 detik, Namun, hal itu akan meremehkan laju produksi sebenarnya dari stasiun tersebut.
Kapan Harus Menyertakan Pengaturan dan Pergantian
Sekarang mari kita lihat pesanan kerja yang sama dari perspektif perencana. Sebelum proses produksi 500 bagian dimulai, tim menghabiskan waktu... 40 menit pada penyiapan, verifikasi perlengkapan, dan persetujuan inspeksi bagian pertama. Jika Anda menginginkan waktu siklus pesanan kerja rata-rata, waktu penyiapan tersebut harus disertakan karena memakan waktu produksi yang tersedia.
Perhitungan perintah kerja menjadi:
Total Waktu Pengerjaan Pesanan = Waktu Penyiapan + Total Waktu Pengerjaan
Jika setiap unit mengambil 130 detik, kemudian pemesinan 500 unit memerlukan:
500 × 130 detik = 65.000 detik = 1.083,3 menit
Tambahkan 40 menit pengaturan:
1.083,3 + 40 = 1.123,3 menit total
Kemudian bagi dengan 500 unit:
1.123,3 ÷ 500 = 2,25 menit per satuan, atau tentang 135 detik per unit
Tambahan 5 detik per unit mungkin terlihat kecil, tetapi dalam beberapa proses produksi singkat, hal itu memiliki dampak besar pada kapasitas yang tersedia. Dalam lingkungan dengan beragam produk, pergantian yang sering dapat menghabiskan 10% hingga 30% dari waktu produksi yang direncanakan, itulah sebabnya pengaturan harus terlihat dalam waktu siklus pesanan kerja.
Waktu Siklus Proses vs Waktu Siklus Pesanan Kerja
Waktu siklus tingkat proses Memberi tahu Anda berapa lama waktu yang dibutuhkan untuk satu operasi setelah pekerjaan berjalan stabil. Waktu siklus pesanan kerja Memberi tahu Anda berapa banyak waktu yang sebenarnya dibutuhkan untuk menyelesaikan pesanan, termasuk pengaturan dan aktivitas tingkat pesanan lainnya.
Dalam contoh kita, waktu siklus tingkat proses adalah 130 detik, sedangkan rata-rata pesanan kerja adalah 135 detik. Jika Anda menyeimbangkan tenaga kerja atau membandingkan satu mesin dengan mesin lain, gunakan angka tingkat proses. Jika Anda memperkirakan tanggal penyelesaian, menjadwalkan kapasitas terbatas, atau memberikan penawaran tingkat output yang realistis, gunakan angka pesanan kerja.
Memilih Input Data yang Tepat
Data waktu siklus hanya berguna jika setiap tim mencatat peristiwa mulai dan berhenti yang sama. Di sebagian besar lantai produksi, tim mengambil data dari sinyal mesin, catatan operator, catatan MES, atau lembar produksi manual. Poin pentingnya bukan hanya sumber data tetapi juga konsistensi.
Untuk contoh CNC, pilihan stempel waktu yang umum meliputi waktu mulai pekerjaan, bagian pertama yang baik, bagian terakhir yang baik, dan pekerjaan selesai. Jika satu supervisor mengukur dari bagian pertama yang baik hingga bagian terakhir yang baik sementara supervisor lain mengukur dari saat operator masuk hingga penutupan palet, waktu siklus manufaktur yang dilaporkan tidak akan dapat dibandingkan. Di sinilah beberapa tim secara keliru mencampuradukkan waktu siklus dan waktu takt dalam diskusi, meskipun takt adalah metrik kecepatan berbasis permintaan dan bukan durasi proses yang diamati.
Aturan praktisnya adalah menentukan batasan kejadian sebelum memulai pelaporan. Untuk analisis tingkat proses, gunakan kejadian unit yang berulang seperti mulai memuat hingga selesai membongkar. Untuk analisis pesanan kerja, gunakan kejadian tingkat pesanan seperti mulai menyiapkan hingga selesai kuantitas akhir. Ini menjaga agar angka tersebut terkait dengan keputusan manajemen yang nyata.
Rata-Rata Sederhana vs Perhitungan Produksi yang Lebih Realistis
Rata-rata sederhana sudah cukup ketika prosesnya stabil, waktu produksinya lama, dan waktu penyiapan dapat diabaikan relatif terhadap output. Hal ini umum terjadi pada lini produksi khusus yang menghasilkan SKU yang sama selama berjam-jam atau berhari-hari. Dalam kasus tersebut, total waktu produksi dibagi dengan total unit memberikan dasar yang andal untuk perencanaan kapasitas.
Perhitungan waktu siklus produksi yang lebih realistis diperlukan ketika lingkungan produksi mencakup produksi dalam jumlah kecil, perubahan model yang sering, penanganan oleh operator, inspeksi, atau langkah-langkah persetujuan antar batch. Dalam kasus tersebut, tidak memasukkan waktu penyiapan, pemuatan, pembongkaran, atau pelepasan unit pertama akan menghasilkan waktu siklus yang terlalu rendah dan menyesatkan. Hasilnya biasanya adalah jadwal yang buruk, kapasitas yang dilebih-lebihkan, dan percepatan yang sebenarnya dapat dihindari.
Untuk pesanan CNC, tampilan sederhana hanya pada mesin mungkin melaporkan 95 detik. Tampilan operasional tingkat proses melaporkan 130 detik. Tampilan perencanaan pesanan kerja melaporkan 135 detik. Tidak satu pun dari angka-angka ini yang salah; angka-angka tersebut hanya menjawab pertanyaan operasional yang berbeda.
Gunakan Kedua Angka, tetapi Beri Label dengan Jelas
Pabrik yang paling efektif tidak memaksakan satu angka waktu siklus universal untuk setiap kasus penggunaan. Mereka mempertahankan konvensi penamaan standar seperti waktu siklus proses bersih, waktu siklus yang diamati, dan waktu siklus rata-rata pesanan kerja. Hal ini menghindari kebingungan di kemudian hari ketika tim mulai membandingkan kinerja di berbagai produk, shift, atau mesin.
Disiplin tersebut juga membuat pekerjaan pengurangan waktu siklus selanjutnya jauh lebih mudah. Jika garis dasar Anda sudah memisahkan waktu pemesinan dari waktu penanganan dan waktu penyiapan, Anda dapat melihat dengan tepat di mana peningkatan dimungkinkan daripada memperdebatkan perhitungannya. Singkatnya, perhitungan tersebut bukan hanya latihan teknik; itu adalah fondasi untuk penjadwalan yang lebih baik, perencanaan tenaga kerja, dan tindakan perbaikan.
Alasan yang Mendorong Waktu Siklus Panjang di Lantai Produksi
Setelah mendefinisikan dan menghitung waktu siklus, Tantangan selanjutnya adalah menemukan apa yang menyebabkan waktu siklus produksi lebih lama dari yang diharapkan. Di sebagian besar pabrik, jawabannya bukanlah satu mesin yang lambat. Waktu siklus produksi yang lama biasanya disebabkan oleh serangkaian penundaan kecil di seluruh aliran material, tenaga kerja, peralatan, kualitas, dan pengambilan keputusan. Itulah mengapa dua lini produksi dengan kecepatan nominal yang serupa dapat menghasilkan output yang sangat berbeda per shift.
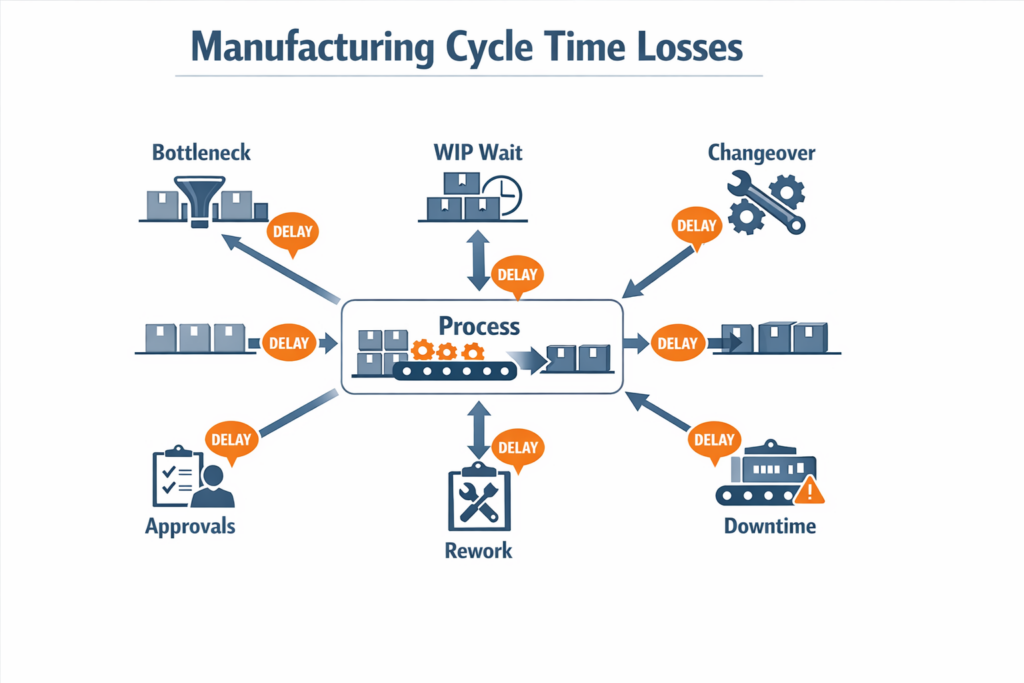
Hambatan dan Ketidakseimbangan Lini Produksi
A kemacetan Kecepatan keseluruhan proses ditentukan oleh mesin di bagian atas, bahkan ketika mesin di bagian hulu tampak cepat di atas kertas. Jika satu stasiun secara konsisten berjalan lebih lambat daripada yang lain, WIP (Work in Progress) akan menumpuk di depannya, operator menunggu di belakangnya, dan siklus produksi dari awal hingga akhir akan jauh melampaui kecepatan mesin teoretis. Inilah salah satu alasan mengapa tim yang hanya fokus pada kecepatan nominal mesin seringkali melewatkan penyebab sebenarnya dari alur kerja yang buruk.
Di pabrik komponen otomotif, misalnya, proses pencetakan mungkin menyelesaikan suatu bagian dalam hitungan detik, tetapi langkah inspeksi atau pengelasan yang lebih lambat dapat membatasi lini produksi. Hasilnya adalah antrian yang semakin panjang, lebih banyak penanganan, dan waktu yang lebih lama dari pelepasan hingga unit jadi. Dalam praktiknya, suatu stasiun mungkin mencapai siklus mesin pendeknya sendiri, namun lini produksi secara keseluruhan tetap gagal memenuhi takt karena hambatan tersebut mengatur output.
Menunggu, WIP (Work in Progress), dan Keterlambatan Penanganan Material
Kelebihan Sedang dalam pengerjaan Seringkali dianggap sebagai bentuk perlindungan, tetapi seringkali hal itu menyembunyikan aliran yang tidak stabil dan menambah waktu tunggu antar operasi. Suatu unit mungkin hanya menghabiskan beberapa menit untuk diproses dan jauh lebih lama berada di rak, di atas palet, atau di zona penampungan. Di banyak pabrik, waktu tunggu ini menjadi bagian yang lebih besar dari waktu aliran produksi ujung-ke-ujung daripada waktu sentuhan aktual.
Perakitan elektronik memberikan contoh umum. Papan sirkuit mungkin dicetak dan dipasang dengan cepat, kemudian menunggu dalam antrian sebelum pengujian karena keterbatasan perlengkapan, teknisi, atau kapasitas persetujuan. Lini produksi tampak sibuk, tetapi siklus produksi dari awal hingga akhir meluas karena material bergerak dalam batch dan menunggu sumber daya yang tersedia berikutnya.
Pergantian dan Stop Loss Kecil
Sering pergantian Hal ini dapat meningkatkan waktu siklus secara signifikan, terutama dalam produksi dengan variasi produk yang tinggi. Bahkan ketika pergantian produk yang dijadwalkan hanya 10 hingga 20 menit, kerugian sebenarnya seringkali lebih besar karena mencakup pembersihan lini produksi, pemeriksaan sampel pertama, penyesuaian parameter, dan ketidakstabilan saat memulai ulang produksi. Jika pengurutan SKU buruk, gangguan berulang ini dapat menghabiskan sebagian besar waktu yang tersedia.
Gangguan kecil pun penting. Jalur produksi yang berulang kali kehilangan waktu 30 hingga 60 detik karena kerusakan sensor, kemacetan label, atau pengisian ulang pengumpan mungkin tidak pernah menunjukkan waktu henti yang dramatis dalam laporan, namun efek kumulatifnya bisa sangat besar. Di banyak pabrik diskrit, gangguan singkat ini merupakan pendorong utama waktu siklus yang panjang dibandingkan kerusakan besar.
Waktu Henti Tak Terencana dan Respons Pemeliharaan
Kerusakan peralatan meningkat waktu siklus Dengan dua cara: mesin berhenti memproses, dan aliran hilir menjadi tidak stabil setelah dihidupkan kembali. Pemulihan seringkali mencakup pengecekan barang rusak, penyeimbangan kembali tenaga kerja, dan penyelesaian WIP (Work in Progress) yang menumpuk, yang berarti kerugian berlanjut setelah mesin beroperasi kembali. Inilah mengapa pelacakan waktu henti dan waktu siklus harus ditinjau bersama-sama, bukan dalam laporan terpisah.
Pengerjaan Ulang, Penangguhan Kualitas, dan Antrian Inspeksi
Hasil produksi tahap pertama yang buruk memperpanjang waktu siklus karena unit yang sama mengonsumsi kapasitas lebih dari sekali. Pengerjaan ulang, aktivitas penahanan, dan inspeksi tambahan semuanya menambah waktu yang jarang terlihat dalam penghitungan output sederhana. Menurut tolok ukur industri, biaya pabrik tersembunyi yang terkait dengan kualitas buruk dapat mencapai 15% hingga 20% dari penjualan di beberapa lingkungan manufaktur, dan sebagian dari biaya tersebut secara langsung terlihat dalam waktu tunggu dan siklus yang lebih lama.
Di pabrik elektronik, uji fungsional yang gagal dapat menyebabkan sejumlah produk dikembalikan untuk perbaikan solder, kemudian dikembalikan untuk diuji lagi, lalu masuk ke area penyimpanan menunggu keputusan teknik. Waktu pemrosesan mesin mungkin tidak berubah, tetapi waktu siklus aktual bertambah karena produk terjebak dalam penanganan pengecualian. Ini adalah pengingat yang baik bahwa waktu siklus produksi sering kali dipengaruhi oleh gesekan sistem mutu, bukan hanya oleh kecepatan produksi.
Persetujuan, Serah Terima, dan Jeda Antar Shift
Beberapa penundaan terlama di lantai produksi lebih bersifat administratif daripada mekanis. Menunggu persetujuan sampel pertama, persetujuan penyimpangan, izin perawatan, atau konfirmasi pengawas dapat menyebabkan material menganggur meskipun operator dan mesin sudah siap. Penundaan ini sangat umum terjadi di lingkungan yang diatur atau memiliki variasi produk yang tinggi di mana pengambilan keputusan tidak terstandarisasi.
Serah terima shift menciptakan efek serupa. Jika terjadi gangguan produksi, kekurangan material, atau pesanan kerja yang belum selesai diserahkan secara verbal atau tertulis, shift berikutnya mungkin menghabiskan waktu 15 hingga 30 menit untuk memeriksa kembali status sebelum produksi dilanjutkan. Selama sebulan, kehilangan waktu serah terima rutin tersebut dapat berdampak pada pengurangan waktu siklus produksi sama besarnya dengan peningkatan peralatan kecil.
Prinsip Diagnostik Utama
Jika waktu siklus Anda meningkat, jangan berasumsi bahwa proses itu sendiri menjadi lebih lambat. Dalam banyak kasus, penyebab sebenarnya adalah antrian, gangguan, pengulangan pengerjaan, dan penundaan pengambilan keputusan yang terkait dengan proses tersebut. Langkah selanjutnya adalah membuat kerugian tersebut terlihat dengan pelacakan waktu siklus yang lebih baik sehingga tim dapat memisahkan waktu pemrosesan sebenarnya dari waktu tunggu yang dapat dihindari dan bertindak berdasarkan kendala yang tepat.
Cara Mengurangi Waktu Siklus dengan Pelacakan dan Kontrol Alur Kerja yang Lebih Baik
Standarisasi Cap Waktu yang Anda Kumpulkan
Anda tidak dapat meningkatkan waktu siklus Jika tim yang berbeda menandai titik awal dan akhir secara berbeda. Langkah pertama adalah menentukan secara tepat peristiwa mana yang dihitung dalam waktu siklus produksi Anda: pekerjaan dirilis, material siap, pengaturan selesai, bagian pertama dimulai, operasi selesai, inspeksi selesai, dan pekerjaan ditutup. Jika satu supervisor memasukkan waktu tunggu dan yang lain mengecualikannya, waktu siklus yang dilaporkan menjadi tidak dapat diandalkan meskipun rumus waktu siklus itu sendiri benar.
Dalam praktiknya, pabrik harus mendokumentasikan aturan stempel waktu berdasarkan kelompok proses daripada mengandalkan kebiasaan informal di lantai produksi. Sel CNC, jalur SMT, dan stasiun perakitan manual seringkali membutuhkan logika stempel waktu yang berbeda karena titik pemuatan, pembongkaran, dan inspeksi tidak sama. Hal ini juga mencegah kebingungan di kemudian hari ketika tim membandingkan waktu siklus berdasarkan mesin, shift, atau SKU dan menganggap data tersebut diambil dalam kondisi yang sama.
Kumpulkan Data Waktu Siklus di Sumbernya
Pembaruan manual di akhir shift adalah salah satu alasan terbesar mengapa pelacakan waktu siklus gagal. Operator, pemimpin lini, dan teknisi harus mencatat kejadian saat pekerjaan berlangsung, idealnya melalui formulir seluler, tablet di tempat kerja, pemindaian kode batang, atau pemicu yang terhubung ke mesin. Pengambilan gambar secara waktu nyata mengurangi entri yang terlewat dan mempermudah pemisahan waktu pemrosesan sebenarnya dari waktu tunggu, penghentian, dan perulangan pengerjaan.

Peluang terbesar untuk menghemat waktu siklus seringkali berada di luar waktu kerja mesin murni. Di banyak pabrik, operator dapat memberi tahu Anda bahwa satu siklus pengepresan membutuhkan waktu 40 detik, tetapi mereka tidak dapat menunjukkan berapa banyak waktu tambahan yang hilang karena menunggu material, persetujuan kualitas, konfirmasi perkakas, atau dukungan pemeliharaan. Data tingkat sumber menutup kesenjangan itu dan memberi manajer produksi sesuatu yang dapat mereka tindak lanjuti selama shift kerja, bukan setelah pelaporan akhir bulan.
Lacak WIP (Work in Progress) di antara setiap tahapan, bukan hanya hasilnya.
Suatu lini produksi dapat mencapai target output per jamnya namun tetap menyembunyikan kinerja waktu siklus yang buruk jika pekerjaan dalam proses menumpuk di antara operasi. Pelacakan WIP Grafik ini menunjukkan di mana unit-unit menghabiskan waktu menunggu, yang seringkali lebih penting daripada seberapa cepat mesin individual beroperasi. Hukum Little merupakan pengingat yang berguna di sini: seiring meningkatnya WIP (Work in Progress), waktu aliran rata-rata biasanya juga meningkat kecuali jika throughput meningkat secara proporsional.
Contoh sederhana adalah jalur perakitan komponen otomotif di mana proses pencetakan logam menyelesaikan komponen dengan cepat, tetapi pengelasan mengelompokkannya sebelum operasi selanjutnya. Hasil produksi mungkin terlihat memuaskan di akhir hari, namun waktu siklus produksi sebenarnya menjadi lebih lama karena komponen mengantre selama berjam-jam. Melacak waktu antrean antar tahapan proses membuat hambatan (bottleneck) terlihat dan membantu tim mengurangi waktu siklus melalui penyeimbangan, ukuran kelompok yang lebih kecil, atau aturan pengiriman yang lebih baik.
Waktu Siklus Segmen menurut Shift, SKU, dan Mesin
Nilai rata-rata menyembunyikan variasi operasional. Jika Anda hanya meninjau satu angka waktu siklus keseluruhan, Anda mungkin melewatkan bahwa Lini 2 pada shift malam berjalan 18% lebih lambat pada SKU dengan variasi produk yang tinggi, atau bahwa satu keluarga mesin berkinerja baik pada pekerjaan standar tetapi kesulitan setelah pergantian produk. Membagi waktu siklus berdasarkan shift, kode produk, mesin, tim operator, atau jenis pesanan mengubah KPI yang luas menjadi alat manajemen yang praktis.
Suatu lini produksi mungkin tampak memenuhi takt secara rata-rata, sementara SKU atau shift tertentu berulang kali melampaui ambang batas siklus yang dapat diterima. Pelaporan yang tersegmentasi membantu Anda melihat apakah masalahnya terletak pada alokasi tenaga kerja, disiplin penyiapan, presentasi material, kondisi perawatan, atau urutan jadwal.
Alasan Penundaan Pemberian Tag Agar Data Dapat Ditindaklanjuti
Data waktu siklus tanpa kode alasan seringkali menyebabkan tebakan. Ketika suatu operasi melebihi targetnya, sistem harus mensyaratkan penyebab yang diberi label seperti kekurangan material, penggantian alat, waktu henti yang tidak direncanakan, penundaan persetujuan bagian pertama, pengerjaan ulang, ketidakhadiran operator, atau menunggu layanan forklift. Pabrik yang menggunakan kode penundaan terstruktur biasanya meningkat lebih cepat karena mereka dapat memisahkan kerugian kronis dari kejadian yang terisolasi.
Memicu Tindakan Korektif Saat Ambang Batas Terlampaui
Pelacakan waktu siklus yang baik seharusnya tidak berhenti pada pelaporan. Ketika waktu siklus melebihi ambang batas yang telah ditentukan, tindakan selanjutnya harus otomatis: memberi tahu pemimpin lini, membuka tiket pemeliharaan, meningkatkan penanganan kekurangan material, atau meminta tinjauan dari supervisor sebelum pesanan diproses lebih lanjut. Hal ini menutup siklus antara pengukuran dan respons, yang merupakan titik di mana banyak sistem berbasis spreadsheet mengalami kegagalan.
Pendekatan praktisnya adalah menetapkan aturan ambang batas berdasarkan proses dan kelompok produk, alih-alih menggunakan satu pemicu yang berlaku di seluruh pabrik. Pusat permesinan dengan pekerjaan berulang yang stabil mungkin memerlukan ambang batas yang ketat, sementara area perakitan model campuran mungkin memerlukan rentang kontrol yang lebih luas dan jalur eskalasi yang berbeda. Tujuannya bukan untuk menciptakan lebih banyak peringatan, tetapi untuk menciptakan intervensi yang lebih cepat terhadap kerugian yang secara material memengaruhi hasil produksi dan pengiriman.
Gantikan Pelacakan Spreadsheet dengan Alur Kerja Digital
Setelah pabrik memiliki aturan penanda waktu yang jelas, titik pemeriksaan WIP, logika segmentasi, dan kode penundaan, tantangan selanjutnya adalah disiplin eksekusi. Pada tahap ini, platform tanpa kode seperti Jodoo Dapat membantu tim operasional mengganti pelacakan berbasis spreadsheet dengan formulir digital, dasbor waktu nyata, dan aturan alur kerja yang sesuai dengan proses produksi aktual. Alih-alih menunggu supervisor mengumpulkan data secara manual, tim dapat mengumpulkan peristiwa mulai/berhenti di sumbernya, memvisualisasikan hambatan berdasarkan lini atau SKU, dan mengarahkan penundaan abnormal ke fungsi yang tepat dengan segera.
Sebagai contoh, pabrik elektronik dapat menggunakan Jodoo Untuk memungkinkan operator memindai pesanan kerja saat pengaturan dimulai, mencatat persetujuan bagian pertama, merekam alasan penghentian selama gangguan, dan menutup setiap operasi dari tablet di lini produksi. Jika waktu siklus melebihi target untuk SKU tersebut, Jodoo dapat memicu alur kerja yang memberi peringatan kepada produksi dan pemeliharaan, menetapkan tindakan tindak lanjut, dan memperbarui dasbor untuk pemimpin shift secara real-time. Hal ini memberi manajer cara praktis untuk beralih dari pelaporan pasif ke pengurangan waktu siklus tertutup tanpa pengembangan kustom yang rumit.
Kesimpulan: Ubah Analisis Waktu Siklus Menjadi Peningkatan Berkesinambungan
Waktu siklus Hal ini menjadi berharga hanya ketika tim Anda menggunakan satu definisi yang jelas, menerapkan rumus yang tepat pada tingkat yang tepat, dan bertindak mengatasi keterlambatan sebelum menjadi hal yang biasa. Dalam praktiknya, itu berarti memisahkan waktu siklus dari waktu takt dan waktu tunggu, menghitungnya secara konsisten berdasarkan proses atau pesanan kerja, dan melacak waktu siklus yang panjang kembali ke penyebab sebenarnya seperti menunggu, pengerjaan ulang, waktu henti, perubahan, atau kesenjangan persetujuan. Bagi manajer produksi dan pabrik, tujuannya bukan hanya pelaporan yang lebih baik—tetapi juga pengambilan keputusan yang lebih cepat dan lebih berulang di lantai produksi.
Itulah mengapa upaya peningkatan waktu siklus yang paling efektif menggabungkan pengukuran dengan disiplin alur kerja. Ketika operator mencatat stempel waktu di sumbernya, pengawas dapat mengelompokkan kinerja berdasarkan shift, mesin, SKU, atau pesanan dan menanggapi tren abnormal jauh lebih awal. Pabrik yang membangun siklus tertutup ini biasanya meningkatkan stabilitas output dan OEE, karena kehilangan waktu siklus seringkali terkait langsung dengan penghentian tersembunyi dan variasi proses.
Jika Anda ingin mendigitalisasi proses tersebut tanpa pengembangan kustom yang rumit, Jodoo Memberikan Anda cara praktis tanpa perlu coding untuk membangun formulir pelacakan waktu siklus, alur kerja penyebab keterlambatan, dasbor waktu nyata, dan peringatan eskalasi seputar proses produksi Anda yang sudah ada. Anda dapat mulai uji coba gratis atau pesan demo untuk melihat bagaimana Jodoo sesuai dengan alur kerja manufaktur ramping di pabrik Anda.

