
Просмотр по категориям
Введение: Почему время цикла имеет значение в современном производстве
Производственная линия может, казалось бы, достигать целевого объема выпуска продукции, но при этом не успеть доставить ее клиенту, если слишком много времени тратится на обработку, погрузку, ожидание или передачу товара. Именно поэтому... время цикла Это один из наиболее полезных показателей для руководителей производства, менеджеров заводов и инженеров-технологов. Проще говоря, время цикла — это время, необходимое для выполнения одной единицы продукции, одной операции или одного определенного производственного этапа в нормальных условиях.
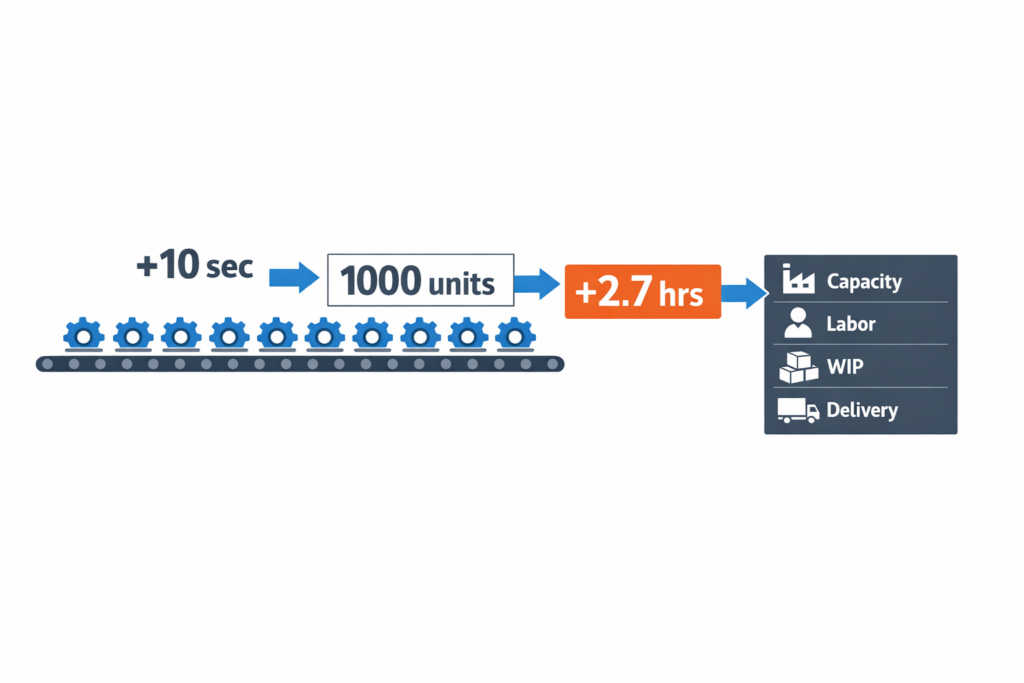
Этот показатель важен, потому что небольшие потери быстро накапливаются. Например, процесс, который добавляет всего лишь 10 секунд на единицу продукции получается почти 2,7 дополнительных часа Время производственного цикла, превышающее 1000 единиц продукции, напрямую влияет на производственную мощность, коэффициент использования рабочей силы, незавершенное производство и своевременную доставку. В отличие от более общих ключевых показателей эффективности, время цикла указывает на то, где фактически меняется производительность: на станке, участке, ячейке или в рабочем заказе.
В этой статье вы увидите, что время цикла средства в производстве, как их использовать формула времени цикла, и как это рассчитать как на уровне процесса, так и на уровне производственного заказа. Мы также сравним это с такт времени а затем рассмотрим практические способы его сокращения. Для многих заводов точное отслеживание времени цикла является тем фактором, который делает бережливое производство практичным на уровне смены, линии и производственного заказа.
Что означает время цикла в производстве?
Точно определите время цикла.
В производстве, время цикла Это время, необходимое для выполнения одной единицы продукции, одного этапа партии или одной операции в заданных условиях. Ключевая фраза: “при определенных условиях”Потому что это число зависит от того, с какого момента вы начинаете отсчет времени, где вы его останавливаете, и включаете ли вы в него обработку, ожидание или переналадку. Если ваша команда не определит эти границы четко, одна и та же производственная линия может отображаться с тремя разными циклами в трех разных отчетах».
Для практического использования в цехе время производственного цикла обычно отвечает на один из двух вопросов: Сколько времени занимает один этап процесса? Или хоКак часто выпускается только один готовый продукт? Именно поэтому формула расчета времени цикла имеет значение, но только после того, как команда согласует точные точки измерения. Без этого согласования сравнения между сменами, станками и артикулами становятся некорректными.
Что не означает время цикла
Время цикла часто рассматривается как обобщающий термин для обозначения скорости, но это не то же самое, что все показатели эффективности производства, основанные на времени. Линия может иметь короткое время работы оборудования и при этом длительный производственный цикл, если операторы ждут поступления материала, проверки качества или перемещения погрузчика. Аналогично, производственный заказ может иметь приемлемое время цикла, но низкую общую производительность доставки, поскольку время ожидания в очереди и задержки планирования находятся за пределами измеряемого этапа.
Именно здесь начинаются многие ошибочные решения. Если менеджер путает время цикла со временем выполнения заказа, он может инвестировать в более быстрое оборудование, в то время как реальная проблема заключается в ожидании между операциями. Если он путает время цикла При использовании тактового времени они могут считать, что процесс работает исправно, поскольку спрос низкий, даже если производственная линия все еще нестабильна.
Время цикла в сравнении с другими распространенными производственными показателями
| Метрическая система | Что именно измеряет | Типичный запуск/остановка | Лучше всего подходит для | Распространенная ошибка |
|---|---|---|---|---|
| Время цикла | Время, необходимое для выполнения одной единицы или одной операции. | От начала до конца эксплуатации, или от одного завершенного участка до следующего. | Оценка скорости процесса, балансировки производственной линии и производственных показателей. | Использовать его, не указывая, включено ли ожидание или обработка. |
| Тактовое время | Необходимый темп производства для удовлетворения спроса клиентов. | Доступное время производства ÷ спрос со стороны клиентов | Планирование мощностей и согласование спроса | Рассматривая тактовое время как фактическую производительность |
| Время выполнения | Общее время, прошедшее с момента размещения заказа до его доставки или завершения. | Заказ получен/передан клиенту для доставки или выполнен. | Обслуживание клиентов, планирование и выполнение заказов. | Более короткий цикл автоматически означает более короткий срок выполнения заказа. |
| Время прохождения | Общее время, которое деталь проводит в процессе производства, включая время ожидания. | Вступление в производство и выход из производства | Комплексный анализ потока и диагностика незавершенного производства. | Путать это с чистым временем обработки — это неправильно. |
| Машинное время | Машина времени активно работает над деталью. | Инструмент начинает работать, затем останавливается. | Использование оборудования и технологическое проектирование | Игнорируя ручную обработку, настройку и потери в очереди. |
Время цикла против времени такта
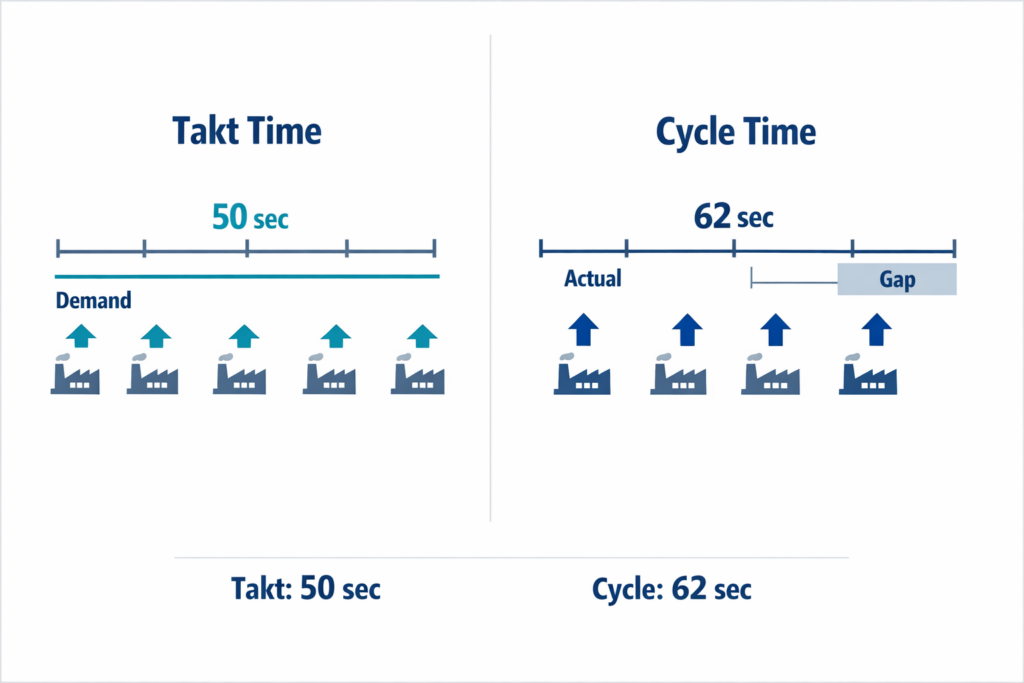
Сравнение между время цикла и такт времени Тактовое время — один из важнейших показателей в бережливом производстве. Оно показывает темп, необходимый для удовлетворения спроса, а время цикла — темп, которого фактически достигает ваш процесс. Одно представляет собой целевой показатель, другое — измеримый результат работы.
Если тактовое время составляет 50 секунд на единицу продукции, а фактическое время цикла — 62 секунды, линия не сможет справиться со спросом без сверхурочной работы, увеличения мощностей или изменения процесса. Если время цикла составляет 40 секунд, это не означает автоматически, что процесс эффективен, поскольку избыточная производительность все еще может привести к перепроизводству, увеличению незавершенного производства и дисбалансу на последующих этапах. Таким образом, при выборе между временем цикла и тактовым временем реальный вопрос заключается не в том, что лучше, а в том, соответствует ли фактическая производительность спросу.
Время выполнения заказа, время обработки и машинное время: в чем путаница в работе команд.
Время выполнения шире, чем время цикла потому что это включает в себя все время, прошедшее вокруг выполнения заказа, а не только саму операцию. Время выполнения Это понятие также шире, но обычно оно сосредоточено на пути детали через весь производственный цикл, включая очередь, транспортировку и ожидание между этапами. Машинное время Этот показатель уже, поскольку он измеряет только время активной работы оборудования.
В реальных условиях производства это различие имеет значение. Штамповочный пресс может показывать 18 секунд машинного времени, в то время как измеренное время цикла на участке составляет 30 секунд с учетом загрузки и выгрузки. Одна и та же деталь может провести на заводе 6 часов производственного времени, ожидая обработки на вторичных этапах, а у заказчика может возникнуть задержка в 3 дня из-за планирования, комплектации и отгрузки.
Почему важны четкие определения, прежде чем использовать цифры
Когда команды смешивают эти термины, приоритеты в области улучшений искажаются. Инженерный отдел может сосредоточиться на сокращении времени работы оборудования в секундах, в то время как руководители производства фактически теряют производительность из-за ожидания материалов и задержек при передаче смен. Финансовый отдел может запрашивать сокращение сроков выполнения заказов, но производственная бригада отчитывается только о времени операционного цикла, поэтому обе стороны считают, что другая сторона упускает суть.
Поэтому, прежде чем использовать эти данные на совещаниях, в панелях мониторинга или для определения целей улучшения, командам следует установить начальную и конечную точки для каждого показателя. После того, как эти определения будут установлены, данные станут пригодными для сравнения смен, понимания вариаций и поддержки работы по сокращению времени цикла. Следующий шаг — правильный расчет как на уровне процесса, так и на уровне рабочего задания.
Как рассчитать время цикла на уровне процесса и производственного заказа
Как только у вас появится четкое определение производства время цикла, Следующий шаг — выбор правильного метода расчета для принятия необходимого решения. Руководителю производственной линии, проверяющему одну станцию, требуется другое значение, чем менеджеру по производству, рассматривающему полный рабочий заказ. На практике формула расчета времени цикла немного меняется в зависимости от того, измеряете ли вы одну повторяющуюся операцию, один обрабатывающий центр или общее время, затраченное на выполнение партии. Использование неправильного уровня расчета — одна из причин, по которой команды путают истинное время производственного цикла с приблизительными средними значениями.
Базовая формула расчета времени цикла
На самом простом уровне время цикла — это:
Средний Время цикла = Общее время производства ÷ Количество произведенных единиц
Эта формула хорошо работает, когда требуется получить среднюю производительность за стабильный период работы. Если упаковочная ячейка работает 420 минут и производит 210 единиц продукции, среднее время цикла составляет 2 минуты на единицу. Это полезно для планирования на высоком уровне, балансировки линии и быстрой проверки производительности, но предполагает, что условия работы были достаточно стабильными.
Ограничение заключается в том, что это среднее значение может скрывать операционные детали. Если в одном и том же цехе было две короткие остановки, ожидание материала и медленная первая настройка, среднее значение все равно покажет 2 минуты на единицу продукции, даже если истинное поведение процесса менее стабильно. Именно поэтому производственные бригады часто рассчитывают время цикла как на одном, так и на другом этапе. уровень процесса и уровень рабочего заказа.
Пример выполнения: Заказ на обработку на станке с ЧПУ.
Предположим, завод производит 500 алюминиевых корпусов клапанов на обрабатывающем центре с ЧПУ. Для каждой детали оператор загружает заготовку, запускает цикл, ждет завершения обработки, выгружает деталь и помещает ее на стеллаж следующего этапа. В начале выполнения заказа бригада также проводит проверку настройки и смещения инструмента, прежде чем будет отпущена первая приемлемая деталь.
Этот пример позволяет увидеть, как математические расчеты меняются в зависимости от контекста. Показатель на уровне станка помогает понять саму операцию, а номер производственного заказа показывает, что фактически происходит в процессе планирования производства. Оба показателя верны, но отвечают на разные вопросы.
Время цикла на уровне процесса: одна повторяющаяся операция
Если вы хотите измерить сам процесс обработки, обычно фокусируются на повторяемом времени на единицу продукции в нормальных условиях работы. Допустим, один наблюдаемый цикл включает в себя:
- Загрузить исходный фрагмент: 20 секунд
- Время выполнения программы: 95 секунд
- Выгрузить готовую деталь: 15 секунд
Время цикла на уровне процесса составляет:
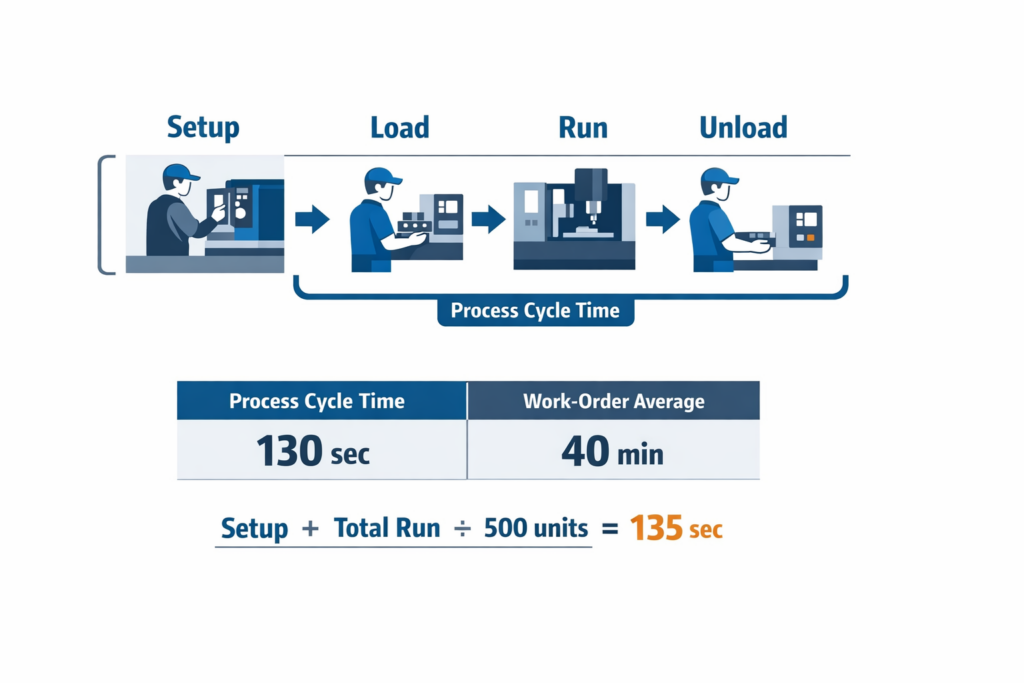
20 + 95 + 15 = 130 секунд на единицу
Это часто наиболее практичная форма формулы расчета времени цикла для проектирования станций и анализа стандартных рабочих процедур. Она учитывает время работы оператора плюс время работы машины на одну готовую единицу продукции, что гораздо полезнее, чем полагаться только на время работы машины. Если исключить погрузку и разгрузку, вы бы составили отчет. 95 секунд, Но это занижало бы реальные темпы работы станции.
Когда следует включать настройку и переналадку?
Теперь рассмотрим тот же рабочий заказ с точки зрения планировщика. Перед началом производства 500 деталей команда тратит... 40 минут на настройку, проверку приспособлений и утверждение первой детали. Если вам нужно среднее время цикла выполнения заказа, время настройки следует включить, поскольку оно расходует доступное производственное время.
Расчет по заказу на выполнение работ выглядит следующим образом:
Общее время выполнения заказа = Время настройки + Общее время выполнения
Если каждая единица занимает 130 секунд, затем механическая обработка 500 единиц требует:
500 × 130 секунд = 65 000 секунд = 1083,3 минуты
Добавить 40 минут настраивать:
1083,3 + 40 = 1123,3 минуты всего
Затем разделить на 500 единиц:
1123,3 ÷ 500 = 2,25 минуты на единицу, или около 135 секунд на единицу
Эти дополнительные 5 секунд на единицу продукции могут показаться незначительными, но при многократных коротких циклах производства они оказывают существенное влияние на доступную мощность. В условиях производства с широким ассортиментом продукции частые переналадки могут занимать от 101 до 301 тонн планового производственного времени, поэтому время наладки должно быть видно в цикле выполнения производственного заказа.
Время выполнения технологического процесса против времени выполнения производственного заказа.
Время цикла на уровне процесса показывает, сколько времени занимает одна операция, когда выполнение задачи стабилизируется. Время выполнения заказа на выполнение работ показывает, сколько времени фактически занимает выполнение заказа с учетом настройки и других действий на уровне заказа.
В нашем примере время цикла на уровне процесса составляет 130 секунд, а среднее время выполнения заказа — 135 секунд. Если вы балансируете трудозатраты или сравниваете одну машину с другой, используйте показатель на уровне процесса. Если вы оцениваете сроки завершения, планируете ограниченные мощности или указываете реалистичные темпы выпуска продукции, используйте показатель для заказа.
Выбор правильных источников данных
Данные о времени цикла полезны только тогда, когда каждая бригада фиксирует одни и те же события начала и окончания. На большинстве производственных площадок бригады получают данные из сигналов станков, журналов операторов, записей MES или ручных производственных листов. Важен не только источник данных, но и... последовательность.
В примере с ЧПУ обычно используются следующие временные метки: начало задания, первая годная деталь, последняя годная деталь и завершение задания. Если один руководитель измеряет время от первой до последней годной детали, а другой — от входа оператора в систему до закрытия паллеты, то сообщаемое время производственного цикла будет несопоставимым. Именно здесь некоторые команды ошибочно путают время цикла и тактовое время, хотя такт — это показатель темпа, основанный на спросе, а не наблюдаемая продолжительность процесса.
Практическое правило — определить границы событий до начала составления отчетов. Для анализа на уровне процесса используйте повторяющиеся единичные события, такие как начало загрузки и завершение разгрузки. Для анализа производственных заказов используйте события на уровне заказа, такие как начало настройки и завершение окончательного количества. Это позволит связать полученные данные с реальными управленческими решениями.
Простое среднее значение против более реалистичного расчета производства.
Простое среднее значение достаточно, когда процесс стабилен, цикл длителен, а время наладки незначительно по сравнению с объемом выпуска продукции. Это характерно для специализированных линий, производящих один и тот же товар в течение нескольких часов или дней. В этом случае общее время работы, деленное на общее количество произведенных единиц, дает надежную базовую оценку для планирования производственных мощностей.
Более реалистичный расчет времени производственного цикла необходим в условиях коротких серий, частой смены моделей, работы операторов, проверок или этапов утверждения между партиями. В таких случаях исключение этапов настройки, загрузки, разгрузки или выпуска первой детали приводит к обманчиво заниженному времени цикла. В результате обычно получаются неэффективные графики, завышенные производственные мощности и ненужное ускорение производства.
Для заказа на станке с ЧПУ простой обзор только станка может показать 95 секунд. Обзор процесса на уровне операций покажет 130 секунд. Обзор планирования работ по заказу на производство покажет 135 секунд. Ни одно из этих чисел не является неверным; они просто отвечают на разные вопросы, касающиеся эксплуатации.
Используйте оба числа, но четко их обозначьте.
Наиболее эффективные предприятия не используют единый универсальный показатель времени цикла для всех вариантов применения. Они придерживаются стандартной системы обозначений, такой как чистое время цикла процесса, наблюдаемое время цикла и среднее время цикла по заказу на работу. Это позволяет избежать путаницы в дальнейшем, когда команды начнут сравнивать производительность по различным продуктам, сменам или оборудованию.
Такой подход также значительно упрощает работу по сокращению времени цикла на более поздних этапах. Если в вашей базовой таблице уже разделяется время обработки, время обработки и время наладки, вы можете точно определить, где возможно улучшение, вместо того чтобы спорить о расчетах. Короче говоря, расчет — это не просто инженерное упражнение; это основа для более эффективного планирования, планирования трудовых ресурсов и принятия мер по улучшению.
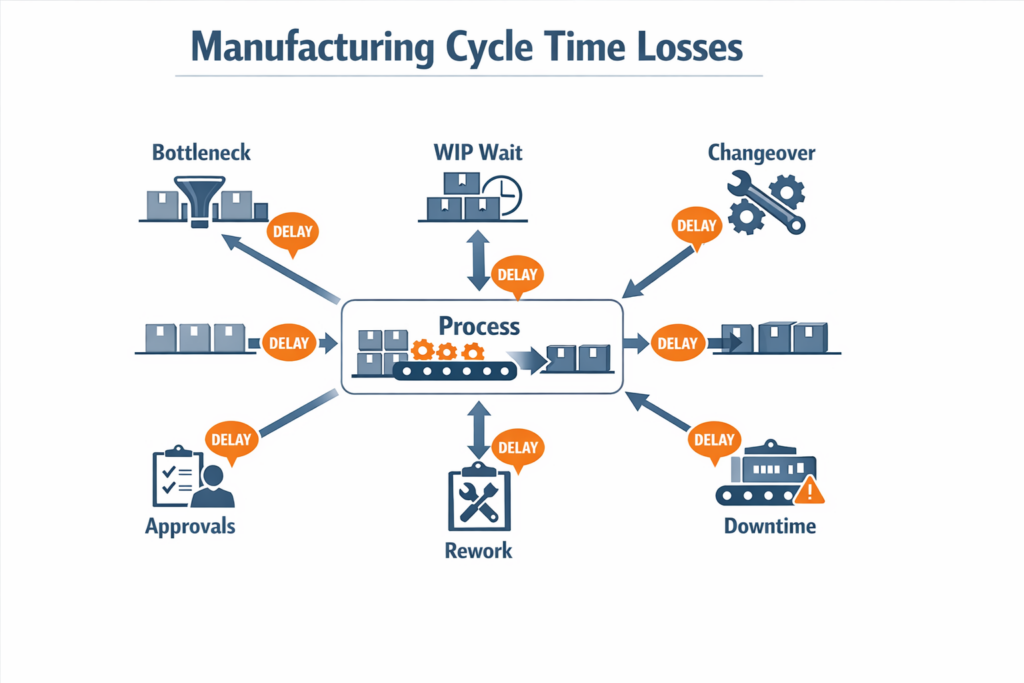
Причина приводит к увеличению времени производственного цикла в цехе.
После определения и расчета время цикла, Следующая задача — выяснить, что именно увеличивает продолжительность производственного цикла по сравнению с ожидаемой. На большинстве предприятий ответ кроется не в одной медленной машине. Длительный производственный цикл обычно создается цепочкой небольших задержек в потоке материалов, среди персонала, оборудования, в вопросах качества и принятия решений. Именно поэтому две линии с одинаковой номинальной скоростью могут давать совершенно разный объем продукции за смену.
Узкие места и неравномерная балансировка линии
A узкое место Она задает темп всему процессу, даже когда на бумаге кажется, что вышестоящие станки работают быстрее остальных. Если одна станция постоянно работает медленнее остальных, незавершенное производство накапливается перед ней, операторы ждут позади, и весь производственный цикл растягивается далеко за пределы теоретической скорости работы станков. Это одна из причин, почему команды, которые сосредотачиваются только на номинальной скорости станков, часто упускают из виду истинную причину низкой производительности.
Например, на заводе по производству автомобильных компонентов штамповка может изготовить деталь за считанные секунды, но более медленный этап контроля качества или сварки может ограничивать пропускную способность линии. В результате образуется растущая очередь, увеличивается объем обработки и время от выпуска до получения готового изделия. На практике, станция может достичь своего собственного короткого машинного цикла, но в целом линия все равно не будет соответствовать тактовому режиму, поскольку узкое место ограничивает производительность.
Задержки, связанные с ожиданием, незавершенным производством и обработкой материалов.
Избыток В процессе работы Часто это рассматривается как мера предосторожности, но зачастую это скрывает нестабильность производственного процесса и увеличивает время ожидания между операциями. Изделие может находиться в обработке всего несколько минут, а на стеллажах, поддонах или в зонах подготовки — гораздо дольше. На многих заводах это время ожидания составляет большую долю времени всего производственного процесса, чем фактическое время контакта с изделием.
Сборка электроники — распространённый пример. Платы могут быть быстро напечатаны и установлены, а затем оказаться в очереди на тестирование из-за ограниченности оснастки, технических специалистов или возможностей по утверждению. Линия выглядит загруженной, но весь производственный цикл расширяется, поскольку материалы перемещаются партиями и ожидают следующего доступного ресурса.
Переналадка и небольшие потери при остановках.
Частый смены режимов Это может резко увеличить время цикла, особенно при производстве широкого ассортимента продукции. Даже если запланированная переналадка занимает всего 10-20 минут, реальные потери часто оказываются больше, поскольку включают в себя очистку линии, проверку первой партии, корректировку параметров и нестабильность при перезапуске. При некачественной организации последовательности поставок эти повторяющиеся перерывы могут отнимать значительную часть доступного времени.
Небольшие остановки также имеют значение. Линия, которая неоднократно теряет от 30 до 60 секунд из-за неисправностей датчиков, замятия этикеток или пополнения подающего устройства, может никогда не отражать существенных простоев в отчетах, однако совокупный эффект может быть значительным. На многих дискретных предприятиях эти короткие перерывы являются более серьезной причиной увеличения времени цикла, чем крупные поломки.
Внеплановые простои и реагирование на техническое обслуживание
Увеличение числа отказов оборудования время цикла Это происходит двумя способами: оборудование останавливает обработку, и после перезапуска поток становится нестабильным. Восстановление часто включает в себя проверку брака, перераспределение трудозатрат и очистку накопившегося незавершенного производства, что означает, что потери продолжаются и после возобновления работы оборудования. Именно поэтому отслеживание простоев и времени цикла следует анализировать вместе, а не в отдельных отчетах.
Переделка, приостановка контроля качества и очереди на проверку
Низкий процент выхода годной продукции с первого раза увеличивает время производственного цикла, поскольку одна и та же единица продукции потребляет ресурсы более одного раза. Циклы доработки, мероприятия по локализации дефектов и дополнительная проверка — все это увеличивает время, которое редко можно увидеть при простом подсчете объема продукции. Согласно отраслевым показателям, скрытые производственные издержки, связанные с низким качеством, могут достигать 15% до 20% В некоторых производственных условиях часть этих затрат напрямую отражается на увеличении сроков выполнения заказов и производственных циклов.
На заводе электроники неудачный функциональный тест может привести к тому, что партия продукции будет отправлена на доработку припоем, затем на повторное тестирование, а затем в зону ожидания решения инженеров. Время обработки на станке может остаться неизменным, но фактическое время цикла увеличится, поскольку продукт застрянет в процессе обработки исключений. Это хорошее напоминание о том, что время производственного цикла часто определяется не только скоростью производства, но и трением в системе контроля качества.
Утверждения, передача информации и перерывы между сменами
Наиболее длительные задержки в цехе носят скорее административный, чем механический характер. Ожидание утверждения первого образца, утверждения отклонений, разрешения на техническое обслуживание или подтверждения от руководителя может приводить к простою материалов, даже когда операторы и оборудование готовы к работе. Такие задержки особенно распространены в условиях регулируемого производства или производства широкого ассортимента продукции, где решения не стандартизированы.
Передача информации при смене смены создает аналогичный эффект. Если информация о простоях, нехватке материалов или частично выполненных рабочих заказах передается устно или в письменном виде, сменяющая смена может потратить от 15 до 30 минут на повторную проверку состояния, прежде чем производство возобновится. За месяц такие рутинные потери при передаче информации могут оказать такое же влияние на сокращение времени цикла, как и небольшая модернизация оборудования.
Основной диагностический принцип
Если время выполнения цикла увеличивается, не следует предполагать, что сам процесс замедлился. Во многих случаях реальными причинами являются очереди, сбои, циклы доработки и задержки в принятии решений, связанных с процессом. Следующий шаг — сделать эти потери видимыми с помощью более эффективного отслеживания времени выполнения цикла, чтобы команды могли отличать реальное время обработки от предотвратимого ожидания и принимать соответствующие меры по ограничению.
Как сократить время цикла за счет более эффективного отслеживания и управления рабочим процессом.
Стандартизируйте собираемые вами временные метки.
Вы не сможете это улучшить. время цикла Если разные команды по-разному отмечают начальные и конечные точки, первым шагом является точное определение того, какие события учитываются во времени производственного цикла: запуск задания, готовность материала, завершение настройки, запуск первой детали, завершение операции, прохождение проверки и закрытие задания. Если один руководитель включает время ожидания, а другой его исключает, сообщаемое время цикла становится ненадежным, даже если сама формула расчета времени цикла верна.
На практике предприятиям следует документировать правила установки временных меток по семействам процессов, а не полагаться на неформальные привычки цеха. Для ячейки ЧПУ, линии поверхностного монтажа и станции ручной сборки часто требуется разная логика установки временных меток, поскольку точки загрузки, выгрузки и проверки не совпадают. Это также предотвращает путаницу в дальнейшем, когда команды сравнивают время цикла по станкам, сменам или артикулам и предполагают, что данные были получены в одинаковых условиях.
Сбор данных о времени цикла непосредственно на источнике.
Ручное обновление данных в конце смены — одна из главных причин сбоев в отслеживании времени выполнения работ. Операторы, линейные руководители и техники должны регистрировать события по мере их совершения, в идеале — с помощью мобильных форм, планшетов на рабочих местах, сканирования штрих-кодов или триггеров, подключенных к оборудованию. Запись в реальном времени Это уменьшает количество пропущенных записей и упрощает разграничение реального времени обработки от времени ожидания, остановок и циклов доработки.

Наибольшие возможности по сокращению времени производственного цикла часто находятся за пределами собственно времени работы оборудования. На многих заводах операторы могут сказать, что цикл прессования занимает 40 секунд, но они не могут показать, сколько дополнительного времени теряется в ожидании материала, контроля качества, подтверждения оснастки или технического обслуживания. Данные на уровне источника устраняют этот пробел и дают руководителям производства информацию, на основе которой они могут принимать решения во время смены, а не после составления отчета в конце месяца.
Отслеживайте ход работы между этапами, а не только результат.
Производственная линия может достигать целевого показателя почасовой производительности, но при этом скрывать низкую эффективность цикла, если между операциями накапливается незавершенная продукция. отслеживание незавершенной работы Это показывает, где единицы продукции проводят время в ожидании, что зачастую важнее, чем скорость работы отдельной машины. В этом случае полезно вспомнить закон Литтла: по мере роста незавершенного производства среднее время выполнения заказа обычно также увеличивается, если только производительность не повышается пропорционально.
Простой пример — линия сборки автомобильных узлов, где штамповка быстро завершает обработку деталей, но сварка производит их партиями перед следующей операцией. Результат может выглядеть приемлемым в конце дня, но фактическое время производственного цикла увеличивается, потому что детали часами лежат в очередях. Отслеживание времени ожидания в очереди между этапами процесса позволяет выявить узкое место и помогает команде сократить время цикла за счет балансировки, уменьшения размеров партий или улучшения правил диспетчеризации.
Время цикла сегментации по сменам, артикулам и оборудованию.
Средние значения скрывают вариативность производственных процессов. Если анализировать только один общий показатель времени цикла, можно упустить из виду, что линия 2 в ночную смену работает на 18% медленнее при обработке товаров с широким ассортиментом, или что одно семейство станков хорошо справляется со стандартными задачами, но испытывает трудности после переналадки. Сегментация времени цикла по сменам, коду продукта, станкам, командам операторов или типам заказов превращает общий KPI в практичный инструмент управления.
Производственная линия может, казалось бы, в среднем соответствовать такту, в то время как отдельные товарные позиции или смены неоднократно превышают допустимые пороговые значения цикла. Сегментированная отчетность помогает определить, связана ли проблема с распределением рабочей силы, дисциплиной настройки, наличием материалов, состоянием технического обслуживания или последовательностью графика работ.
Причины задержки в добавлении тегов, чтобы данные стали пригодными для практического применения.
Данные о времени цикла без кодов причин часто приводят к догадкам. Когда операция превышает целевой показатель, система должна запрашивать указание причины, такой как нехватка материала, смена инструмента, незапланированный простой, задержка утверждения первой детали, переделка, отсутствие оператора или ожидание обслуживания погрузчика. Предприятия, использующие структурированные коды задержек, обычно быстрее улучшают свои показатели, поскольку они могут отличать хронические потери от отдельных событий.
При превышении пороговых значений запускаются корректирующие действия.
Эффективный учет времени цикла не должен ограничиваться только составлением отчетов. Когда время цикла превышает заданный порог, следующее действие должно быть автоматическим: уведомление руководителя линии, открытие заявки на техническое обслуживание, сообщение о нехватке материалов или запрос на проверку со стороны руководителя, прежде чем заказ будет передан дальше. Это замыкает цикл между измерением и реагированием, именно здесь многие системы на основе электронных таблиц дают сбой.
Практический подход заключается в установлении пороговых значений для каждого процесса и семейства продуктов, а не в использовании единого общезаводского триггера. Для обрабатывающего центра со стабильно повторяющимися заданиями жесткий порог может быть оправдан, в то время как для зоны сборки смешанных моделей могут потребоваться более широкие диапазоны контроля и различные пути эскалации. Цель состоит не в увеличении количества оповещений, а в обеспечении более быстрого реагирования на потери, которые существенно влияют на производительность и сроки поставки.
Замените отслеживание данных в электронных таблицах цифровым рабочим процессом.
После того как на предприятии будут установлены четкие правила временных меток, контрольные точки незавершенного производства, логика сегментации и коды задержек, следующей задачей станет обеспечение дисциплины выполнения. На этом этапе платформа без использования кода, такая как... Jodoo Это может помочь операционным группам заменить отслеживание на основе электронных таблиц цифровыми формами, панелями мониторинга в реальном времени и правилами рабочих процессов, соответствующими реальному производственному процессу. Вместо того чтобы ждать, пока руководители вручную соберут данные, команды могут собирать события начала/остановки непосредственно на месте, визуализировать узкие места по линиям или артикулам и немедленно направлять нештатные ситуации с задержками в нужное подразделение.
Например, завод по производству электроники может использовать Jodoo Это позволяет операторам сканировать рабочий заказ при начале настройки, регистрировать подтверждение первой детали, записывать причины остановок во время перерывов и закрывать каждую операцию с планшета на линии. Если время цикла превышает целевое значение для данной артикулы, Jodoo может запустить рабочий процесс, который оповестит производство и техническое обслуживание, назначит последующие действия и обновит панель мониторинга для руководителей смен в режиме реального времени. Это дает менеджерам практичный способ перейти от пассивной отчетности к замкнутому циклу сокращения времени цикла без сложной разработки пользовательских решений.
Заключение: Превратите анализ времени цикла в непрерывное совершенствование.
Время цикла Ценность этого подхода возрастает только тогда, когда ваша команда использует одно четкое определение, применяет правильную формулу на нужном уровне и реагирует на задержки до того, как они станут нормой. На практике это означает разделение времени цикла от тактового времени и времени выполнения, последовательный расчет этих показателей по каждому процессу или рабочему заказу, а также выявление причин длительных циклов, таких как ожидание, переделка, простои, переналадка или задержки в согласовании. Для руководителей производства и заводов цель состоит не только в улучшении отчетности, но и в принятии более быстрых и повторяемых решений на производственной площадке.
Именно поэтому наиболее эффективные методы сокращения времени производственного цикла сочетают в себе измерение показателей с дисциплиной организации рабочего процесса. Когда операторы фиксируют временные метки непосредственно на месте, руководители могут сегментировать производительность по сменам, станкам, артикулам или заказам и реагировать на аномальные тенденции гораздо раньше. Предприятия, которые создают такую замкнутую систему, как правило, повышают как стабильность производства, так и... ОЭЭ, Поскольку потери времени цикла часто напрямую связаны со скрытыми остановками и колебаниями процесса.
Если вы хотите оцифровать этот процесс без сложной разработки на заказ, Jodoo Предоставляет практичный способ без использования кода создавать формы отслеживания времени цикла, рабочие процессы для определения причин задержек, панели мониторинга в реальном времени и оповещения об эскалации в рамках существующего производственного процесса. Вы можете начать бесплатную пробную версию или заказать демонстрацию чтобы узнать, как Jodoo вписывается в рабочий процесс бережливого производства вашего предприятия.

