
Просмотр по категориям
Введение: Почему системы управления производственными процессами вновь привлекли внимание
Многие заводы теряют критически важное производственное время не из-за остановки машин, а из-за потери информации. Операторы поздно регистрируют объемы производства, руководители отслеживают проблемы с качеством по бумажным формам и электронным таблицам, а менеджеры видят проблемы только после окончания смены. Вот почему системы управления производственными процессами (MES) Вопросы вновь активно рассматриваются: руководители предприятий хотят более жесткого контроля производства, большей отслеживаемости и прозрачности в режиме реального времени без замедления повседневной работы.
Сейчас давление выше, чем несколько лет назад. Сокращение сроков выполнения заказов, растущие требования к аудиту со стороны клиентов и более нестабильный спрос означают, что операционные директора и ИТ-команды больше не могут рассматривать цифровизацию производственных процессов как долгосрочный проект. Им нужны системы, которые достаточно быстро связывают производственные заказы, данные операторов, записи о качестве и данные о производительности, чтобы поддерживать принятие ежедневных решений, а не только ежемесячную отчетность.
В этой статье оценка рассматривается с практической точки зрения. Сначала мы рассмотрим, что именно делает система управления производственными процессами (MES) на производственном участке. Затем мы сравним программное обеспечение MES с ERP, SCADA и другими системами управления производственными операциями, изучим, в каких случаях традиционные платформы MES приносят пользу, а в каких становятся слишком жесткими, и, наконец, рассмотрим, когда более гибкая альтернатива, основанная на рабочих процессах, может быть более подходящей.
Что на самом деле делает система управления производственными процессами в цехе?
A система выполнения производственных операций Система MES находится между планированием производства и его физическим выполнением. На практике программное обеспечение MES помогает руководителям, операторам и группам контроля качества управлять сменой, предоставляя актуальные инструкции, информацию о состоянии в режиме реального времени и зафиксированные данные о каждом этапе. Если ERP-система указывает заводу, что нужно произвести, то система управления производством помогает контролировать выполнение этой работы на линии, поминутно.
Чтобы это стало нагляднее, рассмотрим сборочную линию электроники, производящую модули управления на основе печатных плат. Завод получает производственный заказ на 2000 единиц, распределенных по нескольким рабочим местам для загрузки компонентов для поверхностного монтажа, ручной сборки, тестирования, маркировки и окончательной упаковки. Система управления производственным процессом координирует эти этапы, обеспечивая связь между правильным заданием, действиями оператора, партией материала и результатом качества на протяжении всего производственного цикла.
Диспетчеризация производства и планирование последовательности работ
Одна из первых задач системы управления производственными процессами заключается в следующем: отправка производственных заказов на нужную линию, станцию или к нужному оператору. Вместо того чтобы полагаться на распечатанные сопроводительные документы или устные указания, система может расставлять приоритеты для заданий на основе сроков выполнения, доступности оборудования, логики переналадки или готовности материалов. Это важно в сборке электроники, где одна задержка при настройке подающего устройства или отсутствие катушки с компонентами могут нарушить весь график.
На нашей линии управления модульной системой MES после подтверждения версии спецификации материалов, маршрутизации и запланированного количества отправляет следующий утвержденный рабочий заказ в SMT. Она также может задержать выполнение последующего тестового заказа, если предыдущая партия еще не прошла проверку качества. Именно здесь системы управления производством становятся не административными, а операционными: они не просто отображают заказы; они помогают выстраивать последовательность работ на основе фактических условий цеха.
Инструкции по эксплуатации и руководство для оператора
После отправки задания, Программное обеспечение MES доставляет правильные инструкции в месте использования. Операторы видят текущую стандартную операционную процедуру (СОП), сборочный чертеж, спецификацию крутящего момента, метод испытаний или контрольную точку качества для конкретной версии изготавливаемого изделия. На заводах с частыми изменениями в конструкции это снижает риск того, что операторы будут следовать устаревшему PDF-файлу или печатной инструкции, которая так и не была заменена.
На линии сборки электроники оператор, занимающийся ручной сборкой, может отсканировать рабочий заказ и немедленно получить последние данные о стандарте пайки, изображение ориентации разъема и контрольный список для контроля электростатического разряда. Если инженерный отдел обновляет критерии доработки для конкретной версии платы, система управления производством может передать это изменение на станцию до сборки следующего блока. Такой контроль является одной из основных причин, по которой производители используют программное обеспечение для управления производственным процессом в условиях широкого ассортимента продукции.
Сбор данных и регистрация событий в цехе
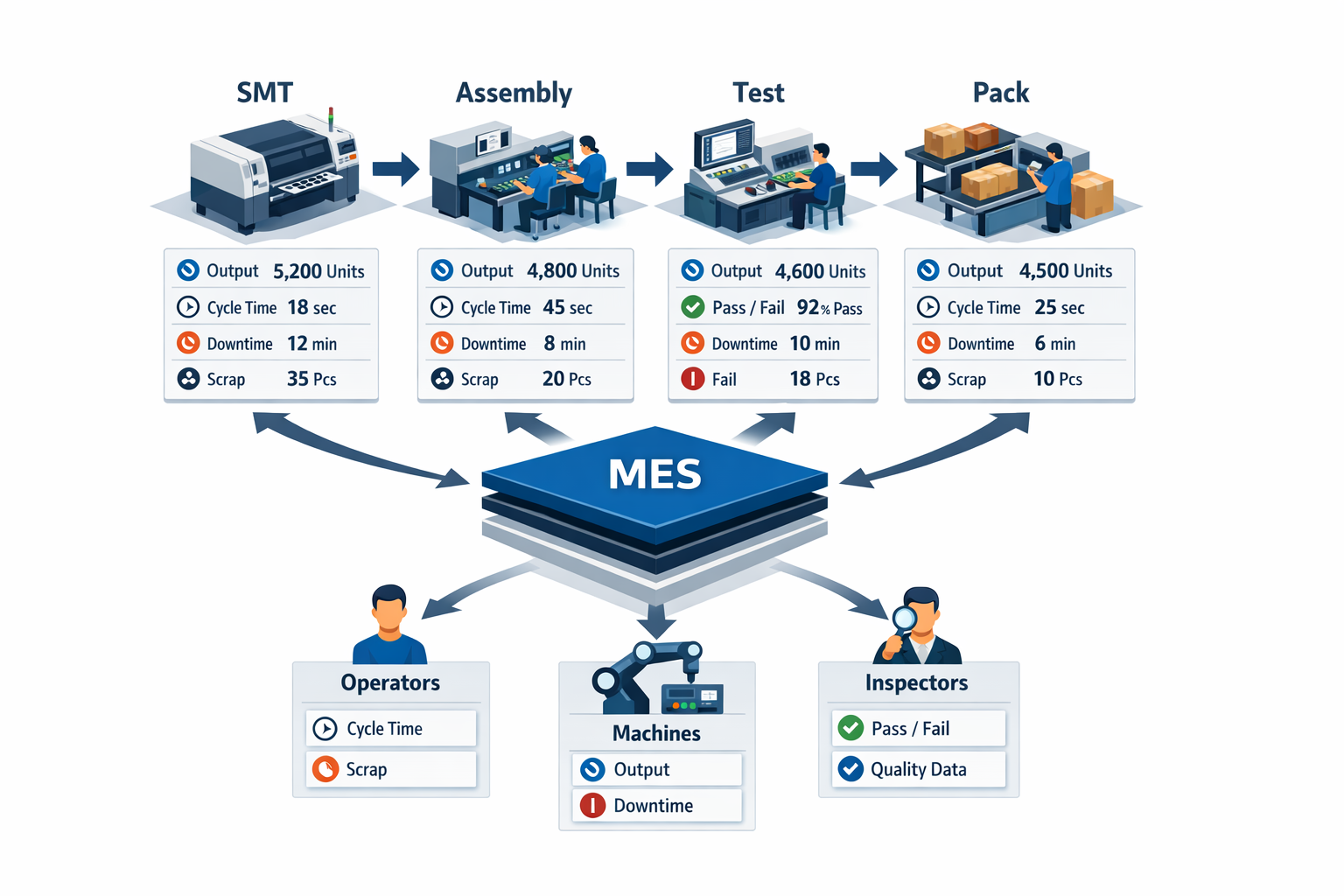
Ключевой возможностью MES является сбор производственных данных по мере выполнения работы, А не через несколько часов в электронных таблицах. Операторы, станки и инспекторы записывают количество выполненной работы, время цикла, причины простоев, количество брака, результаты испытаний и исключения в рамках текущего рабочего задания. Это создает актуальную запись о выполнении работы, а не отложенный отчет после окончания смены.
На линии по производству электроники производственный заказ перемещается от SMT-монтажа к сборке и тестированию, и каждая станция добавляет свои собственные данные. Операторы регистрируют время начала и остановки, станции тестирования загружают результаты прохождения/непрохождения, а события, связанные с качеством, такие как перемычки припоя или отсутствующие компоненты, привязываются к одному и тому же рабочему заказу и истории устройства. Таким образом, руководители могут определить, вызвана ли низкая производительность остановками подающего механизма, высоким процентом брака с первого раза или дисбалансом рабочей силы, вместо того чтобы гадать, основываясь на итоговых данных за конец дня.
Контроль качества в процессе производства и приостановка поставок
A система выполнения производственных операций также встраивает качество интегрировать в рабочий процесс. Вместо того чтобы рассматривать контроль качества как отдельный бумажный процесс, программное обеспечение MES может требовать утверждения первого образца, проверок в процессе производства, кодирования дефектов и маршрутизации несоответствий, прежде чем будет разрешен следующий этап. Это особенно полезно в тех случаях, когда нарушения качества становятся дорогостоящими уже на нескольких этапах, например, после нанесения защитного покрытия или окончательного функционального тестирования.
В том же примере с электроникой первые 10 собранных единиц могут потребовать подтверждения качества на этапе контроля перед тем, как линия продолжит работу на полной скорости. Если процент дефектов превышает пороговое значение на этапе контроля качества или функционального тестирования, система может приостановить обработку партии и направить ее на проверку. Это превращает контроль качества из простого составления отчетов в механизм управления выполнением в рамках повседневного управления производственными операциями.
Прослеживаемость и генеалогия материалов и готовых изделий.
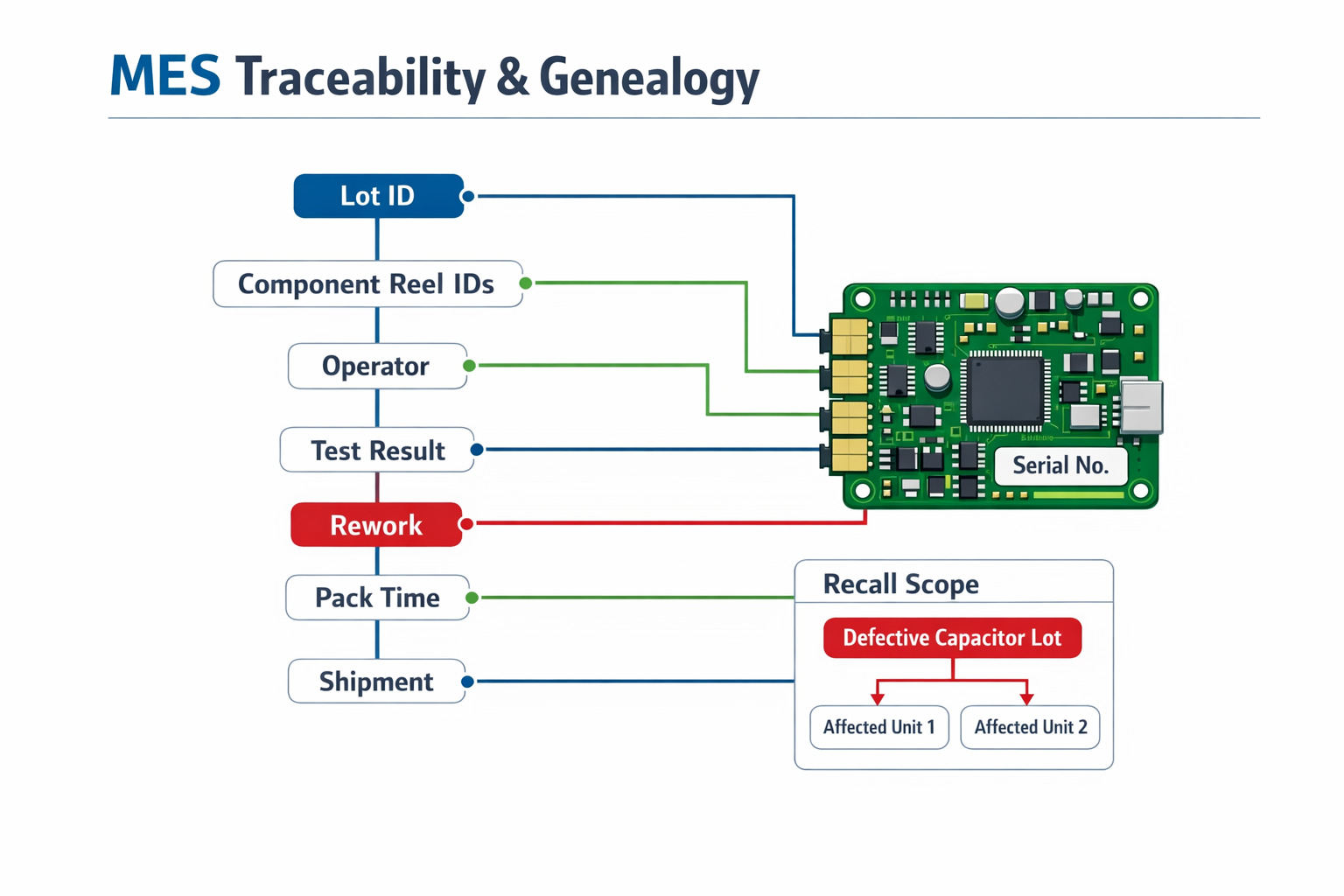
Прослеживаемость Именно здесь многие системы управления производством демонстрируют свою очевидную ценность. Система связывает партии сырья, катушки компонентов, действия оператора, этапы работы оборудования, проверки, записи о доработке и окончательные серийные номера в единую генеалогическую запись. Для производителей, сталкивающихся с жалобами клиентов, гарантийными претензиями или проверками со стороны регулирующих органов, эта история может стать решающим фактором между целенаправленными мерами по локализации проблемы и масштабным, дорогостоящим отзывом продукции.
На линии по производству модулей управления серийный номер каждой печатной платы может быть связан с номером партии паяльной пасты, идентификаторами катушек компонентов, оператором сборки, результатами работы контрольной станции и временной меткой упаковки. Если впоследствии обнаруживается дефект в партии конденсаторов, производитель может точно определить, какие готовые изделия были изготовлены из этой партии и куда они были отгружены. Такой уровень генеалогии является одной из наиболее практических причин внедрения системы управления производством на линиях дискретного производства.
Обеспечение прозрачности показателей работы для руководителей и менеджеров
Последний слой — видимость. Программное обеспечение MES предоставляет руководителям линий и менеджерам заводов актуальную информацию о производительности, незавершенном производстве, простоях, потерях качества и соблюдении графика, часто по сменам, линиям, продуктам или рабочим местам. Вместо того чтобы ждать утреннего отчета, они могут вмешаться, пока проблема еще влияет на сегодняшнее производство.
На линии производства электроники руководитель может видеть, что SMT-технология соответствует целевым показателям, но заключительный этап тестирования создает узкое место, поскольку выход годной продукции с первого раза упал с 98% до 93% за последний час. Менеджер завода может сравнить запланированный и фактический объем производства на разных линиях и выявить, где потери при переналадке влияют на риски с доставкой. В этом и заключается повседневная ценность системы управления производственными процессами: она достаточно тесно связывает работу, данные и решения, чтобы улучшить контроль на производственной площадке.
MES против ERP и других систем управления производственными процессами
Что должна делать каждая система
Многие проблемы, связанные с выбором программного обеспечения, начинаются с простой ошибки: планирования, выполнения, мониторинга и управления рабочим процессом как единого целого. На практике это не так. ЭРП управляет бизнес-планированием и сделками; МЕС Управляет выполнением производственных операций в цехе; SCADA Система мониторинга и управления сигналами оборудования, а также более широкое управление производственными операциями могут объединять несколько функций в области производства, качества, технического обслуживания и производительности. Если эти границы размываются, можно в итоге приобрести громоздкое программное обеспечение MES для решения задачи, которая на самом деле связана с планированием, сбором данных или маршрутизацией согласований.
MES против ERP: планирование против выполнения
Наиболее практичный способ понять MES против ERP Суть в следующем: ERP-система определяет, что следует производить, а программное обеспечение MES помогает в этом. Контролируйте процесс производства в режиме реального времени.. ERP-система обрабатывает спрос, закупки, оценку запасов, основные данные, сводные данные о затратах и производственные заказы на уровне бизнеса. Система управления производством находится ближе к производственным операциям, преобразуя эти заказы в списки отгрузки, задачи операторов, записи о потреблении, проверки качества и фактическое состояние производства. На большинстве заводов ERP отвечает на вопрос “что запланировано и сколько это стоило”, в то время как система управления производством отвечает на вопрос “что происходит сейчас, на какой линии, с какими материалами и с каким результатом”.”
Например, на заводе по производству автомобильных компонентов система ERP может выпустить производственный заказ на 5000 тормозных узлов и назначить сроки выполнения и потребности в материалах. Затем программное обеспечение MES упорядочивает заказ по производственной линии, записывает данные о производстве на уровне серийных номеров или партий, отслеживает брак и блокирует следующий этап, если проверка крутящего момента не пройдена. Если покупатель ожидает, что ERP будет управлять этими процессами в режиме реального времени, результатом обычно становятся задержки ввода данных, слабая отслеживаемость и ручные обходные пути в цеху.
Где находится место MRP
МРП часто путают с МЕС Поскольку оба метода связаны с производственными заказами, они служат разным целям. MRP рассчитывает, какие материалы необходимы, в каком количестве и когда, на основе прогнозов, спецификаций материалов, сроков поставки и остатков запасов. По сути, это механизм планирования, обычно встроенный в ERP-систему или тесно связанный с ней. Он не заменяет программное обеспечение для управления производственным процессом, поскольку не фиксирует действия оператора, статус выполнения работ на уровне оборудования или решения по контролю качества в процессе производства.
MES против SCADA: выполнение задач против мониторинга оборудования.
SCADA SCADA находится ниже в иерархии систем, чем MES. Она собирает данные о работе оборудования и процессах с ПЛК, датчиков и устройств управления, а затем выдает сигналы тревоги, значения процессов и состояния оборудования для диспетчерского управления. MES использует часть этих данных, но ее задачи шире: она связывает события, происходящие на оборудовании, с рабочими заданиями, операторами, материалами, записями о качестве и производственной логикой. Вкратце, SCADA сообщает вам, что пресс остановился в 10:14 утра; MES сообщает вам, какой заказ выполнялся, какое количество было затронуто, превысило ли время простоя пороговое значение и какие действия следует предпринять дальше.
Практический пример из электроники наглядно демонстрирует это различие. Печь для оплавления припоя может сообщать об отклонении температуры через SCADA, но уровень MES определяет, какая партия печатных плат находилась в процессе обработки, следует ли изолировать партию и нужно ли запускать последующую проверку. Если ИТ-команда приобретает SCADA, рассчитывая на решение задач отслеживания и маршрутизации, ей все равно потребуется еще один уровень для выполнения операций и управления записями.
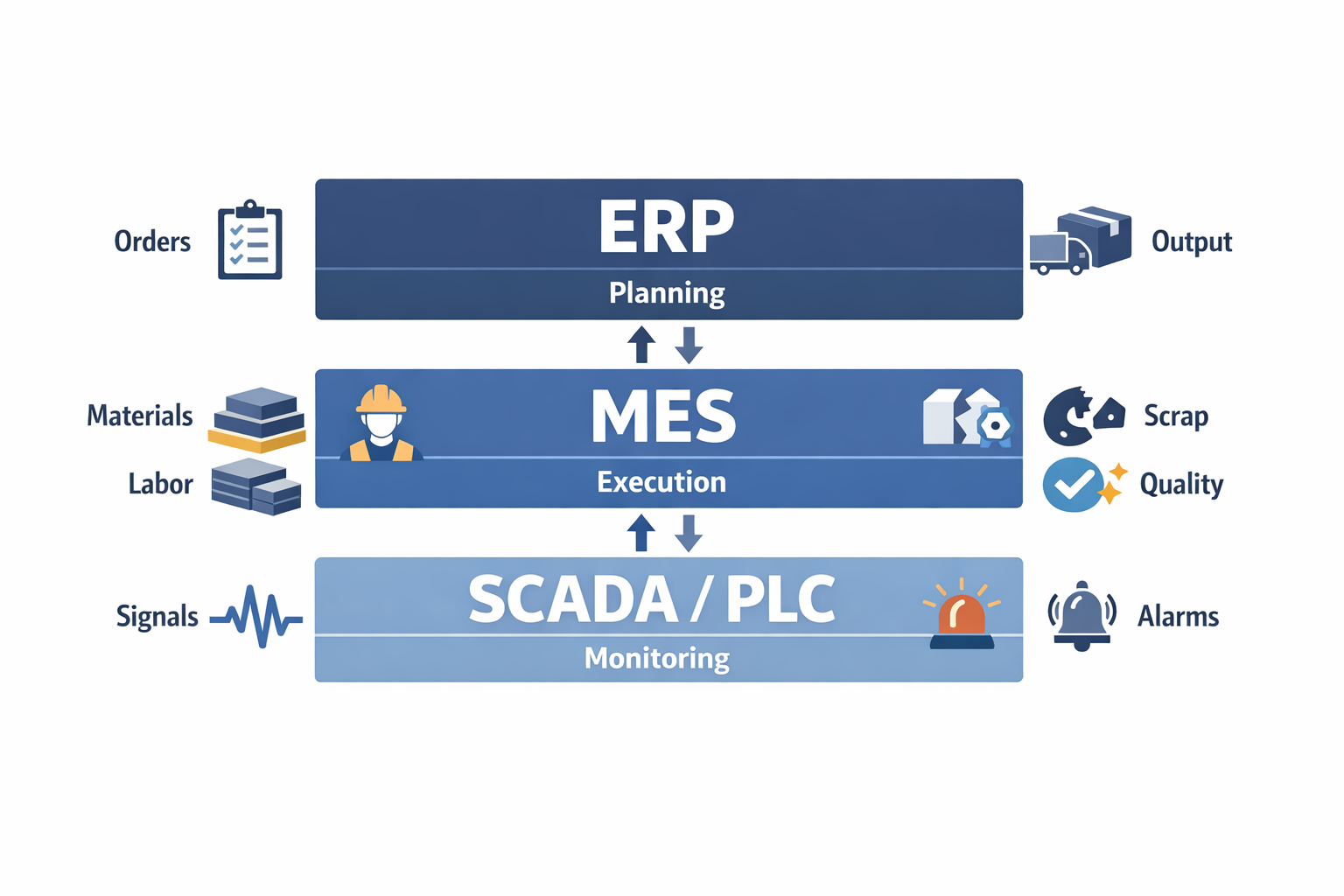
Как взаимодействует весь системный стек
Полезной ментальной моделью является стек: ERP-система — это первостепенная задача для планирования., МЕС В промежуточном звене — выполнение операций, а на уровне оборудования — ПЛК/SCADA для мониторинга и управления.. Данные должны перемещаться в обоих направлениях. ERP-система передает заказы, материалы и стандарты вниз; система управления производством передает фактический объем производства, трудозатраты, брак и состояние вверх; SCADA-системы и оборудование передают сигналы и данные о производительности в MES-системы или системы архивирования. При грамотном проектировании этих уровней каждая система выполняет свою собственную задачу, а не становится неуклюжей заменой другой.
Где место инструментов для управления рабочим процессом?
Не все операционные требования могут быть включены в полноценную MES-платформу. Многим заводам также необходимы инструменты для управления рабочими процессами, включая утверждения, обработку исключений, запросы на техническое обслуживание, анализ отклонений, подтверждение завершения производственных операций или маршрутизацию несоответствий. Эти процессы тесно связаны с управлением производственными процессами и часто слишком динамичны или специфичны для конкретного отдела, чтобы оправдать внесение изменений в MES-систему каждый раз при изменении формы, правила или пути эскалации. Именно здесь гибкое программное обеспечение для управления рабочими процессами находит свое место в более широком управлении производственными операциями.
Например, на обычном предприятии дискретного производства основная MES-система может регистрировать завершение заказов и время простоя, но отдельный уровень управления рабочими процессами может обрабатывать утверждения руководителей для доработки, маршрутизацию корректирующих и предупредительных действий (CAPA) и цифровую передачу данных между производством и контролем качества. Если компания принудительно переводит все операционные процессы в ERP-систему, результатом обычно становится медленное выполнение запросов на изменения. Если же она принудительно переводит все процессы в MES-систему, результатом может стать сложность и стоимость, не соответствующие реальным потребностям.
Почему эти границы важны для покупателей
Главный вопрос при покупке не в том, какая категория кажется более продвинутой. Важно то, какой уровень решает операционные задачи, требующие улучшения. Если ваша проблема связана с планированием в ограниченном объеме, доступностью материалов и согласованием закупок, начните с ERP и MRP. Если ваша проблема связана с выполнением заказов в режиме реального времени, отслеживаемостью и управлением производственным процессом, то система управления производством (MRP) — это правильный выбор. Если ваша проблема связана с видимостью состояния оборудования, оповещениями и значениями процессов, то SCADA — это подходящий уровень; если ваша проблема связана с согласованиями, специфичными для конкретного предприятия, и быстро меняющимися производственными процессами, то гибкий рабочий процесс или Альтернатива МЭС Это может быть более практичным решением, чем расширение традиционного офисного комплекса.
Когда традиционное программное обеспечение MES подходит именно вам, а когда оно становится слишком громоздким.
Где традиционное программное обеспечение MES приносит очевидную пользу
Традиционный МЕС Программное обеспечение по-прежнему остается оптимальным выбором для многих предприятий. Если у вас крупное многолинейное производство со строгим контролем качества, проверенными процессами и высокими требованиями к отслеживаемости, полноценная система управления производством может обеспечить тот уровень контроля, который не могут обеспечить электронные таблицы, автономные формы и простые инструменты. Это особенно актуально в таких отраслях, как автомобильная промышленность, производство медицинских изделий, аэрокосмическая промышленность и регулируемая электроника, где каждое перемещение партии, действие оператора, этап процесса и результат контроля качества должны быть зарегистрированы и доступны для аудита.
Хороший пример — поставщик автомобильных компонентов, производящий критически важные для безопасности детали на нескольких заводах. В таких условиях предприятию может потребоваться сквозная цепочка поставок, строгая маршрутизация, отслеживание серийных деталей, интеграция оборудования и жесткий контроль изменений в разных сменах и на разных площадках. В данном случае система управления производством (MES) — это не просто обеспечение прозрачности; это часть того, как компания подтверждает соответствие требованиям, управляет отзывами продукции и защищает отношения с клиентами. Для такого рода операций масштаб и структура полноценной MES-системы часто оправдывают инвестиции.
Традиционная MES-система также имеет смысл, когда выполнение должно быть тесно синхронизировано с ERP-системой, данными о работе оборудования и формальными процессами управления производственными операциями. Если планы производства, отчетность по трудозатратам, расход материалов, контроль качества и статус технического обслуживания должны проходить через контролируемую системную логику, более комплексная платформа может снизить операционные риски. В этих случаях вопрос заключается не в выборе между MES и ERP, а в том, как эти две системы работают вместе без разрывов между планированием и выполнением.
Почему проекты MES часто кажутся сложными
Проблема заключается в том, что обеспечение надежного контроля обычно требует значительных усилий по внедрению. В зависимости от сложности предприятия, развертывание MES-систем обычно занимает от 6 до 18 месяцев, Внедрение программного обеспечения на уровне предприятия может занять больше времени, если учесть картирование процессов, интеграцию, проверку, тестирование и поэтапное внедрение на каждом объекте. Исследования отраслевых аналитиков неизменно показывают, что проекты по разработке программного обеспечения для производства терпят неудачу или затягиваются не из-за неправильного сценария использования, а из-за недооценки масштаба проекта, управления изменениями и сложности интеграции.
Персонализация — еще один распространенный источник проблем. Многие МЕС Платформы можно настраивать, но не всегда. гибкий Это происходит так, как ожидают заводские бригады, когда локальные рабочие процессы меняются еженедельно или ежемесячно. Завод может захотеть скорректировать путь утверждения несоответствий, добавить новый этап первичной проверки или изменить логику причин простоя, но обнаружит, что для этого требуется поддержка специалистов, формальные циклы тестирования или консультанты от поставщика. Это замедляет совершенствование в условиях, когда руководителям требуется более быстрая итерация в программном обеспечении для управления производственным процессом и связанных с ним рабочих процессах.
Зависимость от консультанта увеличивает стоимость Помимо самой лицензии на программное обеспечение. Глобальные программы MES часто включают в себя системных интеграторов, архитекторов решений, разработчиков интерфейсов, специалистов по валидации и внутренние ИТ-ресурсы в течение длительного периода времени. Для крупных регулируемых предприятий это может быть приемлемо. Для средних производителей это может превратить разумную цель цифровизации в капитальный проект с длительным сроком окупаемости и значительными организационными затратами.
Бремя управления изменениями часто недооценивается.
Даже если платформа технически исправна, её внедрение может оказаться сложнее, чем ожидалось. Система управления производственными процессами меняет то, как операторы отчитываются о работе, как руководители обрабатывают исключения, как команды контроля качества выпускают продукцию и как ИТ-отдел управляет изменениями в процессах. Если на предприятии отсутствует строгая дисциплина в отношении основных данных, стабильные маршруты и чёткое распределение ответственности за производственные процессы, программное обеспечение может выявить организационные недостатки быстрее, чем бизнес сможет их устранить.
Вот почему некоторые инициативы MES сталкиваются с трудностями на предприятиях, которые все еще стандартизируют основные операционные процессы. Система может быть разработана для отлаженного, строго контролируемого выполнения, в то время как на заводе все еще действуют противоречивые рабочие инструкции, неформальные согласования или разрозненные методы отчетности. В такой ситуации программное обеспечение не обязательно ошибочно, но может быть неподходящим моментом.
Практическая модель принятия решений
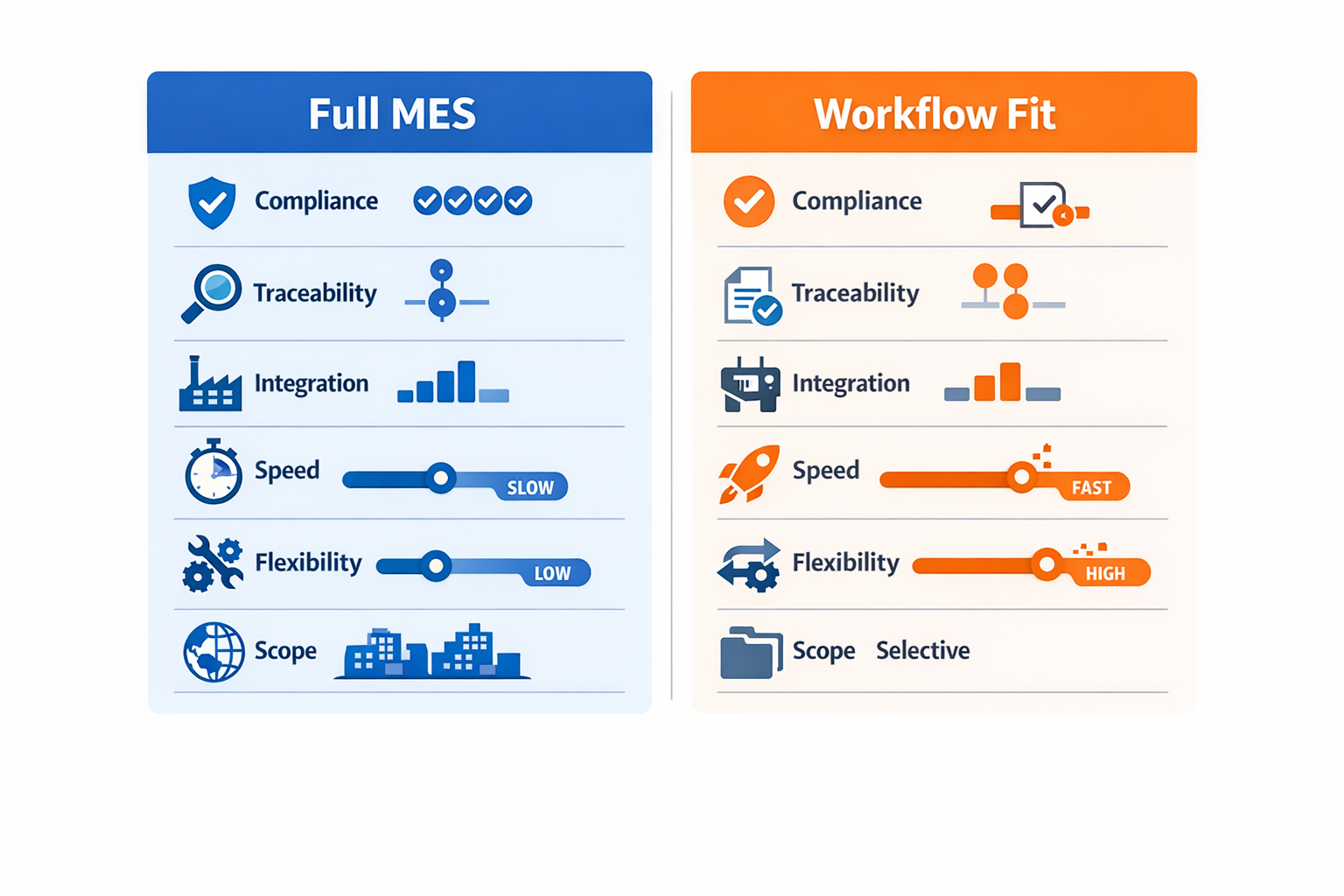
Главный вопрос при покупке не в том, хороша или плоха MES-система. Вопрос в том, нужна ли вам широкая платформа для выполнения сложных операций или же вам в основном необходимо быстро оцифровать несколько ресурсоемких рабочих процессов. МЕС Соответствие требованиям обычно указывает на высокое давление со стороны регулирующих органов, глубокую отслеживаемость, интеграцию оборудования и ERP-систем, а также управление на нескольких площадках. Целенаправленное соответствие требованиям цифровизации рабочих процессов обычно указывает на предприятия, которым цифровые журналы производства, маршрутизация несоответствий, рабочие процессы эскалации и интерактивные панели мониторинга нужны больше, чем полный набор инструментов с первого дня.
Рассмотрим среднее по размеру предприятие, работающее по индивидуальным заказам, с частыми изменениями в заказах и смешанными методами производства. Возможно, ему не потребуется полноценная система управления производством (MES) для каждого этапа процесса, но ему может срочно понадобиться более четкая отчетность о сменах, более быстрая обработка отклонений и лучшая прозрачность для руководства. Если проблема ограничивается отдельными рабочими процессами, а не сквозным контролем выполнения, полноценная MES может оказаться слишком громоздкой по сравнению с фактическим операционным дефицитом.
Что несоответствие Именно это побуждает многих искать альтернативу MES. Предприятие не отвергает цифровое управление производственными операциями; оно пытается избежать чрезмерных затрат. Когда нарушено лишь несколько рабочих процессов, лучшим решением может быть сначала оцифровать эти процессы, быстро доказать их эффективность и позже решить, необходима ли более широкая архитектура MES.
Гибкая альтернатива MES: использование рабочих процессов без программирования для управления производством, контролем качества и обеспечением прозрачности.
Не каждому заводу нужна полноценная система управления производством.
Некоторые производители достигают точки, когда полный система выполнения производственных операций Кажется, что задача слишком масштабна для решения текущей проблемы. Возможно, им не требуется комплексное программное обеспечение для управления производственным процессом на каждой линии, станке и площадке, но им необходим более жесткий контроль над производственными журналами, контролем качества, реагированием на простои и отслеживаемостью продукции. В таких случаях реальная потребность часто заключается не в том, чтобы “купить MES-программное обеспечение сейчас”, а в том, чтобы “оцифровать рабочие процессы, которые замедляют производство сегодня”. Именно здесь гибкая альтернатива MES становится практичной.
Это особенно актуально для средних предприятий с разным уровнем зрелости производственных процессов в разных отделах. На заводе может уже использоваться ERP-система для планирования и учета запасов, но при этом продолжать полагаться на бумажные формы, электронные таблицы Excel и сообщения WhatsApp для контроля производственной линии, проверки первой партии и эскалации проблем с техническим обслуживанием. В такой ситуации проблема заключается не в самой ERP-системе и не обязательно в выборе между MES и ERP. Проблема заключается в сложности выполнения операционных рабочих процессов на уровне завода.
Подход к целевому управлению производственными операциями без использования кода
Jodoo Эта система хорошо подходит для компромиссного решения, поскольку позволяет операционным группам создавать целевые рабочие процессы управления производственными операциями, не дожидаясь полного внедрения MES-системы. Вместо замены всех функций традиционного MES-программного обеспечения, она может оцифровать конкретные процессы, подобные MES, такие как отслеживание производства, контрольные точки качества, запросы на техническое обслуживание, формы отслеживания, маршрутизация утверждений и панели управления для руководителей. Это позволяет командам на заводе быстрее внедрять изменения в стандартные операционные процедуры (СОП), при появлении новых требований к аудиту со стороны клиентов или при необходимости использования иного потока управления для одной производственной линии. Для многих заводов такая гибкость в краткосрочной перспективе важнее, чем одновременное развертывание широкой системы управления производством.
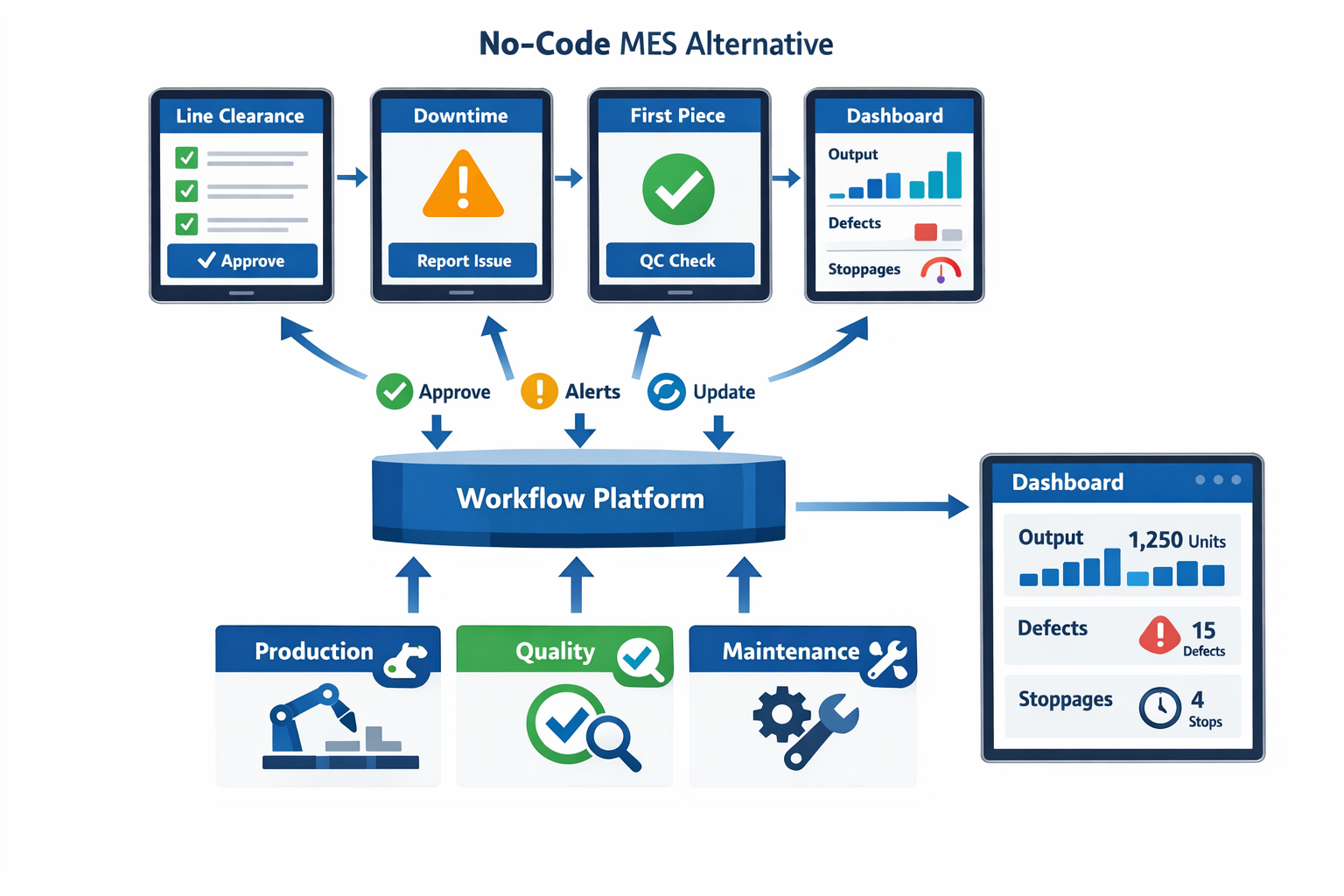
Рассмотрим среднего по размеру поставщика электроники, производящего платы управления для промышленного оборудования. Вместо того чтобы запускать полноценный проект по внедрению системы управления производственными процессами на всем заводе, предприятие начинает с четырех сложных производственных процессов. Jodoo: проверки технологической готовности линии перед сменой модели, эскалация простоев во время сборки, утверждение проверки первой детали в начале смены и интерактивная панель мониторинга для руководителя, отображающая объемы производства, дефекты и остановки. Каждый рабочий процесс настроен как подключенное приложение с формами на основе ролей, логикой утверждения, оповещениями и представлениями на панели мониторинга, поэтому производство, контроль качества и техническое обслуживание работают с одной и той же оперативной записью, а не с отдельными файлами.
Как модульные приложения охватывают отдельные рабочие процессы, аналогичные MES-системам
В этой системе руководители производственных линий заполняют цифровые формы согласования на планшетах перед началом нового рабочего задания, прикрепляя фотографии и подтверждая наличие инструментов, материалов и статус изменений в документации. В случае обнаружения несоответствия, рабочий процесс может приостановить выпуск и немедленно уведомить руководителя. При возникновении простоя операторы регистрируют проблему на линии, передают ее в службу технического обслуживания в зависимости от типа неисправности и отслеживают время реагирования и статус устранения, не покидая платформу. Первичная проверка изделия осуществляется по той же логике: сотрудники отдела качества проверяют измерения, регистрируют результат и выпускают изделие только после утверждения.
Благодаря обмену данными между этими приложениями, предприятие может создать облегченный операционный слой, который функционирует как отдельные части системы управления производством (MES), не претендуя на полную замену MES-системы на уровне всего предприятия. Производственные события, результаты контроля качества и действия по техническому обслуживанию могут передаваться на единую панель мониторинга, позволяя отслеживать тенденции по сменам, линиям, семействам продукции или кодам дефектов. Если позже предприятию потребуется добавить обработку несоответствий, авторизацию доработки или напоминания о калибровке, рабочие процессы можно расширить без перестройки всей системы. Именно эта модульность часто является основной причиной, по которой компании вообще рассматривают альтернативу MES.
Как на практике выглядит владение предприятием на уровне завода.
Модель без программирования также меняет круг лиц, которые могут улучшать систему. Во многих традиционных проектах по разработке программного обеспечения MES даже незначительные изменения экранов или обновления правил утверждения зависят от внешних консультантов или централизованного ИТ-бэклога. С моделью без программирования... Jodoo, Руководители предприятий, инженеры-технологи или команды непрерывной интеграции, как правило, могут напрямую управлять изменениями в рабочих процессах, в то время как ИТ-отдел по-прежнему контролирует разрешения, интеграции и структуру данных. Это сокращает цикл между “процесс не работает на линии” и “рабочий процесс обновлен”.”
Где этот подход наиболее уместен
Этот подход наиболее эффективен, когда приоритетом является быстрое управление конкретными операционными процессами, а не широкая координация каждой машины, заказа и процесса на предприятии. Если вам нужны настраиваемые формы, логика утверждения, отслеживаемость, цифровые рабочие записи и интерактивные панели мониторинга, платформа без программирования может существенно расширить возможности ERP-системы и полноценной системы управления производством. Она практична для производителей, которые хотят доказать ценность каждой производственной линии, а затем расширять систему на основе полученных результатов. Это не универсальная замена для всех сценариев использования MES-систем на предприятиях, но часто это более быстрый путь к измеримому улучшению.
Заключение: Как выбрать правильный путь для вашей фабрики
Правильный выбор зависит от уровня контроля, стандартизации и глубины системы, которые действительно необходимы вашему предприятию. Традиционный системы управления производством MES-система имеет смысл, когда вам требуется комплексная организация производства, глубокая интеграция оборудования и предприятия, строгая отслеживаемость и мощная поддержка сложных многопрофильных или регулируемых операций. Если ваша среда больше похожа на цепочку поставок автомобильной промышленности, производство медицинских изделий или крупносерийную электронику со строгими требованиями к соответствию стандартам, полнофункциональная MES-система может стать правильным долгосрочным вложением.
Однако многие производители решают более узкую задачу. Им необходимо заменить бумажные документы, электронные таблицы и разрозненные процедуры согласования в таких областях, как отчетность о производстве, контроль качества, эскалация простоев, запросы на техническое обслуживание и прозрачность работы руководства. В таких случаях целенаправленная и гибкая альтернатива может принести пользу быстрее, с меньшим риском внедрения и меньшей зависимостью от консультантов или пользовательского кода.
Если ваша приоритетная задача — модернизация отдельных производственных процессов без необходимости длительного внедрения MES-системы, Jodoo заслуживает внимания. Как платформа для бережливого производства, не требующая программирования, Jodoo — это решение для вашего бизнеса., Jodoo помогает операционным группам создавать и адаптировать рабочие процессы производства, контроля качества, технического обслуживания и панели управления в соответствии с реальными потребностями цеха. Вы можете начать бесплатную пробную версию или заказать демонстрацию чтобы выяснить, подходит ли модульный подход вашему заводу лучше, чем полноценная система MES.


