
Browse by category
Introduction: Why Manufacturing Execution Systems Once Again Gained Attention
Many factories lose critical production time not because machines stop, but because information does. Operators record output late, supervisors chase quality issues across paper forms and spreadsheets, and managers see problems only after the shift ends. That is why manufacturing execution systems (MES) are back under active review: plant leaders want tighter production control, stronger traceability, and real-time visibility without slowing down day-to-day operations.
The pressure is higher now than it was a few years ago. Shorter lead times, rising customer audit requirements, and more volatile demand mean Operations Directors and IT teams can no longer treat shop-floor digitization as a long-term project. They need systems that connect production orders, operator inputs, quality records, and performance data fast enough to support daily decisions, not just monthly reporting.
This article breaks the evaluation down in practical terms. First, we will look at what a manufacturing execution system actually does on the shop floor. Then we will compare MES software with ERP, SCADA, and other manufacturing operations systems, examine where traditional MES platforms deliver value or become too rigid, and finally explore when a more flexible workflow-based alternative may be the better fit.
What a Manufacturing Execution System Actually Does on the Shop Floor
A manufacturing execution system sits between production planning and physical execution. In practice, MES software helps supervisors, operators, and quality teams run the shift with current instructions, real-time status, and recorded evidence of what happened at each step. If ERP tells the factory what should be made, the production execution system helps control how that work gets done on the line, minute by minute.
To make that concrete, take an electronics assembly line producing PCB-based control modules. The plant receives a production order for 2,000 units, split across several workstations for SMT loading, manual assembly, testing, labeling, and final packing. A shop floor control system coordinates those steps so the right job, operator action, material lot, and quality result stay connected throughout the run.
Production Dispatching and Work Sequencing
One of the first jobs of a manufacturing execution system is dispatching production orders to the right line, station, or operator. Instead of relying on printed travelers or verbal handoffs, the system can prioritize jobs based on due date, machine availability, changeover logic, or material readiness. This matters in electronics assembly, where one delayed feeder setup or missing component reel can disrupt the entire schedule.
On our control-module line, the MES sends the next approved work order to SMT after confirming the BOM revision, routing, and scheduled quantity. It can also hold back a downstream test order if the upstream batch has not yet cleared inspection. That is where production execution systems become operational rather than administrative: they do not just display orders; they help sequence work based on actual shop-floor conditions.
Work Instructions and Operator Guidance
Once work is dispatched, MES software delivers the correct instructions at the point of use. Operators see the current SOP, assembly drawing, torque specification, test method, or quality checkpoint for the exact product revision being built. In factories with frequent engineering changes, this reduces the risk of operators following an outdated PDF or a printed instruction that was never replaced.
For the electronics line, an operator at manual assembly might scan the work order and immediately receive the latest soldering standard, connector orientation image, and checklist for ESD control. If engineering updates the rework criteria for a specific board revision, the manufacturing execution system can push that change to the station before the next unit is built. That control is a major reason manufacturers use shop floor control software in high-mix environments.
Shop-Floor Data Collection and Event Recording
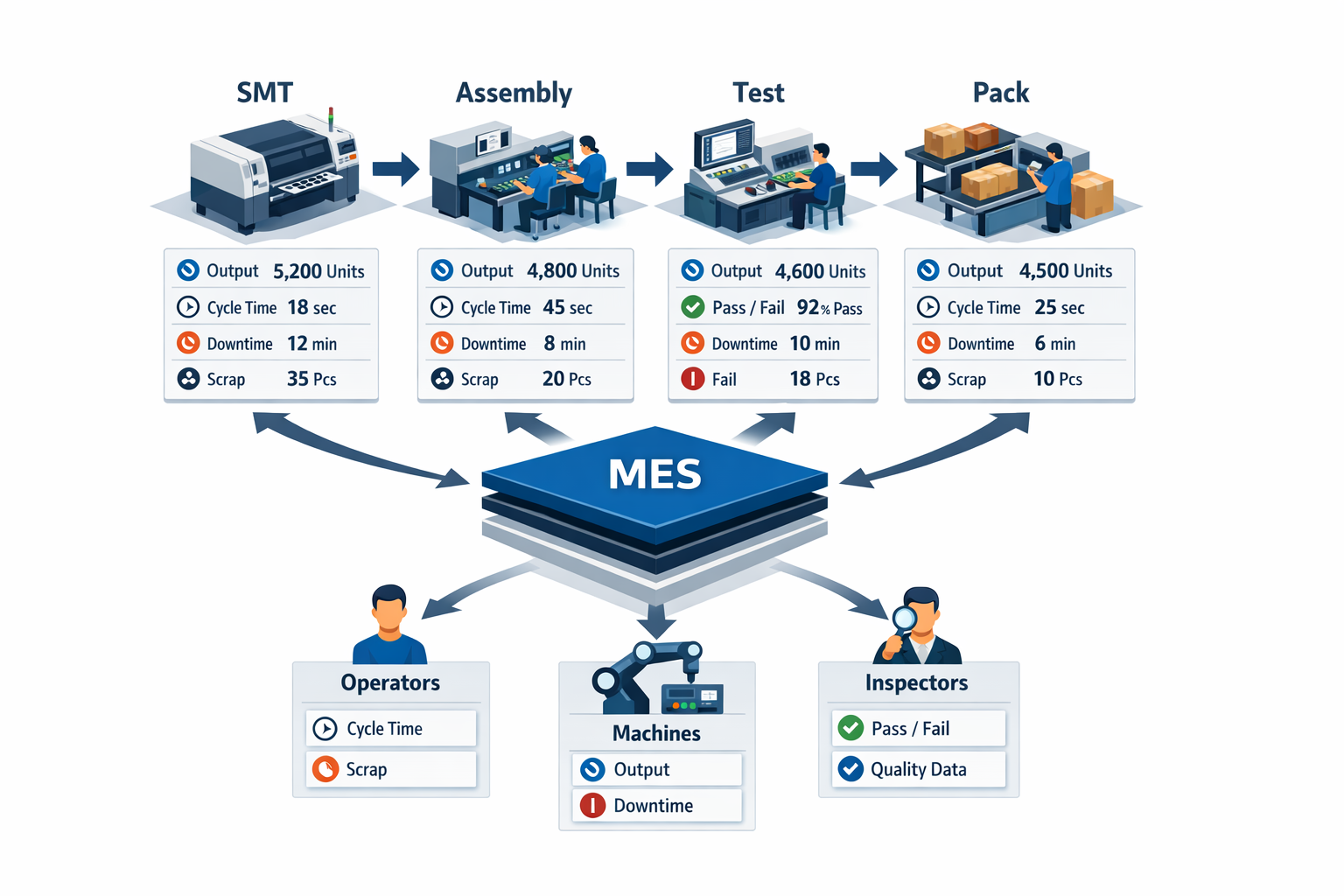
A core MES capability is capturing production data as work happens, not hours later in spreadsheets. Operators, machines, and inspectors record quantities completed, cycle times, downtime reasons, scrap counts, test results, and exceptions against the active work order. This creates a live record of execution instead of a delayed summary after the shift ends.
On the electronics line, the production order moves from SMT to assembly to test, and each station adds its own data. Operators log start and stop times, test stations upload pass/fail results, and quality events such as solder bridges or missing components are tied to the same work order and unit history. Supervisors can then see whether low output is being caused by feeder stoppages, high first-pass failure, or labor imbalance rather than guessing from end-of-day totals.
In-Process Quality Checks and Holds
A manufacturing execution system also embeds quality into the flow of work. Rather than treating inspection as a separate paper process, MES software can require first-piece approval, in-process checks, defect coding, and nonconformance routing before the next step is allowed. This is especially useful where quality escapes become expensive only a few stations later, such as after conformal coating or final functional test.
In the same electronics example, the first 10 assembled units may require an inspection sign-off before the line continues at full speed. If defect rates exceed a threshold at ICT or functional test, the system can trigger a hold on the batch and route it for review. That turns quality control from a reporting exercise into an execution control mechanism within daily manufacturing operations management.
Traceability and Genealogy Across Materials and Finished Units
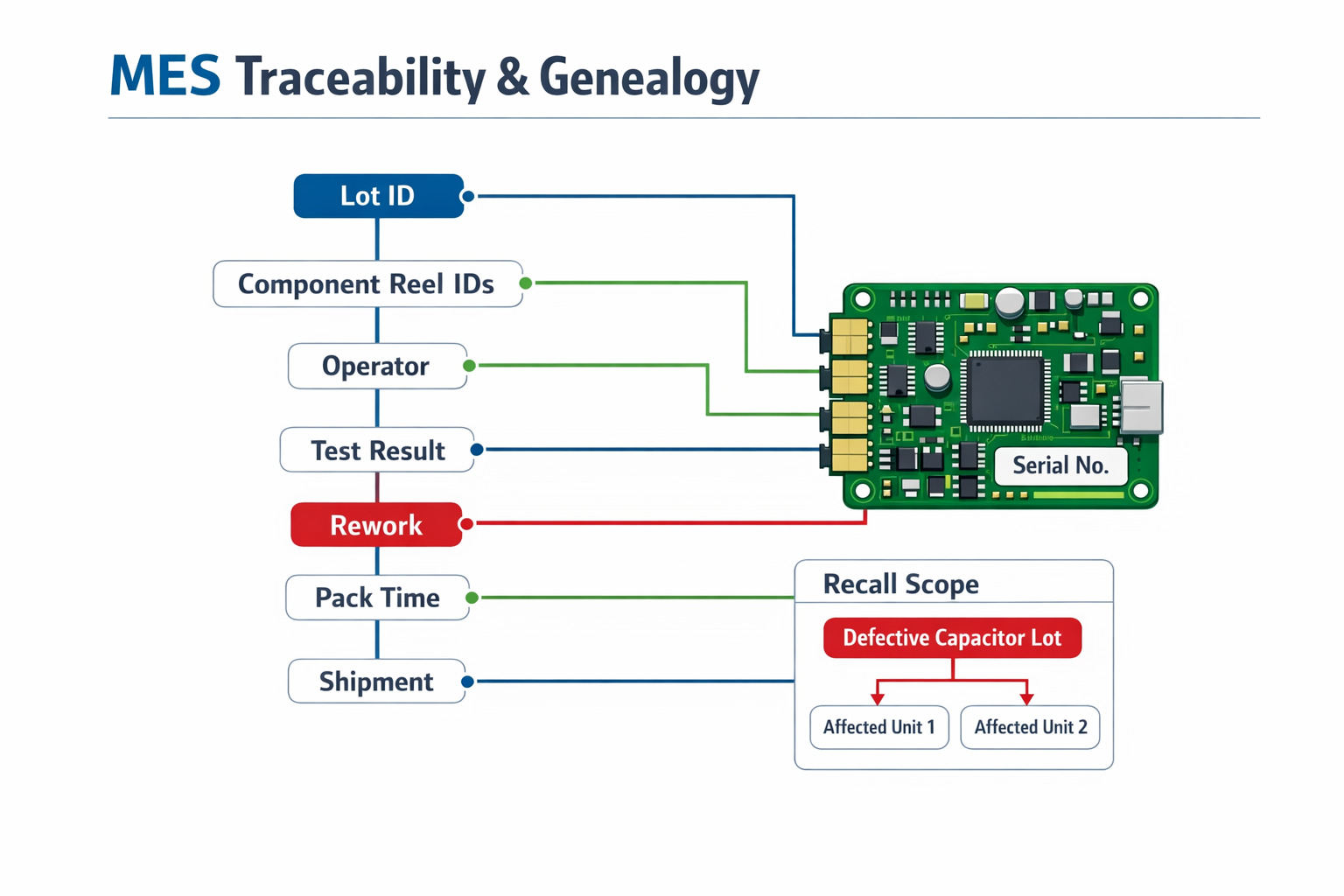
Traceability is where many production execution systems deliver their clearest value. The system links raw material lots, component reels, operator actions, machine steps, inspections, rework records, and final serial numbers into one genealogy record. For manufacturers facing customer complaints, warranty claims, or regulated audits, that history can be the difference between a targeted containment action and a broad, costly recall.
On the control-module line, each PCB serial number can be connected to the solder paste lot, component reel IDs, assembly operator, test station result, and packaging timestamp. If a capacitor lot is later found to be defective, the manufacturer can identify exactly which finished units used that lot and where they were shipped. That level of genealogy is one of the most practical reasons a manufacturing execution system is deployed on discrete production lines.
Performance Visibility for Supervisors and Managers
The final layer is visibility. MES software gives line leaders and plant managers a current view of output, WIP, downtime, quality losses, and adherence to schedule, often by shift, line, product, or workstation. Instead of waiting for a morning report, they can intervene while the problem is still affecting today’s production.
For the electronics line, a supervisor can see that SMT is meeting the target, but the final test is creating a bottleneck because the first-pass yield dropped from 98% to 93% in the last hour. A plant manager can compare planned versus actual output across lines and spot where changeover losses are affecting delivery risk. This is the day-to-day value of a manufacturing execution system: it connects work, data, and decisions tightly enough to improve control on the shop floor.
MES vs ERP and Other Manufacturing Operations Systems
What Each System Is Supposed to Do
Many software selection problems start with a simple mistake: treating planning, execution, monitoring, and workflow control as if they were the same layer. In practice, they are not. ERP manages business planning and transactions; MES manages production execution on the shop floor; SCADA monitors and controls equipment signals, and broader manufacturing operations management may combine several functions across production, quality, maintenance, and performance. If you blur those boundaries, you can end up buying heavy MES software for a problem that is really scheduling, data collection, or approval routing.
MES vs ERP: Planning Versus Execution
The most practical way to understand MES vs ERP is this: ERP decides what should be made, while MES software helps control how it gets made in real time. ERP handles demand, purchasing, inventory valuation, master data, cost rollups, and production orders at the business level. A manufacturing execution system sits closer to operations, turning those orders into dispatch lists, operator tasks, consumption records, quality checks, and actual production status. In most factories, ERP answers “what is scheduled and what did it cost,” while a production execution system answers “what is happening now, on which line, with which materials, and with what result.”
In an automotive components plant, for example, ERP may release a work order for 5,000 brake assemblies and allocate due dates and material requirements. MES software then sequences the order by line, records serial or lot-level production data, tracks scrap, and blocks the next step if a torque test fails. If a buyer expects ERP alone to manage those real-time controls, the result is usually delayed data entry, weak traceability, and manual workarounds on the shop floor.
Where MRP Fits
MRP is often confused with MES because both are tied to production orders, but they serve different purposes. MRP calculates what materials are needed, how much, and when, based on forecasts, BOMs, lead times, and inventory balances. It is fundamentally a planning engine, usually inside an ERP or tightly connected to it. It does not replace shop floor control software because it does not capture operator actions, machine-level completion status, or in-process quality decisions.
MES vs SCADA: Execution Versus Equipment Monitoring
SCADA belongs lower in the stack than MES. It collects machine and process data from PLCs, sensors, and control devices, then presents alarms, process values, and equipment states for supervisory control. MES uses some of that data, but its job is broader: connect machine events to work orders, operators, materials, quality records, and production logic. In short, SCADA tells you a press stopped at 10:14 a.m.; MES tells you which order was running, what quantity was affected, whether downtime exceeded the threshold, and what action should happen next.
A practical electronics example makes the distinction clear. A reflow oven may report temperature deviation through SCADA, but the MES layer determines which PCB batch was in process, whether the batch should be quarantined, and whether downstream inspection must be triggered. If an IT team buys SCADA expecting it to solve traceability and routing, they will still need another layer for execution and record control.
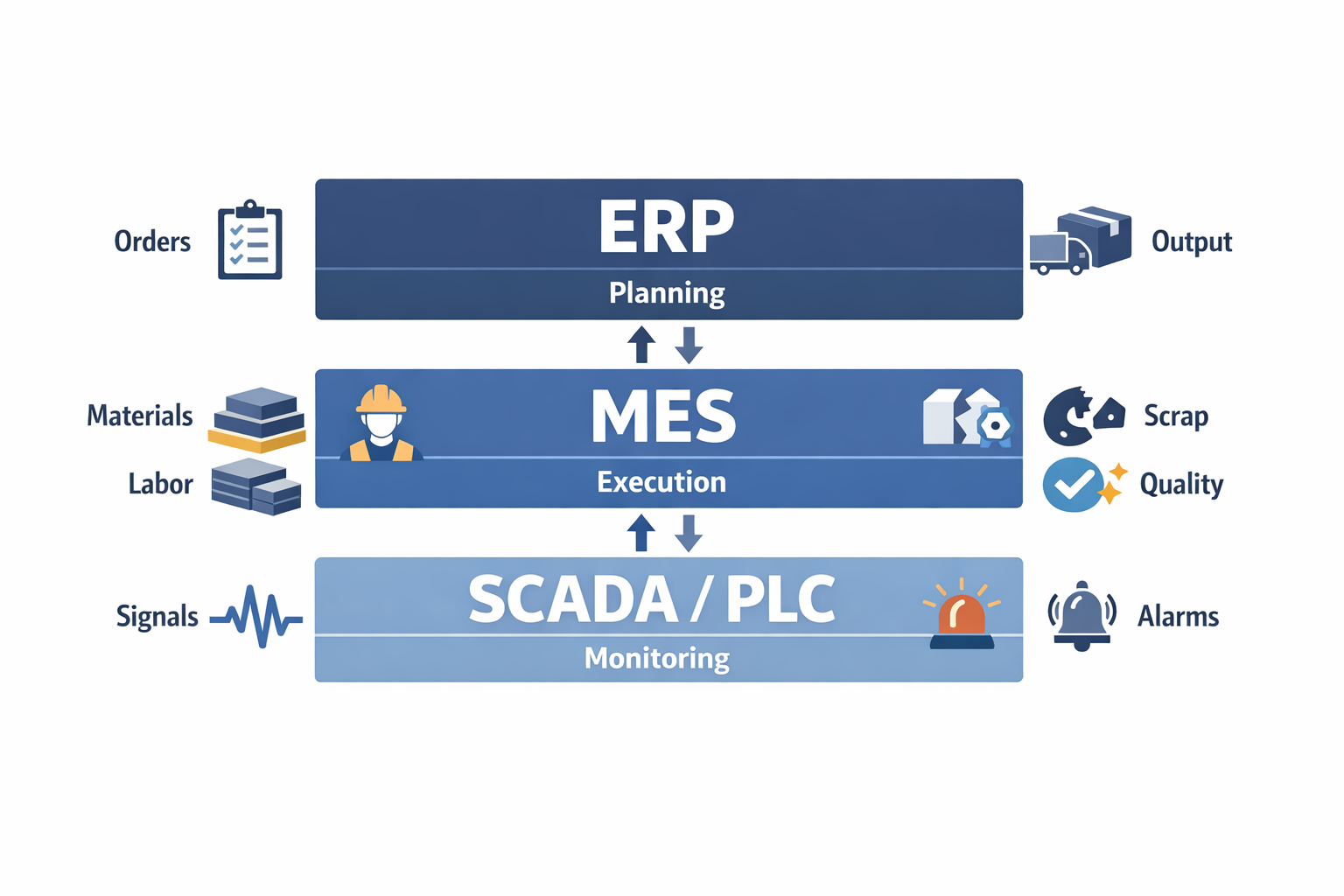
How the System Stack Works Together
A useful mental model is a stack: ERP at the top for planning, MES in the middle for execution, and PLC/SCADA at the equipment layer for monitoring and control. Data should move both ways. ERP sends orders, materials, and standards downward; the manufacturing execution system sends actual output, labor, scrap, and status upward; SCADA and machines feed signals and performance data into MES or historians. When these layers are designed well, each system does its own job instead of becoming an awkward substitute for another.
Where Workflow Tools Fit
Not every operational requirement belongs inside a full MES platform. Many factories also need workflow tools for approvals, exception handling, maintenance requests, deviation reviews, line clearance sign-offs, or nonconformance routing. These processes sit adjacent to manufacturing execution, and they are often too dynamic or department-specific to justify hard-coded MES changes every time a form, rule, or escalation path changes. That is where flexible workflow software fits within broader manufacturing operations management.
In a general discrete manufacturing plant, for instance, the core MES may record order completion and downtime, but a separate workflow layer may manage supervisor approvals for rework, CAPA routing, and digital handoffs between production and quality. If a company forces every operational process into ERP, the result is usually slow change requests. If it forces every process into MES software, the result can be complexity and cost that do not match the actual need.
Why These Boundaries Matter for Buyers
The main buying question is not which category sounds more advanced. It is the layer that solves the operational decision you need to improve. If your issue is finite planning, material availability, and procurement alignment, start with ERP and MRP. If your issue is real-time order execution, traceability, and shop floor control, a manufacturing execution system is the right lens. If your issue is equipment state visibility, alarms, and process values, SCADA is the right layer; if your issue is plant-specific approvals and fast-changing operational processes, a flexible workflow or MES alternative may be more practical than expanding a traditional suite.
When Traditional MES Software Is the Right Fit—and When It Becomes Too Heavy
Where Traditional MES Software Delivers Clear Value
Traditional MES software is still the right choice in many factories. If you run a large, multi-line operation with strict quality compliance, validated processes, and high traceability requirements, a full manufacturing execution system can provide the control layer that spreadsheets, standalone forms, and lightweight tools cannot. This is especially true in sectors such as automotive, medical devices, aerospace, and regulated electronics, where every lot movement, operator action, process step, and quality result may need to be recorded and auditable.
A good example is an automotive supplier producing safety-critical components across several plants. In that environment, the business may need end-to-end genealogy, enforced routing, serialized part tracking, machine integration, and tightly governed change control across shifts and sites. Here, a production execution system is not just about visibility; it is part of how the company proves compliance, manages recalls, and protects customer relationships. For that type of operation, the scale and structure of a full MES often justify the investment.
Traditional MES also makes sense when execution must be tightly synchronized with ERP, machine data, and formal manufacturing operations management processes. If production plans, labor reporting, material consumption, quality holds, and maintenance status all need to flow through controlled system logic, a more comprehensive platform can reduce operational risk. In these cases, the question is not MES vs ERP, but how the two systems work together without gaps between planning and execution.
Why MES Projects Often Feel Heavy
The challenge is that strong control usually comes with high implementation effort. Depending on plant complexity, MES deployments commonly take 6 to 18 months, and enterprise rollouts can run longer once process mapping, integrations, validation, testing, and site-by-site rollout are included. Research from industry analysts has consistently shown that manufacturing software projects fail or stall not because the use case is wrong, but because scope, change management, and integration complexity are underestimated.
Customization is another common friction point. Many MES platforms are configurable, but not always flexible in the way plant teams expect when local workflows change weekly or monthly. A plant may want to adjust a nonconformance approval path, add a new first-off inspection step, or change downtime reason logic, only to find that the change requires specialist support, formal testing cycles, or vendor consultants. That slows improvement in environments where supervisors need faster iteration on shop-floor control software and related workflows.
Consultant dependence adds cost beyond the software license itself. Global MES programs often involve systems integrators, solution architects, interface developers, validation specialists, and internal IT resources over a long period. For large regulated plants, that may be acceptable. For mid-sized manufacturers, it can turn a reasonable digitization goal into a capital project with a long payback period and heavy organizational overhead.
The Change-Management Burden Is Often Underestimated
Even when the platform is technically sound, adoption can be harder than expected. A manufacturing execution system changes how operators report work, how supervisors manage exceptions, how quality teams release product, and how IT governs process changes. If the plant lacks strong master data discipline, stable routings, and clear ownership of production processes, the software can expose organizational weaknesses faster than the business can fix them.
This is why some MES initiatives struggle in plants that are still standardizing core operating practices. The system may be designed for mature, tightly controlled execution, while the factory is still working through inconsistent work instructions, informal approvals, or disconnected reporting habits. In that situation, the software is not necessarily wrong, but the timing may be.
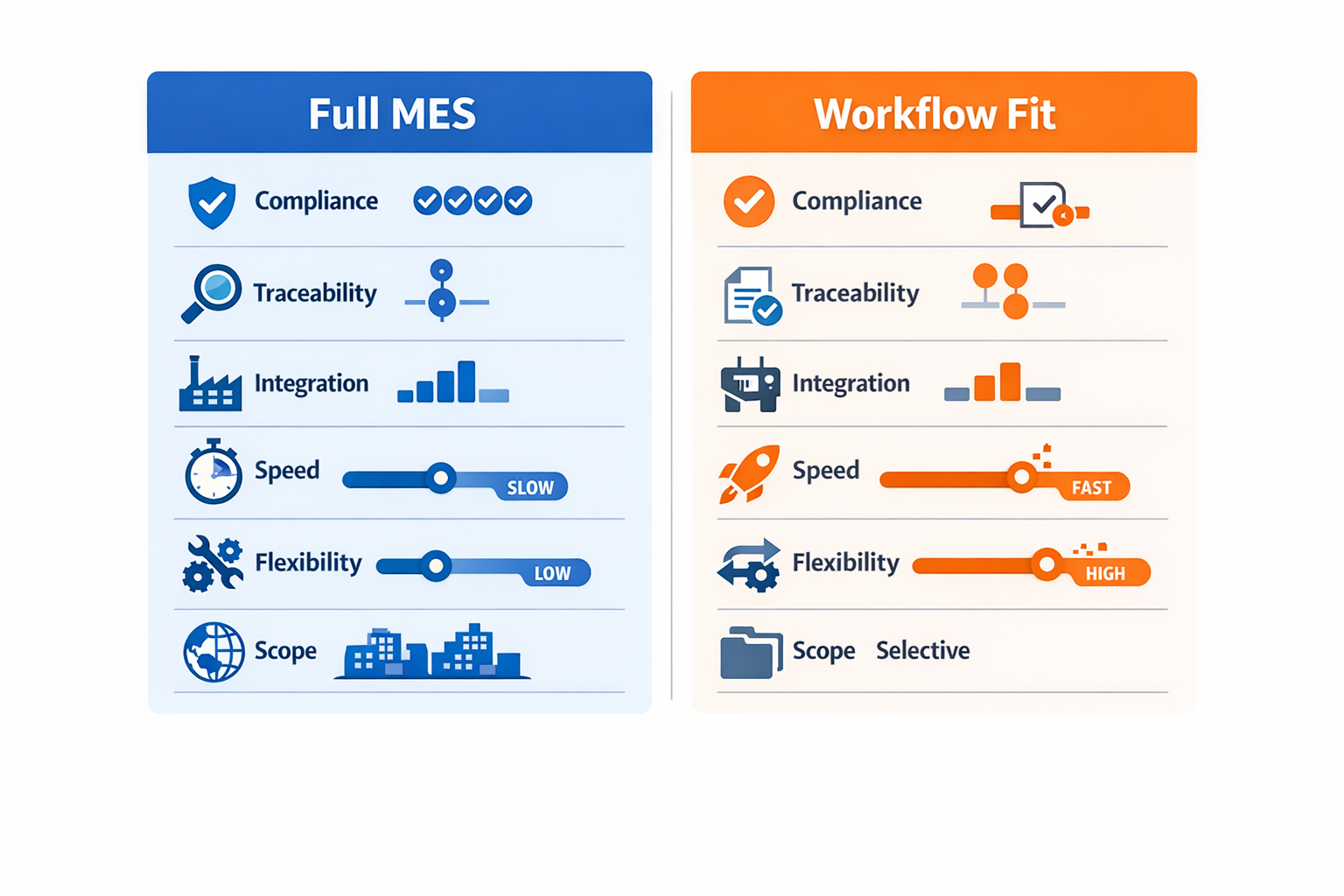
A Practical Decision Framework
The real buying question is not whether MES software is good or bad. It is whether you need a broad execution layer across complex operations, or whether you mainly need to digitize a few high-friction workflows quickly. A full MES fit usually points to high compliance pressure, deep traceability, machine and ERP integration, and multi-site governance. A targeted workflow digitization fit usually points to plants that need digital production logs, nonconformance routing, escalation workflows, and live dashboards more than they need a full suite on day one.
Consider a mid-sized job shop with frequent order changes and mixed production methods. It may not need a full production execution system across every process step, but it may urgently need cleaner shift reporting, faster deviation handling, and better management visibility. If the problem is limited to selected workflows rather than end-to-end execution control, a full MES can become too heavy relative to the actual operational gap.
That mismatch is what drives many searches for an MES alternative. The plant is not rejecting digital manufacturing operations management; it is trying to avoid overbuying. When only a few workflows are broken, the better path may be to digitize those workflows first, prove value quickly, and decide later whether a broader MES architecture is still necessary.
A Flexible MES Alternative: Using No-Code Workflows for Production, Quality, and Visibility
Not Every Factory Needs a Full Manufacturing Execution System
Some manufacturers reach a point where a full manufacturing execution system feels too large for the immediate problem they need to solve. They may not need end-to-end shop floor control software across every line, machine, and site, but they do need tighter control over production logs, quality approvals, downtime response, and traceability records. In these cases, the real requirement is often not “buy MES software now,” but “digitize the workflows that are slowing production today.” That is where a flexible MES alternative becomes practical.
This is especially true for mid-sized plants with mixed levels of process maturity across departments. A factory may already have ERP for planning and inventory, while still relying on paper forms, Excel trackers, and WhatsApp messages for line clearance, first-piece checks, and maintenance escalation. In that situation, the gap is not ERP itself, and it is not necessarily a full MES vs ERP decision. The gap is in operational workflow execution at the plant level.
A No-Code Approach to Targeted Manufacturing Operations Management
Jodoo fits this middle ground well because it lets operations teams build targeted manufacturing operations management workflows without waiting for a full MES rollout. Instead of replacing every function of traditional MES software, it can digitize specific MES-like processes such as production tracking, quality checkpoints, maintenance requests, traceability forms, approval routing, and supervisor dashboards. That gives plant teams faster iteration when SOPs change, a new customer audit requirement appears, or one production line needs a different control flow than another. For many factories, that flexibility matters more in the short term than deploying a broad production execution system all at once.
Take a mid-sized electronics supplier producing control boards for industrial equipment. Rather than launching a full manufacturing execution system project across the entire factory, the plant starts with four high-friction workflows in Jodoo: line clearance checks before model changeover, downtime escalation during assembly, first-piece inspection approval at shift start, and a live supervisor dashboard for output, defects, and stoppages. Each workflow is configured as a connected app with role-based forms, approval logic, alerts, and dashboard views, so production, quality, and maintenance all work from the same live record instead of separate files.
How Modular Apps Cover Selected MES-Like Workflows
In this setup, line leaders complete digital clearance forms on tablets before a new work order begins, attaching photos and confirming tooling, materials, and document revision status. If a mismatch is found, the workflow can hold the release and notify the supervisor immediately. When downtime occurs, operators log the issue from the line, route it to maintenance based on fault type, and track response time and closure status without leaving the platform. First-piece inspection follows the same logic, with quality staff reviewing measurements, recording disposition, and releasing the run only after approval.
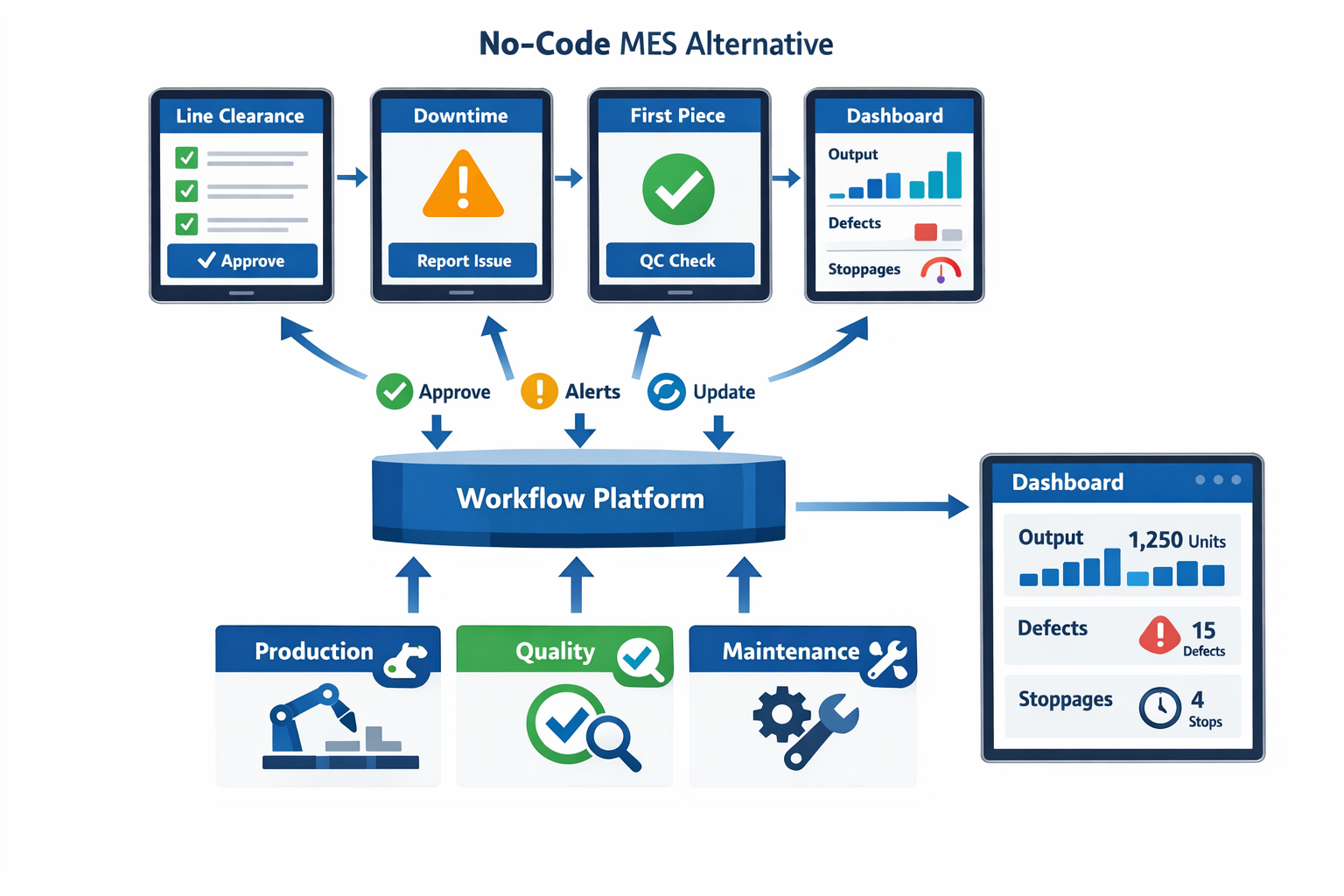
Because these apps share data, the plant can build a lightweight operational layer that behaves like selected parts of a manufacturing execution system without claiming to be a full enterprise MES replacement. Production events, quality results, and maintenance actions can feed one dashboard, making trends visible by shift, line, product family, or defect code. If the plant later needs to add nonconformance handling, rework authorization, or calibration reminders, the workflows can be extended without rebuilding the whole system. That modularity is often the main reason companies evaluate an MES alternative in the first place.
What Plant-Level Ownership Looks Like in Practice
A no-code model also changes who can improve the system. In many traditional MES software projects, even minor screen changes or approval-rule updates depend on external consultants or a central IT backlog. With Jodoo, plant managers, process engineers, or CI teams can usually own workflow changes directly, while IT still governs permissions, integrations, and data structure. That shortens the cycle between “this process is failing on the line” and “the workflow has been updated.”
Where This Approach Fits Best
This approach works best when your priority is fast control over specific operational workflows rather than broad orchestration of every machine, order, and process in the plant. If you need configurable forms, approval logic, traceability capture, digital work records, and live dashboards, a no-code platform can cover meaningful ground between ERP and a full production execution system. It is a practical fit for manufacturers that want to prove value line by line, then expand based on results. It is not a blanket substitute for every enterprise MES scenario, but it is often the faster path to measurable improvement.
Conclusion: How to choose the right path for your factory
The right choice depends on the level of control, standardization, and system depth your plant actually needs. Traditional manufacturing execution systems make sense when you need end-to-end production orchestration, deep machine and enterprise integration, strict traceability, and strong support for complex multi-site or regulated operations. If your environment looks more like automotive tier supply, medical devices, or high-volume electronics with tight compliance demands, a full MES can be the right long-term investment.
But many manufacturers are solving a narrower problem. They need to replace paper, spreadsheets, and disconnected approvals in areas like production reporting, quality checks, downtime escalation, maintenance requests, and supervisor visibility. In those cases, a focused and flexible alternative can deliver value faster, with lower implementation risk and less dependence on consultants or custom code.
If your priority is to modernize specific plant workflows without committing to a long MES rollout, Jodoo is worth evaluating. As a no-code lean manufacturing platform, Jodoo helps operations teams build and adapt production, quality, maintenance, and dashboard workflows around real shop-floor needs. You can start a free trial or book a demo to see whether a modular approach fits your factory better than a full MES program.


