はじめに:現代の製造業においてサイクルタイムが重要な理由
生産ラインは生産目標を達成しているように見えても、処理、取り扱い、待ち時間、または引き渡し中に時間がかかりすぎると、顧客への納品に間に合わない可能性があります。 サイクルタイム サイクルタイムは、生産管理者、工場管理者、および産業エンジニアにとって最も有用な現場指標の1つです。簡単に言うと、サイクルタイムとは、通常の条件下で1つの製品、1つの作業、または1つの定義された生産工程を完了するのにかかる時間のことです。.
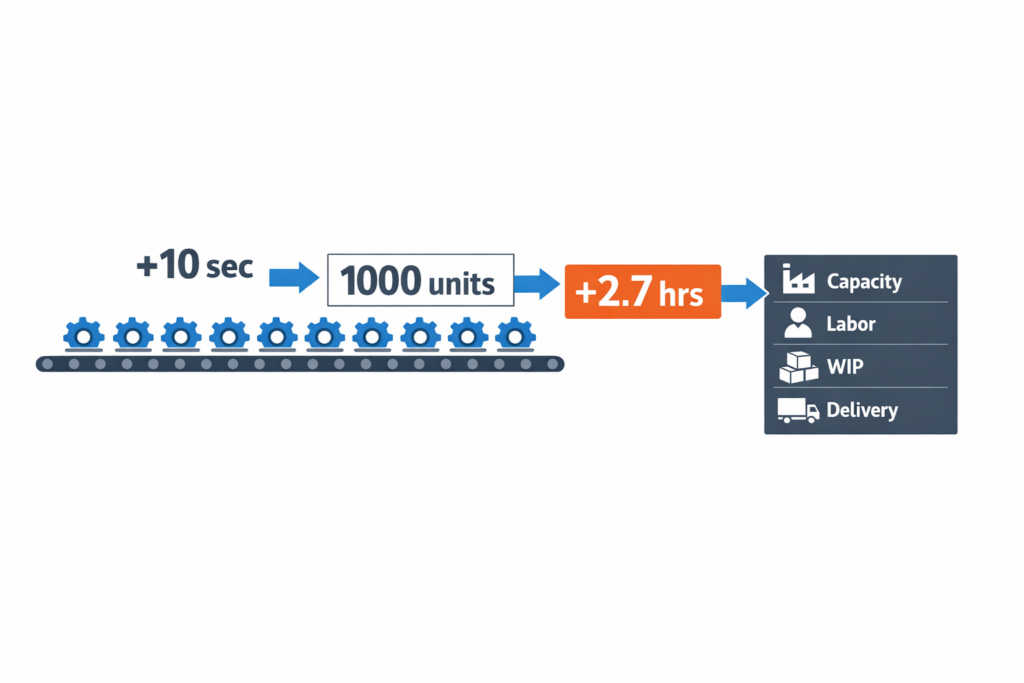
この指標が重要なのは、小さな損失がすぐに積み重なるからです。たとえば、わずか 10秒 単位あたりでほぼ 2.7時間余分に 1,000ユニットを超える生産時間。シフト全体を通して、生産能力、労働力利用率、仕掛品、納期遵守率に直接影響します。より広範なKPIとは異なり、サイクルタイムは、機械、ステーション、セル、または作業指示書など、パフォーマンスが実際に変化している場所を示します。.
この記事では、 サイクルタイム 製造業において、どのように使用するか サイクルタイムの計算式, また、プロセスレベルと作業指示レベルの両方で計算する方法についても説明します。さらに、 タクトタイム そしてリードタイムについても説明し、それを短縮するための実践的な方法を解説します。多くの工場にとって、正確なサイクルタイム追跡は、シフト、ライン、作業指示レベルでリーン生産方式を実用化する鍵となります。.
製造業におけるサイクルタイムの意味
サイクルタイムを正確に定義する
製造業では、, サイクルタイム は、定義された条件下で1つのユニット、1つのバッチステップ、または1つの操作を完了するのに必要な時間です。重要なフレーズは「“規定された条件下で”なぜなら、計測開始地点、計測終了地点、そして処理時間、待ち時間、段取り替え時間を含めるかどうかによって数値が変わるからです。チームがこれらの境界を明確に定義しないと、同じ生産ラインでも、3つの異なるレポートで3つの異なるサイクルタイムが表示される可能性があります。.
実際の製造現場での使用において、製造サイクルタイムは通常、次の2つの質問のいずれかに答えるものです。 1つの工程にはどれくらいの時間がかかりますか? または ホー完成品はどのくらいの頻度で出荷されますか? そのため、サイクルタイムの計算式は重要になりますが、それはチームが測定対象となる正確なイベントポイントについて合意した後でなければなりません。合意がなければ、シフト、機械、SKU間の比較は誤解を招くものとなります。.
サイクルタイムが意味しないこと
サイクルタイムはしばしばスピードを表す包括的な用語として扱われますが、生産における時間ベースのKPIすべてに当てはまるわけではありません。機械の稼働時間が短くても、作業員が材料待ち、品質検査待ち、フォークリフトの移動待ちなどで生産サイクルタイムが長くなる場合があります。同様に、作業指示書のプロセスサイクルタイムが許容範囲内であっても、待ち時間やスケジュールの遅延が測定対象から外れているため、全体的な納期パフォーマンスが低下する可能性があります。.
多くの悪い決断はここから始まる。マネージャーが混乱すると サイクルタイム と リードタイム, 実際の問題は作業間の待ち時間であるにもかかわらず、より高速な機器に投資する可能性がある。 サイクルタイム と タクトタイム, 需要が低いので、たとえ生産ラインがまだ不安定であっても、プロセスは健全だと考えるかもしれない。.
サイクルタイムとその他の一般的な製造指標との比較
| メトリック | 測定対象 | 典型的な始動/停止 | 最適な用途 | よくある間違い |
|---|---|---|---|---|
| サイクルタイム | 1つのユニットまたは1つの操作を完了するのにかかる時間 | 作業開始から作業終了まで、または完成したユニットから次のユニットまで | プロセス速度、ラインバランス、および運用パフォーマンスを評価する | 待機または処理が含まれるかどうかを定義せずに使用する |
| タクトタイム | 顧客の需要を満たすために必要な生産ペース | 利用可能な生産時間 ÷ 顧客需要 | キャパシティプランニングと需要調整 | タクトタイムを実際のパフォーマンスとして扱う |
| リードタイム | 注文のリリースから配送または完了までの合計経過時間 | 注文受付/顧客への配送準備完了または注文完了 | 顧客サービス、企画、注文処理 | サイクルタイムが短くなれば、リードタイムも自動的に短くなるという前提 |
| スループット時間 | 部品が生産工程を通過するのにかかる合計時間(待ち時間を含む) | 生産開始から生産終了まで | エンドツーエンドのフロー分析とWIP診断 | それを純粋な処理時間と混同する |
| マシンタイム | タイムマシンは部品上でアクティブに動作しています | ツールが起動してツールが停止するまで | 設備利用率とプロセスエンジニアリング | 手作業による処理、セットアップ、およびキュー損失を無視する |
サイクルタイムとタクトタイム
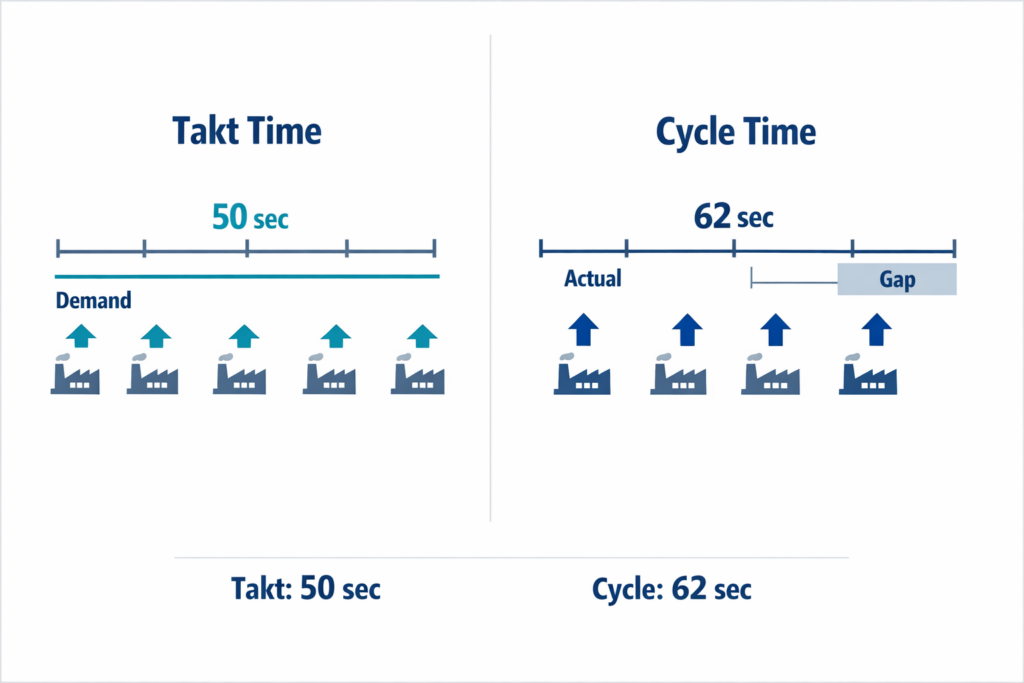
比較対象は サイクルタイム そして タクトタイム タクトタイムは、リーン生産方式において最も重要な要素の一つです。タクトタイムは需要に応じて必要な生産ペースを示し、サイクルタイムは実際の生産ペースを示します。一方は目標値であり、もう一方は測定可能な生産実績です。.
タクトタイムが1ユニットあたり50秒で、実際のサイクルタイムが62秒の場合、残業、生産能力の増強、または工程変更を行わない限り、生産ラインは需要に対応できません。サイクルタイムが40秒だからといって、必ずしも工程が効率的であるとは限りません。なぜなら、生産量が多すぎると過剰生産、仕掛品の増加、下流工程の不均衡につながる可能性があるからです。したがって、サイクルタイムとタクトタイムのどちらが優れているかという判断において、本当に重要なのは、実際の生産量が需要に見合っているかどうかです。.
リードタイム、スループットタイム、マシンタイム:チームが混乱するポイント
リードタイム より広い サイクルタイム なぜなら、それは注文から処理までの経過時間全体を含み、処理自体の時間だけを対象とするものではないからです。. スループット時間 もより広範な概念ですが、通常は、待ち行列、輸送、工程間の待機など、部品が生産工程を通過する過程に焦点を当てています。. 機械時間 測定範囲が狭いのは、機器の稼働時間のみを測定するためです。.
この違いは実際の工場では重要です。プレス機の機械稼働時間は18秒と表示されていても、セルでのサイクルタイムは積載と荷降ろしを含めて30秒になる場合があります。同じ部品でも、二次加工の前に待機するため、工場内での処理時間は6時間にも及ぶ可能性があり、計画、バッチ処理、出荷といった工程でさらに遅延が生じるため、顧客への納期は3日間になることもあります。.
数字を使う前に明確な定義が重要な理由
チームがこれらの用語を混同すると、改善の優先順位が歪んでしまう。エンジニアリング部門は機械の稼働時間の短縮に注力するかもしれないが、生産管理部門は実際には材料待ちやシフト交代のギャップによって生産量が減少していることに気づいている。財務部門はリードタイムの短縮を求めるかもしれないが、生産ラインチームは作業サイクル時間しか報告していないため、両者とも相手が要点を理解していないと考えてしまう。.
したがって、チームがこれらの数値を会議、ダッシュボード、または改善目標で使用する前に、各指標の開始点と終了点を明確に定義する必要があります。これらの定義が確定すれば、データはシフトの比較、変動の把握、サイクルタイム短縮作業の支援に活用できるようになります。次のステップは、プロセスレベルと作業指示レベルの両方で、これらの数値を正しく計算することです。.
プロセスおよび作業指示レベルでのサイクルタイムの計算方法
製造業の定義が明確になったら サイクルタイム, 次に必要なのは、意思決定に必要な計算方法を選択することです。1つのステーションをチェックするライン監督者と、作業指示書全体をレビューする生産管理者では、必要な数値が異なります。実際には、サイクルタイムの計算式は、1つの繰り返し作業、1つの機械センター、またはバッチを完了するまでの合計経過時間のいずれを測定するかによって、わずかに変化します。計算レベルを誤ると、チームが真の生産サイクルタイムを大まかな平均値と混同してしまう原因の1つになります。.
基本的なサイクルタイムの計算式
最も単純なレベルでは、サイクルタイムは次のようになります。
平均 サイクルタイム = 総生産時間 ÷ 生産ユニット数
この計算式は、安定した稼働状況における平均生産量を求める場合に最適です。例えば、梱包セルが420分間稼働し、210個の製品を生産した場合、平均サイクルタイムは1個あたり2分となります。これは、高レベルの計画立案、ラインバランス調整、迅速な生産能力チェックに役立ちますが、稼働条件が比較的安定していることを前提としています。.
この平均値には限界があり、運用の詳細が隠されてしまう可能性があります。同じセルで2回の短い停止、材料待ち、初回セットアップの遅延があった場合、実際のプロセス挙動はそれほど安定していなくても、平均値は依然として1ユニットあたり2分と表示されます。そのため、生産チームはサイクルタイムを両方の段階で計算することがよくあります。 プロセスレベル そして 作業指示レベル.
実行例:CNC加工作業指示書
ある工場で、CNC加工センターを使ってアルミニウム製バルブボディを500個生産しているとします。各部品について、作業員は鋳造品をセットし、加工サイクルを開始し、加工が完了するのを待ち、部品を取り出し、次の工程のラックに置きます。注文の開始時には、最初の合格品が出荷される前に、チームはセットアップと工具オフセットのチェックも行います。.
この例では、状況によって計算方法がどのように変化するかがわかります。機械レベルの数値は操作そのものを理解するのに役立ちますが、作業指示書の数値は生産計画が実際に経験する状況を示します。どちらも有効ですが、それぞれ異なる疑問に答えるものです。.
プロセスレベルのサイクルタイム:1回の繰り返し操作
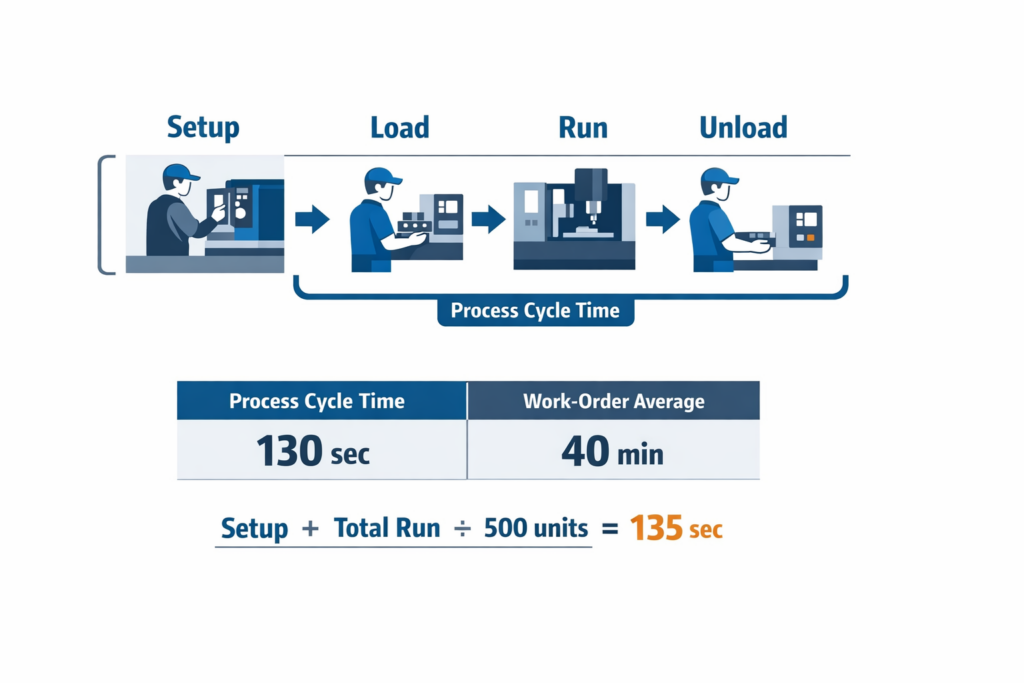
加工プロセス自体を測定したい場合、通常は通常の運転条件下での単位あたりの再現時間に注目します。例えば、観測された1サイクルには以下が含まれるとします。
- 生のパーツをロードします: 20秒
- マシン実行時間: 95秒
- 完成品の荷降ろし: 15秒
プロセスレベルのサイクルタイムは次のとおりです。
20 + 95 + 15 = 130秒/単位
これは、ステーション設計や標準作業分析において、サイクルタイム計算式の最も実用的な形式であることが多い。これは、1つの完成品に対する作業者の作業時間と機械時間を合計したものであり、機械の稼働時間だけに頼るよりもはるかに有用である。積み込みと積み下ろしを除外した場合、報告されるのは 95秒, しかし、それは同局の実際の生産ペースを過小評価することになるだろう。.
セットアップと切り替えをいつ含めるべきか
では、同じ作業指示書を計画担当者の視点から見てみましょう。500個の部品の生産が始まる前に、チームは 40分 セットアップ、治具の検証、および初回品検査承認にかかる時間です。平均的な作業指示サイクルタイムを知りたい場合は、利用可能な生産時間を消費するセットアップ時間も含める必要があります。.
作業指示書の計算式は次のようになります。
作業指示書の総所要時間 = セットアップ時間 + 総実行時間
各ユニットが 130秒, 、次に機械加工 500ユニット 必要:
500 × 130秒 = 65,000秒 = 1,083.3分
追加する 40分 設定:
1,083.3 + 40 = 合計1,123.3分
次に、 500ユニット:
1,123.3 ÷ 500 = 1単位あたり2.25分, または約 1ユニットあたり135秒
1ユニットあたりわずか5秒の差は小さく見えるかもしれませんが、複数の短納期生産では、利用可能な生産能力に大きな影響を与えます。多品種少量生産環境では、頻繁な段取り替えによって計画生産時間の10%から30%が消費される可能性があるため、作業指示サイクルタイムに段取り時間を明確に表示する必要があります。.
プロセスサイクルタイムと作業指示サイクルタイムの比較
プロセスレベルのサイクルタイム ジョブが安定して実行されている場合、1つの操作にかかる時間を示します。. 作業指示サイクル時間 セットアップやその他の注文レベルの作業を含めた場合、注文処理に実際にどれくらいの時間がかかるかを示します。.
この例では、工程レベルのサイクルタイムは130秒ですが、作業指示書の平均は135秒です。労働力のバランスを取る場合や、ある機械と別の機械を比較する場合は、工程レベルの数値を使用してください。完了予定日を見積もる場合、有限の生産能力に基づいてスケジュールを立てる場合、または現実的な生産率を提示する場合は、作業指示書の数値を使用してください。.
適切なデータ入力の選択
サイクルタイムデータは、すべてのチームが同じ開始イベントと停止イベントをキャプチャしている場合にのみ有用です。ほとんどの製造現場では、チームは機械信号、オペレーターログ、MESレコード、または手動生産シートからデータを取得します。重要なポイントは、データソースだけでなく、 一貫性.
CNC加工の例では、一般的なタイムスタンプの選択肢として、作業開始、最初の良品、最後の良品、作業完了などがあります。ある監督者が最初の良品から最後の良品までを計測し、別の監督者がオペレーターのログインからパレットの閉鎖までを計測した場合、報告される製造サイクルタイムは比較できません。また、タクトタイムは観測された工程時間ではなく、需要に基づいたペース配分指標であるにもかかわらず、一部のチームが議論の中でサイクルタイムとタクトタイムを混同してしまうのも、この点が原因の一つです。.
実用的なルールとして、レポート作成を開始する前にイベントの境界を明確に定義しておくことが重要です。プロセスレベルの分析では、積載開始から荷降ろし完了までといった繰り返し可能な単位イベントを使用します。作業指示書の分析では、セットアップ開始から最終数量完了までといったオーダーレベルのイベントを使用します。こうすることで、数値が実際の経営判断に結びつくようになります。.
単純平均とより現実的な生産量計算の比較
プロセスが安定していて、稼働時間が長く、セットアップ時間が生産量に比べてごくわずかである場合は、単純平均で十分です。これは、同じSKUを数時間または数日間生産する専用ラインでよく見られる状況です。このような場合、総稼働時間を総生産量で割った値は、生産能力計画のための信頼できる基準値となります。.
生産サイクルタイムの計算において、少量生産、頻繁なモデル変更、作業員による取り扱い、検査、バッチ間の承認といった工程が含まれる場合は、より現実的な計算が必要となります。こうしたケースでは、セットアップ、積載、荷降ろし、初回品の出荷といった工程を除外すると、サイクルタイムが実際よりも短く見積もられてしまいます。その結果、スケジュールが不適切になり、生産能力が過大評価され、不必要な緊急対応が発生することになります。.
CNC加工の場合、機械のみの単純なビューでは95秒と表示されるかもしれません。プロセスレベルの運用ビューでは130秒と表示されます。作業指示計画ビューでは135秒と表示されます。これらの数値はどれも間違っていません。それぞれ異なる運用上の疑問に答えているだけです。.
両方の番号を使用するが、明確にラベルを付ける
最も効率的な工場では、あらゆる用途に共通のサイクルタイム値を強制的に適用することはありません。正味プロセスサイクルタイム、観測サイクルタイム、作業指示平均サイクルタイムといった標準的な命名規則を維持しています。これにより、後々、チームが製品、シフト、機械間でパフォーマンスを比較する際に混乱が生じるのを回避できます。.
この規律は、後のサイクルタイム短縮作業をはるかに容易にします。ベースラインで加工時間とハンドリング時間、段取り時間を既に分離していれば、計算上の議論に時間を費やすことなく、改善可能な箇所を正確に把握できます。つまり、この計算は単なるエンジニアリング上の作業ではなく、より良いスケジューリング、人員計画、そして改善活動の基盤となるのです。.
製造現場でのサイクルタイムが長くなる原因
定義と計算の後 サイクルタイム, 次の課題は、予想よりも時間がかかる原因を見つけることです。ほとんどの工場では、原因は1台の機械の速度が遅いことではありません。製造サイクルタイムが長くなるのは、通常、材料の流れ、人員、設備、品質、意思決定など、あらゆる段階で小さな遅延が連鎖的に発生するためです。そのため、定格速度が似ている2つのラインでも、1シフトあたりの生産量が大きく異なることがあります。.
ボトルネックとラインバランスの不均衡
A ボトルネック たとえ上流工程の機械が仕様上は高速に見えても、全体の工程のペースは、その機械の稼働速度によって左右されます。ある工程の稼働速度が他の工程よりも常に遅い場合、その工程の前に仕掛品が積み上がり、作業員は後続工程で待機することになり、生産サイクル全体が理論上の機械稼働速度をはるかに超えて長引いてしまいます。機械の銘板速度だけに注目するチームが、フロー不良の真の原因を見落としてしまうのは、まさにこのためです。.
例えば、自動車部品工場では、プレス加工は数秒で部品を完成させることができますが、検査や溶接といった工程に時間がかかると、ラインの速度が制限される可能性があります。その結果、待ち行列が長くなり、ハンドリング作業が増え、製品が出荷されてから完成品が出るまでの時間が長くなります。実際には、ある工程の機械サイクルが短くても、ボトルネックが生産量を左右するため、ライン全体のタクトタイムは達成できない場合があります。.
待ち時間、仕掛品、および資材搬送の遅延
過剰 作業中 待機時間は保護手段として扱われることが多いが、実際には不安定な流れを隠蔽し、工程間の待ち時間を増加させることが多い。製品ユニットの処理時間はわずか数分で済む場合もあれば、ラックやパレット、あるいは仮置き場で待機する時間がはるかに長い場合もある。多くの工場では、この待ち時間が、実際の作業時間よりも生産フロー全体の時間の中で大きな割合を占めるようになる。.
電子機器の組み立ては、その典型的な例です。基板は迅速に印刷・配置されますが、治具、技術者、承認能力に限りがあるため、テスト前に順番待ちの状態になります。生産ラインは忙しく見えますが、材料がバッチ単位で移動し、次の利用可能なリソースを待つため、エンドツーエンドの生産サイクルは長くなります。.
切り替えと小規模な損失
頻繁 切り替え 特に多品種生産においては、サイクルタイムが大幅に増加する可能性があります。予定されている段取り替え時間がわずか10~20分であっても、ラインクリアランス、初回品チェック、パラメータ調整、再起動時の不安定性などが含まれるため、実際のロスはそれよりも大きくなることがよくあります。SKUの順序付けが不十分な場合、こうした度重なる中断によって利用可能な時間の大部分が消費される可能性があります。.
小さな停止も重要です。センサーの故障、ラベルの詰まり、フィーダーの補充などで30秒から60秒の停止が繰り返し発生するラインは、報告書上では劇的なダウンタイムとして記録されないかもしれませんが、その累積的な影響は相当なものになる可能性があります。多くの個別生産工場では、こうした短い中断が、大規模な故障よりもサイクルタイムの長期化の大きな要因となっています。.
計画外のシステム停止とメンテナンス対応
機器の故障が増加する サイクルタイム 2つの方法で損失が発生します。1つは機械が処理を停止すること、もう1つは再起動後に下流工程の流れが不安定になることです。復旧作業には、不良品チェック、人員配置の再調整、滞留した仕掛品の片付けなどが含まれることが多く、機械が再び稼働した後も損失は継続します。そのため、ダウンタイムとサイクルタイムの追跡は、別々のレポートではなく、まとめて確認する必要があります。.
再作業、品質保留、検査待ち行列
初回合格率が低いと、同じユニットが複数回生産能力を消費するため、サイクルタイムが長くなります。再加工ループ、封じ込め作業、追加検査などはすべて、単純な生産量カウントではほとんど見えない時間を増加させます。業界ベンチマークによると、品質不良に関連する隠れた工場コストは最大で 15%から20% 一部の製造環境では売上高が増加する傾向があり、そのコストの一部はリードタイムやサイクルタイムの長期化という形で直接的に現れる。.
電子機器工場では、機能テストに不合格となった製品は、はんだ付けの補修のために送り返され、その後再びテストされ、エンジニアリング部門の判断を待つために保留エリアに送られることがあります。機械の処理時間は変わらないかもしれませんが、製品が例外処理に巻き込まれるため、実際のサイクルタイムは長くなります。これは、生産サイクルタイムは生産速度だけでなく、品質システムの摩擦によっても左右されることが多いということを改めて認識させてくれます。.
承認、引き継ぎ、およびシフト間のギャップ
製造現場における最も長い遅延要因の中には、機械的な問題ではなく、事務的な問題に起因するものが少なくありません。初回品承認、逸脱承認、保守作業指示、あるいは上司の確認待ちなどにより、作業員や機械の準備が整っていても、材料が遊休状態になることがあります。こうした遅延は、意思決定が標準化されていない規制環境や多品種少量生産環境で特に多く見られます。.
シフト交代時にも同様の影響が生じます。ダウンタイム、資材不足、作業指示の途中経過などが口頭または書面で引き継がれると、次のシフト担当者は生産再開前に状況を再確認するのに15分から30分を費やす可能性があります。こうした日常的な引き継ぎミスが1か月に及ぶと、小規模な設備アップグレードと同程度のサイクルタイム短縮効果をもたらすことがあります。.
主な診断原則
サイクルタイムが長くなっている場合でも、プロセス自体が遅くなったと決めつけないでください。多くの場合、真の原因は、プロセスを取り巻く待ち行列、中断、手戻りループ、意思決定の遅延などです。次のステップは、サイクルタイムの追跡精度を高めてこれらの損失を可視化し、チームが実際の処理時間と回避可能な待ち時間を区別して、適切な制約に対処できるようにすることです。.
追跡とワークフロー管理を改善してサイクルタイムを短縮する方法
収集するタイムスタンプを標準化する
改善することはできません サイクルタイム 異なるチームが開始点と終了点を異なる方法でマークする場合。最初のステップは、生産サイクルタイムにカウントされるイベントを正確に定義することです。具体的には、ジョブのリリース、材料の準備完了、セットアップ完了、最初のピースの開始、作業の完了、検査の合格、ジョブの終了です。ある監督者が待ち時間を含め、別の監督者がそれを除外する場合、サイクルタイムの計算式自体が正しくても、報告されるサイクルタイムは信頼できなくなります。.
実際には、工場は非公式な現場の慣習に頼るのではなく、工程ファミリーごとにタイムスタンプのルールを文書化すべきです。CNCセル、SMTライン、手動組立ステーションでは、積載、荷降ろし、検査のタイミングが異なるため、多くの場合、異なるタイムスタンプロジックが必要になります。これにより、後々、チームが機械、シフト、またはSKUごとにサイクルタイムを比較し、データが同じ条件下で取得されたものと想定した場合に生じる混乱を防ぐことができます。.
サイクルタイムデータをソースで取得する
シフト終了時の手動更新は、サイクルタイム追跡が失敗する最大の原因の一つです。作業員、ラインリーダー、技術者は、作業が発生した際に、モバイルフォーム、ワークステーションタブレット、バーコードスキャン、または機械に接続されたトリガーなどを使用して、イベントを記録する必要があります。. リアルタイムキャプチャ 入力漏れを減らし、実際の処理時間と待ち時間、停止時間、再作業ループを区別しやすくします。.

サイクルタイム短縮の最大のチャンスは、多くの場合、機械の稼働時間以外のところに潜んでいます。多くの工場では、オペレーターはプレスサイクルが40秒だと説明できますが、材料待ち、品質検査、工具確認、メンテナンスサポートなどでどれだけの時間が無駄になっているかを示すことはできません。ソースレベルのデータがあれば、このギャップを埋めることができ、生産管理者は月末の報告後ではなく、シフト中にすぐに行動に移せる情報を得ることができます。.
出力だけでなく、各ステップ間の作業進捗状況も追跡する。
工程間に仕掛品が積み上がっている場合、生産ラインは時間当たりの生産目標を達成していても、サイクルタイムの悪さを隠蔽できる可能性がある。. 作業進捗状況の追跡 これは、各ユニットがどこで待機時間を過ごしているかを示しており、個々の機械の稼働速度よりも重要な場合が多い。リトルの法則はここで役立つ。仕掛品(WIP)が増加すると、スループットが比例して向上しない限り、平均フロー時間も通常は増加する。.
簡単な例として、自動車のサブアセンブリラインが挙げられます。プレス加工で部品はすぐに完成しますが、溶接工程では次の工程に進む前に部品がまとめて溶接されます。一日の終わりには生産量は許容範囲内に見えるかもしれませんが、部品が何時間も待ち行列に並ぶため、実際の生産サイクル時間は長くなります。工程間の待ち時間を追跡することでボトルネックが明確になり、バランス調整、バッチサイズの縮小、またはより適切な出荷ルールによってサイクル時間を短縮することができます。.
シフト別、SKU別、機械別のセグメントサイクルタイム
平均値は、実際の作業におけるばらつきを隠してしまう可能性があります。全体のサイクルタイムの数値だけを見ていると、夜勤の第2ラインが多品種少量生産で18%も遅いことや、ある機械ファミリーが標準的な作業では問題なく稼働するものの、段取り替え後に苦戦することなどを見逃してしまうかもしれません。サイクルタイムをシフト、製品コード、機械、オペレーターチーム、注文タイプごとに細分化することで、大まかなKPIが実用的な管理ツールへと変わります。.
生産ラインは平均的にはタクトタイムを満たしているように見えても、特定のSKUやシフトでは繰り返し許容サイクルタイムを超過することがあります。セグメント別レポートを使用すると、問題の原因が人員配置、セットアップ手順、資材の供給、メンテナンス状況、またはスケジュール順序のいずれにあるかを特定できます。.
タグ遅延の理由:データが活用可能になるため
理由コードのないサイクルタイムデータは、しばしば推測に頼らざるを得ません。作業が目標を超過した場合、システムは材料不足、工具交換、計画外のダウンタイム、初回品承認の遅延、手直し、オペレーターの不在、フォークリフトのサービス待ちなど、原因をタグ付けすることを要求すべきです。構造化された遅延コードを使用する工場は、慢性的な損失と単発的な事象を区別できるため、通常、より早く改善できます。.
しきい値を超えた場合に是正措置を発動する
適切なサイクルタイム追跡は、報告だけで終わるべきではありません。サイクルタイムが事前に定義されたしきい値を超えた場合、次のアクションは自動的に実行されるべきです。例えば、ラインリーダーへの通知、メンテナンスチケットの発行、資材不足のエスカレーション、または注文を進める前にスーパーバイザーによるレビューを要求するなどです。これにより、測定と対応の間のループが閉じられ、多くのスプレッドシートベースのシステムが機能不全に陥る問題を解決できます。.
実用的なアプローチとしては、工場全体で一律のトリガーを使用するのではなく、工程別および製品ファミリー別にしきい値ルールを設定することが挙げられます。安定した繰り返し作業を行う加工センターでは厳しいしきい値が妥当かもしれませんが、複数のモデルを扱う組立エリアでは、より広い管理範囲と異なるエスカレーションパスが必要になるかもしれません。目標はアラートの数を増やすことではなく、スループットと納期に重大な影響を与える損失に対して、より迅速な対応を可能にすることです。.
スプレッドシートによる追跡をデジタルワークフローに置き換える
プラントに明確なタイムスタンプルール、WIPチェックポイント、セグメンテーションロジック、遅延コードが確立されたら、次の課題は実行規律です。この段階では、ノーコードプラットフォーム、例えば Jodoo これにより、運用チームはスプレッドシートベースの追跡を、実際の生産プロセスに合わせたデジタルフォーム、リアルタイムダッシュボード、ワークフロールールに置き換えることができます。管理者が手動でデータを集計するのを待つ代わりに、チームは発生源で開始/停止イベントを収集し、ラインまたはSKUごとにボトルネックを視覚化し、異常な遅延を適切な機能に即座に振り分けることができます。.
例えば、電子機器工場では Jodoo オペレーターは、セットアップ開始時に作業指示書をスキャンし、初回承認を記録し、中断時に停止理由を記録し、ライン上のタブレットから各作業を完了させることができます。サイクルタイムがそのSKUの目標を超えた場合、Jodooはワークフローをトリガーし、生産部門と保守部門にアラートを送信し、フォローアップアクションを割り当て、シフトリーダー向けのダッシュボードをリアルタイムで更新します。これにより、管理者は、大規模なカスタム開発を行うことなく、受動的なレポート作成からクローズドループのサイクルタイム短縮へと移行する実用的な方法を得ることができます。.
結論:サイクルタイム分析を継続的改善につなげよう
サイクルタイム チームが明確な定義を一つに絞り、適切なレベルで適切な計算式を適用し、遅延が常態化する前に対応することで初めて、その価値が発揮されます。具体的には、サイクルタイムをタクトタイムやリードタイムから分離し、工程別または作業指示書別に一貫して計算し、長いサイクルタイムの原因を待ち時間、手直し、ダウンタイム、段取り替え、承認の遅れといった真の原因まで遡って追跡する必要があります。生産管理者や工場管理者にとっての目標は、単にレポートの質を向上させることだけではなく、現場での意思決定をより迅速かつ再現性の高いものにすることです。.
そのため、サイクルタイム改善において最も効果的な取り組みは、測定とワークフロー管理を組み合わせることです。作業員がタイムスタンプを発生源で記録することで、管理者はシフト、機械、SKU、注文ごとにパフォーマンスを分類し、異常な傾向に早期に対応できます。このようなクローズドループを構築した工場は、サイクルタイムの損失が隠れた停止やプロセス変動に直接関係していることが多いため、通常、生産安定性とOEEの両方を向上させます。.
大規模なカスタム開発を行わずにそのプロセスをデジタル化したい場合は、, Jodoo 既存の生産プロセスに合わせて、サイクルタイム追跡フォーム、遅延理由ワークフロー、リアルタイムダッシュボード、エスカレーションアラートを構築するための実用的なノーコード方式を提供します。 無料トライアルを開始する または デモを予約する Jodooが貴社の工場におけるリーン生産方式のワークフローにどのように適合するかをご確認ください。.