はじめに:なぜ現代の工場現場でもタクトタイムが重要なのか
たとえ経営状態の良い工場でも、生産ペースが実際の需要ではなく習慣に基づいていると、生産量は減少します。多くの工場では、1ユニットあたり数秒のずれが、週末までに出荷遅延、残業、仕掛品過剰へと静かに発展してしまう可能性があります。 タクトタイム 依然として重要です。なぜなら、実際に利用可能な時間内で顧客の需要を満たすために必要な生産ペースを簡単に定義できるからです。.
生産管理者、工場管理者、リーン生産方式管理者、および産業エンジニアにとって、タクトタイムは最も実用的なリーン生産方式の指標の一つです。なぜなら、需要と生産ラインの速度、人員配置、および日々の生産目標を直接結びつけることができるからです。タクトタイムは、バリューストリームマップのための理論上の数値にとどまりません。現場では、生産ラインが注文を満たすには遅すぎるのか、速すぎて在庫が積み上がっているのか、あるいは各ステーション間で生産量が不均一なのかを把握するのに役立ちます。.
この記事では、 タクトタイムの計算式, 製造業における信頼性の高いタクトタイム計算方法、および単位あたりの分または秒の数値の解釈方法についても説明します。 タクトタイムとサイクルタイムの比較, 実際の工場の事例を示し、デジタル追跡によってチームが生産状況をリアルタイムで把握できる仕組みを説明します。 タクトタイム スプレッドシートの更新が遅れることに頼るのではなく。.
タクトタイムの計算式と、その数字が本当に意味すること
タクトタイムの計算式:利用可能な生産時間 ÷ 顧客需要
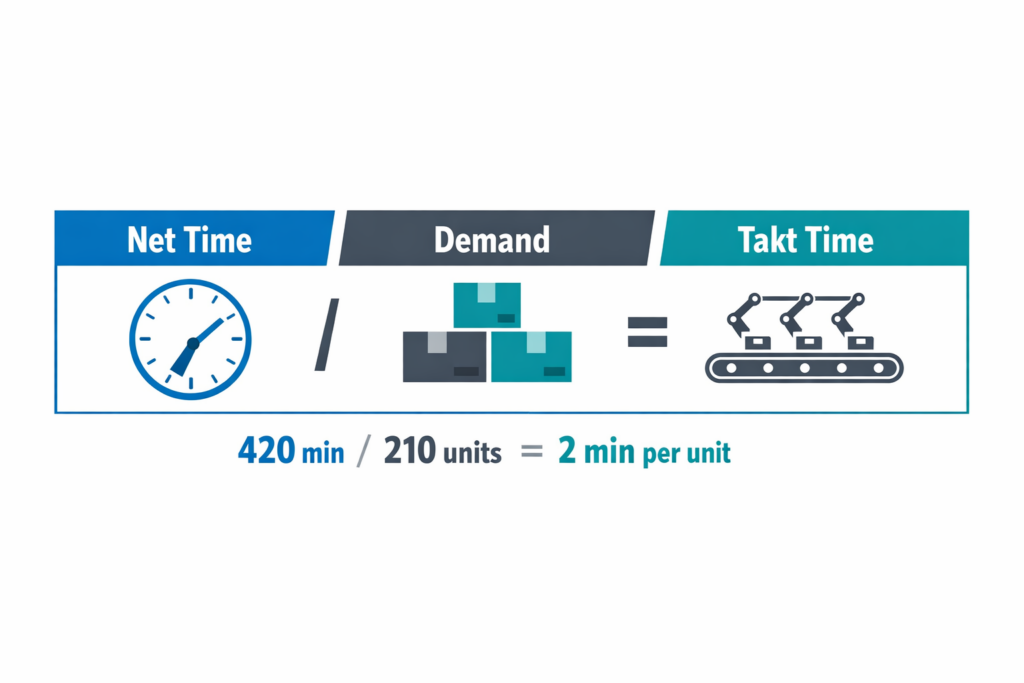
の タクトタイム 式は単純です。 タクトタイム = 正味生産可能時間 ÷ 顧客需要. この結果は、測定期間中の需要を満たしつつ、ラインが1つの製品にどれだけの時間を費やすことができるかを示します。実際には、その期間はシフト、1日、または1週間となる可能性がありますが、分子と分母は同じ時間枠を使用する必要があります。需要が日単位であれば、利用可能な時間も日単位でなければなりません。.
タクトタイムの計算の多くは、この段階で失敗します。作業員が480分間すべて生産しているわけではないにもかかわらず、チームは8時間シフトを分子として使用することがよくあります。また、1シフトの時間を使って月間予測で割る場合もあり、その結果は正確に見えるかもしれませんが、運用上は意味のない数値になります。.
利用可能な生産時間とみなされるもの
利用可能な生産時間とは、 正味生産時間, 総作業時間ではなく、生産時間です。まず予定された時間から始め、計画された休憩時間、シフト交代時間、日常的な清掃時間、チームミーティング時間、および生産ラインが販売可能な製品を生産すると見込まれないその他の時間を差し引きます。測定期間中に予防保全のために機械が意図的に停止された場合は、その計画された停止時間も除外する必要があります。.
例えば、ラインの稼働時間が480分で、昼食に30分、シフトミーティングに10分、計画清掃に20分が割り当てられている場合、利用可能な正味時間は420分です。この420分という数字がタクトタイム計算式の正しい分子であり、480分ではありません。総シフト時間を使用すると、ラインの能力が過大評価されます。 14.3%, これは、人員配置、バランス調整、および生産目標を歪める可能性がある。.
適切な需要数を使用する
分母は反映されるべきである 同期間における実際の顧客需要. 最終組立の1日あたりの生産タクト時間を計算する場合は、ラインが出荷または補充しなければならない確定済みの1日あたりの必要量を使用してください。需要がモデル、ファミリー、またはラインごとに変化する場合は、実際に作業が計画および管理されているレベルでタクト時間を計算してください。.
リーン生産方式のタクト分析でよくある間違いは、日々の変動を隠してしまう週平均や月平均を使ってしまうことです。例えば、平均需要が週1,000ユニットだとします。しかし、顧客からの需要が週初めに集中し、月曜日に250ユニット、金曜日に150ユニットを必要とする場合、単一の平均タクトは書類上は許容範囲内に見えるかもしれませんが、実際には週の初めに生産ラインが本来必要なペースに達していない可能性があります。.
単位を統一する
タクトタイム 表現できる 単位時間当たり秒, 単位あたりの分数, または、あまり一般的ではないが、単位あたりの時間。重要なのは 一貫性. 利用可能な時間が分単位の場合、同じ期間の需要は単位単位で表す必要があり、結果は単位あたりの分数になります。.
ほとんどの製造現場では、ラインバランス調整や作業員の作業割り当てには、1単位あたりの秒数の方が分かりやすい。より高度な計画立案においては、1単位あたりの分数の方が読みやすいかもしれない。生産監督者から工業エンジニアまで、全員が同じ測定単位を理解していれば、どちらの単位でも問題ない。.
計画的な敗北が多くのチームが考えている以上に重要な理由
計画された非生産時間は、単なる会計上の些細な詳細ではなく、オペレーターが維持すべき目標ペースに影響を与えるものです。計画された停止時間を無視すると、分子に残された時間に応じて、タクトタイムの目標が人為的に厳しくなったり、人為的に緩くなったりします。その結果、生産ラインの稼働率が低いのか、それとも単に需要が現実的な生産能力を超えているだけなのかについて、誤った結論を導き出す可能性があります。.
これも、タクトタイムを稼働時間や設備効率と混同してはいけない理由です。タクトタイムは、需要と使用可能な時間に基づいて必要な生産リズムを設定します。比較すると、 タクトタイム と サイクルタイム そして、そのプロセスが実際に要求されたリズムを満たすことができるかどうかを示します。.
タクトタイムを誤解させる3つのよくある間違い
最初のエラーは、 総勤務時間 正味利用可能時間ではなく、タクトタイムの数値を用いることで、実際よりも余裕のある数値が算出され、追加労働、残業、あるいは生産ラインの調整の必要性が隠蔽される可能性があります。これは、生産ラインが維持できない生産計画を作成する最も手っ取り早い方法の一つです。.
2つ目のエラーは、 需要予測 実際の必要需要ではなく、需要予測に基づいて生産計画を立てる必要がある。予測は生産能力計画には役立つが、日々の生産実行に使用するタクトタイムは、工場が実際に満たすべき需要シグナルを反映させるべきである。そうしないと、生産ラインが誤ったペースで稼働し、回避可能な品不足や過剰在庫が発生する可能性がある。.
3つ目のエラーは、 分子または分母のレベルが間違っています. 例えば、工場全体のタクトタイムを計算して、それを制約のある組立ライン1つに適用すると、誤った目標値が得られます。同様に、ライン全体の時間を使用しても、需要が1つの製品ファミリーのみの場合、現場での作業の割り当て方法と一致しない、誤ったタクトタイムの例が作成されます。.
製造業におけるタクトタイムの計算方法(ステップバイステップ)
ステップ1:計画する時間帯を定義する
チームが実際に管理する具体的な計画期間(1シフト、1日、または1顧客スケジュール単位)から始めましょう。 タクトタイム 計算 時間基準が需要シグナルと一致する場合にのみ機能するため、日々の需要と週ごとの利用可能時間を混同しないようにしてください。ほとんどの生産管理者にとって、1シフトまたは1日が最も現実的な出発点となります。なぜなら、人員配置、休憩スケジュール、およびライン報告と整合するからです。.
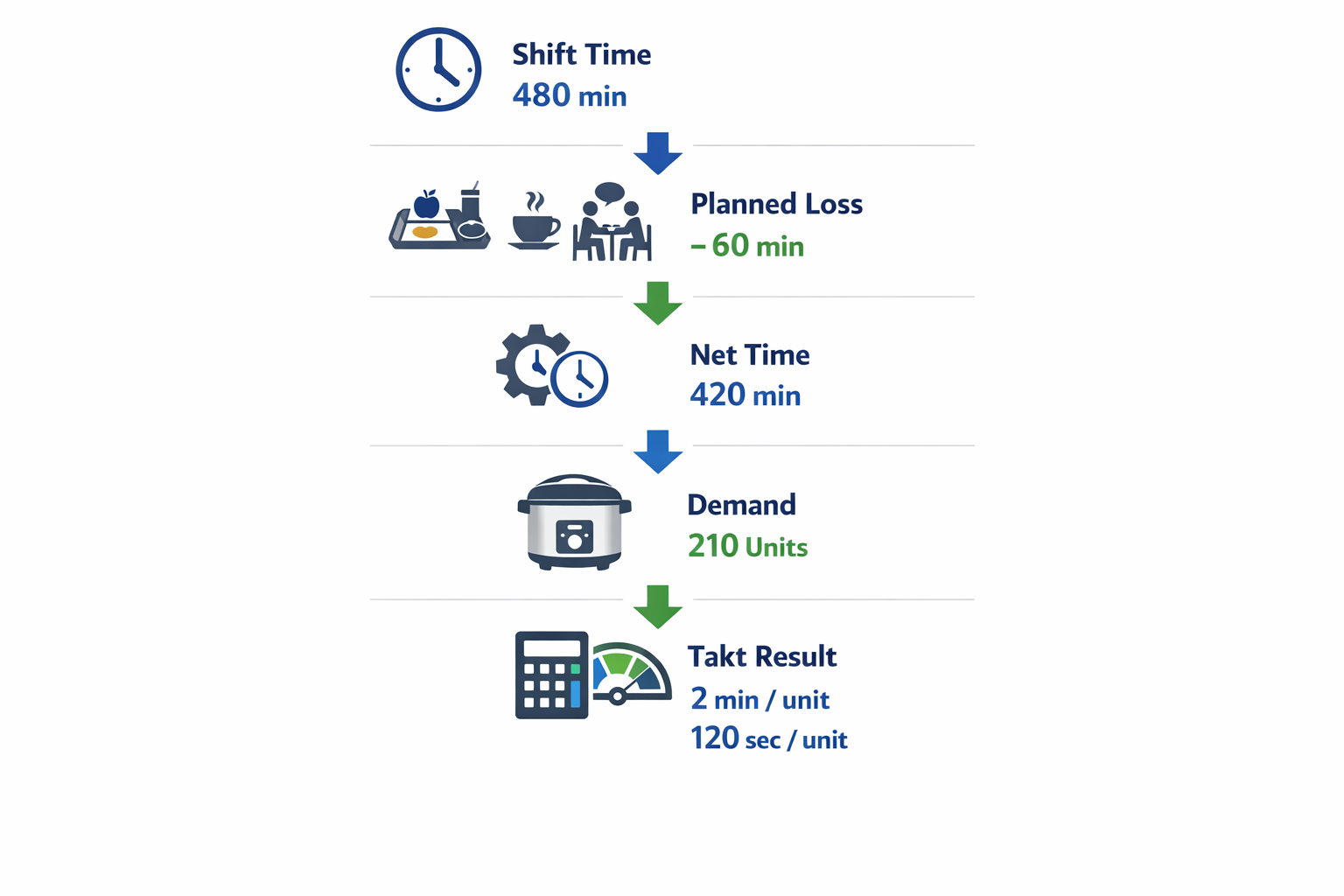
個別生産の例を挙げてみましょう。電気炊飯器を最終組立ラインで組み立てる家電工場があるとします。このラインは8時間シフトで稼働するため、総稼働時間は480分となります。しかし、この段階ではこれはあくまでも初期値であり、実際の生産タクトタイムではありません。.
ステップ2:計画された非生産時間を差し引く
次に、生産に意図的に使用できない時間をすべて削除します。これには、食事休憩、お茶休憩、シフト交代、計画された清掃、および予定されたチームミーティングが含まれます。リーン生産方式では、タクトタイムは以下に基づいて決定されます。 正味利用可能生産時間, 総勤務時間ではなく、総勤務時間でなければ、結果は楽観的すぎるものになる。.
炊飯器製造ラインでは、480分のシフトには30分の昼休憩、10分の休憩が2回、そして10分の始業ミーティングが含まれます。つまり、計画上の非生産時間は合計60分となり、実質的な稼働時間は420分となります。ここで作業を止めて420分だけを使用した場合、タクトタイムの計算式は480分すべてを使用した場合よりもはるかに信頼性が高くなります。.
ステップ3:同期間における実際の顧客需要を確認する
次に、同じ期間に必要な生産量を確認します。確定済みの顧客需要、出荷要件、または生産ラインが達成すると予想される確定済みの生産計画を使用してください。生産ラインのスケジュールと測定が毎日行われている場合は、月次予測に切り替えないでください。月次予測に切り替えると、タクトタイムの目標値が歪んでしまいます。.
同じ炊飯器製造ラインについて、当初の計画では本日210台を生産する必要があるとします。利用可能な時間が420分で、必要な生産台数が210台の場合、タクトタイムの計算は420 ÷ 210 = 1台あたり2分、つまり1台あたり120秒となります。これは、ラインの目標ペースを明確に示すことができるため、タクトタイムの最初の例として役立ちます。.
ステップ4:実際の計画に影響を与えるキャパシティロスを再確認する
日々の管理に数値を確定する前に、計画されている追加の制約事項が利用可能時間に反映されるべきかどうかを確認してください。生産チームは、この段階で、予定されている資材補充のための停止、初回品検査、または人員変更によって生産ラインの時間が失われることに気づくことがよくあります。これらはランダムなダウンタイムではなく、その日の実際の生産能力に影響を与える既知の状況です。.
この例では、生産ラインには、パッケージのバリエーションに対応するための初回品確認と切り替え調整に20分が予定されています。これにより、利用可能な正味時間は420分から400分に減少します。需要は依然として210個であるため、改訂後の生産タクトタイムは400÷210=1.90分/個、つまり約114秒/個となります。.
ステップ5:需要の変化に応じてタクトタイムを更新する
タクトタイム これは固定されたエンジニアリング定数ではありません。生産ラインや人員配置が同じであっても、顧客の需要が変われば変化します。そのため、生産スケジュールに重要な変更があった場合は、チームは必ずこれを再計算する必要があります。.
仮に、販売部門が同じシフトでの必要生産量を250ユニットに上方修正し、利用可能な生産時間が400分のままだとします。新しいタクトタイムの計算式は、400 ÷ 250 = 1.6分/ユニット、つまり96秒/ユニットとなります。生産ライン自体が速くなったわけではなく、必要なペースが単純に厳しくなっただけです。.
ステップ6:結果を現場の視点から解釈する
タクトタイムを計算したら、それをラインが対応できるペースに変換します。1ユニットあたりの分は計画に役立ちますが、チームリーダー、工業エンジニア、ラインオペレーターにとっては、1ユニットあたりの秒の方がイメージしやすい場合が多いです。高速な組立ラインでは、10秒から15秒のギャップでも問題になるため、 タクトを秒単位で表現する 日々の管理に役立ちます。.
炊飯器の例では、生産ラインは当初の概算値である480÷210=2.29分/台から、確定した需要と計画された利用可能時間に応じて、より正確な数値である96~114秒/台へと変更されました。この差は、人員配置、バランスチャート、および時間当たりの生産目標に影響を与えるほど大きいものです。 タクトタイム 計算は単なる算術ではなく、現実的な生産ペースの基礎となるものです。.
さまざまな生産環境におけるタクトタイムの事例シナリオ
自動車組立:安定した需要、厳しい反復作業
自動車組立では、, タクトタイム 需要は比較的 安定した そして仕事内容は 高度に標準化された. 最終組立ラインの1シフトあたりの正味生産可能時間が450分で、そのシフトにおける顧客需要が300台の車両だとします。タクトタイムの計算は450÷300=1.5分/台、つまり1台あたり90秒となります。.
このような生産タクトタイムは、管理者にとって明確なラインバランスの目標となります。各作業ステーションが割り当てられた作業を約90秒以内に一貫して完了できれば、ステーション間に過剰な仕掛品を積み上げることなく、ラインは需要を満たすことができます。リーン生産方式では、この環境におけるタクトタイムは、複雑な計算よりも、再現性のある流れ、標準作業、そしていずれかのステーションで遅延が発生した場合の迅速な対応を維持することに重点が置かれています。.
電子機器組立:需要の変化が生産ラインのセットアップよりも速い
電子機器工場では、製品ライフサイクルが短く、受注パターンが変動しやすいことが多いため、タクトタイムの目標値も頻繁に変更される可能性があります。例えば、SMTから手動組立へのラインで、有効稼働時間が420分、1日あたりの制御基板需要が840枚の場合、タクトタイムは基板1枚あたり30秒となります。翌日の確定需要が600枚に減少した場合、タクトタイムは直ちに基板1枚あたり42秒に変更されます。.
この変化は、設備や作業員が変わらなくても必要な生産ペースが変わるため、業務上重要な意味を持ちます。このようなタクトタイムの例は、チームが分子を実際の稼働時間と分母を確定需要に基づいて設定すべき理由を示しています。週平均に基づいて設定すべきではありません。そうしないと、管理者は人員を過剰に配置したり、生産ラインを過度に稼働させたり、実際の生産量が本当に予定通りに進んでいるかどうかを誤って判断したりする可能性があります。.
高多品種生産:1タクトタイム、多数の製品バリエーション
高混合環境は タクトタイム もっと 難しい 顧客の需要は、さまざまなSKUにわたって実行可能なペースルールに変換する必要があるからです。例えば、利用可能な時間が400分で、8つのモデルで1日合計100台の産業用ポンプを組み立てる工場を想像してみてください。全体のタクトタイムの計算式では1台あたり4分になりますが、問題は、あるバリエーションの組み立てに2.5分かかるのに対し、別のバリエーションには6分かかる場合があることです。.
ここでは、タクトタイムは依然として有用ですが、管理者が適切なレベルで適用した場合に限ります。タクト目標は、ラインまたはバリューストリーム全体の必要なペースを設定するのに役立ちますが、スケジューリング、ラインバランシング、および作業割り当ては、モデル間のばらつきを吸収する必要があります。ここで、単純なタクトタイム計算だけでは不十分になります。工場では、平均生産量を需要に合わせるために、生産平準化(平準化)、柔軟な人員配置、または事前組立戦略も必要となるからです。.
これらの例が実際に示していること
これら3つのシナリオは、同じ公式が非常に異なる生産状況を支えることができることを示している。自動車産業では、タクトタイムは安定した反復フローを支える。電子機器産業では、タクトタイムは受注量に応じて迅速に変化する。多品種少量生産では、タクトタイムは全体のペースを決定するが、より厳格なスケジューリング規律と組み合わせる必要がある。次のステップは、これらを比較することである。 タクトタイム 対 サイクルタイム, なぜなら、そこで管理者は生産ラインが実際に必要なペースについていけるかどうかを確認できるからです。.

タクトタイムとサイクルタイム:ギャップ、ボトルネック、および生産能力リスクを特定する方法
タクトタイムは目標値を設定し、サイクルタイムは実際のペースを示す。
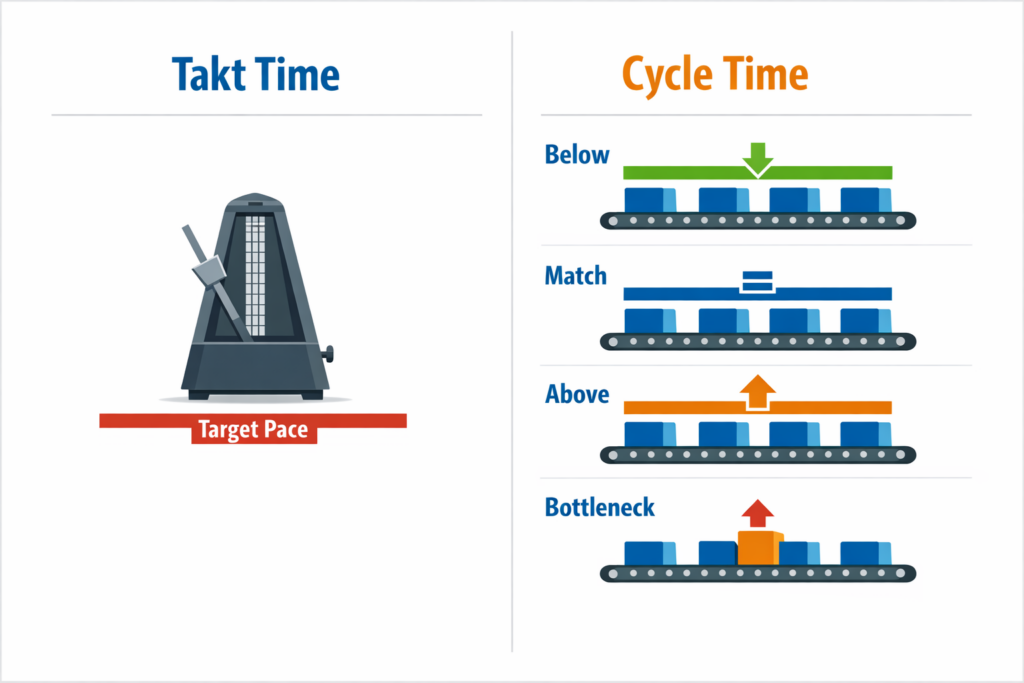
実際には、タクトタイムとサイクルタイムの違いは、たった一つの単純な疑問に集約されます。 どれくらいの速さで生産する必要があるのか、そして実際にどれくらいの速さで生産できているのか? タクトタイム これは、以前のタクトタイムの公式とタクトタイムの計算で確立されたのと同じ論理を使用して、顧客の需要に基づいて必要なペースです。. サイクルタイム これは、測定対象に応じて、1つのユニット、1つのステーション作業、または1つのプロセスステップを完了するのに実際に必要な時間です。.
この区別が重要なのは、生産ラインが忙しく見えても需要を満たせていない可能性があるからです。生産タクトタイムが1ユニットあたり60秒でも、ボトルネックとなるステーションが1ユニットあたり72秒で稼働している場合、作業員が常にフル稼働していても生産量は遅れてしまいます。 リーン生産方式、, タクトタイムとは 需要シグナル, サイクルタイムは 実行の現実.
その関係があなたに教えてくれること
サイクルタイムが より低い タクトタイムよりも余裕時間がある場合、工程にはある程度の能力マージンがあります。しかし、これは必ずしも生産ラインが最適化されていることを意味するわけではありません。なぜなら、余剰能力が各工程に均等に分配されていない可能性があるからです。ある工程には余裕時間がある一方で、別の工程は過負荷状態になり、隠れた不均衡や不要な仕掛品が発生することがあります。.
サイクルタイム に等しい タクトタイムでは、少なくとも通常の状態では、プロセスは需要に合致しています。これは通常、安定した生産ラインの設計基準となりますが、軽微な停止、資材の遅延、または段取り替えの余地はほとんどありません。設計上はタクトタイムで正確に稼働しているラインでも、実際の生産では供給が不安定な場合、計画通りに進まない可能性があります。.
サイクルタイムが より高い タクトタイムに余裕がない場合、明確な生産能力リスクが生じます。例えば、包装セルがタクトタイム45秒を満たす必要があるにもかかわらず、平均52秒かかる場合、約6~7サイクルごとに1個の製品が漏れることになります。8時間のシフトでは、このわずかな差が数十個の製品の損失につながる可能性があります。.
ラインバランシングにおけるタクトタイムとサイクルタイムの使い方
ラインバランシングは、ライン全体の生産量だけを見るのではなく、各ステーションのサイクルタイムをタクトタイムと比較することから始まります。家電製品の組立ラインでは、最終検査が40秒、サブアセンブリが43秒、ねじ締めが58秒かかる場合、タクトタイムは50秒です。ラインの実際のペースは、全ステーションの平均ではなく、ねじ締めによって制限されます。.
そのため、管理者はバランス調整の際に、ステーションレベルでのサイクルタイムを確認する必要があります。あるステーションがタクトタイムを超えている一方で、他のステーションがそれを大幅に下回っている場合、作業内容の再配分、治具のレイアウト変更、あるいは1つの作業を上流に移動させるだけで解決できる可能性があります。タクトタイムの良い例としては、制約となっているステーションから8秒分の手作業を移動させるだけで、人員を増やすことなく生産性を向上させることができるラインが挙げられます。.
人員配置の決定は、ギャップにどのように対応すべきか
人員配置は、特に手作業または半自動化されたプロセスにおいて、タクトタイムとサイクルタイムの差に基づいて行うべきです。キット化エリアのタクトタイムが90秒であるにもかかわらず、実際のサイクルタイムが110秒である場合、現在の需要に対してチームの能力が構造的に不足していることになります。このような場合、残業によって1つのシフトは維持できるかもしれませんが、根本的なミスマッチは解決されません。.
より良い対応策は、そのギャップが労働力、レイアウト、動作の無駄、または補充の遅延のいずれに起因するのかを検証することです。場合によっては、需要ピーク時に作業員を1名追加することが正当化されます。また、作業組み合わせ表を改訂することで、追加の人員なしでサイクルタイムをタクトタイム内に収めることができる場合もあります。重要なのは、作業員の労力に関する憶測ではなく、測定されたサイクルデータを使用することです。.
真のボトルネックを特定する方法
ボトルネックとは、実際の稼働状況を考慮した上で、実効サイクルタイムが最も長い工程のことです。これは、最も遅い工程が必ずしも手作業時間が最も長い工程とは限らないため重要です。例えば、マイクロストップが繰り返されたり、リセットが遅かったり、歩留まりが不安定な機械がボトルネックになっている場合もあります。標準サイクルタイムだけを見ると、実際にスループットを制限している工程を見落としてしまう可能性があります。.
タクトタイムが75秒の加工ラインを考えてみましょう。機械Aは68秒、機械Bは70秒、機械Cは72秒の定格ですが、機械Bは工具交換による中断が頻繁に発生し、シフト全体の実効サイクルタイムが82秒にまで延びてしまいます。理論上はラインの能力は十分であるように見えますが、実際の運用では機械Bが真の生産能力の制約要因となります。.
サイクルタイムがタクトタイムより遅れた場合の対処法
実際のサイクルタイムがタクトタイムを超えた場合は、迅速かつ体系的な対応が必要です。まず、問題が特定のステーション、シフト、製品ファミリー、または設備の状態に限定されているかどうかを確認します。次に、短期的な封じ込めと恒久的な是正を区別し、チームがすべてのミスを人員不足の問題として捉えないようにします。.
具体的な手順としては、まず最もギャップが大きいステーションを点検し、ダウンタイムと待ち時間による損失を確認し、資材の入手可能性を確認し、実際の作業内容を標準と比較します。ギャップが一時的なもの(例えば、フィーダーの詰まりや部品の欠落など)であれば、管理者は迅速にフローを復旧させ、復旧時間を追跡する必要があります。ギャップが慢性的な場合は、構造化された問題解決、ラインの再調整、またはキャパシティプランニングに取り組む必要があります。.
これが日々の管理をどのようにサポートするか
日常管理においては、タクトタイムを操作基準として、サイクルタイムを制御信号として用いるべきである。監督者は全サイクルタイムを再計算する必要はない。 タクトタイムの計算式 1時間ごとに確認する必要がありますが、実際のペースが要求されるペースを超えた場合は、それを把握する必要があります。これが、タクトタイムを計画指標からリアルタイムの管理ツールへと変える要素です。.
製造現場では、通常、これは計画と実績の生産量を時間間隔ごとに比較し、ステーションレベルのサイクル傾向を確認し、異常なギャップをシフトの早い段階でエスカレーションすることを意味します。医療機器トレイを最初の2時間はタクトタイムで生産しているものの、昼食後に10%遅れているラインは、疲労、補充の遅延、または段取り替えによる損失を示している可能性があり、これらは日末報告では見えません。このように活用することで、タクトタイムとサイクルタイムの比較は、出荷漏れが発生する前にボトルネックを特定するための実用的な方法となります。.
結論:タクトタイムをデジタルで追跡する方法
タクトタイム タクトタイムは、週に一度スプレッドシートで更新される数値ではなく、リアルタイムの稼働状況を示す指標として活用されることで、最も価値を発揮します。工場現場では、需要の変化、小さな停止の蓄積、そして1シフト内でのサイクルタイムの遅延など、様々な要因が影響します。そのため、効果的なタクトタイム管理には、リアルタイムの生産状況報告、ダウンタイムの記録、デジタル作業指示書、そして各ラインが目標通りに稼働しているかどうかを示すダッシュボードが不可欠です。.
と Jodoo, 製造業者は、生産状況を追跡するためのノーコードワークフローを構築できます。 タクトタイム カスタムソフトウェア開発を待つ必要はありません。チームは、時間ごとの生産量報告用のモバイルフォームを設定したり、理由コード別にダウンタイムを記録したり、実際のサイクルタイムがタクトタイムを超えた場合にアラートをトリガーしたり、監督者や工場管理者向けにライブダッシュボードにラインレベルのステータスを表示したりできます。これにより、リーン分析から日々の管理、そして迅速な対応へと容易に移行できます。.

例えば、電子機器工場では Jodoo 各ステーションのタブレットからシフトデータを収集し、生産量が需要を下回った場合にアラートを送信します。管理者はギャップを即座に把握し、原因が段取り替え、材料不足、機器の停止のいずれであるかを追跡し、遅延が一日全体のスケジュールに影響する前に対応します。.
リーン生産方式のワークフローをデジタル化し、実際の業務でタクトタイムの追跡を容易にしたい場合は、, Jodoo 実践的な出発点となる。. 無料トライアルを開始する または デモを予約する ノーコードシステムが貴社の工場プロセスにどのように適合するかをご覧ください。.